Способ нанесения покрытия порошком термопластичного полимера
Номер патента: 8528
Опубликовано: 30.10.2006
Авторы: Белоцерковский Марат Артемович, Гоман Аркадий Михайлович, Леванцевич Михаил Александрович, Голопятин Александр Владимирович
Текст
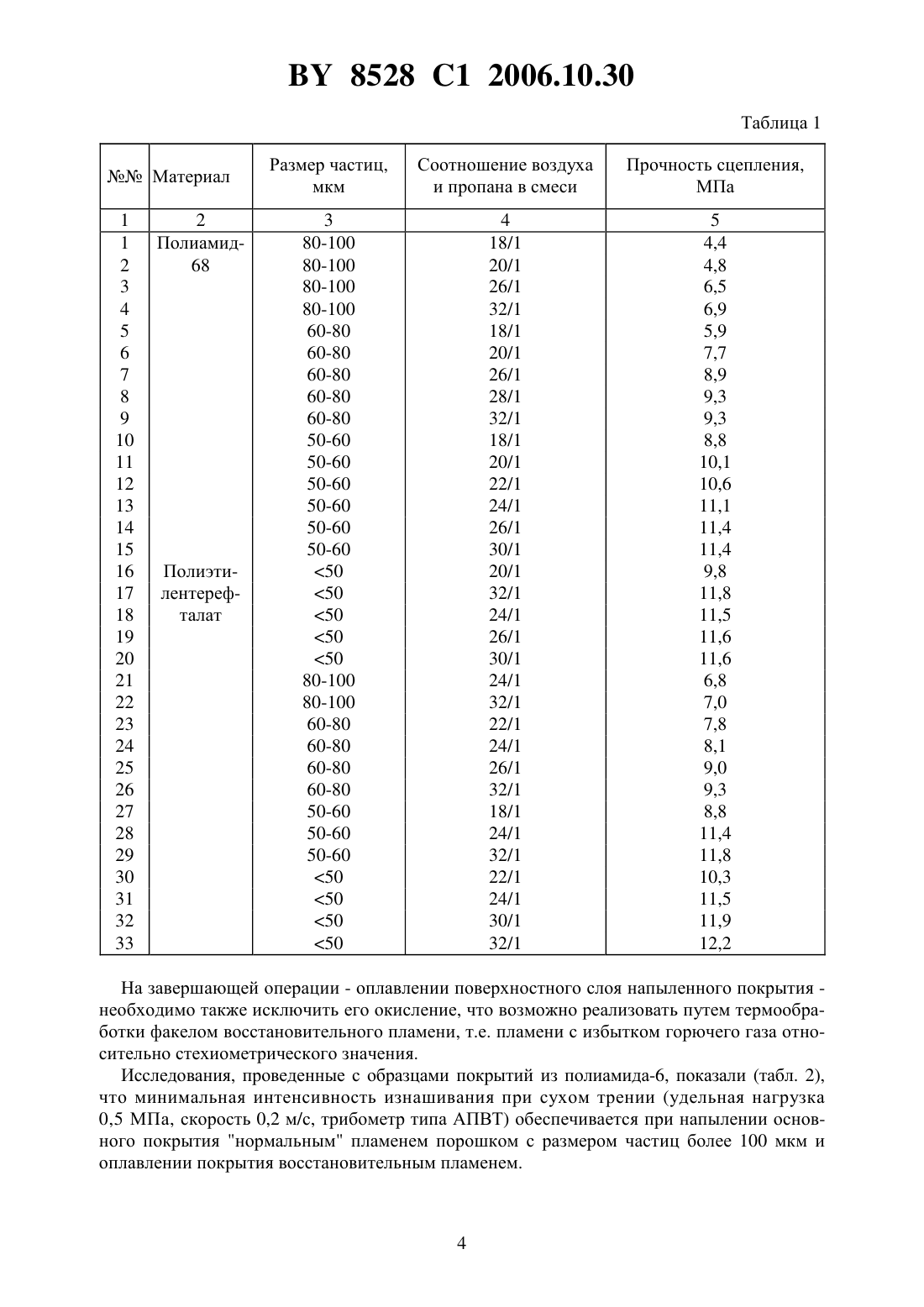
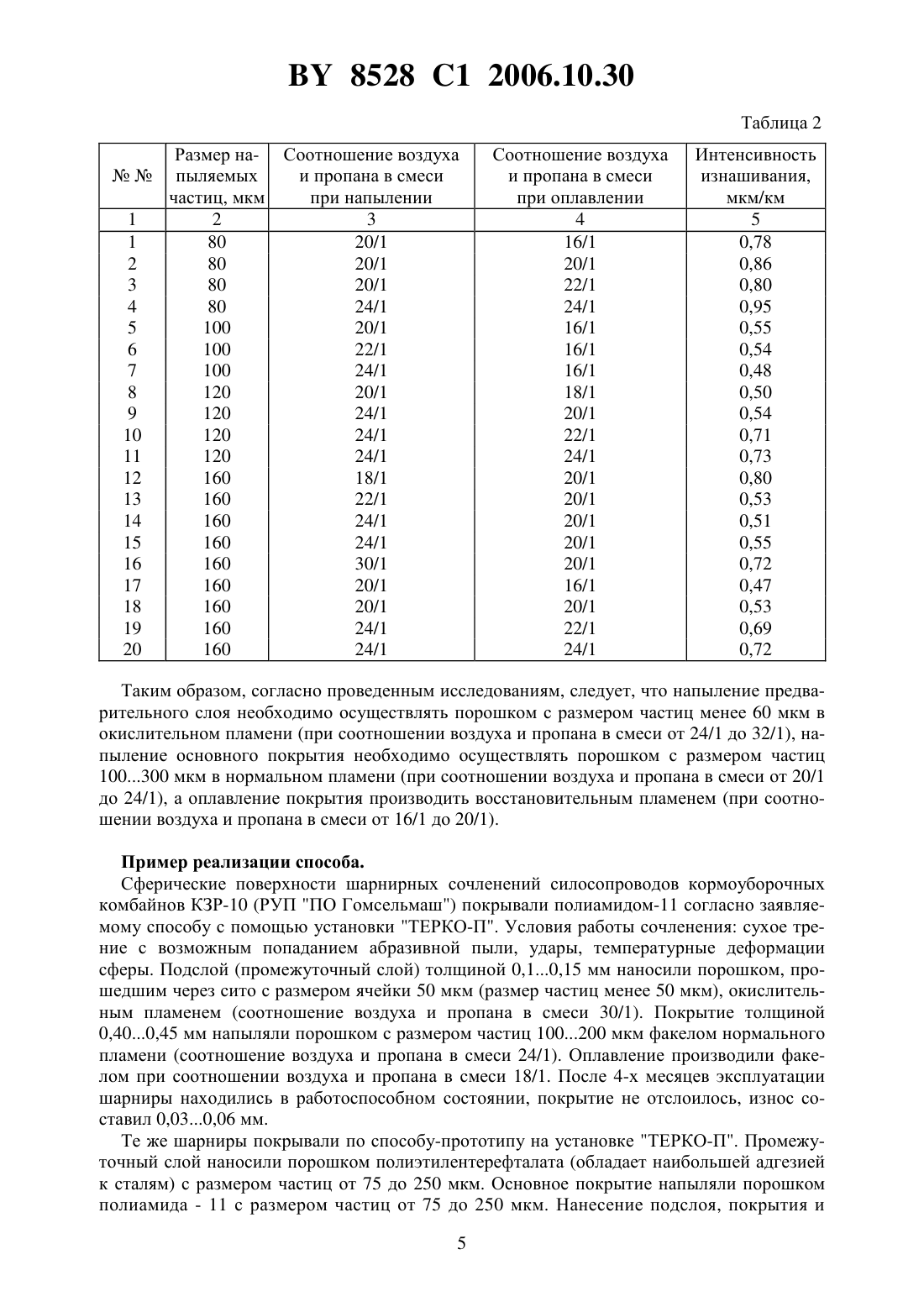
СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ ПОРОШКОМ ТЕРМОПЛАСТИЧНОГО ПОЛИМЕРА(71) Заявитель Государственное научное учреждение Институт механики и надежности машин Национальной академии наук Беларуси(72) Авторы Белоцерковский Марат Артемович Голопятин Александр Владимирович Леванцевич Михаил Александрович Гоман Аркадий Михайлович(73) Патентообладатель Государственное научное учреждение Институт механики и надежности машин Национальной академии наук Беларуси(56) Белоцерковский М.А. и др. Сварка и родственные технологии, 2001. -4. С. 94-97. Теоретические и технологические основы упрочнения и восстановления изделий машиностроения Сборник научных трудов. - Полоцкий государственный университет. УП Технопринт, 2001. С. 255-258. Довгяло В.А. и др. Композиционные материалы и покрытия на основе дисперсных полимеров. - Мн. Навукатэхнка, 1992. - С. 90-107.2198327 2, 2003.09314032 , 1997.1646612 1, 1991.(57) Способ нанесения покрытия порошком термопластичного полимера на металлическую поверхность, включающий рассев порошка на фракции, подготовку поверхности под нанесение покрытия, газопламенное напыление предварительного слоя и основного покрытия факелом, образованным при горении пропановоздушной смеси, последующее газопламенное оплавление покрытия, отличающийся тем, что напыление предварительного слоя осуществляют порошком с размером частиц менее 60 мкм при объемном соотношении воздуха и пропана в смеси (24-32)1, напыление основного покрытия осуществляют порошком с размером частиц 100-160 мкм при объемном соотношении воздуха и пропана в смеси (20-24)1, а оплавление покрытия осуществляют при объемном соотношении воздуха и пропана в смеси (16-20)1. Изобретение относится к методам нанесения защитных, износо- и коррозионностойких покрытий из полимерных материалов. Оно может быть использовано для нанесения антифрикционных покрытий на рабочую поверхность элементов трибосопряжений, эксплуатирующихся в условиях знакопеременных нагрузок, для защиты от коррозии тонкостенных деталей и элементов технологического оборудования, упругодеформирующихся при эксплуатации. Известен способ нанесения покрытий порошками термопластичных полимеров (Довгяло В.А., Юркевич О.Р. Композиционные материалы и покрытия на основе дисперсных 8528 1 2006.10.30 полимеров. Технологические процессы. - Мн. Наука и техника. 1992. - С. 256), включающий рассев порошка на фракции, подготовку поверхности под нанесение покрытия, газопламенное напыление порошка в факеле ацетилен-кислородного пламени и последующее газопламенное оплавление сформированного покрытия. Недостатком известного способа является невозможность использования для нанесения покрытий порошков полимеров с температурой плавления ниже 170 С или порошков вторичных полимеров (имеют Тпл 100140 С), поскольку в относительно высокотемпературном ацетилен-кислородном пламени они деструктируют. Наиболее близким по технической сущности к заявляемому является способ нанесения покрытий порошками термопластичных полимеров с размером частиц до 300 мкм на металлические поверхности (Белоцерковский М.А., Федаравичус А.В. Повышение адгезии защитных покрытий из вторичных полимеров // Сварка и родственные технологии. Вып. 4. - Мн. БГКПМ. - 2001. - С. 94-97), включающий рассев порошка на фракции, подготовку поверхности под нанесение покрытия, газопламенное напыление промежуточного слоя, обладающего повышенной адгезией к металлу поверхности, газопламенное напыление основного покрытия факелом, образующимся при горении пропановоздушной смеси,газопламенное оплавление покрытия. Недостатком известного способа является невозможность обеспечения необходимых значений прочности сцепления полимерных покрытий с поверхностью деталей, работающих в условиях действия знакопеременных нагрузок, тонкостенных упругодеформирующихся при эксплуатации изделий, деталей узлов сухого трения-скольжения (необходимая прочность сцепления - не менее 11 МПа). Наибольшие значения прочности сцепления, достигнутые при напылении порошка полиэтилентерефталата со специальными добавками,повышающими адгезию, составляют 9,810,2 МПа. Задачей изобретения является повышение прочности сцепления полимерных покрытий с поверхностью деталей, испытывающих при эксплуатации знакопеременные нагрузки в пределах упругих деформаций, в том числе в узлах сухого трения-скольжения. Для решения поставленной задачи в способе нанесения покрытий порошком термопластичного полимера на металлическую поверхность, включающем рассев порошка на фракции, подготовку поверхности под нанесение покрытия, газопламенное напыление предварительного слоя и основного покрытия факелом, образованным при горении пропановоздушной смеси, последующее газопламенное оплавление покрытия, согласно изобретению, напыление предварительного слоя осуществляют порошком с размером частиц менее 60 мкм при объемном соотношении воздуха и пропана в смеси (2432)1, напыление основного покрытия осуществляют порошком с размером частиц 100160 мкм при соотношении воздуха и пропана в смеси (2024)1, а оплавление покрытия осуществляют при соотношении воздуха и пропана в смеси (1620)1. В основу заявляемого способа положен эффект резкого повышения адгезии полимеров к металлам при возникновении у полимеров кислородосодержащих групп (- ОН, - СООН и др.). Окисление многих термопластов начинается и при 25 С, однако лишь при повышенных температурах процесс окисления приводит к значительному повышению их адгезионных свойств (Белый В.А., Довгяло В.А., Юркевич О.Р. Полимерные покрытия. - Мн. Наука и техника. - 1976. - С. 113-114.). Пламя, в зависимости от степени сгорания горючего газа в окислителе (в данном случае воздухе) бывает окислительным, нормальным и восстановительным (Нинбург А.К. Газопламенная обработка металлов с использованием газов - заменителей ацетилена. - М. Машиностроение. - С. 30-31.). Нормальное пламя образуется при горении стехиометрического состава горючей смеси, когда все молекулы углеводорода вступают во взаимодействие с молекулами кислорода. Окислительное пламя образуется при горении с избытком в смеси кислорода. Восстановительное пламя (коптящее) образуется при избытке горючего газа. Окислительное пламя имеет предельную концентрацию окислителя, выше которой 2 8528 1 2006.10.30 процесс горения прекращается. Аналогично и восстановительное пламя имеет нижний предел окислителя. Экспериментально установлено, что для аппаратов газопламенной обработки (напыления, резки, термообработки) нижний предел восстановительного пламени для смеси пропан-воздух составляет 16 объемов воздуха на 1 объем пропана. Дальнейшее понижение содержания воздуха вызывает появление большого количества непрореагировавшего углерода в виде копоти. Верхний предел содержания воздуха в смеси, образующей окислительное пламя, составляет 32 объема воздуха на 1 объем пропана. Последующее увеличение содержания окислителя приводит к отрыву пламени, хлопкам, прекращению горения. Протекание процесса нанесения покрытий с качеством и производительностью, максимально возможной при заданной плотности теплового потока факела пламени, обеспечивается не только правильным (оптимальным) выбором соотношения расходов рабочих газов, но и характеристиками процессов теплообмена между пламенем и напыляемым материалом. Без снижения производительности напыления в факел пропановоздушного пламени (при количестве пропана до 2 м 3/ч - максимально возможные значения для аппаратов газопламенного напыления) можно подать частицы материала с теплофизическими свойствами полимера размером до 160 мкм. Для того чтобы проплавить и разогнать частицы размером 160-360 мкм, необходимо снижать производительность напыления, а напыление частиц размером более 360 мкм газовоздушным пламенем экономически не целесообразно. Газопламенное напыление полимерных покрытий осуществлялось на установке ТЕРКО-П, позволяющей в достаточно широких пределах изменять состав смеси и использовать порошки грануляцией до 300 мкм. Для напыления использовались порошки полиамида и полиэтилентерефталата, рассеянные на фракции, мкм 50 50-60 60-80 80-100 более 100 мкм. Количество воздуха по отношению к количеству пропана в смеси изменялось от 16/1 (восстановительное пламя) до предельно возможного для горения факела 32/1(окислительное пламя). Прочность сцепления исследовалась по штифтовой методике с помощью разрывной машины -5. Испытываемые образцы изготавливались из стали Ст.3, напыляемая поверхность подготавливалась струйно-абразивным методом. Сопоставляя результаты исследования адгезии полимерных покрытий, напыленных различной по составу пропановоздушной смесью и порошками различных фракций, установлено (табл. 1), что наибольшие значения прочности сцепления достигаются при использовании окислительного пламени и порошков с наименьшим размером частиц. Таким образом,наибольший эффект достигается при термоокислении порошков, у которых большая поверхностная площадь контакта частиц с кислородом воздуха способствует образованию значительного числа кислородосодержащих групп (образцы 13-15, 17-20, 28, 29, 31-33). Для того чтобы обеспечить у напыленных порошковых слоев уровень физико-механических свойств, близких к свойствам литых полимеров, необходимо свести к минимуму воздействие как факела пламени, так и окислительной окружающей среды. Только исключив влияние внешних факторов, можно прогнозировать характеристики формируемых покрытий. С этой целью предложено при напылении основного покрытия использовать относительно крупные частицы (размером более 100 мкм) и напыление производить нормальным пламенем (состав смеси соответствует стехиометрическому). В этом случае исключается значительное окисление материала покрытия, которое может вызвать снижение некоторых свойств полимера (например, триботехнических), а также отрицательно повлиять и на адгезию. Последнее обусловлено тем, что диффундирующий кислород расходуется в основном на объемное окисление покрытия, вследствие чего окисление граничного с поверхностью основы промежуточного слоя уменьшается. Если производить напыление восстановительным пламенем, т.е. с избытком горючего газа, снизится плотность теплового потока факела термораспылителя, а соответственно и производительность процесса. 3 На завершающей операции - оплавлении поверхностного слоя напыленного покрытия необходимо также исключить его окисление, что возможно реализовать путем термообработки факелом восстановительного пламени, т.е. пламени с избытком горючего газа относительно стехиометрического значения. Исследования, проведенные с образцами покрытий из полиамида-6, показали (табл. 2),что минимальная интенсивность изнашивания при сухом трении (удельная нагрузка 0,5 МПа, скорость 0,2 м/с, трибометр типа АПВТ) обеспечивается при напылении основного покрытия нормальным пламенем порошком с размером частиц более 100 мкм и оплавлении покрытия восстановительным пламенем. 8528 1 2006.10.30 Таблица 2 Размер на- Соотношение воздухапыляемых и пропана в смеси частиц, мкм при напылении 1 2 3 1 80 20/1 2 80 20/1 3 80 20/1 4 80 24/1 5 100 20/1 6 100 22/1 7 100 24/1 8 120 20/1 9 120 24/1 10 120 24/1 11 120 24/1 12 160 18/1 13 160 22/1 14 160 24/1 15 160 24/1 16 160 30/1 17 160 20/1 18 160 20/1 19 160 24/1 20 160 24/1 Соотношение воздуха и пропана в смеси при оплавлении 4 16/1 20/1 22/1 24/1 16/1 16/1 16/1 18/1 20/1 22/1 24/1 20/1 20/1 20/1 20/1 20/1 16/1 20/1 22/1 24/1 Таким образом, согласно проведенным исследованиям, следует, что напыление предварительного слоя необходимо осуществлять порошком с размером частиц менее 60 мкм в окислительном пламени (при соотношении воздуха и пропана в смеси от 24/1 до 32/1), напыление основного покрытия необходимо осуществлять порошком с размером частиц 100300 мкм в нормальном пламени (при соотношении воздуха и пропана в смеси от 20/1 до 24/1), а оплавление покрытия производить восстановительным пламенем (при соотношении воздуха и пропана в смеси от 16/1 до 20/1). Пример реализации способа. Сферические поверхности шарнирных сочленений силосопроводов кормоуборочных комбайнов КЗР-10 (РУП ПО Гомсельмаш) покрывали полиамидом-11 согласно заявляемому способу с помощью установки ТЕРКО-П. Условия работы сочленения сухое трение с возможным попаданием абразивной пыли, удары, температурные деформации сферы. Подслой (промежуточный слой) толщиной 0,10,15 мм наносили порошком, прошедшим через сито с размером ячейки 50 мкм (размер частиц менее 50 мкм), окислительным пламенем (соотношение воздуха и пропана в смеси 30/1). Покрытие толщиной 0,400,45 мм напыляли порошком с размером частиц 100200 мкм факелом нормального пламени (соотношение воздуха и пропана в смеси 24/1). Оплавление производили факелом при соотношении воздуха и пропана в смеси 18/1. После 4-х месяцев эксплуатации шарниры находились в работоспособном состоянии, покрытие не отслоилось, износ составил 0,030,06 мм. Те же шарниры покрывали по способу-прототипу на установке ТЕРКО-П. Промежуточный слой наносили порошком полиэтилентерефталата (обладает наибольшей адгезией к сталям) с размером частиц от 75 до 250 мкм. Основное покрытие напыляли порошком полиамида - 11 с размером частиц от 75 до 250 мкм. Нанесение подслоя, покрытия и 5 8528 1 2006.10.30 последующее оплавление осуществляли факелом нормального пламени (соотношение воздуха и пропана в смеси 24/1). После 2,5 месяцев эксплуатацию агрегата прекратили вследствие выхода шарнирного сочленения из строя, поскольку на сфере шарнира осталось менее 20 покрытия. Износ оставшихся участков покрытия составил 0,070,09 мм. Полученные данные свидетельствуют о том, что покрытия, нанесенные согласно заявляемому способу, имеют более высокую адгезию и износостойкость, чем полученные по прототипу. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
Метки: покрытия, полимера, способ, порошком, нанесения, термопластичного
Код ссылки
<a href="https://by.patents.su/6-8528-sposob-naneseniya-pokrytiya-poroshkom-termoplastichnogo-polimera.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения покрытия порошком термопластичного полимера</a>
Формовочная масса на основе углеродного материала и термопластичного полимера и способ ее получения
Номер патента: 1410
Опубликовано: 16.12.1996
Авторы: Никель, Клаус-Дитрих
МПК: B29B 7/38, B29B 13/10, C08K 3/04...
Метки: термопластичного, углеродного, основе, полимера, формовочная, масса, способ, материала, получения
Текст:
...температуры порядка 300 С, благодаря чему выделяются летучие компоненты антрацита. Поэтому в частности следует обратить внимание на то, что эти микропоры сообщают антрациту гигроскоиичность (поглощение воды,отчасти и из воздуха окружающей среды, до 6). Способность жидкостей к проникновению в эти микропоры и к накоплению в них обусловлена молекулярной структурой соответствующей жидкостн. Водородные ионы или по меньшей мере водородные...
Способ нанесения покрытия на цилиндрические детали
Номер патента: 4466
Опубликовано: 30.06.2002
Авторы: Ивашко Виктор Сергеевич, Буйкус Кястас Вито
МПК: C23C 4/00
Метки: цилиндрические, способ, покрытия, нанесения, детали
Текст:
...техническая задача решается тем, что в способе нанесения покрытий на цилиндрические детали, включающем газотермическое напыление и одновременно с ним дополнительную обработку, дополнительную обработку производят путем механической очистки наносимого покрытия с помощью металлической щетки по всей ширине напыляемой поверхности детали со стороны, не подвергающейся действию 4466 1 газометаллической струи, со скоростью относительного...
Способ нанесения композиционного полимерного покрытия
Номер патента: 3654
Опубликовано: 30.12.2000
Авторы: Рогачев Александр Владимирович, Казаченко Виктор Павлович
МПК: C23C 14/08, C23C 14/12
Метки: композиционного, покрытия, нанесения, способ, полимерного
Текст:
...состава, морфологического состояния. При этом энергетические затраты незначительны и для его реализации не требуется применение сложного оборудования. Указанный диапазон энергии электронов Е 1,02,5 кэВ, использующийся при зарядке, является оптимальным. При Е 1,0 кэВ зарядка частиц малоэффективна,т.к. в области малых энергий электронов коэффициент вторичной электронной эмиссии 1. При таких значениях энергии нельзя получить поток наночастиц...
Способ нанесения антикоррозионного покрытия
Номер патента: 975
Опубликовано: 15.12.1995
Авторы: Страх Николай Федорович, Якубеня Николай Александрович, Стухляк Петр Данилович, Скороход Александр Зосимович, Юркевич Олег Романович, Ковальчук Людмила Никифоровна
МПК: C23C 4/00
Метки: антикоррозионного, способ, нанесения, покрытия
Текст:
...указанного предела приводит к ухудшению коррозионной стойкости покрытий, так как при пленкообразовании увели чивается доля низкомолекулярных продуктов деструкции, что затруд О)няет пленкообразование и сникает коррозионную стойкость в целом. Увеличение наполнителя более 10 масс.ч. сникает прочность полимерного материала и пропитываемость первого слоя изэа увеличенияВЯЗНОСТИ расплава. НЭПОЛНБНИЭ ПОЛИМ 6 рНОГО материала ВИСМУТОМ Исажей в...
Способ нанесения многослойного металлического покрытия
Номер патента: 8332
Опубликовано: 30.08.2006
Авторы: Мачнев Вячеслав Петрович, Бакаев Александр Григорьевич
МПК: B22F 7/00
Метки: покрытия, нанесения, многослойного, металлического, способ
Текст:
...слой металла имеет большую пористость и шероховатость, поэтому его электродуговой переплав с помощью плазмотрона позволяет удалить газы и сделать слой равным. С другой стороны, переплав механически нанесенного слоя порошка с помощью плазмотрона, без предшествующего конденсаторного припекания, не обеспечивает достижение технической задачи, т.к. порошок уносится с поверхности детали динамическим потоком плазмы. Использование других источников...
Предыдущий патент: Накапливающая информационно-измерительная система силовой установки летательного аппарата
Следующий патент: Комбайн для селективной выемки пластов полезных ископаемых с двумя породными прослоями
Случайный патент: Способ плазменного напыления слоя твердого электролита на элемент топливной ячейки