Промежуточный ковш
Номер патента: U 5246
Опубликовано: 30.04.2009
Авторы: Борщов Сергей Михайлович, Соловьев Михаил Андреевич, Пивцаев Виталий Васильевич, Карпов Сергей Леонидович, Дьяченко Вячеслав Иванович, Сафин Рустам Раскатович, Кулешов Владимир Михайлович
Текст
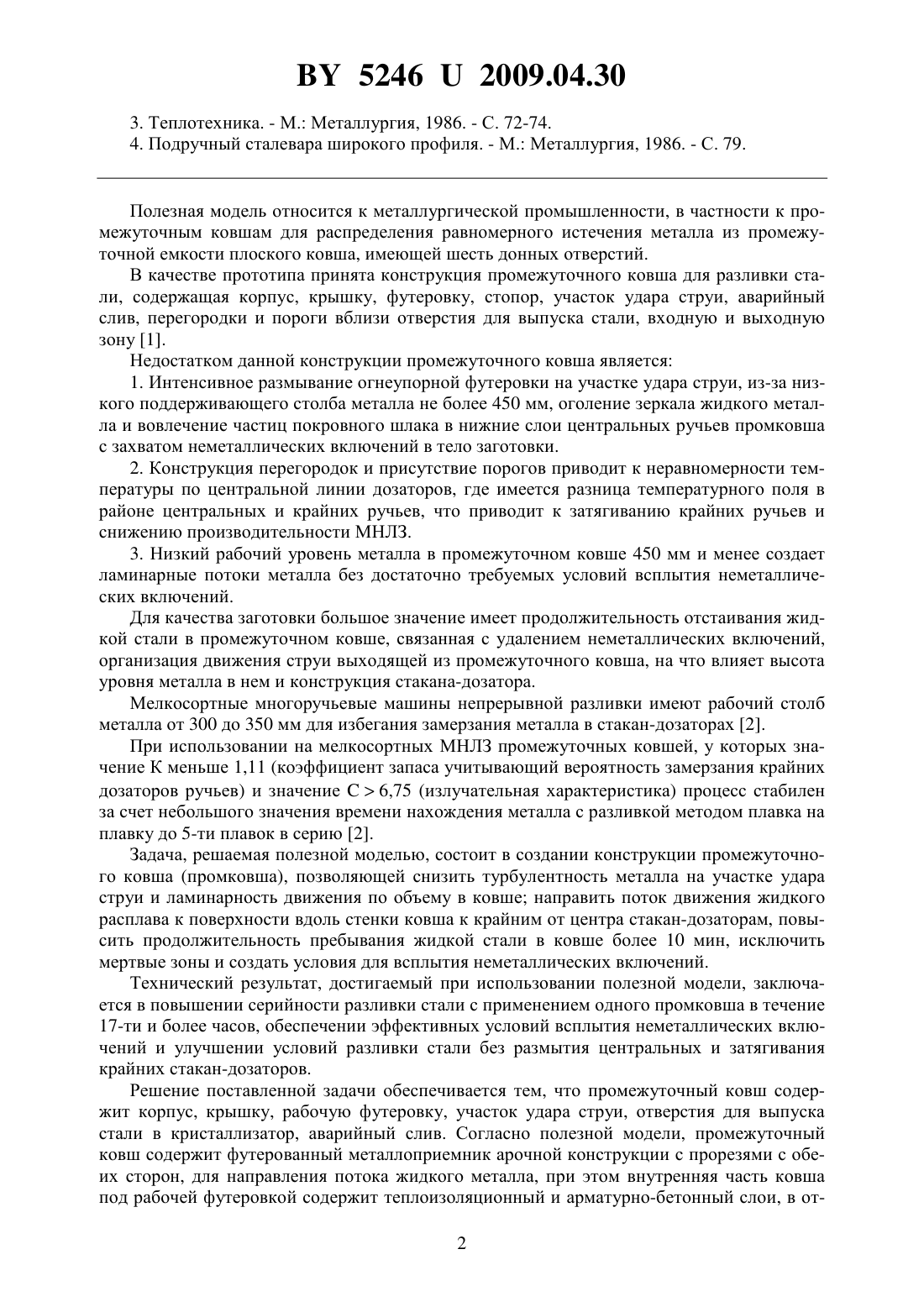
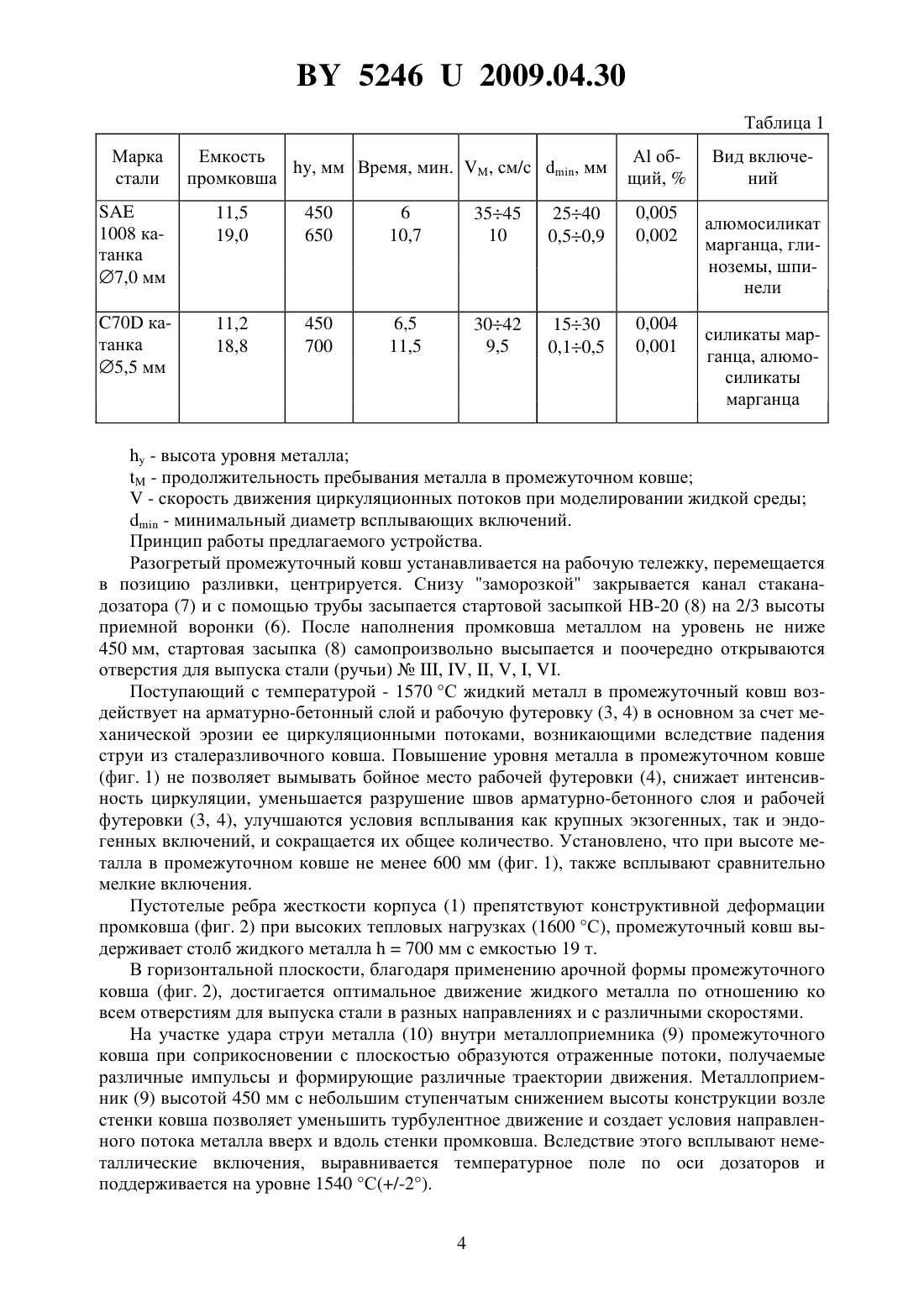
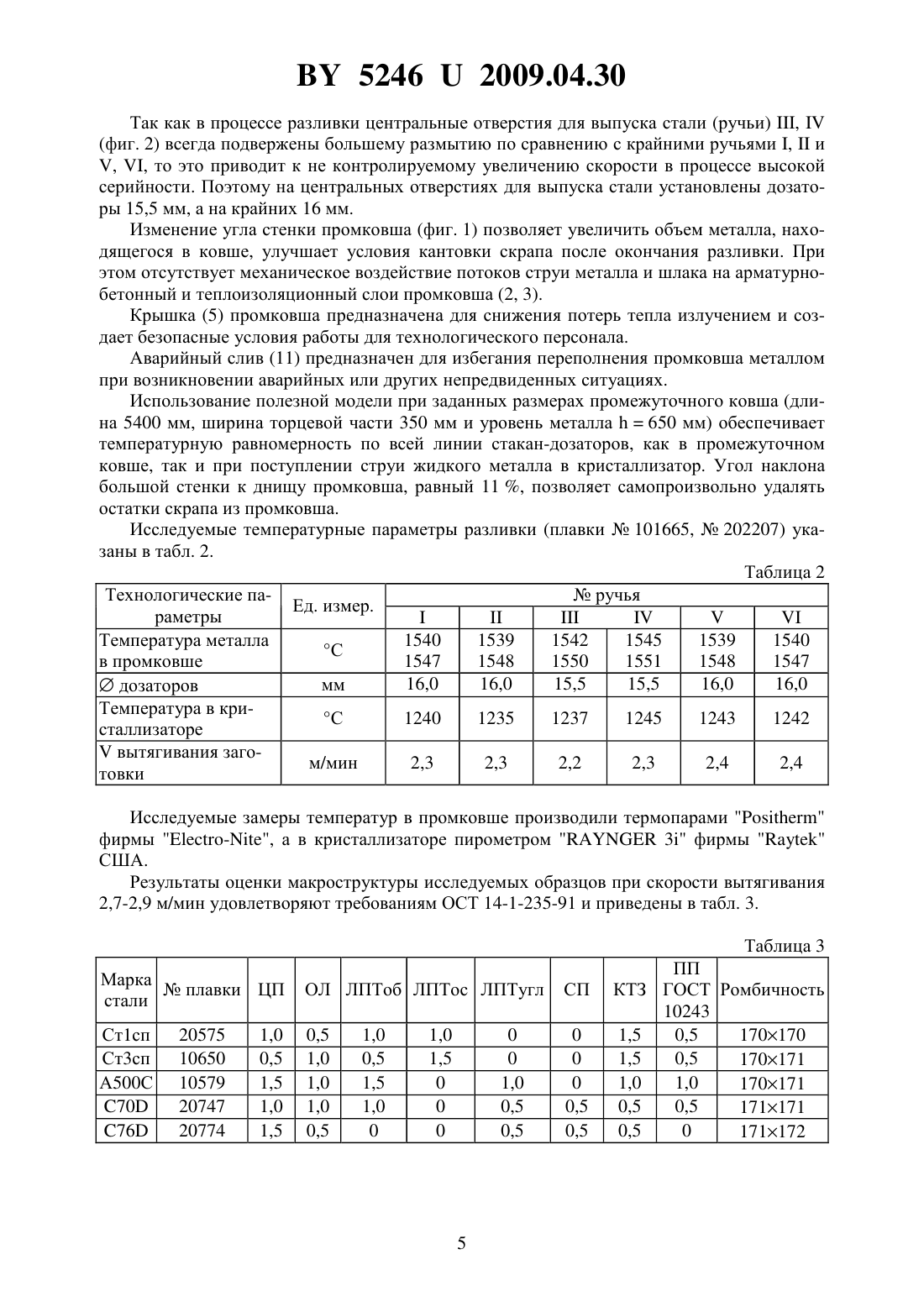
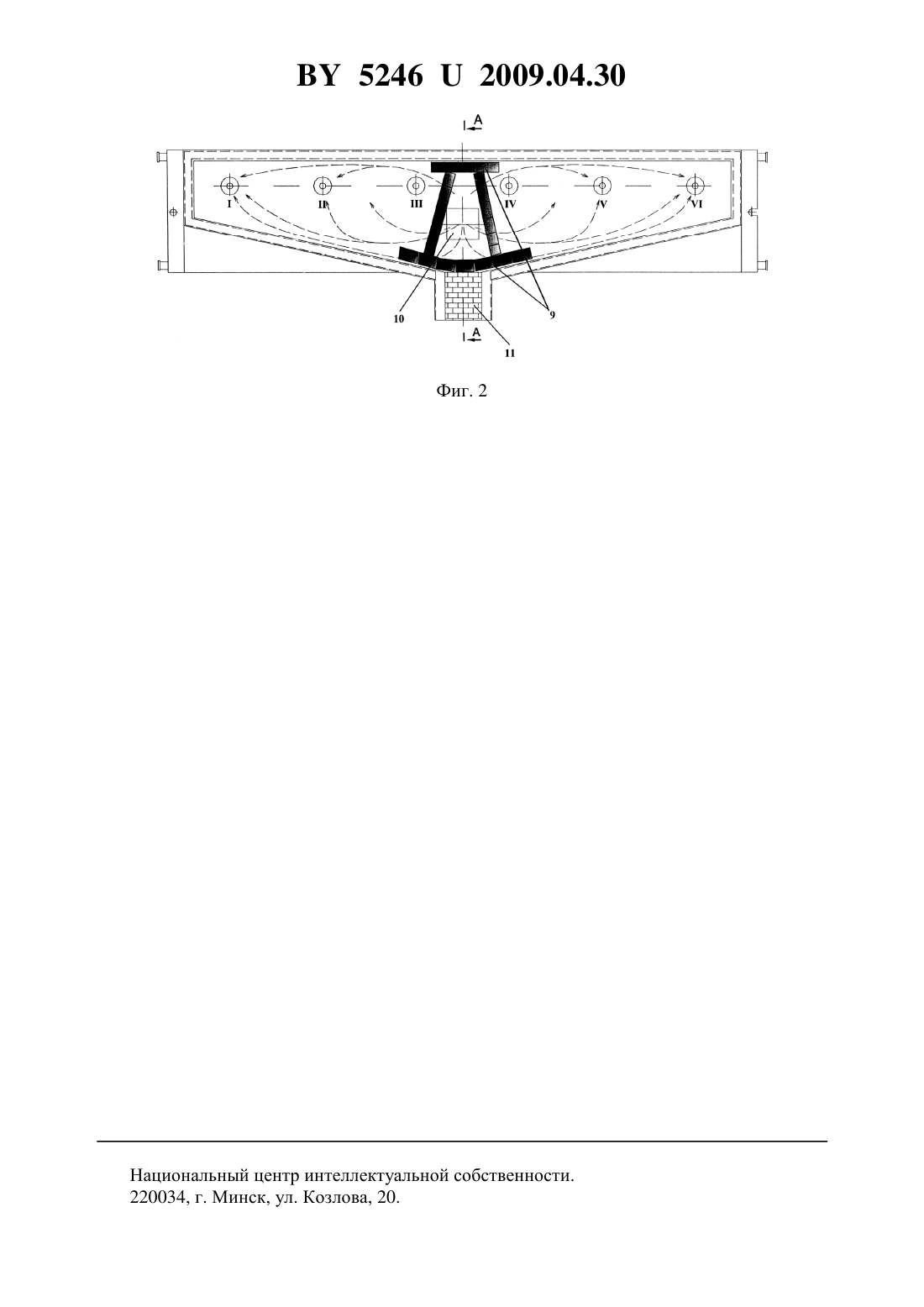
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Пивцаев Виталий Васильевич Дьяченко Вячеслав Иванович Соловьев Михаил Андреевич Сафин Рустам Раскатович Борщов Сергей Михайлович Кулешов Владимир Михайлович Карпов Сергей Леонидович(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) Промежуточный ковш, содержащий корпус, крышку, рабочую футеровку, участок удара струи, отверстия для выпуска стали в кристаллизатор, аварийный слив, отличающийся тем, что он содержит футерованный металлоприемник с прорезями с обеих сторон,для направления потока жидкого металла, при этом внутренняя его часть под рабочей футеровкой содержит теплоизоляционный и арматурно-бетонный слои, в отверстия для выпуска стали вставлены приемные воронки и огнеупорные стаканы-дозаторы, а корпус представляет собой арочную конструкцию с пустотелыми ребрами жесткости.(56) 1. Патент РБ 3773 (прототип). 2. Угодников А.Л. Промежуточные ковши сортовых МНЛЗ // Сталь. - 1989. - С. 22-24. 52462009.04.30 3. Теплотехника. - М. Металлургия, 1986. - С. 72-74. 4. Подручный сталевара широкого профиля. - М. Металлургия, 1986. - С. 79. Полезная модель относится к металлургической промышленности, в частности к промежуточным ковшам для распределения равномерного истечения металла из промежуточной емкости плоского ковша, имеющей шесть донных отверстий. В качестве прототипа принята конструкция промежуточного ковша для разливки стали, содержащая корпус, крышку, футеровку, стопор, участок удара струи, аварийный слив, перегородки и пороги вблизи отверстия для выпуска стали, входную и выходную зону 1. Недостатком данной конструкции промежуточного ковша является 1. Интенсивное размывание огнеупорной футеровки на участке удара струи, из-за низкого поддерживающего столба металла не более 450 мм, оголение зеркала жидкого металла и вовлечение частиц покровного шлака в нижние слои центральных ручьев промковша с захватом неметаллических включений в тело заготовки. 2. Конструкция перегородок и присутствие порогов приводит к неравномерности температуры по центральной линии дозаторов, где имеется разница температурного поля в районе центральных и крайних ручьев, что приводит к затягиванию крайних ручьев и снижению производительности МНЛЗ. 3. Низкий рабочий уровень металла в промежуточном ковше 450 мм и менее создает ламинарные потоки металла без достаточно требуемых условий всплытия неметаллических включений. Для качества заготовки большое значение имеет продолжительность отстаивания жидкой стали в промежуточном ковше, связанная с удалением неметаллических включений,организация движения струи выходящей из промежуточного ковша, на что влияет высота уровня металла в нем и конструкция стакана-дозатора. Мелкосортные многоручьевые машины непрерывной разливки имеют рабочий столб металла от 300 до 350 мм для избегания замерзания металла в стакан-дозаторах 2. При использовании на мелкосортных МНЛЗ промежуточных ковшей, у которых значение К меньше 1,11 (коэффициент запаса учитывающий вероятность замерзания крайних дозаторов ручьев) и значение 6,75 (излучательная характеристика) процесс стабилен за счет небольшого значения времени нахождения металла с разливкой методом плавка на плавку до 5-ти плавок в серию 2. Задача, решаемая полезной моделью, состоит в создании конструкции промежуточного ковша (промковша), позволяющей снизить турбулентность металла на участке удара струи и ламинарность движения по объему в ковше направить поток движения жидкого расплава к поверхности вдоль стенки ковша к крайним от центра стакан-дозаторам, повысить продолжительность пребывания жидкой стали в ковше более 10 мин, исключить мертвые зоны и создать условия для всплытия неметаллических включений. Технический результат, достигаемый при использовании полезной модели, заключается в повышении серийности разливки стали с применением одного промковша в течение 17-ти и более часов, обеспечении эффективных условий всплытия неметаллических включений и улучшении условий разливки стали без размытия центральных и затягивания крайних стакан-дозаторов. Решение поставленной задачи обеспечивается тем, что промежуточный ковш содержит корпус, крышку, рабочую футеровку, участок удара струи, отверстия для выпуска стали в кристаллизатор, аварийный слив. Согласно полезной модели, промежуточный ковш содержит футерованный металлоприемник арочной конструкции с прорезями с обеих сторон, для направления потока жидкого металла, при этом внутренняя часть ковша под рабочей футеровкой содержит теплоизоляционный и арматурно-бетонный слои, в от 2 52462009.04.30 верстия для выпуска стали вставлены приемные воронки и огнеупорные стаканыдозаторы, а корпус ковша представляет собой арочную конструкцию с пустотелыми ребрами жесткости. Промежуточный ковш обеспечивает прием жидкого металла с высотой столба 650 мм и более и устроен таким образом, что обеспечивает запуск ручьев без использования стопоров, самопроизвольно, с применением стартовой засыпки, состоящей на основе силикатного окисла. Арочный металлоприемник ковша устроен таким образом, что серийная разливка жидкого металла методом плавка на плавку осуществляется в течение 17-ти и более часов. Полезная модель поясняется чертежами, представленными на фиг. 1 и фиг. 2. На фиг. 1 показан разрез промежуточного ковша (промковша) по А-А. Корпус промковша (1) дополнительно включает арочную конструкцию с пустотелыми ребрами жесткости. Внутренняя часть промковша состоит из теплоизоляционного слоя (2), арматурно-бетонного слоя (3), рабочей футеровки (4). Промковш содержит крышку (5), приемные воронки (6),огнеупорные стаканы-дозаторы (7), стартовую засыпку (8), металлоприемник (9). На фиг. 2 представлен вид промежуточного ковша сверху и показаны отверстия для выпуска металла, , , , , , участок удара струи 10 и аварийный слив 11. Для решения поставленной задачи рассчитывалась математическая модель на основе движения идеальной жидкости - уравнение Эйлера 3 и вектора скорости всплытия шлаковых включений. Проектировалась уменьшенная конструкция промежуточного ковша в условиях ЭСПЦ-1 РУП БМЗ и исследовалась модель движения жидкости с установкой арочной перегородки в центральной части ковша. Наличие цветной жидкости, ввод добавок, имеющих меньшую плотность, и движение ярко-выраженных потоков через прорези вблизи арочной стенки позволили доказать, что с повышением уровня жидкости снижается интенсивность циркуляционных потоков, а имеющие прорези направляют поток к крайним от центра стакан-дозаторам. Относительная скорость всплытия включенийпри наличии вихревых потоков выразится уравнением 0,где 0 - вектор скорости всплывания в спокойной среде- вектор скорости движения среды. Чтобы шлаковое включение не попало через стакан-дозатор промежуточного ковша в кристаллизатор, скорость его всплывания должна удовлетворять условиям 00 . 0 где- плотность металла - 7350 кг/м 3 вкл - плотность включения - 3800 кг/м 3, принимаем суммарную плотность включений(2, , А 2 О 3, СаО) 4- диаметр включения - 25 мкм (макс. доступ. по ЗТУ)- ускорение свободного падения - 9,81 м/с 2- коэффициент сопротивления среды - 0,25. Теоретический расчет показывает, что за одну секунду включение поднимется на высоту 15 мм. Для определения целесообразности и технологичности использования предлагаемой конструкции проведены экспериментальные исследования и проверка выполненных расчетов всплывания шлаковых включений при различной высоте (уровня) слоя металла в промежуточном ковше, что позволило установить зависимость между параметрами разливки на спроектированном промежуточном ковше. Влияние высоты уровня металла в промежуточном ковше на удаление крупных включений представлено в табл. 1. 3- высота уровня металла- продолжительность пребывания металла в промежуточном ковше- скорость движения циркуляционных потоков при моделировании жидкой среды- минимальный диаметр всплывающих включений. Принцип работы предлагаемого устройства. Разогретый промежуточный ковш устанавливается на рабочую тележку, перемещается в позицию разливки, центрируется. Снизу заморозкой закрывается канал стаканадозатора (7) и с помощью трубы засыпается стартовой засыпкой НВ-20 (8) на 2/3 высоты приемной воронки (6). После наполнения промковша металлом на уровень не ниже 450 мм, стартовая засыпка (8) самопроизвольно высыпается и поочередно открываются отверстия для выпуска стали (ручьи), , , , , . Поступающий с температурой - 1570 С жидкий металл в промежуточный ковш воздействует на арматурно-бетонный слой и рабочую футеровку (3, 4) в основном за счет механической эрозии ее циркуляционными потоками, возникающими вследствие падения струи из сталеразливочного ковша. Повышение уровня металла в промежуточном ковше(фиг. 1) не позволяет вымывать бойное место рабочей футеровки (4), снижает интенсивность циркуляции, уменьшается разрушение швов арматурно-бетонного слоя и рабочей футеровки (3, 4), улучшаются условия всплывания как крупных экзогенных, так и эндогенных включений, и сокращается их общее количество. Установлено, что при высоте металла в промежуточном ковше не менее 600 мм (фиг. 1), также всплывают сравнительно мелкие включения. Пустотелые ребра жесткости корпуса (1) препятствуют конструктивной деформации промковша (фиг. 2) при высоких тепловых нагрузках (1600 С), промежуточный ковш выдерживает столб жидкого металла 700 мм с емкостью 19 т. В горизонтальной плоскости, благодаря применению арочной формы промежуточного ковша (фиг. 2), достигается оптимальное движение жидкого металла по отношению ко всем отверстиям для выпуска стали в разных направлениях и с различными скоростями. На участке удара струи металла (10) внутри металлоприемника (9) промежуточного ковша при соприкосновении с плоскостью образуются отраженные потоки, получаемые различные импульсы и формирующие различные траектории движения. Металлоприемник (9) высотой 450 мм с небольшим ступенчатым снижением высоты конструкции возле стенки ковша позволяет уменьшить турбулентное движение и создает условия направленного потока металла вверх и вдоль стенки промковша. Вследствие этого всплывают неметаллические включения, выравнивается температурное поле по оси дозаторов и поддерживается на уровне 1540 С(/-2). 4 52462009.04.30 Так как в процессе разливки центральные отверстия для выпуска стали (ручьи) ,(фиг. 2) всегда подвержены большему размытию по сравнению с крайними ручьями ,и, , то это приводит к не контролируемому увеличению скорости в процессе высокой серийности. Поэтому на центральных отверстиях для выпуска стали установлены дозаторы 15,5 мм, а на крайних 16 мм. Изменение угла стенки промковша (фиг. 1) позволяет увеличить объем металла, находящегося в ковше, улучшает условия кантовки скрапа после окончания разливки. При этом отсутствует механическое воздействие потоков струи металла и шлака на арматурнобетонный и теплоизоляционный слои промковша (2, 3). Крышка (5) промковша предназначена для снижения потерь тепла излучением и создает безопасные условия работы для технологического персонала. Аварийный слив (11) предназначен для избегания переполнения промковша металлом при возникновении аварийных или других непредвиденных ситуациях. Использование полезной модели при заданных размерах промежуточного ковша (длина 5400 мм, ширина торцевой части 350 мм и уровень металла 650 мм) обеспечивает температурную равномерность по всей линии стакан-дозаторов, как в промежуточном ковше, так и при поступлении струи жидкого металла в кристаллизатор. Угол наклона большой стенки к днищу промковша, равный 11 , позволяет самопроизвольно удалять остатки скрапа из промковша. Исследуемые температурные параметры разливки (плавки 101665,202207) указаны в табл. 2. Таблица 2 Технологические па ручья Ед. измер. раметры Температура металла 1540 1539 1542 1545 1539 1540 С в промковше 1547 1548 1550 1551 1548 1547 16,0 16,0 15,5 15,5 16,0 16,0 ммдозаторов Температура в криС 1240 1235 1237 1245 1243 1242 сталлизаторевытягивания загом/мин 2,3 2,3 2,2 2,3 2,4 2,4 товки Исследуемые замеры температур в промковше производили термопарамифирмы -, а в кристаллизаторе пирометром 3 фирмыСША. Результаты оценки макроструктуры исследуемых образцов при скорости вытягивания 2,7-2,9 м/мин удовлетворяют требованиям ОСТ 14-1-235-91 и приведены в табл. 3. ОЛ ЛПТоб ЛПТос ЛПТугл Таблица 3 ПП КТЗ ГОСТ Ромбичность 10243 1,5 0,5 170170 1,5 0,5 170171 1,0 1,0 170171 0,5 0,5 171171 0,5 0 171172 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B22D 41/005, B22D 39/00
Метки: ковш, промежуточный
Код ссылки
<a href="https://by.patents.su/6-u5246-promezhutochnyjj-kovsh.html" rel="bookmark" title="База патентов Беларуси">Промежуточный ковш</a>
Промежуточный ковш
Номер патента: U 3773
Опубликовано: 30.08.2007
Авторы: Маточкин Виктор Аркадьевич, Шибченко Виталий Викторович, Андрианов Дмитрий Николаевич, Андрианов Николай Викторович, Прохоренко Виктор Николаевич
МПК: B22D 41/005, B22D 39/00
Метки: ковш, промежуточный
Текст:
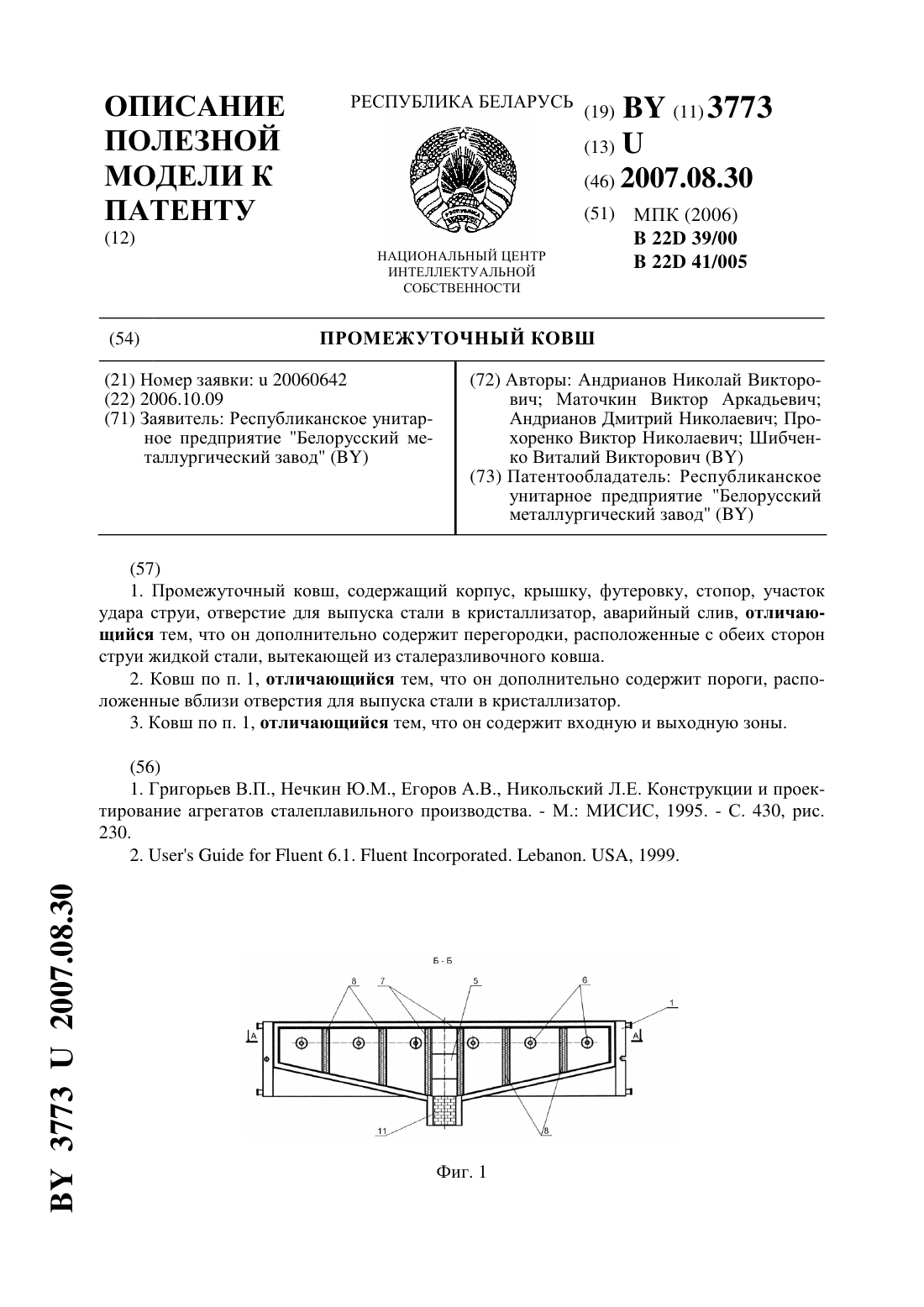
...при числе Рейнольдса , равном 5104, интенсивность турбулентности по этому уравнению равна 4 . Задача, решаемая полезной моделью, состоит в создании конструкции промежуточного ковша, позволяющей снизить высокую скорость и турбулентность разливаемого металла, направить поток к поверхности ванны, разделить промежуточный ковш на входную и выходную зоны, ликвидировать мертвые зоны, а также увеличить продолжительность пребывания стали в ковше для...
Ковш для модифицирования и разливки чугуна
Номер патента: U 647
Опубликовано: 30.09.2002
Авторы: Лукашевич Сергей Федорович, Писаренко Леонид Зотович, Филипчик Виктор Константинович
МПК: B22D 41/00
Метки: модифицирования, разливки, ковш, чугуна
Текст:
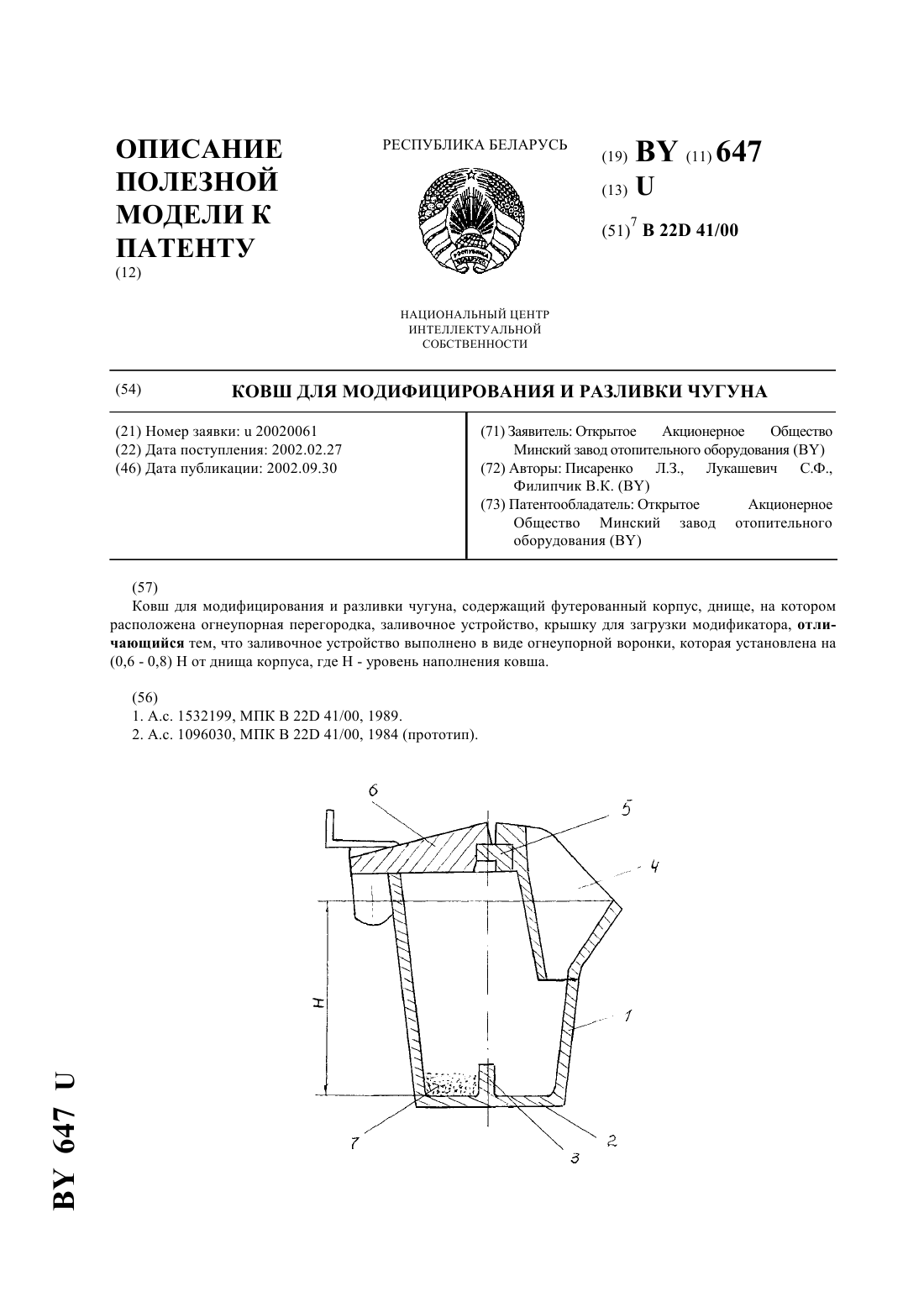
...его себестоимости. Задачей полезной модели является повышение качества чугуна за счет достижения его однородности и снижение себестоимости. Поставленная задача решается следующим образом. В ковше для модифицирования и разливки чугуна,содержащем футерованный корпус, днище, на котором расположена огнеупорная перегородка, заливочное устройство, крышку для загрузки модификатора, заливочное устройство выполнено в виде огнеупорной воронки,...
Сталь – ковш
Номер патента: U 2552
Опубликовано: 28.02.2006
Авторы: Гуненков Валентин Юрьевич, Прохоренко Виктор Николаевич, Маточкин Виктор Аркадьевич, Андрианов Дмитрий Николаевич, Андрианов Николай Викторович
МПК: B22D 39/00, B22D 41/005
Текст:
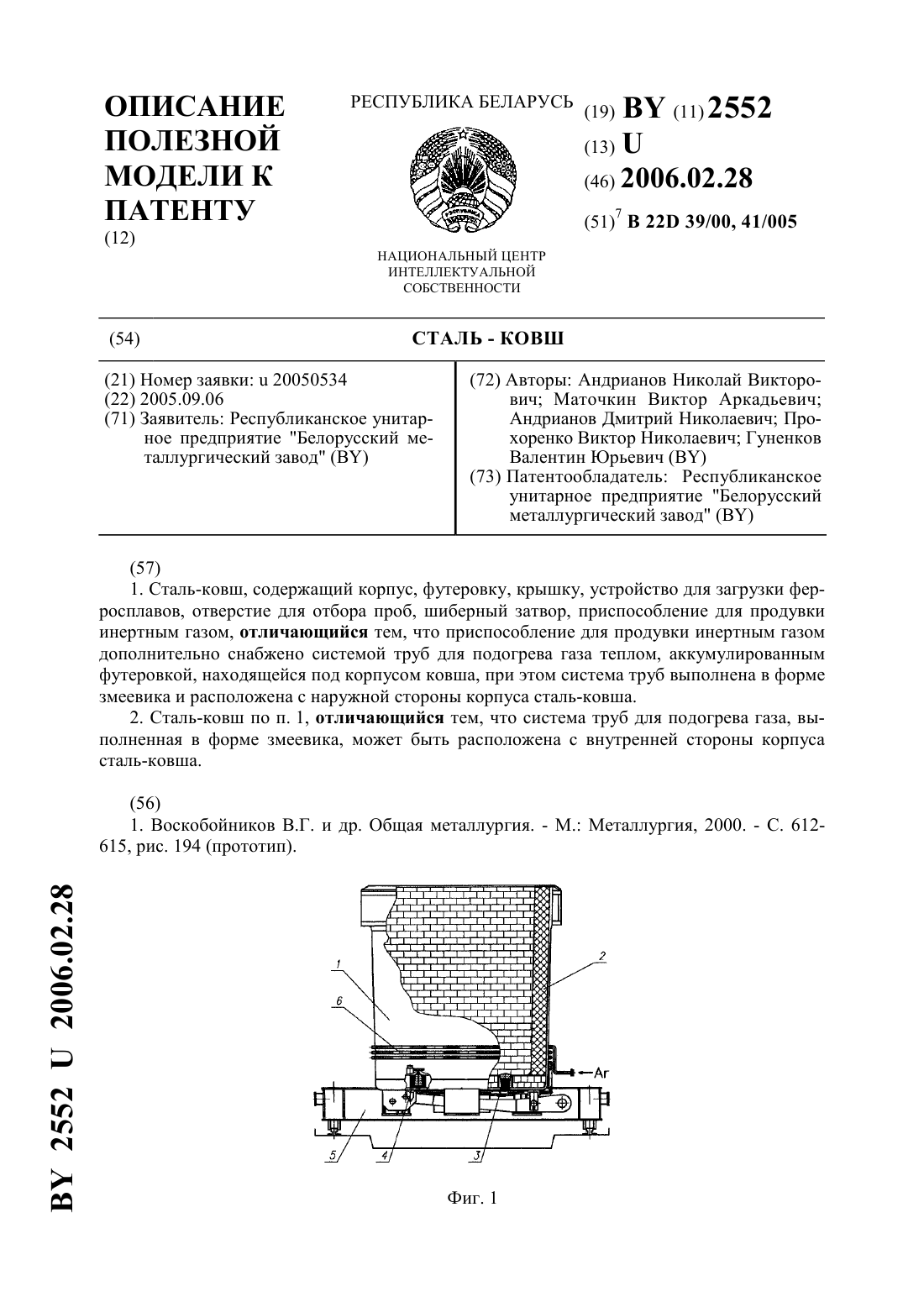
...ковша с подогревом газа. Конструкция сталь-ковша содержит корпус 1, футеровку 2, шиберный затвор 3, приспособление для продувки инертным газом 4, систему трубок 6 предназначенных для подогрева газа. Пример конкретного использования Сталь-ковш на сталевозе 5 подается на участок внепечной обработки стали. В процессе внепечной обработки стали осуществляют продувку расплавленного металла подогретым инертным газом в ковше, что способствует...
Устройство для разливки и защиты струи жидкого металла
Номер патента: U 1623
Опубликовано: 30.12.2004
Авторы: Пивцаев Виталий Васильевич, Маточкин Виктор Аркадьевич, Мачулина Евгения Васильевна, Сафин Рустам Раскатович, Гуненков Валентин Юрьевич
МПК: C21B 11/10
Метки: жидкого, струи, разливки, металла, защиты, устройство
Текст:
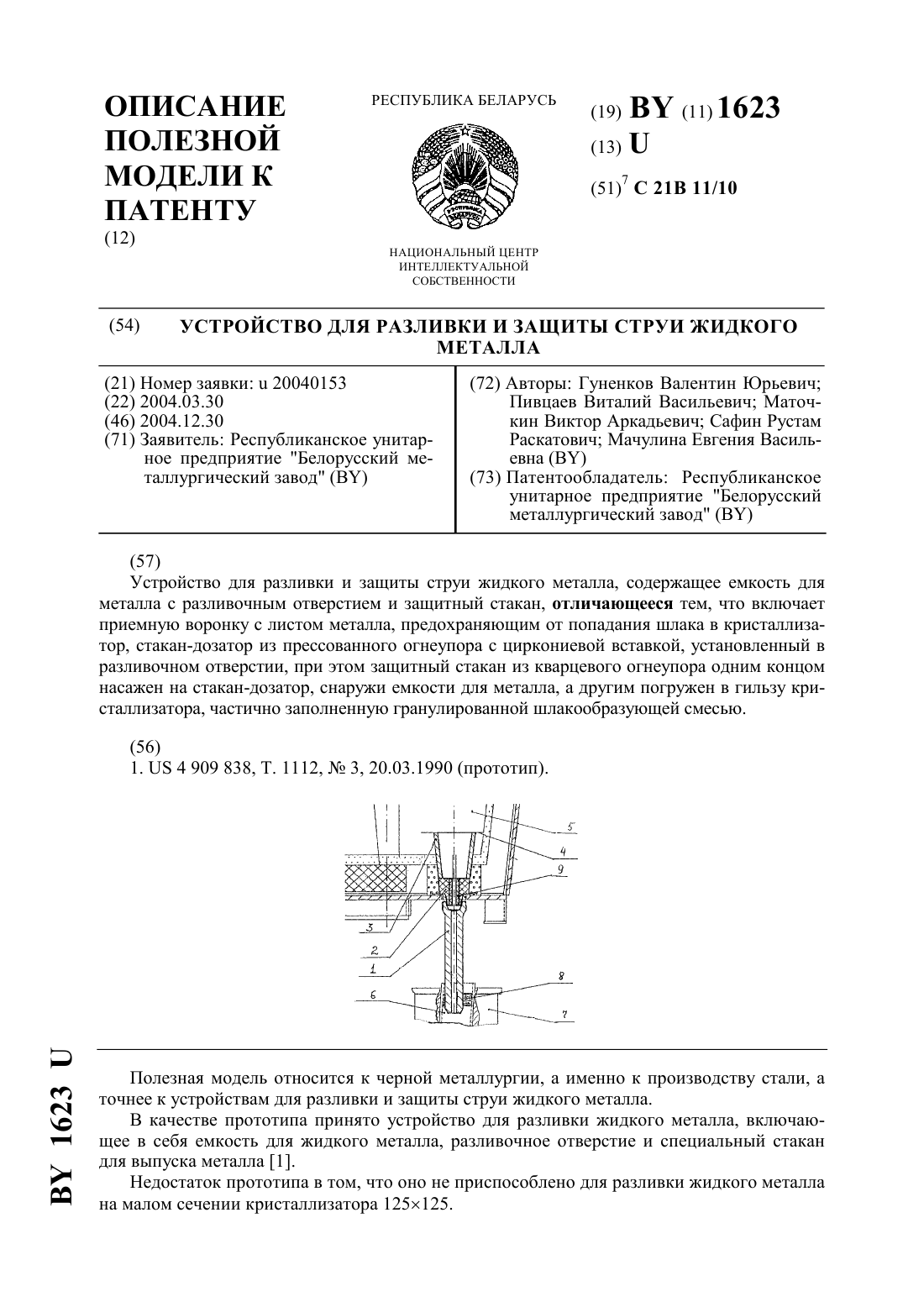
...насажен на стакан-дозатор, снаружи емкости для металла, а другим погружен в гильзу кристаллизатора, частично заполненную гранулированной шлакообразующей смесью. Отличие заявленного решения от прототипа в том, что устройство включает приемную воронку с листом металла, предохраняющим от попадания шлака в кристаллизатор и стакан-дозатор из прессованного огнеупора с циркониевой вставкой, установленный в разливочном отверстии. При этом защитный...
Ковш канатного скрепера для добычи сапропеля
Номер патента: U 2495
Опубликовано: 28.02.2006
Авторы: Гайдукевич Олег Михайлович, Кляуззе Ирина Валентиновна, Курзо Борис Валентинович
МПК: E02F 3/54
Метки: сапропеля, ковш, скрепера, добычи, канатного
Текст:
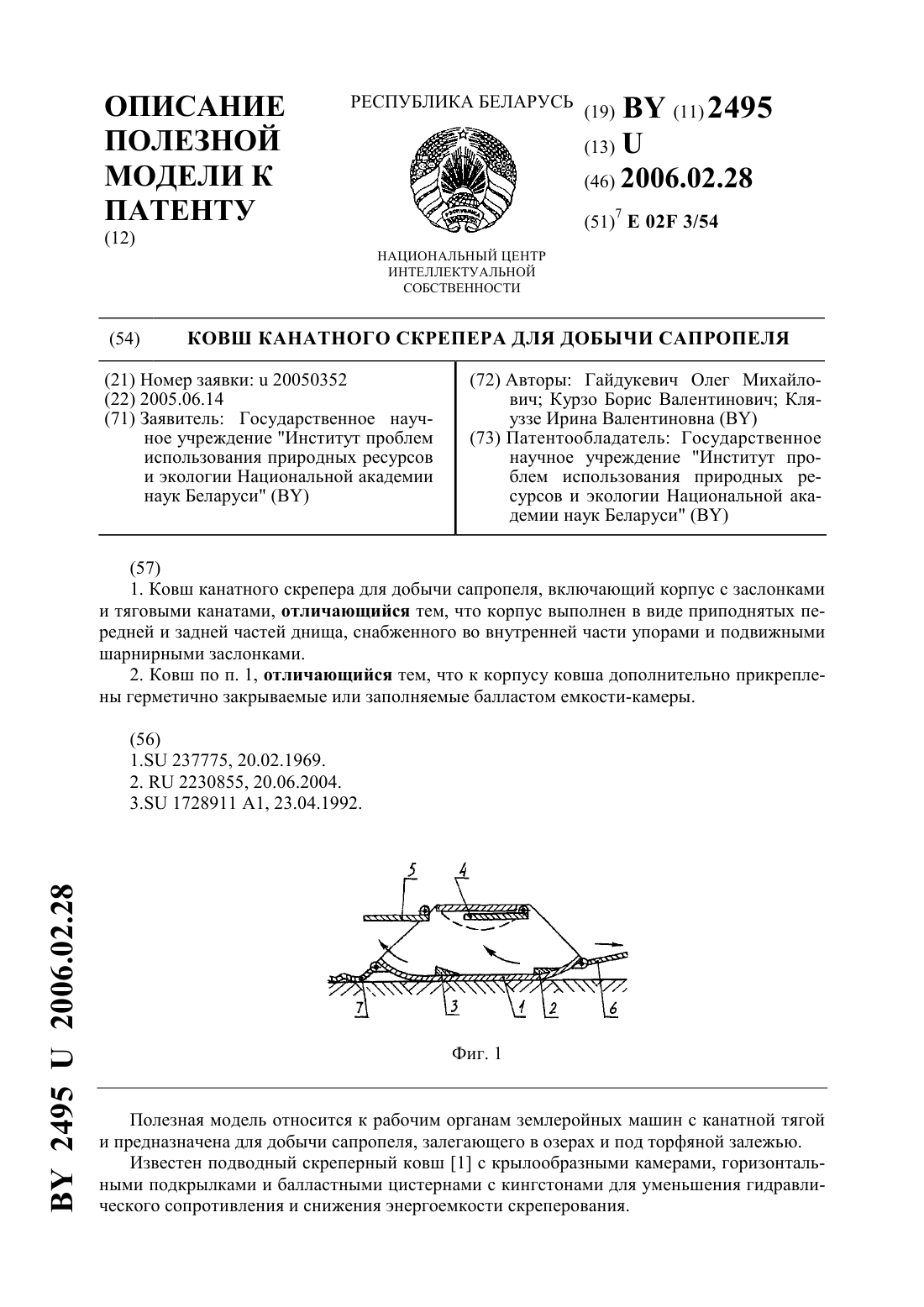
...извлеченного материала к месту разгрузки. Поставленная задача достигается выполнением передней и задней частей днища ковша канатного скрепера приподнятой формы и установкой подвижных заслонок. Кроме того, на боковых частях корпуса ковша канатного скрепера устанавливаются съемные герметично закрываемые или заполняемые балластом емкости-камеры. Отличительными признаками предлагаемого устройства от указанного выше известного, наиболее близкого...
Предыдущий патент: Магнитоиндукционный датчик для измерения параметров динамического индентирования
Следующий патент: Устройство для смешивания и активирования порошковых материалов
Случайный патент: Устройство для затяжки и балансировки держателя штампа пресса