Способ изготовления металлокорда и машина для его осуществления
Номер патента: 7345
Опубликовано: 30.09.2005
Авторы: Филиппов Вадим Владимирович, Баглай Геннадий Валерьянович, Веденеев Александр Владимирович
Текст
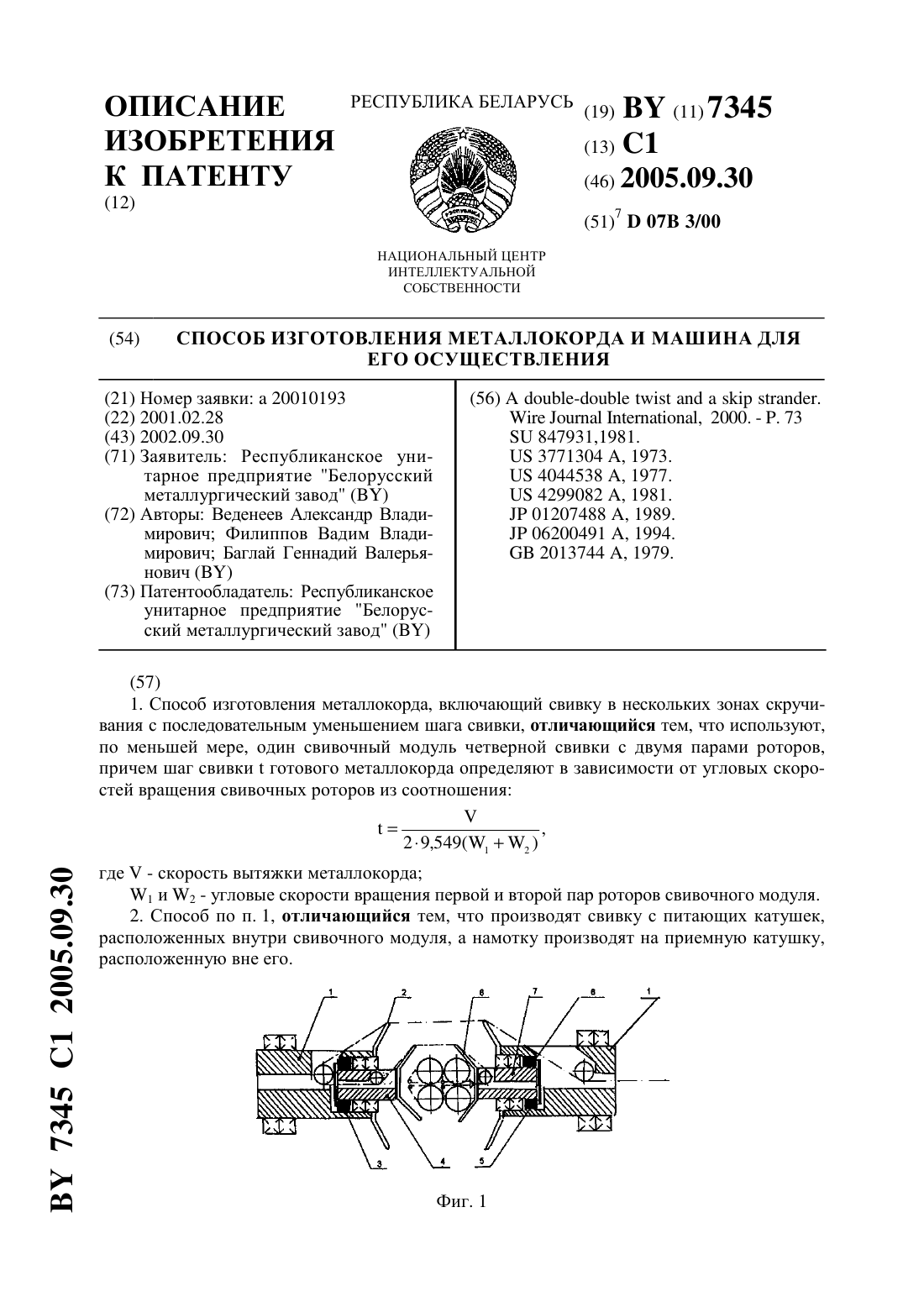
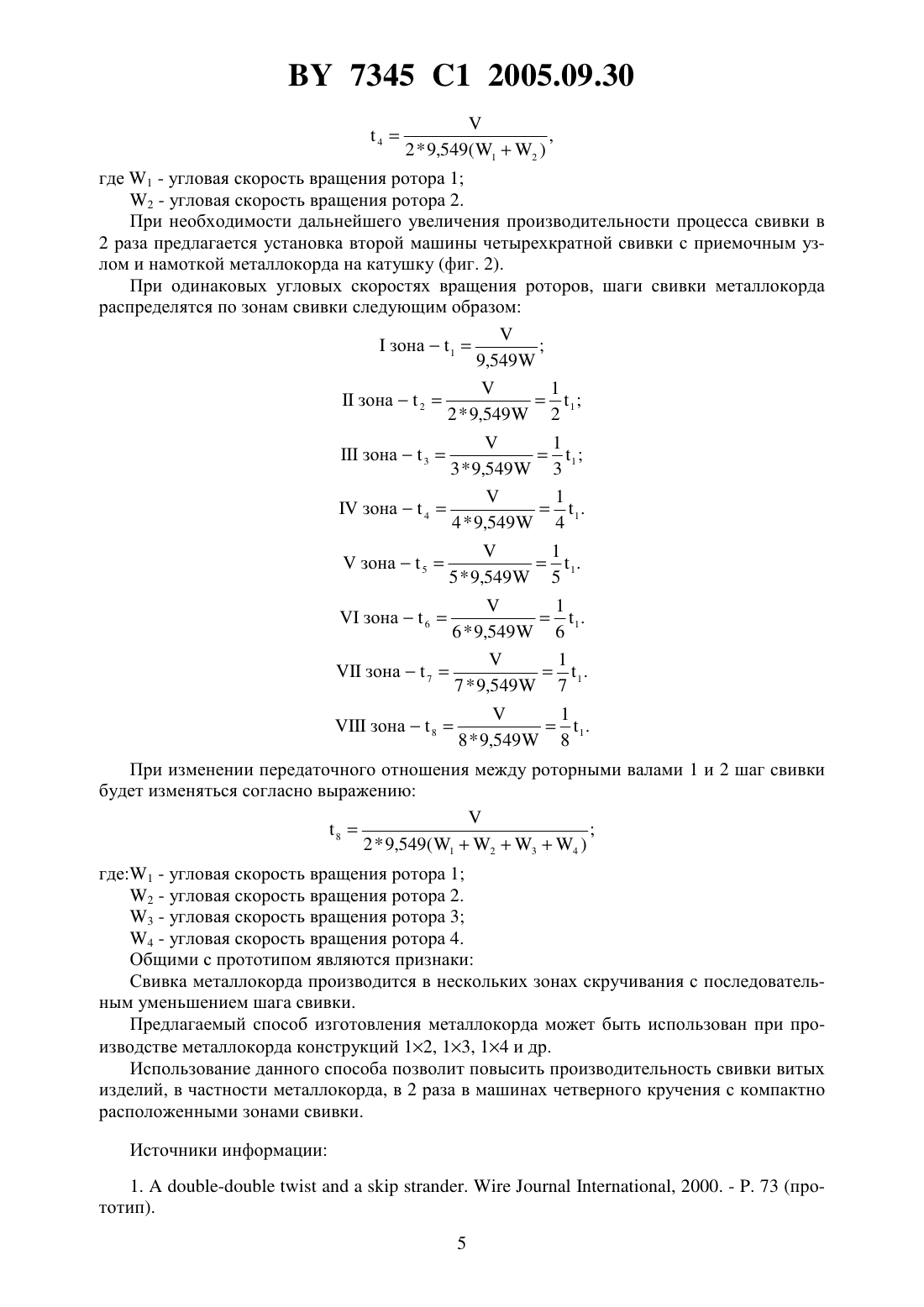
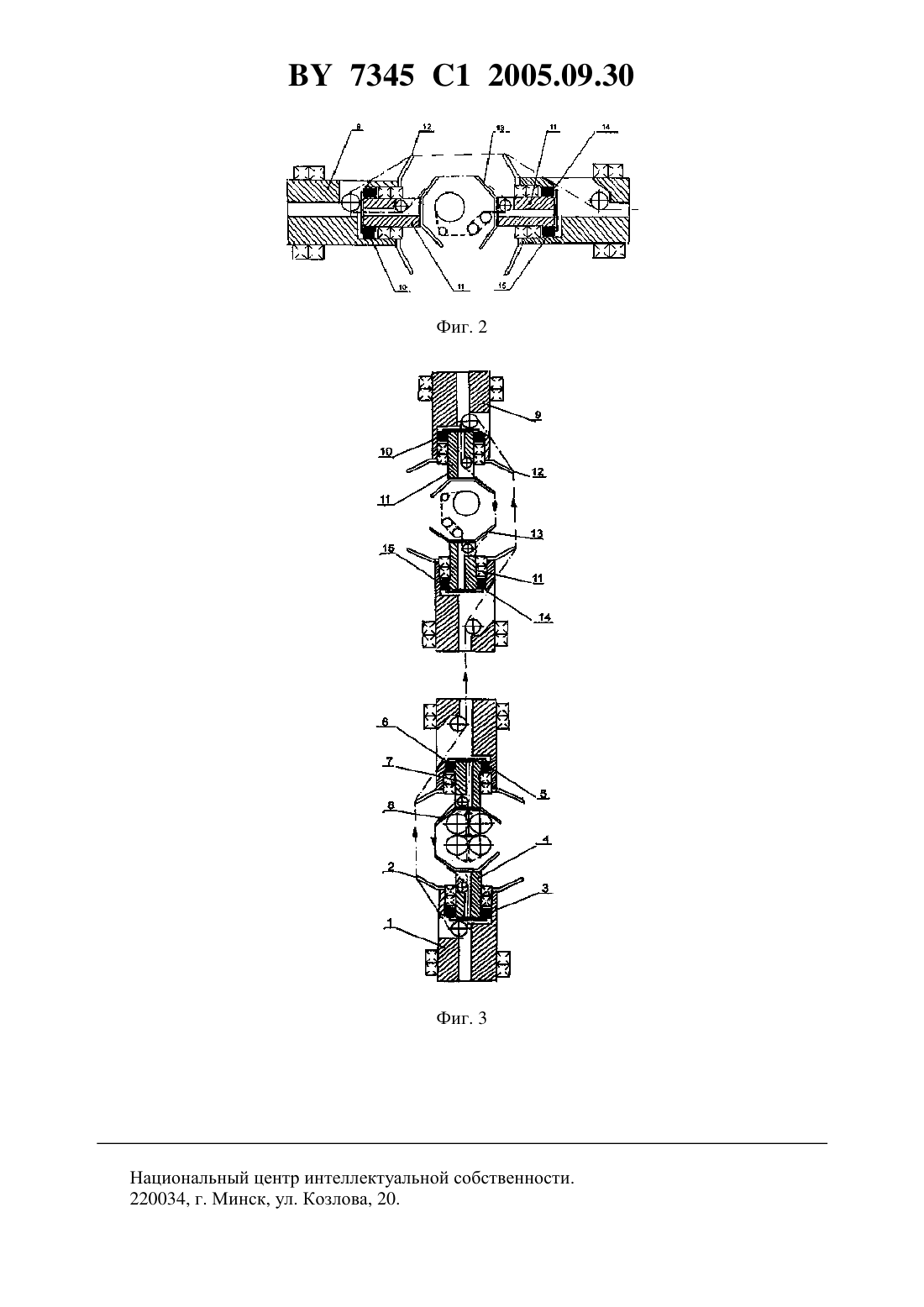
(51)07 3/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКОРДА И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Веденеев Александр Владимирович Филиппов Вадим Владимирович Баглай Геннадий Валерьянович(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) 1. Способ изготовления металлокорда, включающий свивку в нескольких зонах скручивания с последовательным уменьшением шага свивки, отличающийся тем, что используют,по меньшей мере, один свивочный модуль четверной свивки с двумя парами роторов,причем шаг свивкиготового металлокорда определяют в зависимости от угловых скоростей вращения свивочных роторов из соотношения,29,549( 12 ) где- скорость вытяжки металлокорда 1 и 2 - угловые скорости вращения первой и второй пар роторов свивочного модуля. 2. Способ по п. 1, отличающийся тем, что производят свивку с питающих катушек,расположенных внутри свивочного модуля, а намотку производят на приемную катушку,расположенную вне его. 7345 1 2005.09.30 3. Способ по п. 1, отличающийся тем, что производят свивку с питающих катушек,расположенных вне свивочного модуля, а намотку производят на приемную катушку,расположенную внутри него. 4. Способ по п. 1, отличающийся тем, что используют два свивочных модуля четверной свивки с приемной катушкой, расположенной в одном модуле, и питающими катушками, расположенными в другом, а шаг свивкиготового металлокорда определяют из соотношения,29,549(1234 ) где- скорость вытяжки металлокорда 1 и 2 - угловые скорости вращения первой и второй пар роторов первого свивочного модуля 3 и 4 - угловые скорости вращения третьей и четвертой пар роторов второго свивочного модуля. 5. Машина для изготовления металлокорда, включающая, по меньшей мере, один свивочный модуль с роторами, закрепленными на стойках и содержащими роторные диски,электродвигатель, синхронизирующий вал, каретки с питающими и приемной катушками,отличающаяся тем, что свивочный модуль имеет четверную свивку и включает две пары сдвоенных роторов типа ротор в роторе, внутренние роторы которых опираются на внутренние стенки наружных роторов с помощью подшипников, каждая пара роторов оснащена парой роторных дисков или бугелей, причем диаметр внутренних роторных дисков (бугелей) меньше диаметра наружных роторных дисков (бугелей), наружная пара роторов присоединена к электродвигателю посредством синхронизирующего вала, а зубчатые колеса наружных и внутренних роторов связаны паразитными шестернями. 6. Машина по п. 5, отличающаяся тем, что питающие катушки расположены внутри свивочного модуля, а приемная катушка - вне его. 7. Машина по п. 5, отличающаяся тем, что приемная катушка расположена внутри свивочного модуля, а питающие катушки - вне его. 8. Машина по п. 5, отличающаяся тем, что содержит два свивочных модуля, при этом приемная катушка расположена внутри одного модуля, а питающие катушки, внутри другого модуля. Изобретение относится к области изготовления изделий из металлических и полимерных нитей, в частности металлокорда для армирования резинотехнических изделий. В качестве прототипа приняты машина и способ изготовления металлокорда 1. Машина представляет собой совмещенные друг с другом две машины двойного кручения. Свивочный модуль машины состоит из двух роторов с роторными дисками одного размера, имеющими одинаковое направление и скорость вращения от электродвигателя посредством синхронизирующего вала и каретки с питающими или приемной катушками. Каждый ротор машины закреплен на отдельной стойке. При этом в зоне первичной свивки корд свивается с шагом (1), равным 4 шагам готового металлокорда (4).зоне вторичной свивки образуется два шага свивки (2), равные 2 шагам готового металлокорда. В третьей зоне свивки образуются 3 шага свивки (3) длиной, равной 3/4 шага готового металлокорда. В последней зоне свивки получается 4 шага готового корда. Т.е. за один оборот ротора свивочной части получается двойное изменение шага свивки. Использование двух свивочных узлов 1 -расположением питающих катушек, 2 - с приемной катушкой, связанных между собой кинематической или электрической связями, позволяет достичь 4-кратного изменения шага свивки. Достоинством этого способа является более высокая производительность (в 2 раза),чем при изготовлении способом двойного кручения. 2 7345 1 2005.09.30 Недостаток прототипа состоит в том, что изготовленная свивочная машина при использовании 2-х свивочных модулей с 2-мя парами роторов и опорных стоек занимает в 2 раза большую площадь по габаритным размерам, чем машины двойного кручения. Кроме того производительность машин, работающих по способу четверного кручения, в будущем может быть недостаточной. Задача, решаемая изобретением, состоит в получении металлокорда на более компактной машине, используя четверное кручение, и в повышении производительности машины в 2 раза. Технический результат, получаемый при использовании способа, заключается в многостадийном изменении шага свивки (от 4 до 8) с компактным расположением зон свивки. Способ изготовления металлокорда, включает свивку на машинах в нескольких зонах скручивания с последовательным уменьшением шага свивки. Решение поставленной задачи обеспечивается тем, что способ изготовления металлокорда включает свивку в нескольких зонах скручивания с последовательным уменьшением шага свивки. По изобретению используют, по меньшей мере, один свивочный модуль четверной свивки с двумя парами роторов, причем шаг свивкиготового металлокорда определяют в зависимости от угловых скоростей вращения свивочных роторов из соотношения,29,549( 12 ) где- скорость вытяжки металлокорда 1 и 2 - угловые скорости вращения первой и второй пар роторов свивочного модуля. Производят свивку с питающих катушек, расположенных внутри свивочного модуля,а намотку производят на приемную катушку, расположенную вне его, либо с питающих катушек, расположенных вне свивочного модуля, а намотку производят на приемную катушку, расположенную внутри него. Используют и два свивочных модуля четверной свивки с приемной катушкой, расположенной в одном модуле, и питающими катушками, расположенными в другом. Шаг свивкиготового металлокорда определяют из соотношения,29,549( 1234 ) где- скорость вытяжки металлокорда 1 и 2 - угловые скорости вращения первой и второй пар роторов первого свивочного модуля 3 и 4 - угловые скорости вращения третьей и четвертой пар роторов второго свивочного модуля. Машина для изготовления металлокорда включает, по меньшей мере, один свивочный модуль с роторами, закрепленными на стойках и содержащими роторные диски, электродвигатель, синхронизирующий вал, каретки с питающими и приемной катушками. По изобретению свивочный модуль машины имеет четверную свивку и включает две пары сдвоенных роторов типа ротор в роторе, внутренние роторы которых опираются на внутренние стенки наружных роторов с помощью подшипников. Каждая пара роторов оснащена парой роторных дисков или бугелей, причем диаметр внутренних роторных дисков (бугелей) меньше диаметра наружных роторных дисков (бугелей), наружная пара роторов присоединена к электродвигателю посредством синхронизирующего вала, а зубчатые колеса наружных и внутренних роторов связаны паразитными шестернями. Питающие катушки могут быть расположены внутри свивочного модуля, а приемная катушка - вне его. Приемная катушка может быть расположена внутри свивочного модуля, а питающие катушки - вне его. 3 7345 1 2005.09.30 Машина может содержать два свивочных модуля, при этом приемная катушка расположена внутри одного модуля, а питающие катушки - внутри другого модуля. Изобретение поясняется чертежами, где на фиг. 1 показаны машина и схема способа изготовления металлокорда с компактным расположением зон скручивания на одной станине. Машина включает первую роторную пару 1, роторные диски 2, внутренние шестерни 3, дополнительные роторы 4 и 7, паразитные шестерни 5, наружный зубчатый венец 6. На фиг. 2 показана машина и схема способа изготовления металлокорда с компактным расположением зон скручивания на одной станине с механизмом намота металлокорда на катушку, где первая роторная пара - 9, роторные диски - 12, внутренние шестерни - 10,дополнительные роторы - 11, паразитные шестерни - 15, наружный зубчатый венец - 14. На фиг. 3 показана машина и схема способа изготовления металлокорда, полученного путем совмещения схем фиг. 1 и фиг. 2. В предлагаемом способе изготовления металлокорда используется свивочный узел,включающий в себя каретку с питающими катушками, роторные диски, роторные валы и узел намотки готового металлокорда на приемную катушку, отличающуюся тем, что в свивочной части машины имеются две пары роторов (по принципу ротор в роторе) и роторных дисков (бугелей), расположенных на двух уровнях. При этом направление их вращения производится в противоположные стороны (фиг. 1). Привод осуществляется от общего электродвигателя на роторную пару 1. К торцевым поверхностям прикреплены роторные диски 2. Внутри ротора 1 имеются полости, на стенках которых расположены внутренние шестерни 3. В полости вставлены дополнительные ротора 4 и 7 с наружным зубчатым венцом 6. Вращение роторов 4 (7) передается при помощи шестерен 5. При этом вращение роторов 1 и 4 (7) будет противоположным. Угловые скорости вращения роторных пар валов зависят от передаточного отношения зубчатой передачи. Рассмотрим случай, когда роторные валы вращаются с одинаковой угловой скоростью(12),где 1 - частота вращения ротора (1) 2- частота вращения ротора (4). Шаг свивки витого изделия , в частности металлокорда, определяется из отношения. 9,549 где- скорость вытяжки металлокорда- частота вращения ротора. Согласно выражению, шаги свивки металлокорда распределятся по зонам свивки следующим образом Таким образом, видно, что при использовании предложенной схемы величина исходного шага свивки уменьшается в 4 раза, т.е. во столько же раз увеличивая производительность. При изменении передаточного отношения между роторными валами 1 и 2 шаг свивки будет изменяться согласно выражению 4 где 1 - угловая скорость вращения ротора 1 2 - угловая скорость вращения ротора 2. При необходимости дальнейшего увеличения производительности процесса свивки в 2 раза предлагается установка второй машины четырехкратной свивки с приемочным узлом и намоткой металлокорда на катушку (фиг. 2). При одинаковых угловых скоростях вращения роторов, шаги свивки металлокорда распределятся по зонам свивки следующим образом При изменении передаточного отношения между роторными валами 1 и 2 шаг свивки будет изменяться согласно выражению 29,549( 1234 ) где 1 - угловая скорость вращения ротора 1 2 - угловая скорость вращения ротора 2. 3 - угловая скорость вращения ротора 3 4 - угловая скорость вращения ротора 4. Общими с прототипом являются признаки Свивка металлокорда производится в нескольких зонах скручивания с последовательным уменьшением шага свивки. Предлагаемый способ изготовления металлокорда может быть использован при производстве металлокорда конструкций 12, 13, 14 и др. Использование данного способа позволит повысить производительность свивки витых изделий, в частности металлокорда, в 2 раза в машинах четверного кручения с компактно расположенными зонами свивки. Источники информации 1.-., 2000. - . 73 (прототип). 5 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: D07B 3/00
Метки: машина, способ, изготовления, осуществления, металлокорда
Код ссылки
<a href="https://by.patents.su/6-7345-sposob-izgotovleniya-metallokorda-i-mashina-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления металлокорда и машина для его осуществления</a>
Машина для изготовления металлокорда из двух групп проволок

Номер патента: U 1068
Опубликовано: 30.12.2003
Авторы: Худолей Юрий Леонидович, Баглай Геннадий Валерьянович
МПК: B21F 7/00
Метки: проволок, изготовления, машина, металлокорда, групп, двух
Текст:
...устройство включает дополнительные внешние статические размоточные устройства для первой группы проволок с питающими катушками, количество которых может быть от 2 до 4. Причем модуль двойной свивки металлокорда дополнительно включает преформирующее устройство для предварительной преформации проволок. Полезная модель поясняется чертежом, где на фиг. 1 изображена схема машины для изготовления металлокорда из двух групп проволок типа 22, 32,...
Способ изготовления металлокорда
Номер патента: 7086
Опубликовано: 30.06.2005
Авторы: Желтков Александр Сергеевич, Веденеев Александр Владимирович, Филиппов Вадим Владимирович
МПК: D07B 3/00
Метки: металлокорда, способ, изготовления
Текст:
...проволоку.Известно, что при деформации проволок методом изгиба или кручения внутри проволок кроме пластической деформации появляются упругие остаточные напряжения, которые в сторону обратную прикладываемой нагрузке. Получение плотного прилегания проволок обеспечивается направлением остаточных напряжений в сторону закручивания спирали проволок, уложенных в металлокорд за счет упругого кручения проволок вокруг своей оси, ведущего к...
Способ изготовления витых изделий
Номер патента: 114
Опубликовано: 30.09.1994
Авторы: Веденеев А. В., Фетисов В. П., Бирюков Б. А., Ненашев А. В., Феоктистов Ю. В.
Метки: способ, изделий, изготовления, витых
Текст:
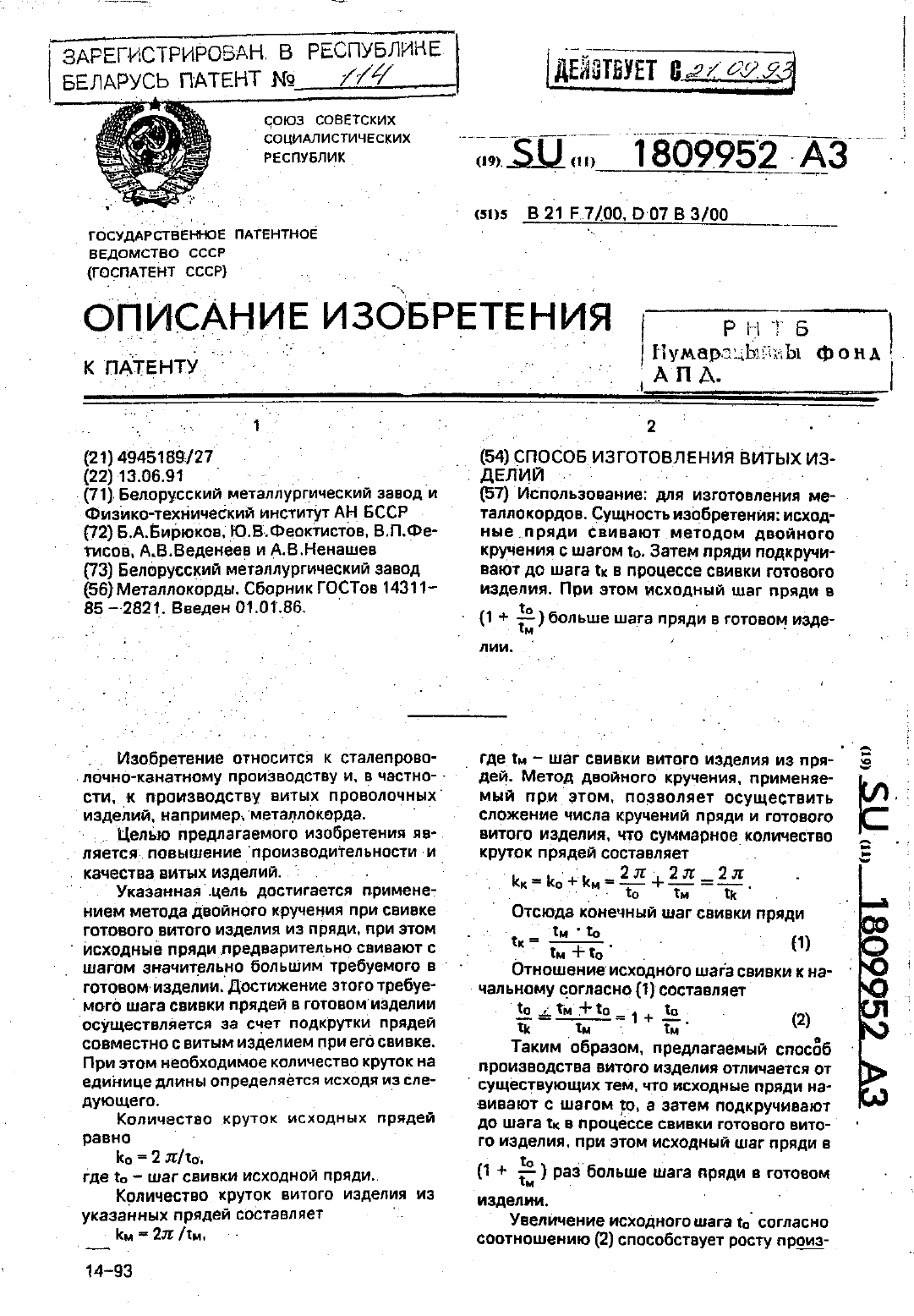
...на чальному согласно (1) составляетпроизводства витого изделия отличается от СУЩеСТВующих тем. что исходные пряди на ВИВЗЮТ С ШЗГОМ 0. а ЗЗТВМ подкручивают ДО шага Тк В процессе СВИВКИ ГОТОВОГО ВИТОГО ИЗДЕЛИЯ. ПРИ ЭТОМ ИСХОДННЙ шаг пряди Вг М 1 а) раз больше шага пряди в готовомизделии. . Увеличение исходного шага то согласно соотношению (2) способствует росту производительности при свивке прядей. а их подкрутка в процессе свивки готового...
Способ получения металлокорда
Номер патента: 799
Опубликовано: 15.08.1995
Авторы: Фетисов В. П., Ненашев А. В., Бирюков Б. А., Феоктистов Ю. В., Веденеев А. В.
Метки: получения, металлокорда, способ
Текст:
...продольного зазора ди определяется величиной необходимого опричного зазора д 7 м ПЕ), связанных соотношениемДля п наружных элементов увеличение длины окружности свивки составитили с учетом увеличения их сечения от наклона к оси витого изделия на угол свивки 04Коэффициент увеличения радиуса навивки пропорционален отношению длин и ЗЫТ свРеализацию способа покаием на примере изготовления металлокорда констршипии Зх 7 СТ 6) методом...
Способ производства проволоки для металлокорда и волочильный стан для обработки передельной заготовки для производства металлокорда
Номер патента: 1388
Опубликовано: 16.09.1996
Авторы: Бирюков Б. А., Фетисов В. П., Березуев А. И., Редреев Л. И., Алексеев Ю. Г., Абросимов В. П., Пикулин В. А.
Метки: стан, способ, передельной, обработки, металлокорда, волочильный, проволоки, производства, заготовки
Текст:
...СТЗЛИ, ОСПУСЛОВДиаметр Прирост удельного объема проволо катанки диам.5,5 мм, холодиодеформированнои ки мм п-оволоки3. ленное повышением плотности дефектов кристаллической решетки. Дальнейшее увеличение обжатия до 91,5 сопровождается резким приростом удельного объема с 0,4 до 1,2, что свидетельствует об интенсивном зарождении микротрещин. С учетом возможной неоднородности микроструктуры катанки, обусловленной ликвацией химических...
Предыдущий патент: Способ стабилизации резин на основе ненасыщенных каучуков
Следующий патент: Добавка в бетонные и растворные смеси
Случайный патент: Запоминающее устройство