Режущий инструмент
Номер патента: U 10231
Опубликовано: 30.08.2014
Авторы: Жижченко Алексей Геннадьевич, Сенько Сергей Федорович, Латушкина Светлана Дмитриевна, Посылкина Ольга Ивановна
Текст
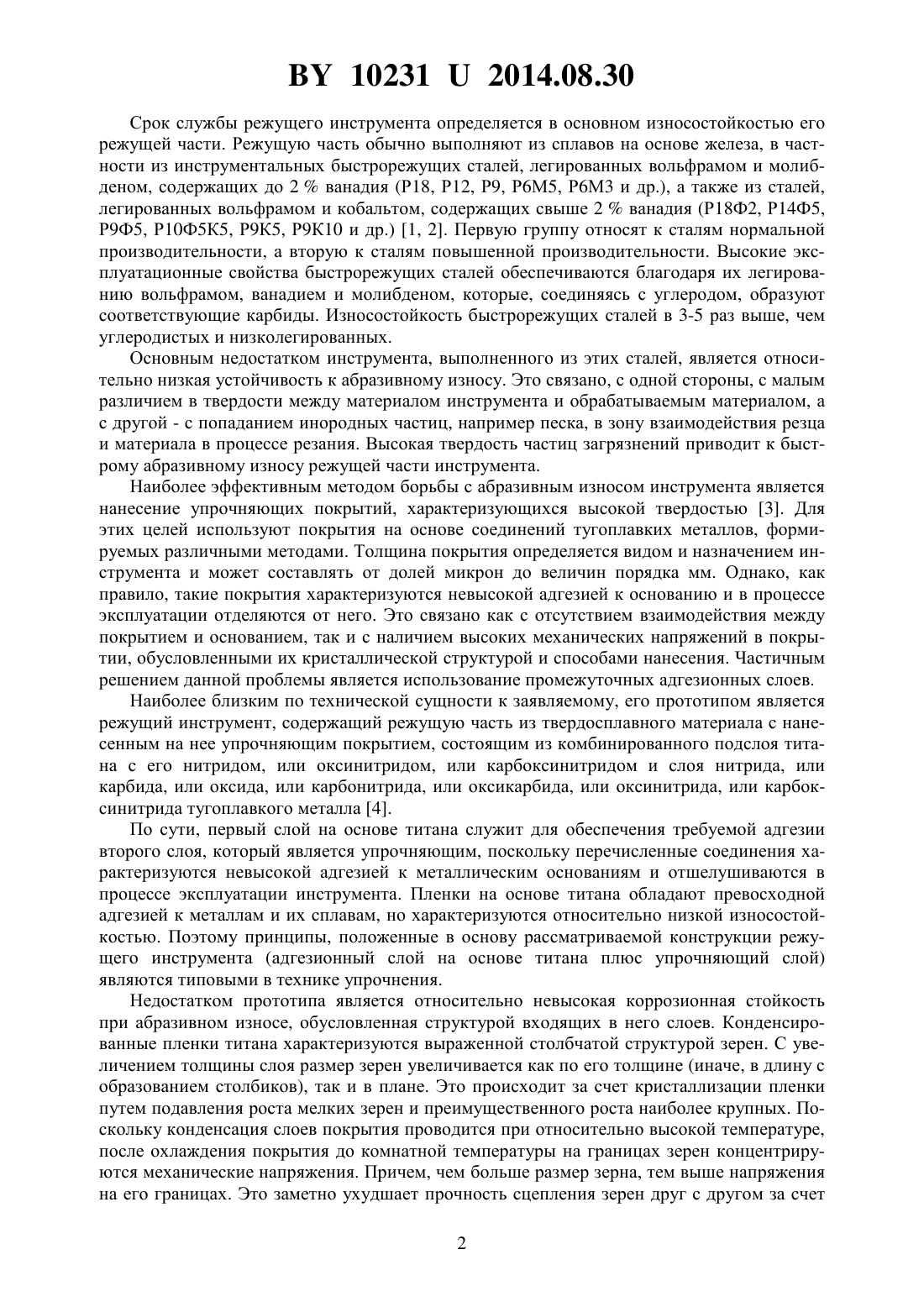
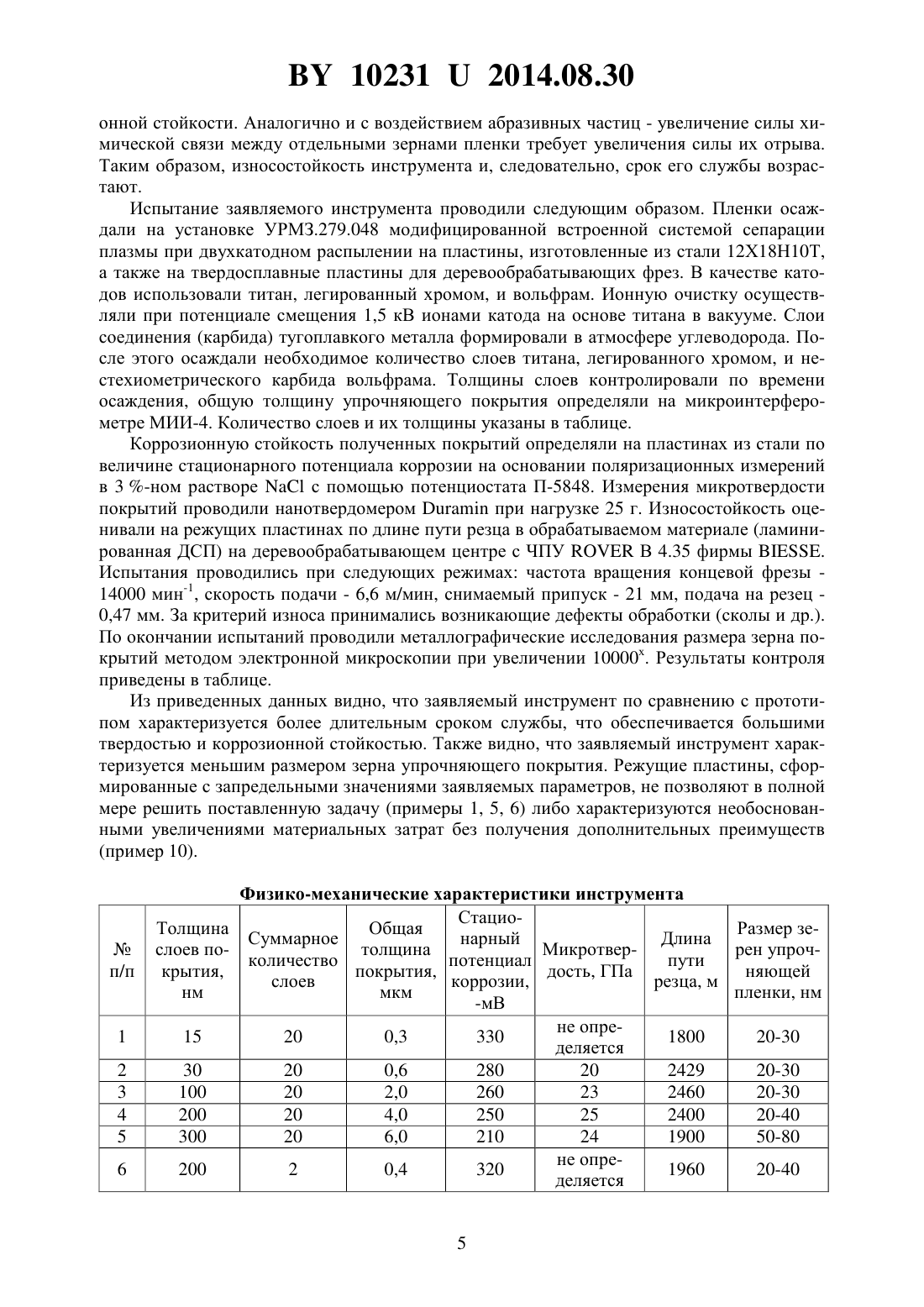
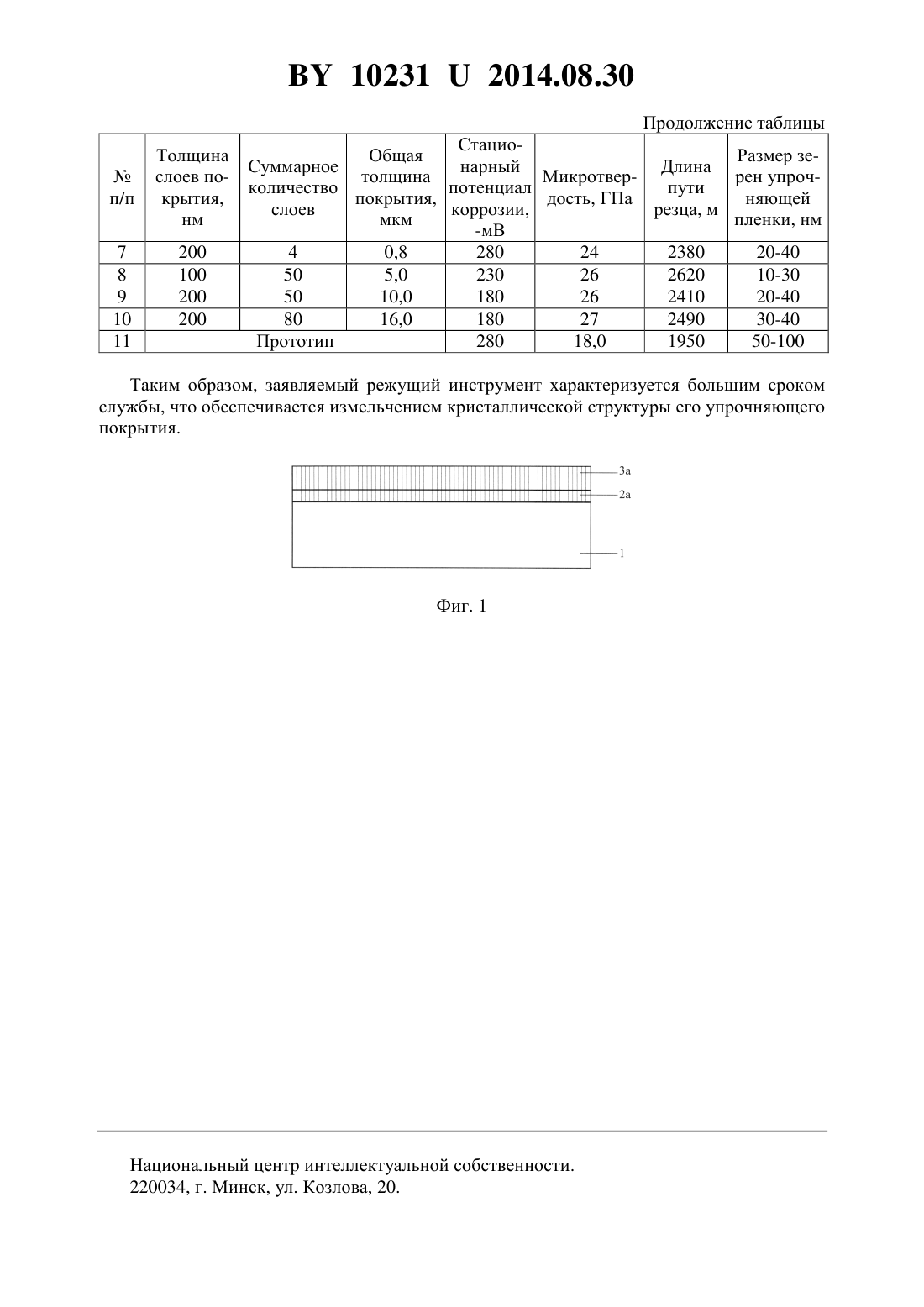
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Латушкина Светлана Дмитриевна Посылкина Ольга Ивановна Жижченко Алексей Геннадьевич Сенько Сергей Федорович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Режущий инструмент, содержащий режущую часть из твердосплавного материала с последовательно нанесенными на нее слоем на основе титана и слоем на основе соединений тугоплавких металлов, отличающийся тем, что толщина упомянутых слоев составляет 30-200 нм, а суммарное количество чередующихся слоев составляет от 4 до 50.(56) 1. Гуляев А.П., Малинина К.А., Саверина С.М. Инструментальные стали Справочник. - М. МАШГИЗ, 1961. - С. 106, 128,152, 163. 2. Геллер Ю.А. Инструментальные стали. - М. Металлургия, 3-е изд., 1968. - С. 367373. 3. Вершина А.К., Агеев В.А. Ионно-плазменные защитно-декоративные покрытия. Гомель ИММС НАНБ, 2001. - С. 22 -41, 65-71. 4. Патент РБ 10171, 2007 (прототип). 5. Резников А.Н. Теплофизика резания. - М. Машиностроение, 1969. - С. 15, 132, 133. 6. Васин С.А., Верещака А.С., Кушнер А.С. Термомеханический подход к системе взаимосвязей при резании. Резание материалов. - М. Изд-во МГТУ им. Баумана, 2011. С. 129, 164, 239. Фиг. 2 Заявляемая полезная модель относится к области машиностроения и может быть использована для изготовления и упрочнения режущего инструмента. 102312014.08.30 Срок службы режущего инструмента определяется в основном износостойкостью его режущей части. Режущую часть обычно выполняют из сплавов на основе железа, в частности из инструментальных быстрорежущих сталей, легированных вольфрамом и молибденом, содержащих до 2 ванадия (Р 18, Р 12, Р 9, Р 6 М 5, Р 6 М 3 и др.), а также из сталей,легированных вольфрамом и кобальтом, содержащих свыше 2 ванадия (Р 18 Ф 2, Р 14 Ф 5,Р 9 Ф 5, Р 10 Ф 5 К 5, Р 9 К 5, Р 9 К 10 и др.) 1, 2. Первую группу относят к сталям нормальной производительности, а вторую к сталям повышенной производительности. Высокие эксплуатационные свойства быстрорежущих сталей обеспечиваются благодаря их легированию вольфрамом, ванадием и молибденом, которые, соединяясь с углеродом, образуют соответствующие карбиды. Износостойкость быстрорежущих сталей в 3-5 раз выше, чем углеродистых и низколегированных. Основным недостатком инструмента, выполненного из этих сталей, является относительно низкая устойчивость к абразивному износу. Это связано, с одной стороны, с малым различием в твердости между материалом инструмента и обрабатываемым материалом, а с другой - с попаданием инородных частиц, например песка, в зону взаимодействия резца и материала в процессе резания. Высокая твердость частиц загрязнений приводит к быстрому абразивному износу режущей части инструмента. Наиболее эффективным методом борьбы с абразивным износом инструмента является нанесение упрочняющих покрытий, характеризующихся высокой твердостью 3. Для этих целей используют покрытия на основе соединений тугоплавких металлов, формируемых различными методами. Толщина покрытия определяется видом и назначением инструмента и может составлять от долей микрон до величин порядка мм. Однако, как правило, такие покрытия характеризуются невысокой адгезией к основанию и в процессе эксплуатации отделяются от него. Это связано как с отсутствием взаимодействия между покрытием и основанием, так и с наличием высоких механических напряжений в покрытии, обусловленными их кристаллической структурой и способами нанесения. Частичным решением данной проблемы является использование промежуточных адгезионных слоев. Наиболее близким по технической сущности к заявляемому, его прототипом является режущий инструмент, содержащий режущую часть из твердосплавного материала с нанесенным на нее упрочняющим покрытием, состоящим из комбинированного подслоя титана с его нитридом, или оксинитридом, или карбоксинитридом и слоя нитрида, или карбида, или оксида, или карбонитрида, или оксикарбида, или оксинитрида, или карбоксинитрида тугоплавкого металла 4. По сути, первый слой на основе титана служит для обеспечения требуемой адгезии второго слоя, который является упрочняющим, поскольку перечисленные соединения характеризуются невысокой адгезией к металлическим основаниям и отшелушиваются в процессе эксплуатации инструмента. Пленки на основе титана обладают превосходной адгезией к металлам и их сплавам, но характеризуются относительно низкой износостойкостью. Поэтому принципы, положенные в основу рассматриваемой конструкции режущего инструмента (адгезионный слой на основе титана плюс упрочняющий слой) являются типовыми в технике упрочнения. Недостатком прототипа является относительно невысокая коррозионная стойкость при абразивном износе, обусловленная структурой входящих в него слоев. Конденсированные пленки титана характеризуются выраженной столбчатой структурой зерен. С увеличением толщины слоя размер зерен увеличивается как по его толщине (иначе, в длину с образованием столбиков), так и в плане. Это происходит за счет кристаллизации пленки путем подавления роста мелких зерен и преимущественного роста наиболее крупных. Поскольку конденсация слоев покрытия проводится при относительно высокой температуре,после охлаждения покрытия до комнатной температуры на границах зерен концентрируются механические напряжения. Причем, чем больше размер зерна, тем выше напряжения на его границах. Это заметно ухудшает прочность сцепления зерен друг с другом за счет 2 102312014.08.30 уменьшения энергии химической связи между атомами различных зерен, приводит к образованию сквозных пор в упрочняющем покрытии, а также повышает химическую активность межзеренных границ. Образование пор способствует возникновению очагов коррозии и ее быстрому распространению. Понижение энергии химической связи между зернами в покрытии приводит к снижению его прочности и, следовательно, к снижению износостойкости. Высокая химическая активность межзеренных границ способствует их быстрому окислению при воздействии агрессивных факторов, т.е. коррозии, и возникновению все новых пор. Упрочняющий слой наследует крупнозернистую структуру адгезионного слоя, т.е. форма и размер его зерен являются продолжением формы и размера зерен адгезионного слоя. Поэтому даже значительное увеличение его толщины не может устранить рассмотренные недостатки, в целом обуславливающие относительно низкую коррозионную и износостойкость прототипа. Кроме того, в процессе эксплуатации инструмент подвергается значительным термоциклическим нагрузкам. Известно, что температура в зоне резания может достигать 1000 С и более 5, 6. Это приводит к постоянной рекристаллизации структуры с укрупнением размера зерна и существенным снижением коррозионной стойкости, обусловленной быстрым сопутствующим образованием пор в покрытии. В результате срок службы инструмента сокращается. Задачей заявляемой полезной модели является повышение срока службы инструмента. Поставленная задача решается тем, что в режущем инструменте, содержащем режущую часть из твердосплавного материала с последовательно нанесенными на нее слоем на основе титана и слоем на основе соединений тугоплавких металлов, толщина упомянутых слоев составляет 30-200 нм, а суммарное количество чередующихся слоев составляет от 4 до 50. Сущность заявляемого технического решения заключается в измельчении структуры упрочняющего покрытия и уменьшении механических напряжений. Небольшая толщина слоев в составе упрочняющего покрытия обеспечивает его мелкозернистую структуру и низкие механические напряжения. Большое количество слоев обеспечивает необходимую толщину покрытия в целом и его высокие защитные и упрочняющие свойства. На начальном этапе роста пленки на основе титана размер ее зерен очень мал. Если толщину пленки зафиксировать на данном этапе и нанести поверх нее новый слой, в частности соединения тугоплавкого металла, например карбида вольфрама, то структура нового слоя также будет характеризоваться минимальными значениями размеров зерна. Это обусловлено как начальной стадией его роста, так и отчасти явлением наследования структуры. Толщину слоя соединения тугоплавкого металла для предотвращения увеличения размеров зерна также выбирают невысокой. Дальнейшая конденсация нового слоя на основе титана вследствие несоответствия типа кристаллических решеток также способствует получению мелкозернистой структуры. Многократное повторение рассматриваемой процедуры чередования слоев до достижения требуемой общей толщины позволяет получить упрочняющее покрытие с мелкозернистой структурой и минимальными механическими напряжениями, что обеспечивает его высокие эксплуатационные характеристики,в частности высокую коррозионную и износостойкость. Это, в свою очередь, заметно повышает срок службы инструмента. При равной толщине покрытия в составе заявляемого инструмента, состоящего, например, из 10 слоев, и прототипа, использующего всего 2 слоя, срок службы заявляемого инструмента неизмеримо выше. Трудоемкость же упрочнения заявляемого инструмента по сравнению с прототипом не повышается, т.к. все слои могут быть сформированы в едином технологическом цикле. Толщина слоев упрочняющего покрытия в составе заявляемого инструмента в интервале 30-200 нм выбрана на том основании, что при толщинах менее 30 нм, например 15 нм, конденсируемая пленка с учетом шероховатости поверхности подложки не всегда 3 102312014.08.30 получается сплошной, что не позволяет получить требуемую структуру покрытия. Толщина же более 200 нм нецелесообразна в связи с тем, что это приводит к заметному росту размеров зерна пленки, что приводит к увеличению механических напряжений и снижению эксплуатационных характеристик инструмента в целом. Ощутимый положительный эффект заявляемого технического решения достигается уже при наличии четырех слоев (1 слой на основе титана - 2 слой соединения тугоплавкого металла - 3 слой на основе титана - 4 слой соединения тугоплавкого металла) упрочняющего покрытия. Количество слоев в составе покрытия обусловлено его требуемыми эксплуатационными характеристиками и может составлять от 4 до 50. Менее 4 слоев, например 2, использовать нецелесообразно, т.к. в этом случае заявляемое техническое решение не отличается от прототипа. Использование более 50 слоев также вряд ли целесообразно из-за чрезмерно высокой общей толщины (более 10 мкм) покрытия в целом, что при общем увеличении стоимости и трудоемкости формирования не дает никаких дополнительных преимуществ. Сущность заявляемого технического решения поясняется фиг. 1 и 2, где на фиг. 1 приведено схематическое изображение инструмента-прототипа, а на фиг. 2 - изображение заявляемого инструмента (приведены 8 слоев покрытия). На фигурах приняты следующие обозначения 1 - режущая часть 2 - слой на основе титана 3 - слой соединения тугоплавкого металла. Индекс а при обозначениях слоев указывает на принадлежность к прототипу, а индекс б - к заявляемому инструменту. Как видно из фиг. 2, заявляемый инструмент содержит покрытие, состоящее из большого количества чередующихся слоев на основе титана 2 б и соединения тугоплавкого металла 3 б малой толщины, а прототип (фиг. 1) использует только двухслойное покрытие,один слой которого выполнен на основе титана 2 а, а другой на основе соединения тугоплавкого металла 3 а, причем толщина каждого из них относительно высока. Режущая часть заявляемого инструмента в соответствии с его конкретным назначением может быть выполнена из различных инструментальных быстрорежущих сталей (Р 18, Р 12, Р 9, Р 6 М 5,Р 6 М 3, Р 18 Ф 2, Р 14 Ф 5, Р 9 Ф 5, Р 10 Ф 5 К 5, Р 9 К 5, Р 9 К 10 и др.). Слой на основе титана может быть выполнен из чистого титана, смеси титана с его нитридом, карбидом, оксидом, твердого раствора хрома, циркония или молибдена в титане, их комбинаций и др. Слой на основе соединения тугоплавкого металла может быть выполнен из нитрида, карбида или оксида титана, вольфрама и др. Использование упомянутых материалов широко известно в технике упрочнения и не требует дополнительного обоснования. Как видно из приведенных фигур, заявляемый инструмент состоит из режущей части 1, на которую последовательно нанесены чередующиеся слои на основе титана 2 б и соединения тугоплавкого металла 3 б. Мелкозернистая структура каждого из слоев обеспечивает значительное уменьшение механических напряжений в упрочняющем покрытии,чем и достигается повышение износостойкости инструмента. Заявляемый инструмент работает следующим образом. Увеличение количества слоев упрочняющего покрытия обеспечивает измельчение его структуры. Это снижает механические напряжения, пористость, а также химическую активность межзеренных границ как внутри каждого из слоев, так и на границе раздела слоев. Снижение количества пор обеспечивает соответствующее уменьшение количества очагов коррозии инструмента. Снижение химической активности межзеренных границ при эксплуатации инструмента в условиях комбинированного воздействия агрессивной среды и механических частиц (коррозионно-абразивный износ) обеспечивает значительно большую энергию активации для вступления материала пленки в химическую реакцию с агрессивной средой, что проявляется в уменьшении скорости появления новых пор и значительном возрастании коррози 4 102312014.08.30 онной стойкости. Аналогично и с воздействием абразивных частиц - увеличение силы химической связи между отдельными зернами пленки требует увеличения силы их отрыва. Таким образом, износостойкость инструмента и, следовательно, срок его службы возрастают. Испытание заявляемого инструмента проводили следующим образом. Пленки осаждали на установке УРМЗ.279.048 модифицированной встроенной системой сепарации плазмы при двухкатодном распылении на пластины, изготовленные из стали 12 Х 18 Н 10 Т,а также на твердосплавные пластины для деревообрабатывающих фрез. В качестве катодов использовали титан, легированный хромом, и вольфрам. Ионную очистку осуществляли при потенциале смещения 1,5 кВ ионами катода на основе титана в вакууме. Слои соединения (карбида) тугоплавкого металла формировали в атмосфере углеводорода. После этого осаждали необходимое количество слоев титана, легированного хромом, и нестехиометрического карбида вольфрама. Толщины слоев контролировали по времени осаждения, общую толщину упрочняющего покрытия определяли на микроинтерферометре МИИ-4. Количество слоев и их толщины указаны в таблице. Коррозионную стойкость полученных покрытий определяли на пластинах из стали по величине стационарного потенциала коррозии на основании поляризационных измерений в 3 -ном растворес помощью потенциостата П-5848. Измерения микротвердости покрытий проводили нанотвердомеромпри нагрузке 25 г. Износостойкость оценивали на режущих пластинах по длине пути резца в обрабатываемом материале (ламинированная ДСП) на деревообрабатывающем центре с ЧПУВ 4.35 фирмы . Испытания проводились при следующих режимах частота вращения концевой фрезы 14000 мин-1, скорость подачи - 6,6 м/мин, снимаемый припуск - 21 мм, подача на резец 0,47 мм. За критерий износа принимались возникающие дефекты обработки (сколы и др.). По окончании испытаний проводили металлографические исследования размера зерна покрытий методом электронной микроскопии при увеличении 10000 х. Результаты контроля приведены в таблице. Из приведенных данных видно, что заявляемый инструмент по сравнению с прототипом характеризуется более длительным сроком службы, что обеспечивается большими твердостью и коррозионной стойкостью. Также видно, что заявляемый инструмент характеризуется меньшим размером зерна упрочняющего покрытия. Режущие пластины, сформированные с запредельными значениями заявляемых параметров, не позволяют в полной мере решить поставленную задачу (примеры 1, 5, 6) либо характеризуются необоснованными увеличениями материальных затрат без получения дополнительных преимуществ Физико-механические характеристики инструмента СтациоТолщина Общая Размер зеСуммарное нарный Длина слоев потолщина Микротверрен упрочколичество потенциал пути крытия,покрытия,дость, ГПа няющей слоев коррозии,резца, м нм мкм пленки, нм СтациоТолщина Общая Размер зеСуммарное нарный Длина слоев потолщина Микротверрен упрочколичество потенциал пути крытия,покрытия,дость, ГПа няющей слоев коррозии,резца, м нм мкм пленки, нм Таким образом, заявляемый режущий инструмент характеризуется большим сроком службы, что обеспечивается измельчением кристаллической структуры его упрочняющего покрытия. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: C23C 28/00
Метки: инструмент, режущий
Код ссылки
<a href="https://by.patents.su/6-u10231-rezhushhijj-instrument.html" rel="bookmark" title="База патентов Беларуси">Режущий инструмент</a>
Режущий инструмент
Номер патента: U 9269
Опубликовано: 30.06.2013
Авторы: Латушкина Светлана Дмитриевна, Емельянов Виктор Андреевич, Гапанович Ольга Ивановна, Карпович Дмитрий Валерьевич, Сенько Сергей Федорович, Емельянов Антон Викторович, Жижченко Алексей Геннадьевич
МПК: C23C 28/00
Метки: режущий, инструмент
Текст:
...и упрочняющей пленкой на основе соединений тугоплавких металлов, адгезионная пленка толщиной 0,1-2,0 мкм выполнена на основе твердого раствора хрома, или циркония, или молибдена в титане при концентрации примеси 0,5-3,0 . Сущность заявляемого технического решения заключается в измельчении структуры упрочняющей пленки. Хром, цирконий и молибден обладают электрохимическими свойствами, близкими к свойствам титана, а их атомные радиусы...
Режущий инструмент
Номер патента: U 9270
Опубликовано: 30.06.2013
Авторы: Емельянов Антон Викторович, Латушкина Светлана Дмитриевна, Рудак Павел Викторович, Сенько Сергей Федорович, Куис Дмитрий Валерьевич, Емельянов Виктор Андреевич
МПК: C23C 28/00
Метки: режущий, инструмент
Текст:
...технического решения заключается в измельчении структуры упрочняющей пленки. Хром, цирконий и молибден обладают электрохимическими свойствами, близкими к свойствам титана, а их атомные радиусы отличаются от радиуса атомов титана не более чем на 12 , что обеспечивает образование твердых растворов замещения в широком интервале концентраций. Присутствие инородных атомов в процессе кристаллизации пленки титана препятствует образованию крупных...
Режущий инструмент
Номер патента: U 6142
Опубликовано: 30.04.2010
Автор: Сенько Сергей Федорович
МПК: C23C 28/00, B23P 15/28, B32B 7/02...
Метки: инструмент, режущий
Текст:
...хорошей адгезией к различным упрочняющим покрытиям. Полученная таким образом пленка на основе диоксида кремния сглаживает шероховатость и другие неровности (например, царапины) поверхности инструмента и обладает высокой твердостью. Высокие твердость и хрупкость такого планаризирующего слоя способствуют самозаточке инструмента в процессе его эксплуатации. На его поверхность не налипают загрязнения, что также способствует повышению...
Режущий инструмент
Номер патента: 15274
Опубликовано: 30.12.2011
Автор: Сенько Сергей Федорович
МПК: C23C 14/06, B23P 15/28
Метки: инструмент, режущий
Текст:
...и другие неровности (например, царапины) поверхности инструмента и обладает высокой твердостью. Высокие твердость и хрупкость такого планаризирующего слоя способствуют самозаточке инструмента в процессе его эксплуатации. На его поверхность не налипают загрязнения, что также способствует повышению устойчивости инструмента к абразивному износу. Толщина планаризирующего слоя покрытия зависит от вида и конструктивных особенностей...
Способ нанесения износостойкого покрытия на режущий инструмент
Номер патента: 14401
Опубликовано: 30.06.2011
Авторы: Емельянов Виктор Андреевич, Сенько Сергей Федорович, Вершина Алексей Константинович, Емельянов Антон Викторович
МПК: C23C 14/32, B23P 15/28
Метки: инструмент, износостойкого, покрытия, режущий, способ, нанесения
Текст:
...также снижает качество формируемого покрытия. Технической задачей предлагаемого изобретения является увеличение износостойкости инструмента путем повышения качества наносимого покрытия за счет обеспечения оптимальной температуры нагрева инструментов для формируемого покрытия. Поставленная задача решается тем, что в способе нанесения износостойкого покрытия на режущий инструмент, включающем размещение инструмента на держателе, очистку и...
Предыдущий патент: Многослойное защитное покрытие
Следующий патент: Упругий демпфер, воспринимающий ударные нагрузки и аппарат, поглощающий энергию удара с его применением
Случайный патент: Биополотно