Штамп для получения изделий с анизотропной структурой

Текст
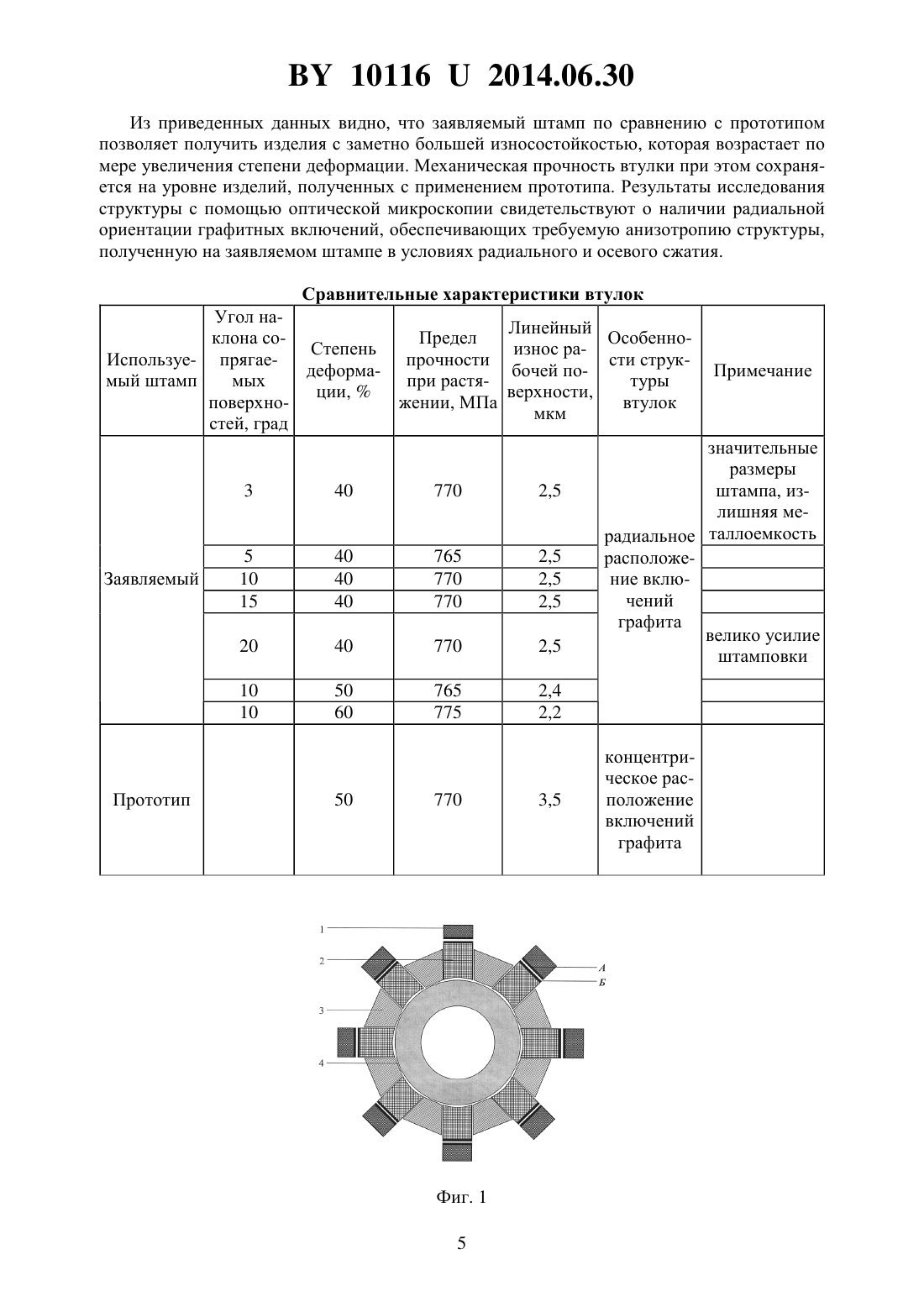
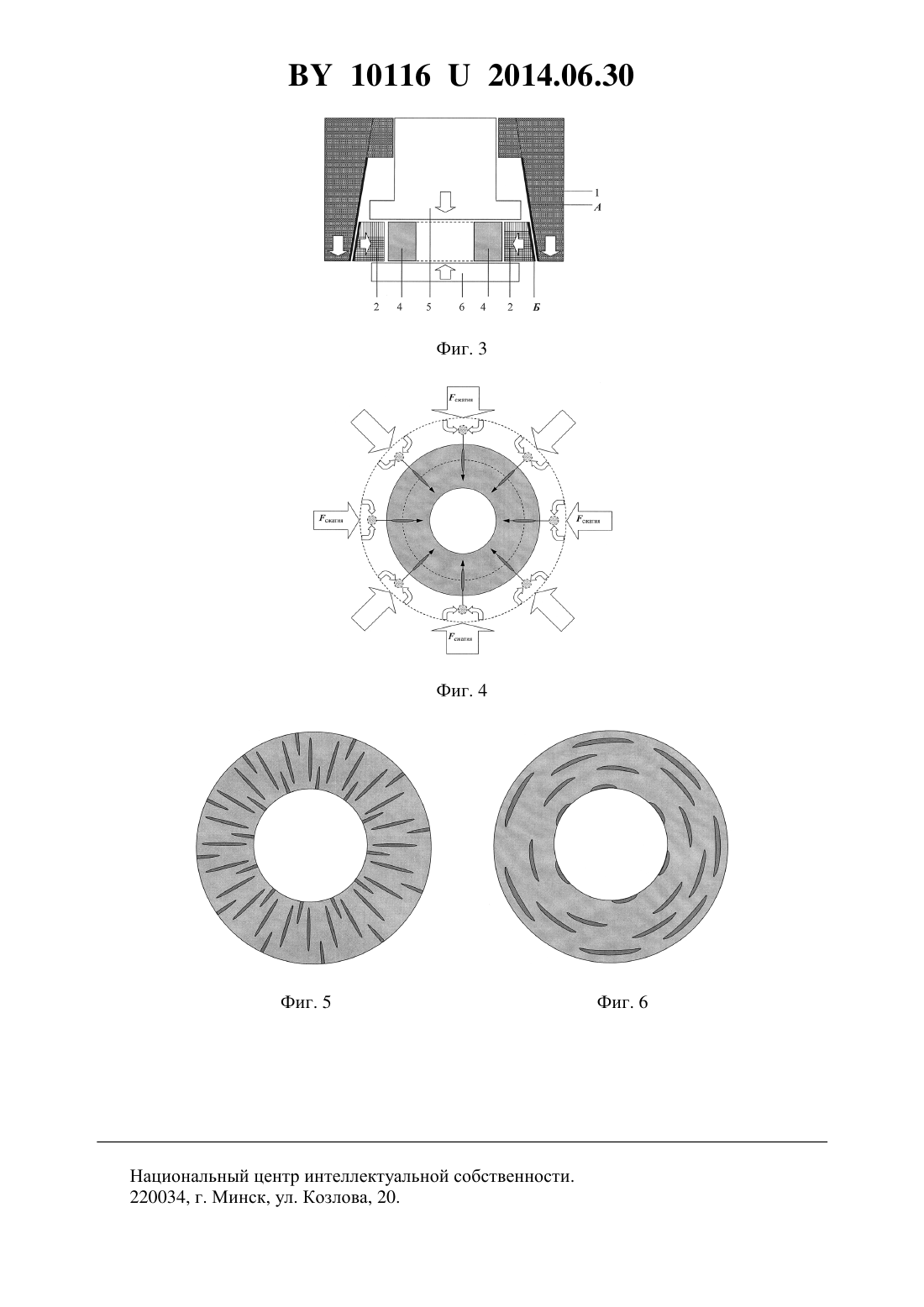
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ШТАМП ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С АНИЗОТРОПНОЙ СТРУКТУРОЙ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Автор Покровский Артур Игоревич(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Штамп для получения изделий с анизотропной структурой, содержащий верхнюю и нижнюю плиты, пуансон с клиновым участком, обойму, установленную вокруг заготовки,с клиновым участком, сопряженным по форме с пуансоном, отличающийся тем, что пуансон выполнен секционным и снабжен дополнительно опорной поверхностью, расположенной в его центральной части, перемещающейся соосно с секционной частью и независимо от нее, и воздействующей на заготовку до воздействия на нее секционной части пуансона, обойма выполнена секционной и состоит из неподвижных секций, закрепленных на нижней плите, и подпружиненных подвижных секций с внешними клиновыми участками, взаимодействующими с пуансоном, и внутренними формообразующими участками, воздействующими на заготовку, причем угол наклона составляет 5-15. 101162014.06.30 Полезная модель относится к области машиностроения, в частности к обработке металлов давлением, и может быть использована для изготовления узлов трения тяжелонагруженных машин и механизмов. Известен штамп для раздачи трубчатых заготовок, включающий верхнюю и нижнюю плиты, опорную оправку и подпружиненную цилиндрическую обойму, установленные на нижней плите штампа 1. Недостатком рассматриваемого аналога является неконтролируемая анизотропия свойств заготовок после обработки на таком штампе. Так, например, распределение твердости поверхности обрабатываемой детали крайне неоднородно, носит пятнистый характер и зависит от расположения измеряемого участка поверхности, что связано с особенностями пластического течения металла в процессе вытяжки. Причем зона по направлению нормали к обрабатываемой поверхности характеризуется, как правило, минимальным значением твердости. Это приводит к преждевременному выходу из строя изготавливаемых деталей, обусловленному износом за счет истирания. Наиболее близким к заявляемому техническому решению, его прототипом является штамп для раздачи трубчатой заготовки, включающий верхнюю и нижнюю плиты, оправку, установленную внутри заготовки, пуансон с коническим участком и подпружиненную обойму с коническим участком, сопряженным по форме с пуансоном, установленную вокруг заготовки, причем пуансон снабжен кольцевым клиновидным ребром, ширина которого зависит от толщины заготовки 2. Прототип позволяет несколько оптимизировать пластическое течение металла в процессе штамповки, однако данная оптимизация касается преимущественно только края заготовки. Поэтому, в принципе, прототип характеризуется теми же недостатками, что и приведенный выше аналог. Недостатки прототипа особенно сильно проявляются при изготовлении втулок скольжения для тяжелонагруженных машин и механизмов. Минимальная твердость обработанной заготовки по направлению нормали к рабочей поверхности зачастую приводит к невозможности использования прототипа при изготовлении особо ответственных деталей. Пластическое течение металла в процессе деформации обусловлено силами, действующими на заготовку. При использовании прототипа они являются растягивающими в направлении по окружности заготовки. Деформация приводит к модификации кристалллической структуры заготовки, микрокристаллы материала деформируются и вытягиваются в соответствии с приложенными силами. При этом площадь проекции этих микрокристаллов в направлении нормали к поверхности, т.е. на рабочую поверхность,возрастает, что аналогично укрупнению структуры в данном направлении и соответствующему изменению свойств материала. В то же время в направлении действия сил деформации по окружности заготовки изменение структуры можно представить как измельчение. То есть зерна, составляющие микроструктуру материала, вытягиваются вдоль направления действия сил с соответствующим изменением всех характеристик обрабатываемого материала. В этом случае анизотропия свойств обработанной заготовки самым нежелательным образом сказывается на ее износостойкости. Задачей заявляемой полезной модели является повышение износостойкости поверхности обрабатываемых деталей. Поставленная задача решается тем, что в штампе для получения изделий с анизотропной структурой, содержащем верхнюю и нижнюю плиты, пуансон с клиновым участком,обойму, установленную вокруг заготовки, с клиновым участком, сопряженным по форме с пуансоном, пуансон выполнен секционным и снабжен дополнительно опорной поверхностью, расположенной в его центральной части, перемещающейся соосно с секционной частью и независимо от нее, и воздействующей на заготовку до воздействия на нее секционной части пуансона, обойма выполнена секционной и состоит из неподвижных секций, закрепленных на нижней плите, и подпружиненных подвижных секций с внеш 2 101162014.06.30 ними клиновыми участками, взаимодействующими с пуансоном, и внутренними формообразующими участками, воздействующими на заготовку, причем угол наклона составляет 5-15. Сущность заявляемого технического решения заключается в управлении анизотропией структуры и свойств обрабатываемой детали за счет реализации условий радиального и осевого сжатия. Воздействие на заготовку в радиальном направлении приводит к деформации зерен материала также в этом направлении. Проекция их поперечного сечения на рабочую поверхность обрабатываемой детали в условиях радиального и осевого сжатия значительно уменьшается, т.е. зерна вытягиваются в радиальном направлении. Это равносильно измельчению структуры и ее упрочнению в направлении нормали к рабочей поверхности. В результате твердость и износостойкость рабочей поверхности обрабатываемой детали заметно возрастают, что позволяет соответственно увеличить диапазон нагрузок в процессе их эксплуатации. Частным случаем использования заявляемого технического решения является изготовление втулок скольжения из высокопрочного чугуна, который содержит в структуре шаровидные включения графита. Горячая пластическая деформация заготовки втулки в условиях радиального и осевого сжатия при использовании заявляемого штампа позволяет вытянуть шаровидные графитные включения в радиальном направлении, в результате чего они приобретают веретенообразную форму с ориентацией главной оси в радиальном направлении. Радиальная ориентация графитных включений обеспечивает минимальную суммарную длину их границ, выходящих на рабочую поверхность трения. Поскольку механические напряжения на границе раздела включений и металлической матрицы достаточно высоки, то уменьшение длины границ, выходящих на фрикционную поверхность, приводит к снижению суммарных напряжений на этой поверхности. За счет этого увеличиваются энергозатраты, необходимые на микроскалывание частиц материала втулки при ее износе. Микроскалывание материала с такой поверхности значительно затруднено. Твердость такой поверхности трения заметно выше, чем поверхности с концентрическим расположением графитных включений, как это имеет место при формообразовании втулки с использованием штампа-прототипа. В то же время не происходит выкрашивание графитных включений из металлической матрицы при воздействии высоких механических нагрузок. Совокупность данных свойств обеспечивает необходимые условия скольжения (за счет выхода графитных включений на поверхность и стабильности количества графита) и высокую износостойкость поверхности трения. Сущность заявляемого технического решения поясняется фиг. 1-6, где на фиг. 1 схематически приведено горизонтальное поперечное сечение заявляемого штампа в исходном положении, на фиг. 2 приведено горизонтальное поперечное сечение заявляемого штампа по окончании цикла деформации, на фиг. 3 приведено вертикальное сечение заявляемого штампа в процессе выполнения цикла, на фиг. 4 приведена схема горячей пластической деформации заготовки в условиях радиального и осевого сжатия, на фиг. 5 условно изображена структура полученной втулки при использовании заявляемого штампа, а на фиг. 6 - структура полученной втулки при использовании штампа-прототипа. На фигурах приняты следующие обозначения 1 - секции пуансона с клиновыми поверхностями А, 2 - подвижные секции обоймы (пружинный механизм возврата секций в исходное положение по окончании цикла деформации на фигурах не показан и может быть любым) с клиновыми поверхностями Б, сопряженными по форме с клиновыми поверхностями пуансона А, 3 - неподвижные секции обоймы, жестко закрепленные на нижней плите, 4 - деформируемая заготовка, 5 - дополнительная опорная поверхность в центральной части пуансона, 6 - нижняя плита. Верхняя плита, расположенная над пуансоном, во избежание загромождения фигур не показана. Направления действия сил де 3 101162014.06.30 формации изображены фигурными стрелками, направления вытяжки графитных включений изображены линейными стрелками. Исходная форма заготовки на фиг. 4 изображена пунктирными линиями, а после деформации - сплошными. Светлые области на фиг. 4-6 соответствуют металлической матрице, а темные - включениям графита. При использовании заявляемого штампа (фиг. 5) графитные включения вытягиваются перпендикулярно фрикционной поверхности. При использовании штампа-прототипа эти области располагаются преимущественно перпендикулярно диаметру втулки (фиг. 6) и способствуют расслоению материала при воздействии высоких механических нагрузок при работе втулки,что и приводит к относительно быстрому износу. Сравнение фиг. 5 и 6 также показывает,что суммарная длина границ графитных включений, выходящих на фрикционную поверхность, при изготовлении втулки с помощью заявляемого штампа заметно ниже, чем при использовании прототипа. Как следует из описания и видно из приведенных фиг. 1-3, заявляемый штамп состоит из верхней (на фигурах не показана) и нижней 6 опорных плит, секционного пуансона 1 с центральной опорной поверхностью 5, обоймы, разделенной на подвижные 2 и неподвижные 3 секции. Клиновые поверхности пуансона А и обоймы Б сопрягаются по форме и характеризуются одинаковым углом наклона по вертикали от 5 до 15. При угле наклона менее 5, например 3, для достижения требуемой степени деформации необходим большой ход пуансона, что влечет необоснованное увеличение габаритов штампа. При угле наклона более 15, например 20, заметно снижается усилие, передаваемое на заготовку,что требует необоснованного повышения энергозатрат на процесс штамповки. Количество подвижных секций зависит от требуемой степени деформации и размеров обрабатываемых деталей. Очевидно, что оно не может быть менее трех. В противном случае условие радиального сжатия реализуется лишь частично. Штамп работает следующим образом. Заготовка 4 помещается внутрь обоймы и фиксируется между нижней плитой 6 и центральной опорной поверхностью 5. Это предотвращает расширение заготовки при деформации в осевом направлении. К секционному пуансону прикладывается усилие сжатия. Это усилие через сопрягающиеся клиновые поверхности А и Б передается на подвижные секции 2 обоймы, в результате чего они начинают деформировать заготовку 4 в радиальном направлении. Графитные включения при этом также вытягиваются в радиальном направлении, обеспечивая заданную анизотропию механических свойств обрабатываемой заготовки. Формообразующие поверхности подвижных секций обоймы задают требуемую форму готового изделия, например цилиндрическую. Испытания заявляемого штампа проводили следующим образом. В качестве исходных использовали литые заготовки втулок с размерами (диаметрвысота) 40,841,6 мм с толщиной стенки 10,7 мм, полученные методом литья в песчаные формы чугуна марки ВЧ-50. Заготовки нагревали в индукторе до температуры 900-1000 С и проводили горячую пластическую деформацию со степенью 40-60 в условиях радиального и осевого сжатия с помощью заявляемого штампа. Конструкционные особенности штампа указаны в таблице. Затем охлаждали заготовки до комнатной температуры и проводили их отпуск при температуре 450-500 С. После этого проводили финишную механическую обработку для получения требуемых размеров втулок. Для проведения испытаний на механическую прочность и износостойкость из обработанных заготовок вырезали образцы требуемых размеров. Испытания образцов на растяжение проводили на машине -1000 по ГОСТ 1497-84. Износостойкость определяли исходя из линейного износа рабочей поверхности за время испытания на универсальной машине трения УМТ-2. Расположение включений графита в объеме втулки и на поверхности трения контролировали методом оптической микроскопии при увеличении 250 х после травления образцов нитралем. Результаты испытаний приведены в таблице. 4 101162014.06.30 Из приведенных данных видно, что заявляемый штамп по сравнению с прототипом позволяет получить изделия с заметно большей износостойкостью, которая возрастает по мере увеличения степени деформации. Механическая прочность втулки при этом сохраняется на уровне изделий, полученных с применением прототипа. Результаты исследования структуры с помощью оптической микроскопии свидетельствуют о наличии радиальной ориентации графитных включений, обеспечивающих требуемую анизотропию структуры,полученную на заявляемом штампе в условиях радиального и осевого сжатия. Сравнительные характеристики втулок Угол наклона соПредел Степень Используе- прягаепрочности деформамый штамп мых при растяции,поверхножении, МПа стей, град Линейный Особенноизнос расти струкбочей потуры верхности,втулок мкм значительные размеры штампа, излишняя металлоемкость радиальное расположение включений графита велико усилие штамповки концентрическое расположение включений графита Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B21D 41/00
Метки: штамп, изделий, анизотропной, структурой, получения
Код ссылки
<a href="https://by.patents.su/6-u10116-shtamp-dlya-polucheniya-izdelijj-s-anizotropnojj-strukturojj.html" rel="bookmark" title="База патентов Беларуси">Штамп для получения изделий с анизотропной структурой</a>
Способ получения изделий формы тел вращения с анизотропной структурой из металлических порошков
Номер патента: 11377
Опубликовано: 30.12.2008
Авторы: Мозжаров Сергей Евгеньевич, Савич Вадим Викторович, Толочко Николай Константинович
МПК: B22F 3/105
Метки: вращения, получения, металлических, структурой, анизотропной, тел, способ, порошков, формы, изделий
Текст:
...При обработке каждого последующего слоя можно изменять мощность излучения. Это дополнительно расширяет технологические возможности путем регулирования пористости оболочки изделия за счет интенсивности и температуры нагрева при спекании, а также позволяет получать изделия типа тел вращения с, например, периодической формой- гофрированной, ребристой и т.п. В частности, мощность излучения при обработке каждого последующего слоя можно монотонно...
Штамп для пробивки отверстия в донной части полых заготовок

Номер патента: U 4691
Опубликовано: 30.10.2008
Автор: Лебедевич Владимир Иосифович
МПК: B21D 28/24
Метки: донной, части, заготовок, полых, отверстия, пробивки, штамп
Текст:
...штампа и упрощение его ремонта. Поставленная задача решается за счет того, что штамп для пробивки отверстия в донной части полых заготовок содержит верхнюю плиту, пуансонодержатель, съемник, пуансон, нижнюю плиту, матрицу с фиксатором, при этом между пуансонодержателем и съемником установлено компенсационное кольцо с возможностью его свободного перемещения по пуансону вдоль его оси, а высота рабочей части съемника меньше общей высоты...
Способ получения фильтрующего элемента с анизотропной структурой
Номер патента: 12113
Опубликовано: 30.08.2009
Авторы: Беденко Сергей Александрович, Жук Елена Владимировна, Пилиневич Леонид Петрович, Судник Лариса Владимировна
МПК: C04B 38/00, B01D 39/14
Метки: анизотропной, способ, получения, структурой, фильтрующего, элемента
Текст:
...поры на ней (размеры пор 20-100 нм) 4. Крупные поры, размер и форма которых зависят от гранулометрического состава и режимов формования и спекания, обеспечивают более грубую очистку. Слой оксида алюминия, не снижая проницаемости основного материала, приводит к обеспечению более тонкой фильтрации различных сред. Побочный технический эффект заключается в увеличении физико-механических прочностных характеристик за счет слоистой структуры...
Штамп для изготовления фасонных изделий
Номер патента: 123
Опубликовано: 30.09.1994
Автор: Павлов Лев Григорьевич
МПК: B21J 13/02, B21K 1/12
Метки: штамп, изготовления, изделий, фасонных
Текст:
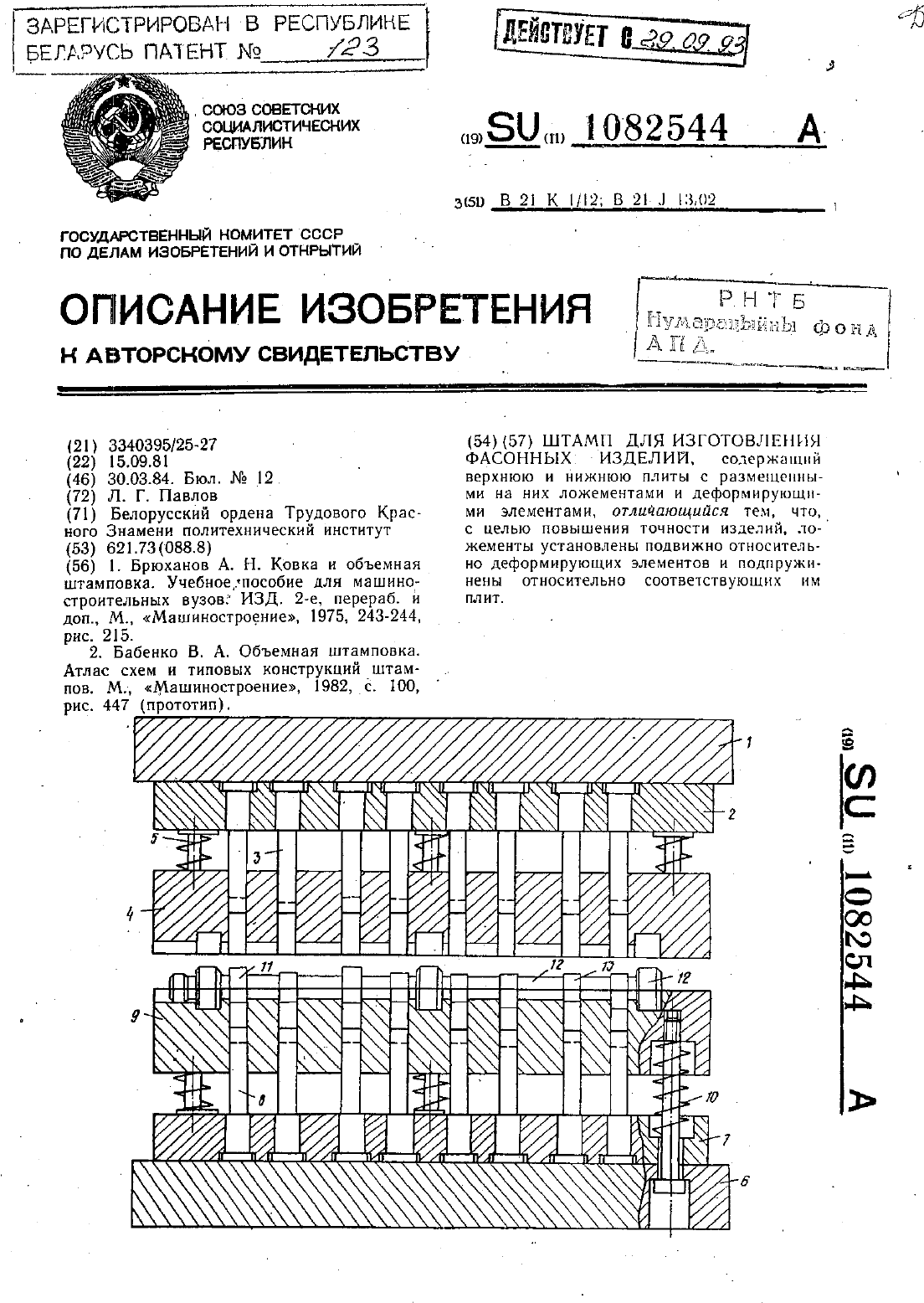
...точность изделий и повышенный расход металла. Цель изобретения - повышение точности изделий и снижение расхода металла.УКЗЗЗННЗЯ ЦЕЛЬ ДОСТИГЗЕТСЯ ТЕМ, ЧТО В штампе для изготовления фасонных изделий, содержащем верхнюю и нижнюю плиТЫ С размещенными на НИХ ложементами и деформирующими элементами, ложементы установлены подвижно относительно деформирующих элементов и подпружннены относительно соответствующих им плит.На чертеже показан...
Штамп для формообразования квадратных отверстий с фасками
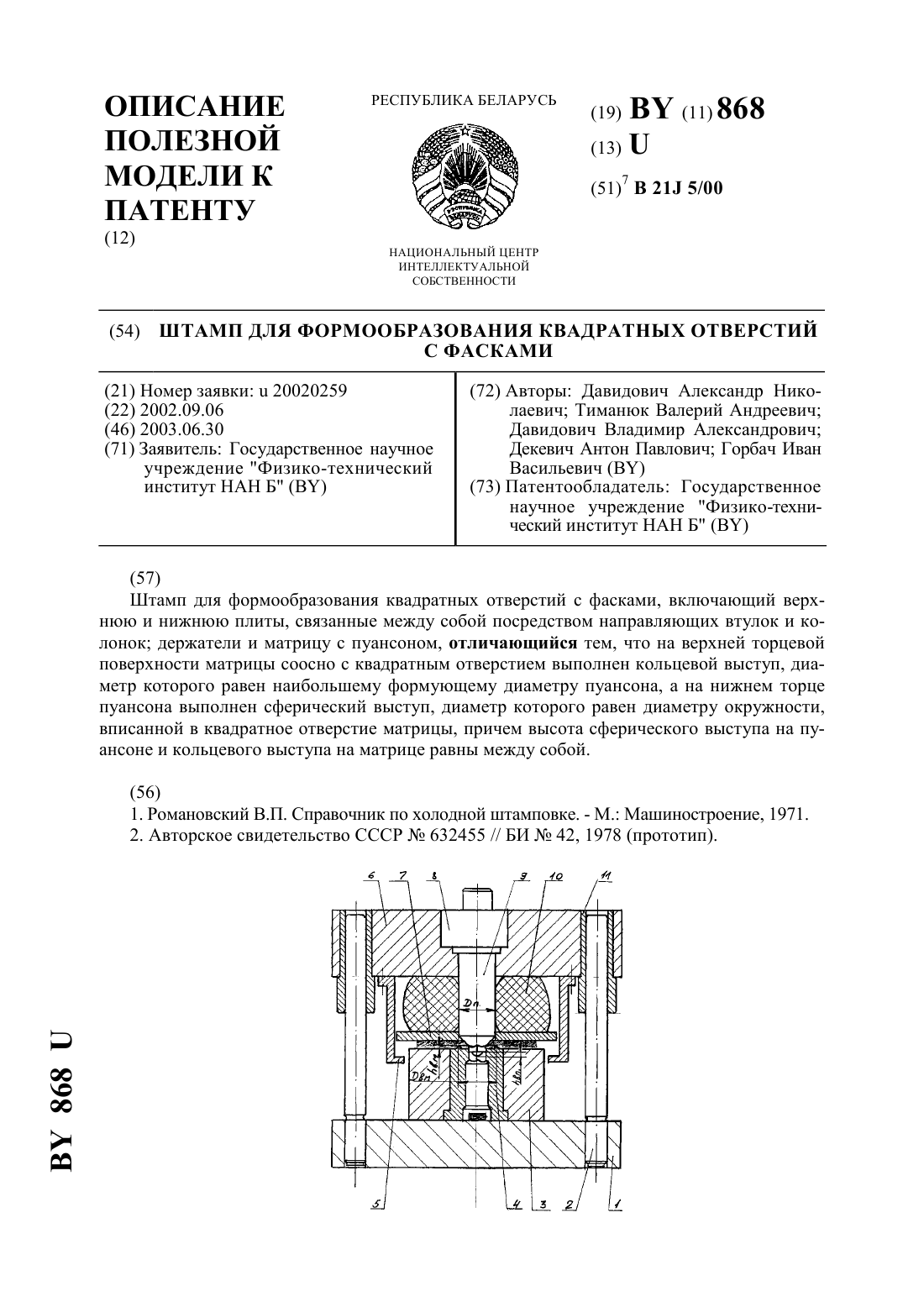
Номер патента: U 868
Опубликовано: 30.06.2003
Авторы: Декевич Антон Павлович, Тиманюк Валерий Андреевич, Давидович Александр Николаевич, Давидович Владимир Александрович, Горбач Иван Васильевич
МПК: B21J 5/00
Метки: формообразования, фасками, отверстий, штамп, квадратных
Текст:
...создание конструкции штампа для совмещения операций пробивки отверстий с острыми углами и холодной объемной штамповки без разрушения метала в местах концентрации напряжений (углах отверстия) путем наложения квазигидростатического давления на очаг деформации. Указанная задача решается за счет того, что на верхней торцовой поверхности матрицы соосно с квадратным отверстием выполнен кольцевой выступ, диаметр которого равен наибольшему...
Предыдущий патент: Инструмент ручной комбинированный
Следующий патент: Многоэтажное здание с индивидуальными квартирно(офисно)-гаражными блоками (мультикоттедж)
Случайный патент: Барабан дражировочной машины и способ его изготовления