Штамп для формообразования квадратных отверстий с фасками
Номер патента: U 868
Опубликовано: 30.06.2003
Авторы: Горбач Иван Васильевич, Давидович Владимир Александрович, Декевич Антон Павлович, Давидович Александр Николаевич, Тиманюк Валерий Андреевич
Текст
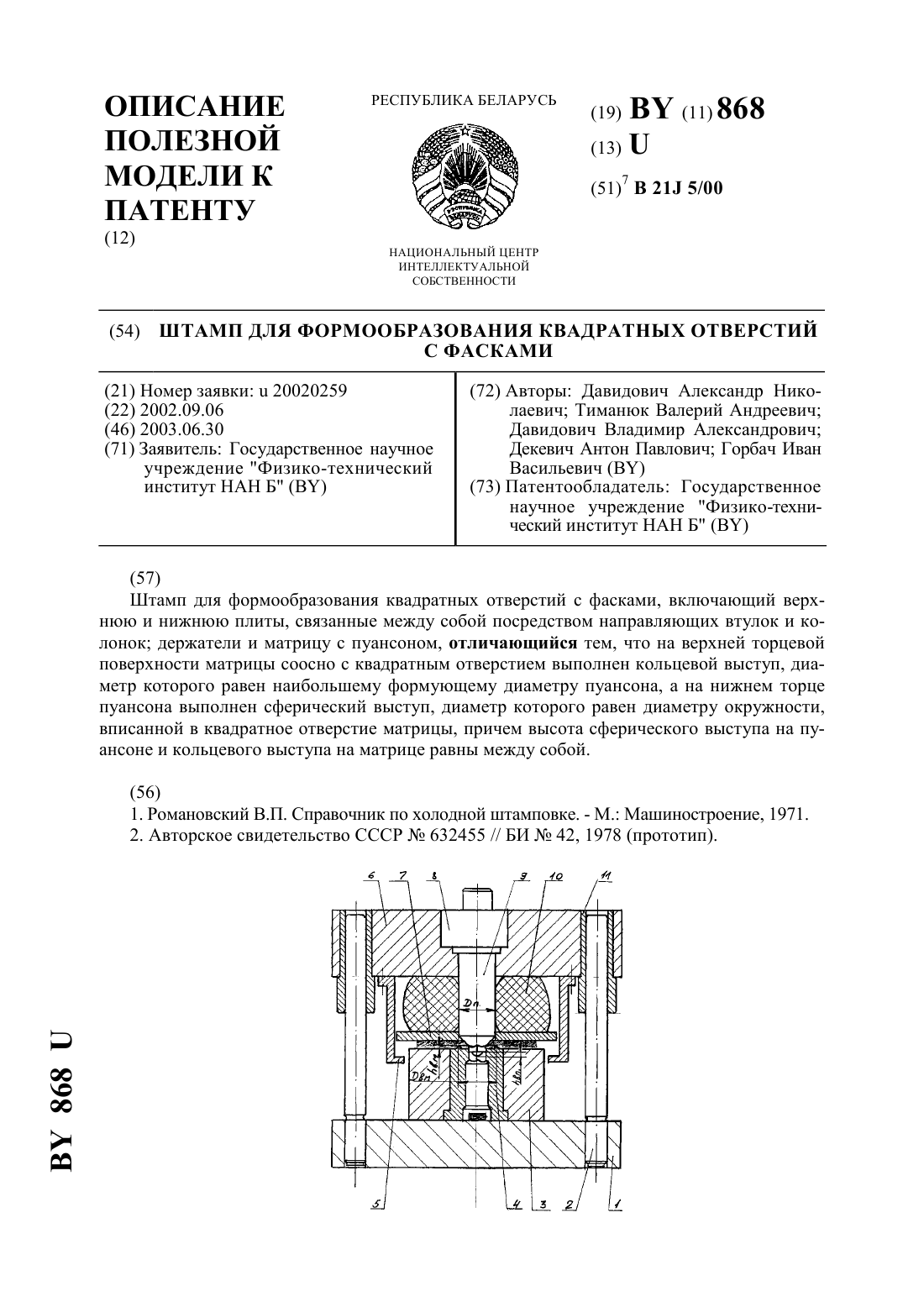
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ КВАДРАТНЫХ ОТВЕРСТИЙ С ФАСКАМИ(71) Заявитель Государственное научное учреждение Физико-технический институт НАН Б(72) Авторы Давидович Александр Николаевич Тиманюк Валерий Андреевич Давидович Владимир Александрович Декевич Антон Павлович Горбач Иван Васильевич(73) Патентообладатель Государственное научное учреждение Физико-технический институт НАН Б(57) Штамп для формообразования квадратных отверстий с фасками, включающий верхнюю и нижнюю плиты, связанные между собой посредством направляющих втулок и колонок держатели и матрицу с пуансоном, отличающийся тем, что на верхней торцевой поверхности матрицы соосно с квадратным отверстием выполнен кольцевой выступ, диаметр которого равен наибольшему формующему диаметру пуансона, а на нижнем торце пуансона выполнен сферический выступ, диаметр которого равен диаметру окружности,вписанной в квадратное отверстие матрицы, причем высота сферического выступа на пуансоне и кольцевого выступа на матрице равны между собой.(56) 1. Романовский В.П. Справочник по холодной штамповке. - М. Машиностроение, 1971. 2. Авторское свидетельство СССР 632455 // БИ 42, 1978 (прототип). 868 Полезная модель относится к обработке металлов давлением и может использоваться в штамповочном производстве при изготовлении изделий, содержащих отверстия сложной формы - лемеха, отвалы, долота плугов и т.д. Известны штампы для пробивки отверстий, содержащие верхнюю и нижнюю плиты,держатели и вырубные матрицы и пуансон 1. Недостатком данного штампа является регламентированная величина зазора между матрицей и пуансоном, что приводит к снижению качества вырубаемой поверхности при совмещении операций пробивки и объемного формообразования. Известно устройство 2, содержащее пуансон и матрицу. Кроме формующих матрицы и пуансона оно содержит вспомогательный пуансон и кольцевую канавку. Данное устройство позволяет производить объемное формообразование заготовки с наложением гидростатического давления на очаг деформации с предотвращением зарождения трещин разрушения в местах концентрации напряжений. Однако его недостатком является неизбежное нарушение герметичности замкнутого объема со средой высокого давления и, соответственно, падение давления и снижение эффективности его действия. При достаточно высоких деформациях особенно высокопрочных материалов происходит их локальное разрушение. Задачей настоящей полезной модели является создание конструкции штампа для совмещения операций пробивки отверстий с острыми углами и холодной объемной штамповки без разрушения метала в местах концентрации напряжений (углах отверстия) путем наложения квазигидростатического давления на очаг деформации. Указанная задача решается за счет того, что на верхней торцовой поверхности матрицы соосно с квадратным отверстием выполнен кольцевой выступ, диаметр которого равен наибольшему формующему диаметру пуансона, а на нижнем торце пуансона выполнен сферический выступ, диаметр которого равен диаметру окружности, вписанной в квадратное отверстие матрицы, причем высота сферического выступа на пуансоне и кольцевого выступа на матрице равны между собой. На фиг. 1 показан общий вид штампа. Штамп состоит из нижней плиты 1, в которую вмонтированы колонки 2, на нижней плите 1 закреплен держатель 3, в котором закреплена матрица 4 с кольцевым выступом высотойи диаметром . Съемник 5 закреплен на верхней плите 6, под которой размещен прижим 7, а сверху хвостовик 8. Концентрично с хвостовиком 8 в верхней плите 6 установлен пуансон 9. Наибольший формующий диаметр пуансона 9-П высота сферического выступа на торце пуансона 9-. Между верхней плитой 6 и прижимом 7 установлена эластичная втулка 10, и в верхней плите размещены направляющие втулки 11. Штамп работает следующим образом. При ходе верхней плиты 6 по направляющим втулкам 11 и колонкам 2 вниз происходит сжатие эластичной втулки 10 и посредством прижима 7 заготовка прижимается к торцовому выступу матрицы 4, При этом создается предварительный прижим поверхности заготовки к кольцевому выступу матрицы 4 и в дальнейшем к поверхности держателя 3. При последующем опускании плиты 6 сферический торец пуансона 9 вдавливается в заготовку на глубину, равную его высоте и высоте кольцевого выступа матрицы 4. В данном случае ввиду того, что радиальное истечение металла ограничено кольцевым выступом, а металл заготовки начал деформироваться, в очаге деформации создалась схема напряженного состояния близкая к всестороннему сжатию, иначе говоря на очаг деформации наложено квазигидростатическое давление. Дальнейший процесс пробивки квадратного отверстия и формообразования фаски происходит под воздействием этого давления. При этом последнее возрастает по мере внедрения пуансона 9 и приближения его диаметра П к кольцевому выступу матрицы 4 диаметром . Таким образом, радиальные растягивающие напряжения при формообразовании фаски компенсированы сжимающими напряжениями от внедрения сферического выступа пуансона 9 и кольцевым выступом матрицы 4. После пробивки отверстия и формовки фаски верхняя плита 6 посредством хвостовика 2 8688, закрепленного в прессе, поднимается вверх, съемник 5 поднимает прижим 7 в исходное положение, когда эластичная втулка 10 находится в свободном состоянии. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B21J 5/00
Метки: фасками, формообразования, отверстий, штамп, квадратных
Код ссылки
<a href="https://by.patents.su/3-u868-shtamp-dlya-formoobrazovaniya-kvadratnyh-otverstijj-s-faskami.html" rel="bookmark" title="База патентов Беларуси">Штамп для формообразования квадратных отверстий с фасками</a>
Штамп для изготовления поковок с удлиненной осью и отростком

Номер патента: U 60
Опубликовано: 30.12.1999
Авторы: Гиль Николай Дмитриевич, Горностай Анатолий Анатольевич, Горностай Анатолий Васильевич, Юркевич Сергей Альбертович
МПК: B21K 1/12
Метки: штамп, удлиненной, отростком, поковок, изготовления, осью
Текст:
...Завершается штамповка, вторым этапом, при неподвижном ручье с обжатием полуфабриката по всей гравюре на коротком участке рабочего хода, окончательно преобразуя его объем в поковку велошатуна. Продолжительность второго этапа устанавливается регулируемыми упорами, ограничивающими ход пуансона и подвижной верхней плиты. На фиг.1 показан продольный разрез предлагаемого штампа в исходном состоянии на фиг. 2 - вид А на фиг. 1 на фиг. 3 - продольный...
Устройство для образования отверстий в полимерных материалах
Номер патента: U 422
Опубликовано: 30.12.2001
Автор: Цикман Анатолий Васильевич
МПК: B26F 1/16
Метки: отверстий, образования, полимерных, устройство, материалах
Текст:
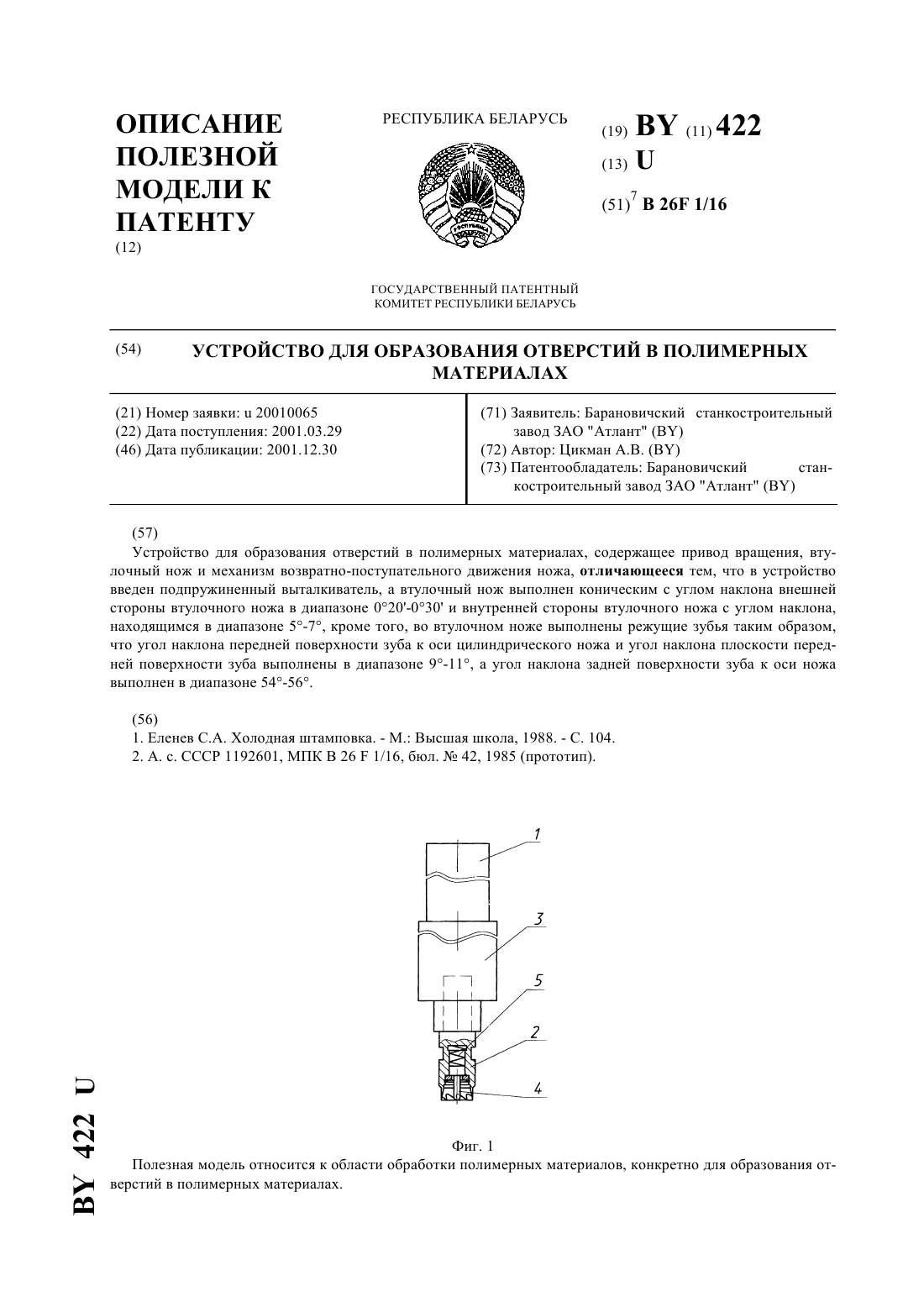
...введен подпружиненный выталкиватель, а втулочный нож выполнен коническим с углом наклона внешней стороны втулочного ножа в диапазоне 020-030, а внутренней стороны втулочного ножа с углом наклона, находящимся в диапазоне 5-7, кроме того, во втулочном ноже выполнены режущие зубья таким образом, что угол наклона передней поверхности зуба к оси цилиндрического ножа и угол наклона плоскости передней поверхности зуба выполнены в диапазоне...
Штамп для изготовления поковок шатуна
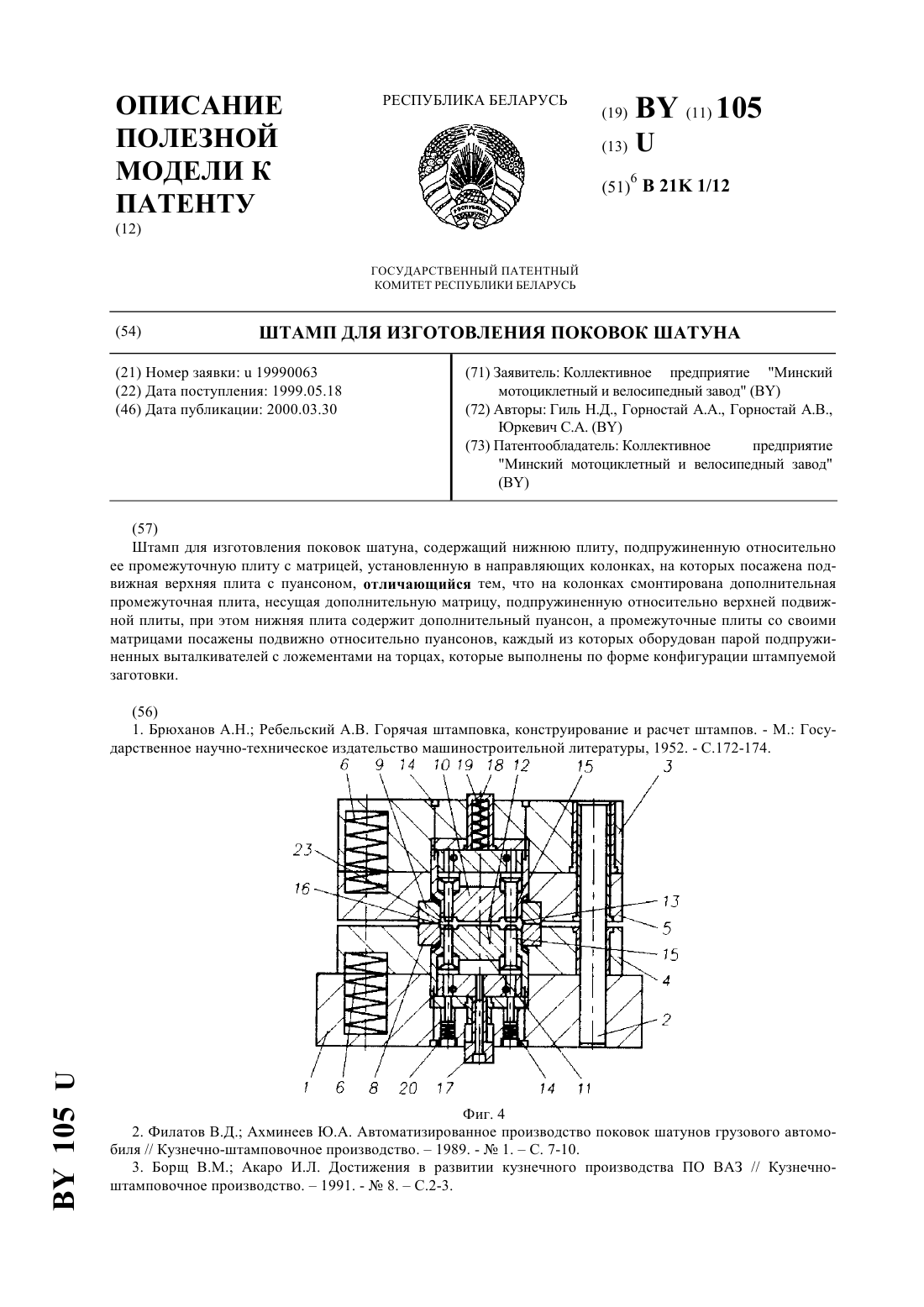
Номер патента: U 105
Опубликовано: 30.03.2000
Авторы: Горностай Анатолий Анатольевич, Горностай Анатолий Васильевич, Гиль Николай Дмитриевич, Юркевич Сергей Альбертович
МПК: B21K 1/12
Метки: шатуна, штамп, поковок, изготовления
Текст:
...поковкой шатуна фиг. 5 - элемент Б с фиг. 1 в увеличенном масштабе в разрезе фиг. 6 - элемент В с фиг. 1 в увеличенном масштабе в разрезе. Штамп для изготовления поковок шатуна содержит нижнюю плиту 1 (фиг. 1) с запрессованными в нее колонками 2, на которых установлена подвижная верхняя плита 3. В промежутке между нижней плитой 1 и подвижной верхней плитой 3 на колонках 2 на расстоянииот них посажены промежуточная плита 4 и дополнительная...
Штамп для изготовления фасонных изделий
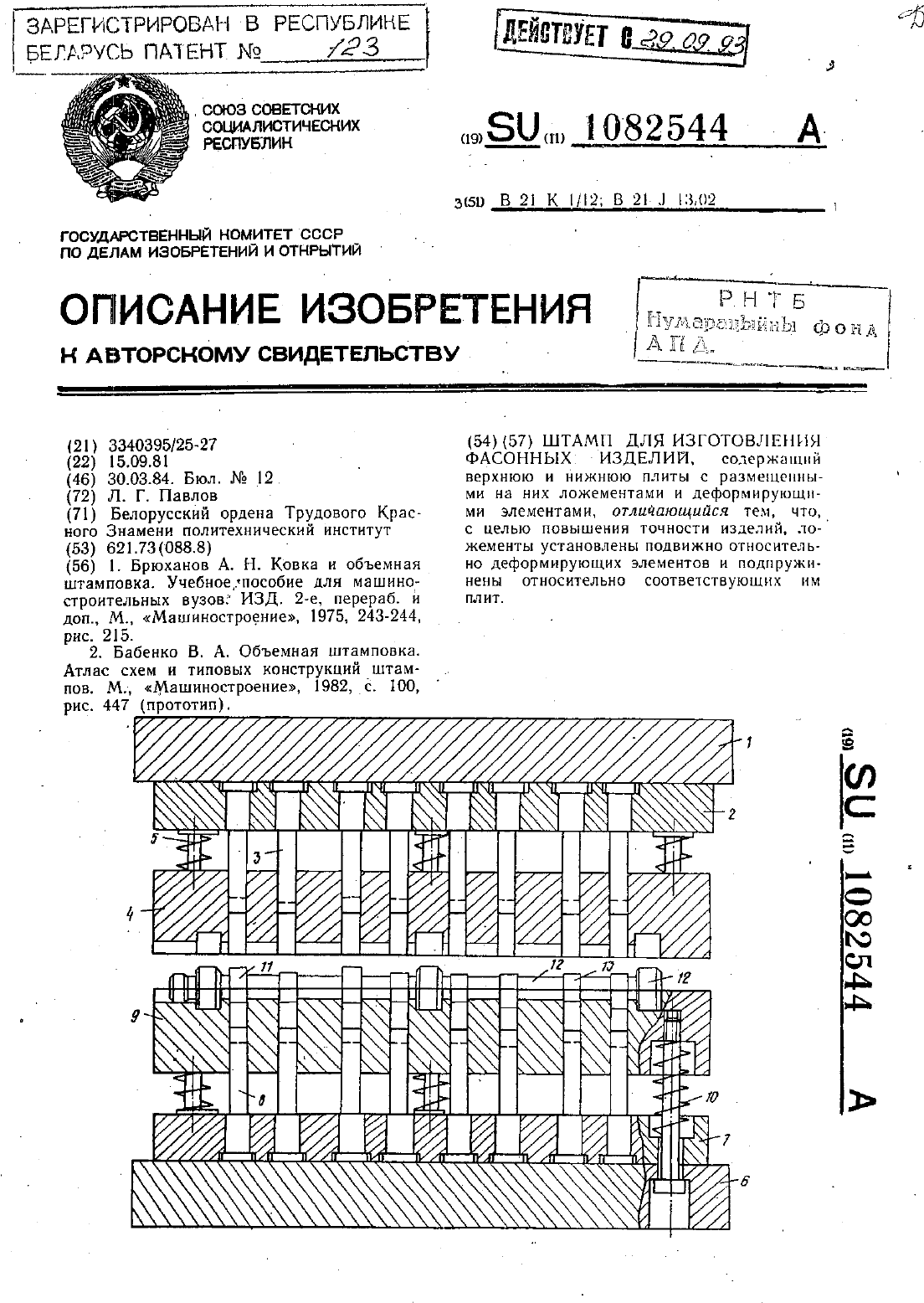
Номер патента: 123
Опубликовано: 30.09.1994
Автор: Павлов Лев Григорьевич
МПК: B21K 1/12, B21J 13/02
Метки: изготовления, фасонных, изделий, штамп
Текст:
...точность изделий и повышенный расход металла. Цель изобретения - повышение точности изделий и снижение расхода металла.УКЗЗЗННЗЯ ЦЕЛЬ ДОСТИГЗЕТСЯ ТЕМ, ЧТО В штампе для изготовления фасонных изделий, содержащем верхнюю и нижнюю плиТЫ С размещенными на НИХ ложементами и деформирующими элементами, ложементы установлены подвижно относительно деформирующих элементов и подпружннены относительно соответствующих им плит.На чертеже показан...
Штамп для отбортовки
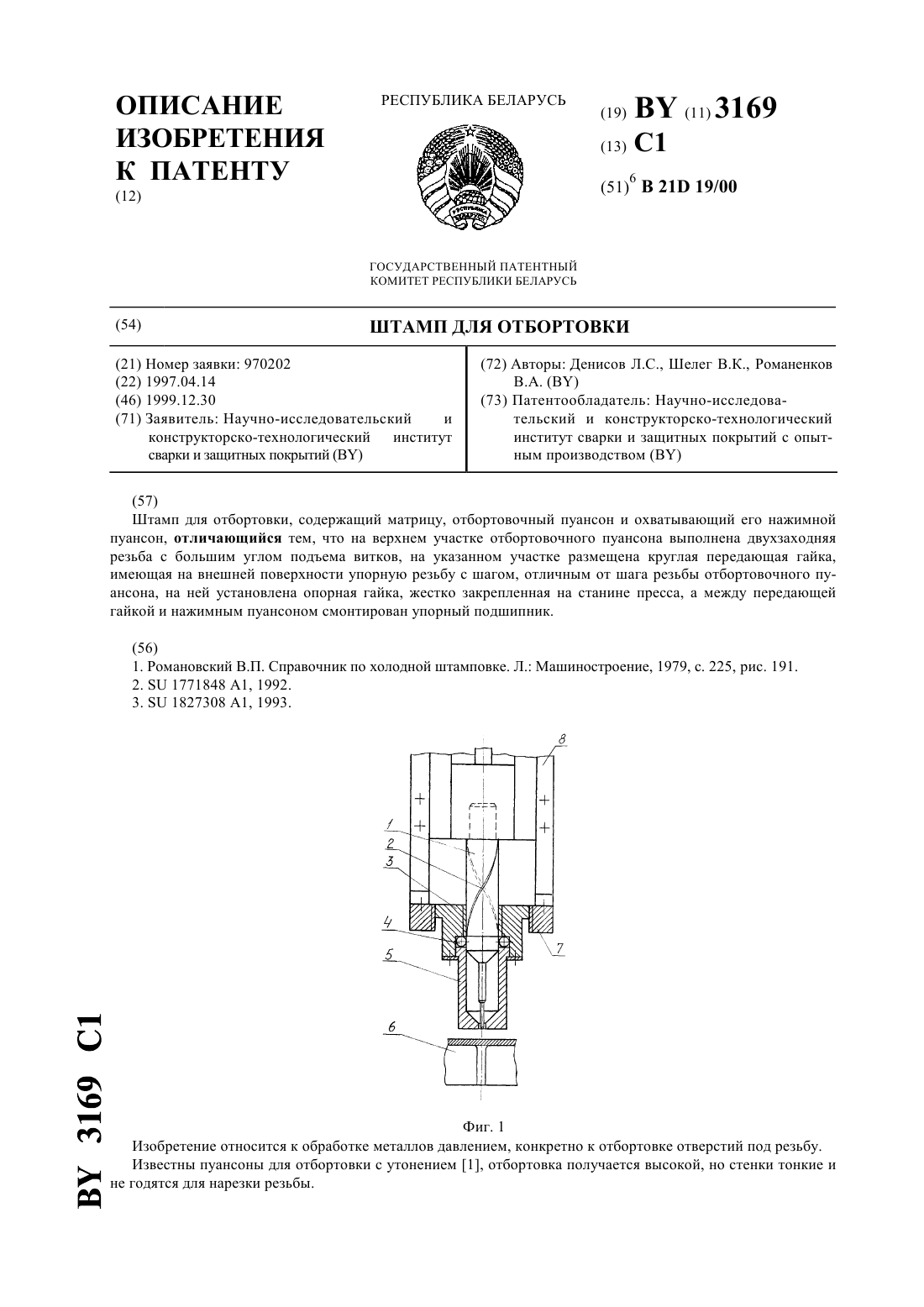
Номер патента: 3169
Опубликовано: 30.12.1999
Авторы: Денисов Леонид Сергеевич, Романенков Владимир Андреевич, Шелег Валерий Константинович
МПК: B21D 19/00
Метки: отбортовки, штамп
Текст:
...с различными резьбами, в результате чего скорости движения пуансонов различны малая у нажимного пуансона и большая - у отбортовочного. Таким образом, течение металла происходит в одном неразрывном процессе, что должно влиять на качество. На фиг. 1 изображен общий вид штампа в верхнем положении на фиг. 2 - то же в нижнем положении, по окончании операции отбортовки. Штамп содержит отбортовочный пуансон 1 (фиг. 1), который жестко крепится в...
Предыдущий патент: Устройство для полузакрытой эндартериэктомии
Следующий патент: Устройство для разогрева и плавления материалов
Случайный патент: Устройство для определения геометрической формы фанерных сортиментов