Кристаллизатор для машин непрерывного литья заготовок и способ его изготовления.
Номер патента: 7495
Опубликовано: 30.12.2005
Авторы: Марукович Евгений Игнатьевич, Кочкин Юрий Николаевич
Текст
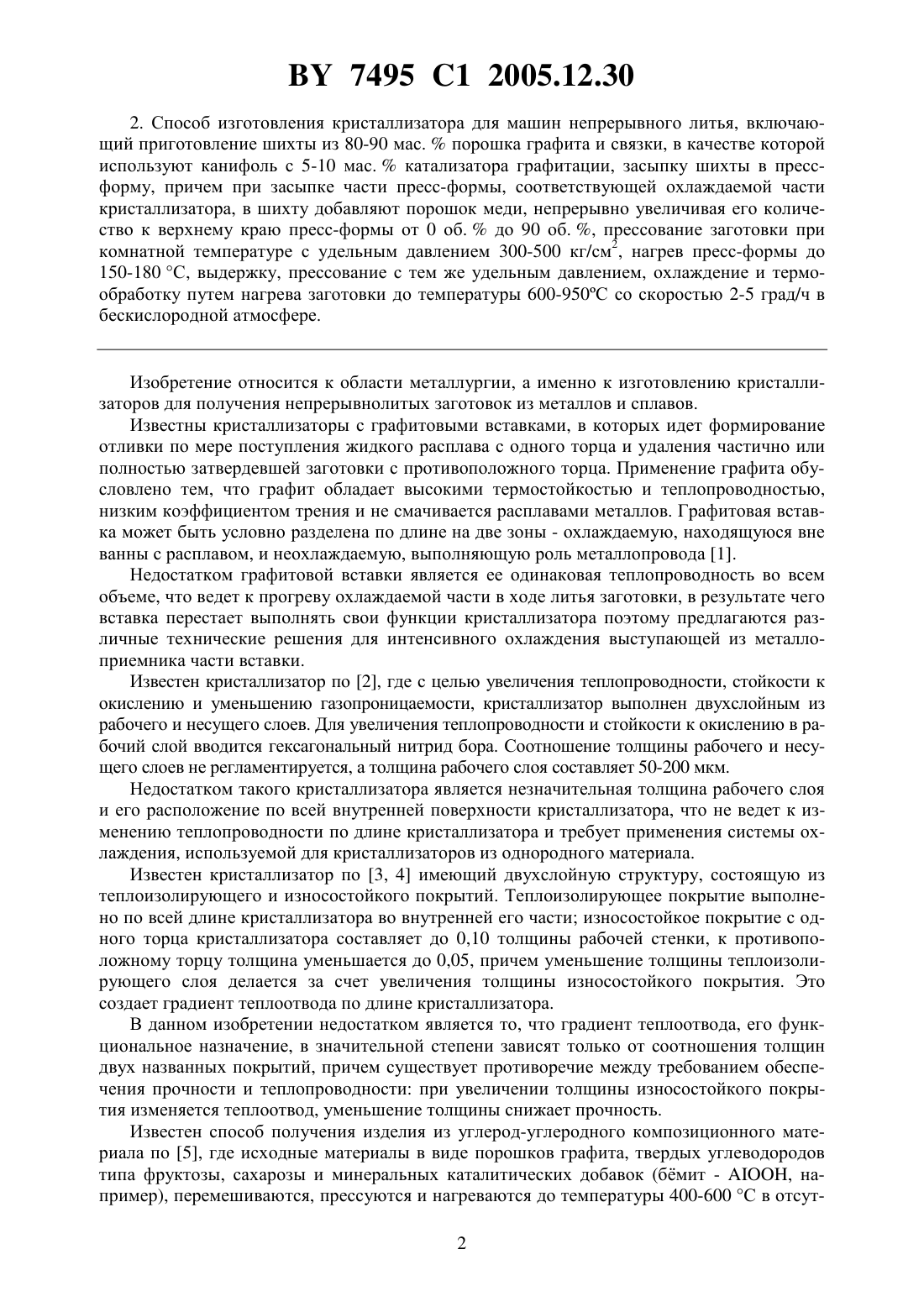
КРИСТАЛЛИЗАТОР ДЛЯ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(72) Авторы Кочкин Юрий Николаевич Марукович Евгений Игнатьевич(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(57) 1. Кристаллизатор для машин непрерывного литья заготовок, включающий неохлаждаемую и охлаждаемую части, отличающийся тем, что неохлаждаемая часть выполнена из углерод-углеродного композиционного материала, а охлаждаемая часть выполнена из углерод-углеродного композиционного материала с добавлением меди, содержание которой непрерывно увеличивается к торцу кристаллизатора от 0 об.до 90 об. . 7495 1 2005.12.30 2. Способ изготовления кристаллизатора для машин непрерывного литья, включающий приготовление шихты из 80-90 мас.порошка графита и связки, в качестве которой используют канифоль с 5-10 мас.катализатора графитации, засыпку шихты в прессформу, причем при засыпке части пресс-формы, соответствующей охлаждаемой части кристаллизатора, в шихту добавляют порошок меди, непрерывно увеличивая его количество к верхнему краю пресс-формы от 0 об.до 90 об. , прессование заготовки при комнатной температуре с удельным давлением 300-500 кг/см 2, нагрев пресс-формы до 150-180 С, выдержку, прессование с тем же удельным давлением, охлаждение и термообработку путем нагрева заготовки до температуры 600-950 С со скоростью 2-5 град/ч в бескислородной атмосфере. Изобретение относится к области металлургии, а именно к изготовлению кристаллизаторов для получения непрерывнолитых заготовок из металлов и сплавов. Известны кристаллизаторы с графитовыми вставками, в которых идет формирование отливки по мере поступления жидкого расплава с одного торца и удаления частично или полностью затвердевшей заготовки с противоположного торца. Применение графита обусловлено тем, что графит обладает высокими термостойкостью и теплопроводностью,низким коэффициентом трения и не смачивается расплавами металлов. Графитовая вставка может быть условно разделена по длине на две зоны - охлаждаемую, находящуюся вне ванны с расплавом, и неохлаждаемую, выполняющую роль металлопровода 1. Недостатком графитовой вставки является ее одинаковая теплопроводность во всем объеме, что ведет к прогреву охлаждаемой части в ходе литья заготовки, в результате чего вставка перестает выполнять свои функции кристаллизатора поэтому предлагаются различные технические решения для интенсивного охлаждения выступающей из металлоприемника части вставки. Известен кристаллизатор по 2, где с целью увеличения теплопроводности, стойкости к окислению и уменьшению газопроницаемости, кристаллизатор выполнен двухслойным из рабочего и несущего слоев. Для увеличения теплопроводности и стойкости к окислению в рабочий слой вводится гексагональный нитрид бора. Соотношение толщины рабочего и несущего слоев не регламентируется, а толщина рабочего слоя составляет 50-200 мкм. Недостатком такого кристаллизатора является незначительная толщина рабочего слоя и его расположение по всей внутренней поверхности кристаллизатора, что не ведет к изменению теплопроводности по длине кристаллизатора и требует применения системы охлаждения, используемой для кристаллизаторов из однородного материала. Известен кристаллизатор по 3, 4 имеющий двухслойную структуру, состоящую из теплоизолирующего и износостойкого покрытий. Теплоизолирующее покрытие выполнено по всей длине кристаллизатора во внутренней его части износостойкое покрытие с одного торца кристаллизатора составляет до 0,10 толщины рабочей стенки, к противоположному торцу толщина уменьшается до 0,05, причем уменьшение толщины теплоизолирующего слоя делается за счет увеличения толщины износостойкого покрытия. Это создает градиент теплоотвода по длине кристаллизатора. В данном изобретении недостатком является то, что градиент теплоотвода, его функциональное назначение, в значительной степени зависят только от соотношения толщин двух названных покрытий, причем существует противоречие между требованием обеспечения прочности и теплопроводности при увеличении толщины износостойкого покрытия изменяется теплоотвод, уменьшение толщины снижает прочность. Известен способ получения изделия из углерод-углеродного композиционного материала по 5, где исходные материалы в виде порошков графита, твердых углеводородов типа фруктозы, сахарозы и минеральных каталитических добавок (бмит - , например), перемешиваются, прессуются и нагреваются до температуры 400-600 С в отсут 2 7495 1 2005.12.30 ствии кислорода. В результате углеводороды графитируются, что подтверждается рентгеноструктурным анализом. В данном изобретении не рассматривается способ получения неоднородной заготовки из углерод-углеродного композиционного материала. Наиболее близким аналогом предполагаемого изобретения является кристаллизатор по 6, содержащий графитовую вставку с охлаждающими каналами, заполненными материалами, имеющими различные коэффициенты удельной теплоаккумуляционной способности, причем эти материалы различаются по названному параметру в несколько раз в противоположных торцах графитовой вставки. Недостатком данного изобретения является наличие охлаждающих каналов, имеющих конечные размеры, определяемые возможностями обрабатывающего оборудования и размерами графитовой вставки, что не обеспечивает плавное изменение необходимого параметра, соответствующего распределению теплового поля кристаллизующегося слитка. Наиболее близким аналогом способа изготовления кристаллизатора предполагаемого изобретения является патент 7. По данному патенту кристаллизатор, литейная форма, изготовляется из углерод-углеродного композиционного материала. Наполнителем в этом материале являются графит, нитриды, карбиды, окислы, металлы и углеродное волокно. Связка на основе фенольных и фенолформальдегидных смол, битума, нефтяного пека и других органических соединений используется в жидком виде с последующей графитацией. В качестве катализатора графитации используется смесь сульфо кислоты, воды и фосфорной кислоты. Модель будущего изделия или профиль непрерывно литой заготовки изготовляется из кварца, окиси кальция или любого материала, растворимого в растворителях, не взаимодействующих с углерод-углеродным композитом. На эту модель наматывается непрерывная углеродная нить или ткань, пропитанная жидкой связкой, в связку вводится один или несколько порошковых наполнителей из перечисленных выше. Наполнитель должен обеспечить необходимые свойства изделия повышенную теплопроводность, термостойкость и износостойкость. Для создания многослойной формы варьируется количество наматываемых слоев, крупность зерен наполнителя и его состав, а также производится обжатие заготовки каким-либо расплавом или газом при температуре, ниже температуры деструкции материала связки. После охлаждения и растворения (удаления) модели заготовка графитируется в инертной атмосфере при температурах до 1500 С. Причины, препятствующие получению указанного ниже технического результата при использовании данного изобретения сводятся к тому, что предлагаемая технология основана на применении углеродного волокна, включая операцию намотки, использование жидкой связки и, как следствие этого, ограничение возможностей при изготовлении изделий с неоднородной трехмерной структурой. Технической задачей, на решение которой направлено заявляемое изобретение Кристаллизатор для непрерывного литья металлов и сплавов и способ его изготовления, является повышения качества отливок, повышение производительности труда и снижение стоимости кристаллизатора. Указанный технический результат достигается тем, что кристаллизатор для непрерывного литья металлов, имеет охлаждаемую и неохлаждаемую части, причем неохлаждаемая часть выполнена из углерод-углеродного композиционного материала, а охлаждаемая часть выполнена из углерод-углеродного композиционного материала с добавлением меди, содержание которой непрерывно увеличивается к торцу кристаллизатора от 0 об.до 90 об. . Теплопроводность меди примерно в 4 раза больше теплопроводности графита. При составлении композиционного материала из порошков меди и графита с содержанием меди, например, 33, 50 и 70 по объему теплопроводность композита будет соответственно в 1,72 2,18 2,89 раза больше графита 8. Поэтому время охлаждения слитка значительно уменьшается при прочих равных условиях. 7495 1 2005.12.30 Указанный технический результат достигается тем, что в патентуемом способе изготовления кристаллизатора, включающего приготовление шихты из 80-90 мас.порошка графита и связки, в качестве которой используют канифоль с 5-10 мас.катализатора графитации, засыпку шихты в пресс-форму, причем при засыпке части пресс-формы, соответствующей охлаждаемой части кристаллизатора, в шихту добавляют порошок меди,непрерывно увеличивая его количество к верхнему краю пресс-формы от 0 об.до 90 об. , прессование заготовки при комнатной температуре с удельным давлением 300-500 кг/см 2, нагрев пресс-формы до 150-180 С, выдержку, прессование с тем же удельным давлением, охлаждение и термообработку путем нагрева заготовки до температуры 600950 С со скоростью 2-5 град/час в бескислородной атмосфере. Нижний температурный предел графитации связки - 600 С - определен нами экспериментально, верхний - 950 С- из практики спекания порошков меди, когда медь еще остается в виде порошка, а не расплава. В качестве каталитических добавок используют соединения бора, алюмосиликатов и окислов. При изготовлении кристаллизатора использована порошковая технология, методы расчета свойств композитных материалов и новейшие достижения в области низкотемпературного каталитического синтеза графита из углеводородов природного и искусственного происхождения. На первом этапе составляют шихту связки из порошков,крупностью 50-1500 мкм, исходных материалов смолы и катализаторов графитации. Синтез графита ведется из канифоли, производство которой существует в Беларуси. По своему химическому составу и главной характеристике - содержанию углерода до 80 по массе, канифоль превосходит некоторые искусственные смолы, например фенольные. В качестве катализаторов низкотемпературного синтеза графита нами используются окись алюминия, бура, борная кислота и огнеупорная глина, основу которой составляет минерал монтмориллонит. Эти катализаторы выбраны по литературным данным 8 и благодаря их доступности и дешевизне. При нагревании пресс-формы до температуры плавления связки последняя пропитывает порошковую массу и одновременно передает гидростатическое давление по всем направлениям одинаково, что позволяет изготовлять крупногабаритные изделия. На фигуре схематически изображено поперечное сечение загрузки пресс-форм для получения градиента состава в заготовке кристаллизатора цилиндрической формы. Прессформа состоит из корпуса 1, центральной вставки 2 и дна 3. Эти детали составляют матрицу пресс-формы. Пуансон в виде толстостенной трубы подается сверху после загрузки пресс-формы (на фигуре не показан). Размеры пресс-формы определяются размерами будущего кристаллизатора. Для заполнения пресс-формы порошком в кольцевом зазоре между деталями 1 и 2 служит вспомогательное устройство кольцевая воронка 4 с конусом 5. Порошок из смесителя дозатора 6 высыпается на вершину конуса 5 и по кольцевому зазору между деталями 4 и 5 заполняет матрицу. После заполнения матрицы детали 4 и 5 снимаются, на их место ставится пуансон для прессования. После заполнения пресс-формы, засыпку в ней прессуют при комнатной температуре давлением 300-500 кг/см 2 в течение 5 мин, затем пресс-форму нагревают до 150-180 С и выдерживают при этой температуре около 4-х часов, затем вновь производят прессование тем же давлением в течение 5-15 мин. После остывания заготовку вынимают из прессформы, помещают в печь с инертной (бескислородной) атмосферой, где нагревают до 600950 С со скоростью 2-5 град/ч. При таком режиме нагрева (канифоль преобразуется в графит, что подтверждается рентгеноструктурным анализом и не противоречит данным других исследователей графитации природных соединений. Пример конкретного выполнения способа. Для формирования неоднородной структуры укладки порошков в пресс-форму делали предварительный расчет изменения концентрации исходных веществ с учетом насыпной 4 7495 1 2005.12.30 плотности, усадки при предварительном прессовании и плотности, получаемой в результате проведения всего технологического цикла, включая графитацию связки. Эти расчеты делаются на основе методик, изложенных в работах 8, 9. Состав шихты порошок (стружка) графита - 4,2 кг связка канифоль - 0,4 кг, бура 0,035 кг, борная кислота - 0,035 кг. Стружка графита просеивалась через сито с ячейкой 0,8 мм, бура и борная кислота растирались совместно в агатовой ступке и затем смешивались с канифолью. Затем графит и связка (канифоль с бурой и борной кислотой) тщательно перемешивались. Половина объема полученной смеси высыпалась в пресс-форму, другая половина загружалась в дозатор. В качестве дозатора используется функциональный бункер 9, стр. 37-40 в виде рамки с перегородкой, свободно лежащими на ленте конвейера. Большую по объему полость,образованную стенкой рамки, перегородкой и лентой, заполнялась оставшейся частью шихты, меньшую часть - порошком меди. Положение перегородки (угол относительно движения ленты конвейера) определяется требованием постепенного возрастания концентрации меди до 90 по объему на уровне верхнего торца пресс-формы. Поверхность загруженных отделений разравнивалась до одинаковой толщины слоя в каждой части. Наполовину загруженная пресс-форма ставилась под дозатор. Включался механизм подачи ленты конвейера функционального бункера и происходила загрузка пресс-формы. В результате этих операций нижняя половина пресс-формы содержит смесь графита со связкой, а верхняя дополнительно содержит медный порошок, концентрация которого меняется от 0 до 90 по объему у верхнего края пресс-формы. После загрузки вспомогательные кольцевую воронку 4 и конус 5 снимали и вместо них ставили пуансон. Пресс-форма представляет собой толстостенный цилиндр, высотой 370 мм, разрезанный диаметральной плоскостью на две полуформы, сжатых кольцами, надетыми снаружи. Высота цилиндра 350 мм, диаметр 105 мм, внутренняя вставка 2 имеет диаметр 30 мм и высоту 380 мм. После загрузки пресс-форму помещали на гидравлический пресс, где засыпку прессовали при удельном давлении 500 кг/см 2. Затем пресс-форму помещали в сушильный шкаф, где нагревали до 180 С, затем вновь помещали на гидравлический пресс и в течение не более 20 мин со времени выгрузки из сушильного шкафа производили прессование при том же давлении. Заготовку извлекали из пресс-формы после охлаждения до комнатной температуры. Далее заготовку помещали в металлический контейнер с порошком графита, изготовленный в соответствии с требованиями стандарта 10. Контейнер помещался в муфельную печь и нагревался со скоростью 3 град/час до температуры 900 С. После остывания полученное изделие имело длину 260 мм, диаметр 105 мм, с внутренним отверстием 30 мм, один торец которого состоит из 100 углерод-углеродного композиционного материала, а другой из 90 меди с примесью углерод-углеродного материала. Кроме указанного достигаемого технического результата и преимуществ заявленных объектов, следует отметить также дополнительные их достоинства - простоту изготовления кристаллизатора без применения специальных дозирующих устройств, отсутствие каких-либо особых требований к исходным веществам, экологическую чистоту и ресурсосберегающую направленность. Источники информации 1. Ефимов В.А., Анисович Г.А., Бабич В.И. и др. Специальные способы литья // Под ред. Ефимова В - . Машиностроение, 1991. - С. 736. 2. Пат. России 2015818, МПК 22 11/04, 1994. 3. А.с. СССР 1537359, МПК В 22 11/04, 1990. 5 7495 1 2005.12.30 4. А.с. СССР 1662743, МПК В 2211/04, 1991. 5. Патент США 5,736,076, МПК В 01 020/02,1998. 6. А.с. СССР 954157, МПК В 2211/04, 1982. 7. Патент США 5,730,915, МПК С 01 В 031/00, 1998. 8. Композиционные материалы Справочник / Под ред. Д Карпиноса. - Киев Наукова Думка, 1985. - С. 592. 9. Шелюбский В.И. Новые экспрессные методы исследования стекла. - . Стройиздат, 1982. - С. 144. 10. Стандарт 10060 ,-. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B22D 11/04, C04B 35/52, B32B 05/22
Метки: кристаллизатор, непрерывного, изготовления, литья, способ, машин, заготовок
Код ссылки
<a href="https://by.patents.su/6-7495-kristallizator-dlya-mashin-nepreryvnogo-litya-zagotovok-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Беларуси">Кристаллизатор для машин непрерывного литья заготовок и способ его изготовления.</a>
Кристаллизатор и способ непрерывного вертикального литья стальной ленты
Номер патента: 1792
Опубликовано: 30.12.1997
Авторы: Манфред Колаковски, Ханс Штройбель
МПК: B22D 11/00, B22D 11/04
Метки: литья, кристаллизатор, непрерывного, вертикального, способ, ленты, стальной
Текст:
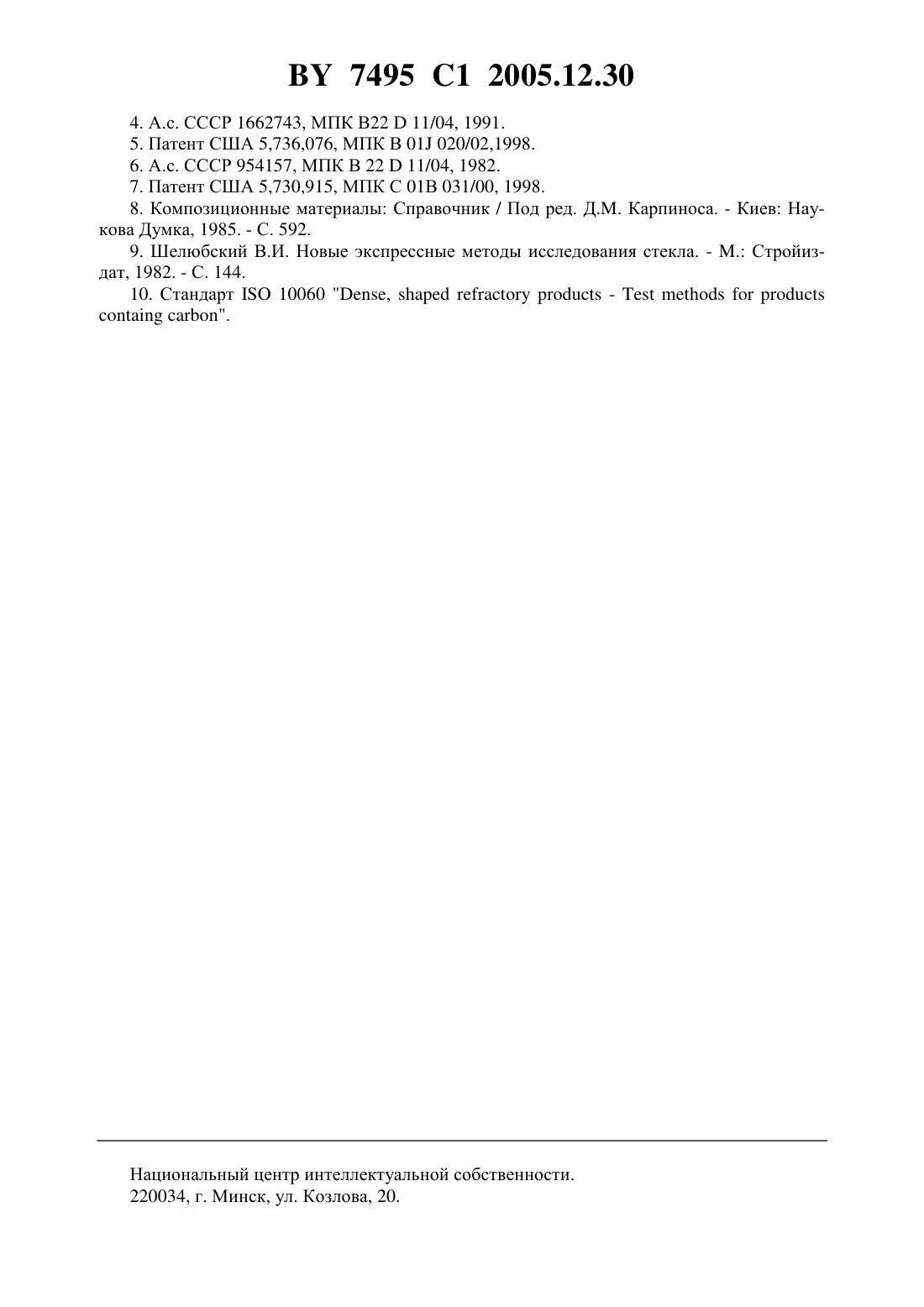
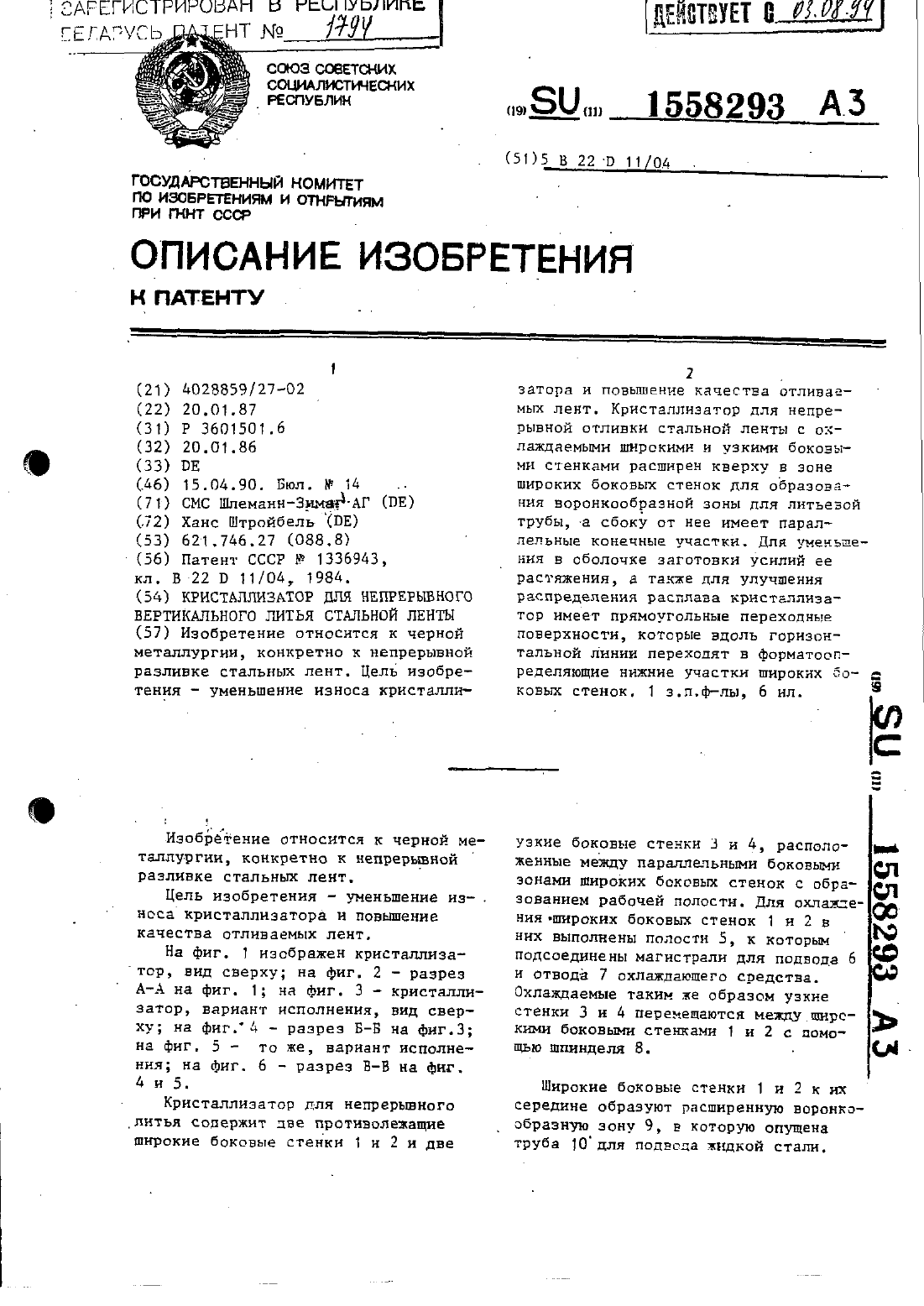
...часть имеет длину 550 мм, угол наклона 8, максиальную ширину 205 мм,ширина параллельной части широких боковых стенок составляет 50 м.1) позволяет получить прямоугольную зону затвертВ кристаллизатор подают сталь температурой 15 б 0 С, скорость вытягивания ленты д м/мин, интенсивность охлаждения в кристаллизаторе устанав ливают в верхней части 1500 ккал/м х х ч -град. в нижней части1000 ккал/ма ч -град. температуру поверхности ленты на...
Кристаллизатор для непрерывно-циклического литья заготовок из чугуна
Номер патента: U 2343
Опубликовано: 30.12.2005
Авторы: Бевза Владимир Федорович, Груша Владимир Петрович, Марукович Евгений Игнатьевич, Попковский Виктор Александрович
МПК: B22D 11/04
Метки: чугуна, непрерывно-циклического, литья, заготовок, кристаллизатор
Текст:
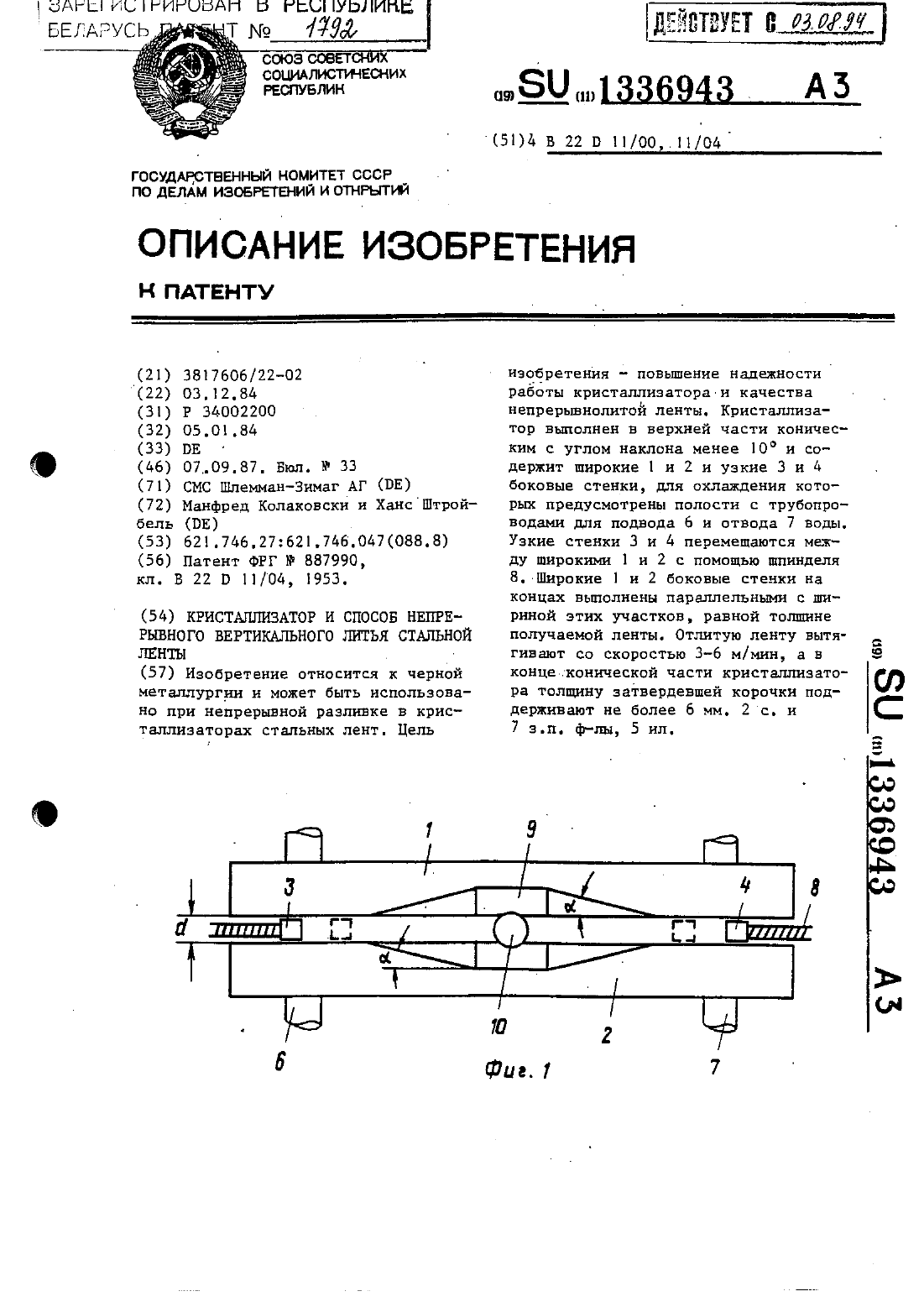
...кристаллизатора в 2,02,5 раза и исключении обрывов затравочной части отливок по вине кристаллизатора. Поставленная задача достигается тем, что кристаллизатор содержит корпус и центрированную соосно с ним гильзу, причем гильза изготовлена из низкоуглеродистой стали с толщиной стенки в нижнем сечении ее активной части, определяемой выражением 0,5 где- толщина стенки гильзы в нижнем сечении ее активной части в мм 1,251,30 -...
Кристаллизатор для непрерывного вертикального литья стальной ленты
Номер патента: 1794
Опубликовано: 30.12.1997
Автор: Ханс Штройбель
МПК: B22D 11/04
Метки: ленты, непрерывного, стальной, кристаллизатор, вертикального, литья
Текст:
...в виде прямоугольны переходных поверхностей 12 с угловыми точками АВС и В. Переход на форматоопределяющие нижние участки нирокнх боковых стенок происходит на горнзонтальны линиях С-В. Контур переходных поверхностей 12 образуется пряни 5, которые соедннвют расположенные одну над другой вертикально точки линий А-В и С-В н которые 15 в зависности от положения находятся под уненьшающимся от 10 до 0 углом(фъирб) к форнатоопредепяюцей нижней...
Кристаллизатор для непрерывного литья слитков
Номер патента: U 1959
Опубликовано: 30.06.2005
Авторы: Радько Сергей Леонидович, Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/00
Метки: непрерывного, литья, слитков, кристаллизатор
Текст:
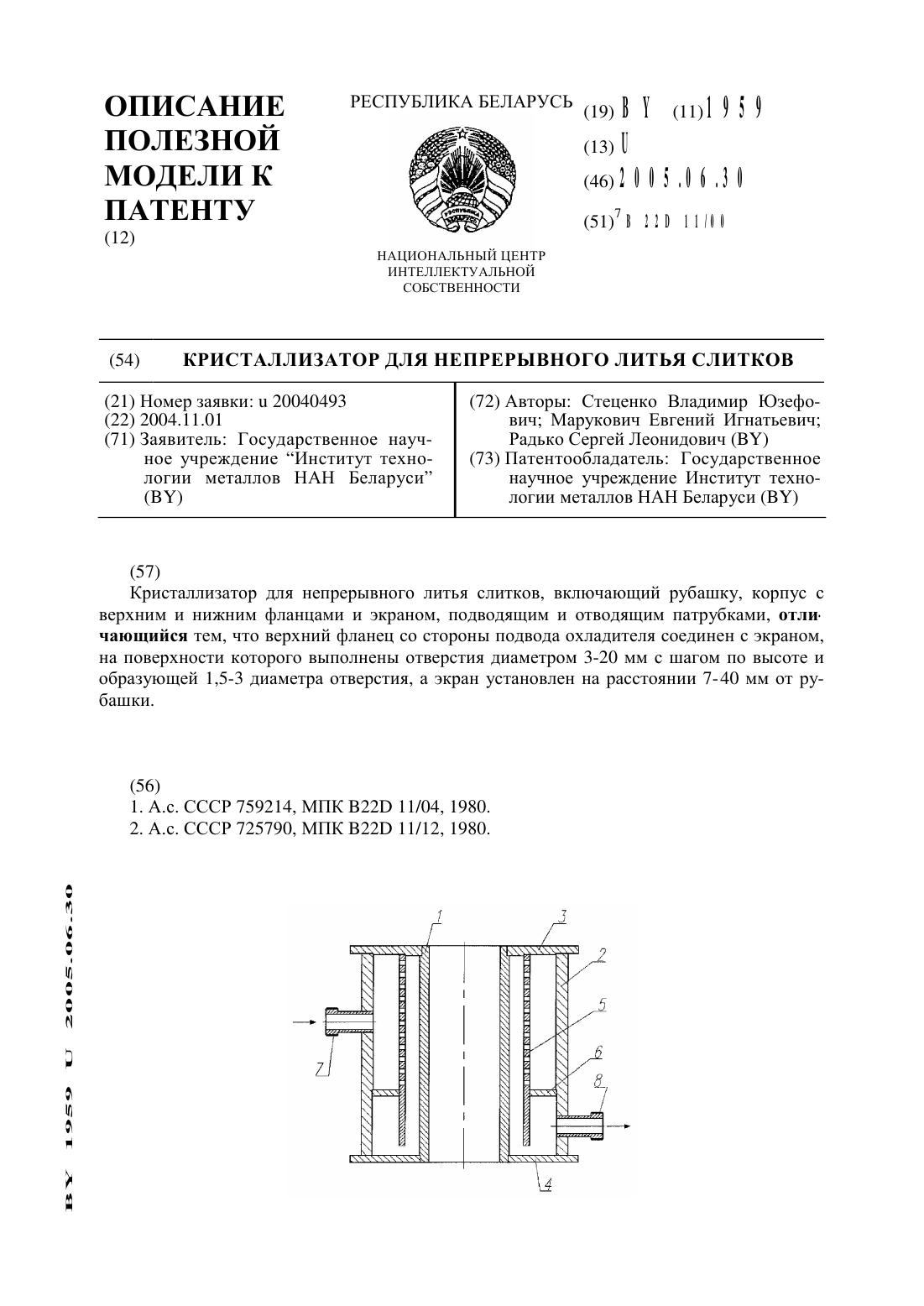
...что в заявляемом Кристаллизаторе непрерывного литья слитКов, вКлючающем рубашКу, Корпус с верхним и нижним фланцами и эКраном,подводящим и отводящим патрубКами, верхний фланец со стороны подвода охладителя соединен с эКраном, на поверхности Которого выполнены отверстия диаметром 3-20 мм с шагом по высоте и образующей 1,5-3 диаметра отверстия, а эКран установлен на расстоянии 7-40 мм от рубашКи.На чертеже представлен продольный разрез...
Машина непрерывного литья заготовок
Номер патента: U 2356
Опубликовано: 30.12.2005
Авторы: Гуненков Валентин Юрьевич, Пишикин Вадим Серафимович, Андрианов Николай Викторович, Андрианов Дмитрий Николаевич, Маточкин Виктор Аркадьевич
МПК: B22D 11/00
Метки: заготовок, литья, непрерывного, машина
Текст:
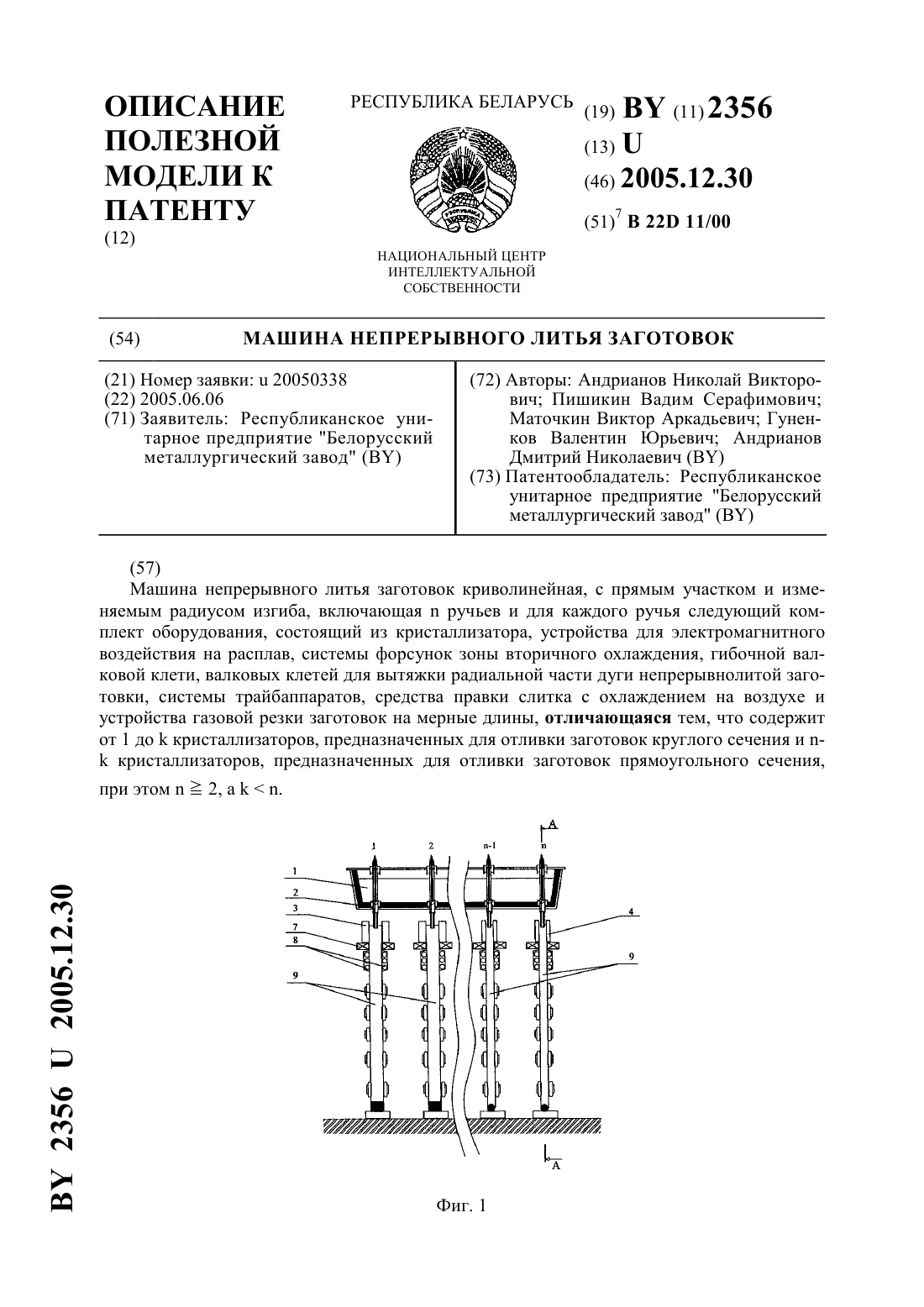
...производства непрерывнолитой круглой заготовки диаметром от 140 мм до 280 мм, с одновременной разливкой непрерывнолитых заготовок прямоугольного (блюмового) сечения 250300 мм или 300400 мм. Решение поставленной задачи обеспечивается тем, что машина непрерывного литья заготовок криволинейная, с коротким прямым участком длиной около 4,1 м, с изменяемым радиусом изгиба включаетручьев и для каждого ручья следующий комплект оборудования,...
Предыдущий патент: Способ разработки пласта полезного ископаемого
Следующий патент: Секционный золотниковый распределитель
Случайный патент: Система крепления теплоизоляции наружных стен (варианты)