Система для автоматического управления металлорежущим станком, преимущественно токарным
Номер патента: 6159
Опубликовано: 30.06.2004
Авторы: Каштальян Иван Алексеевич, Цыркунов Михаил Кондратович
Текст
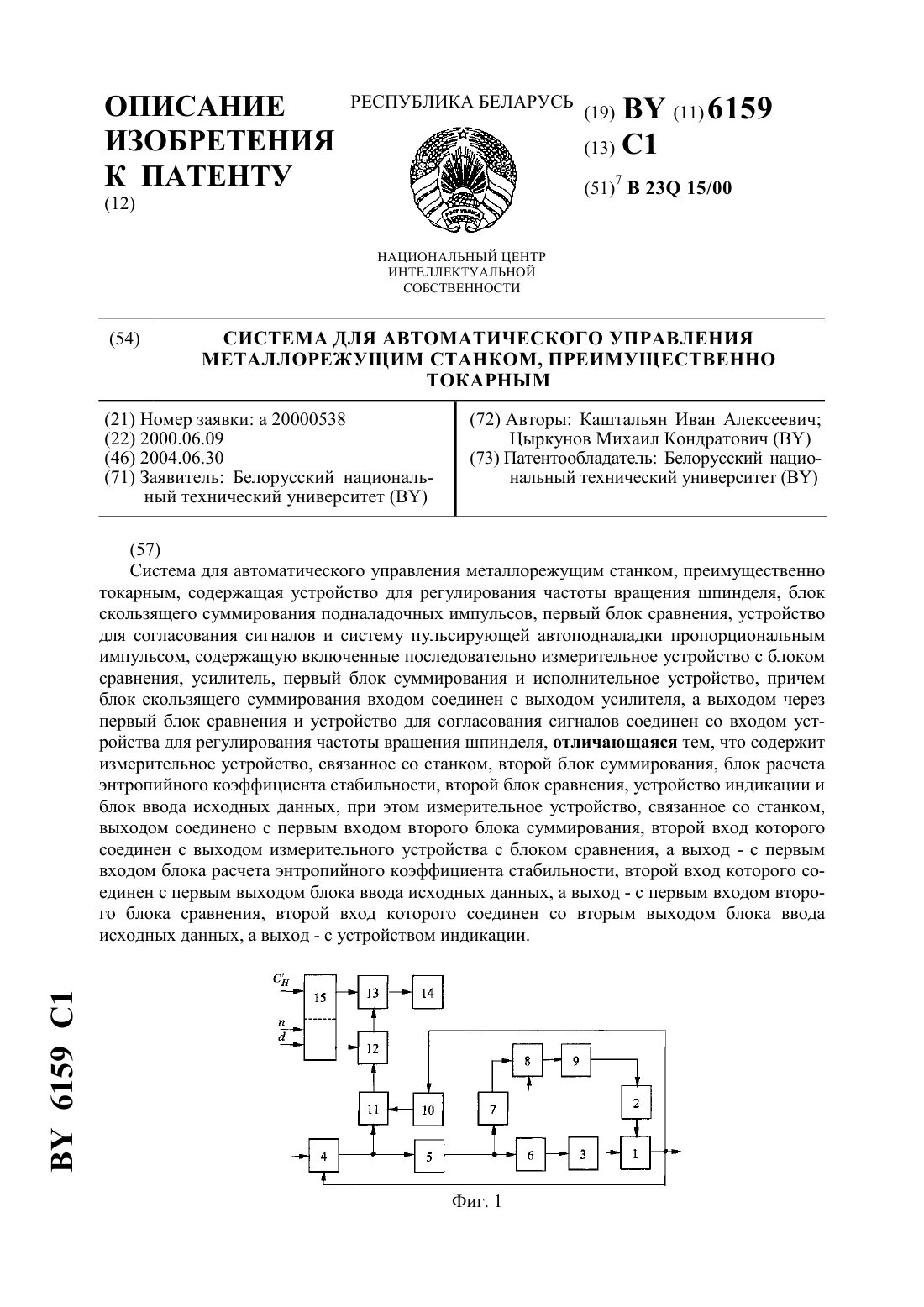
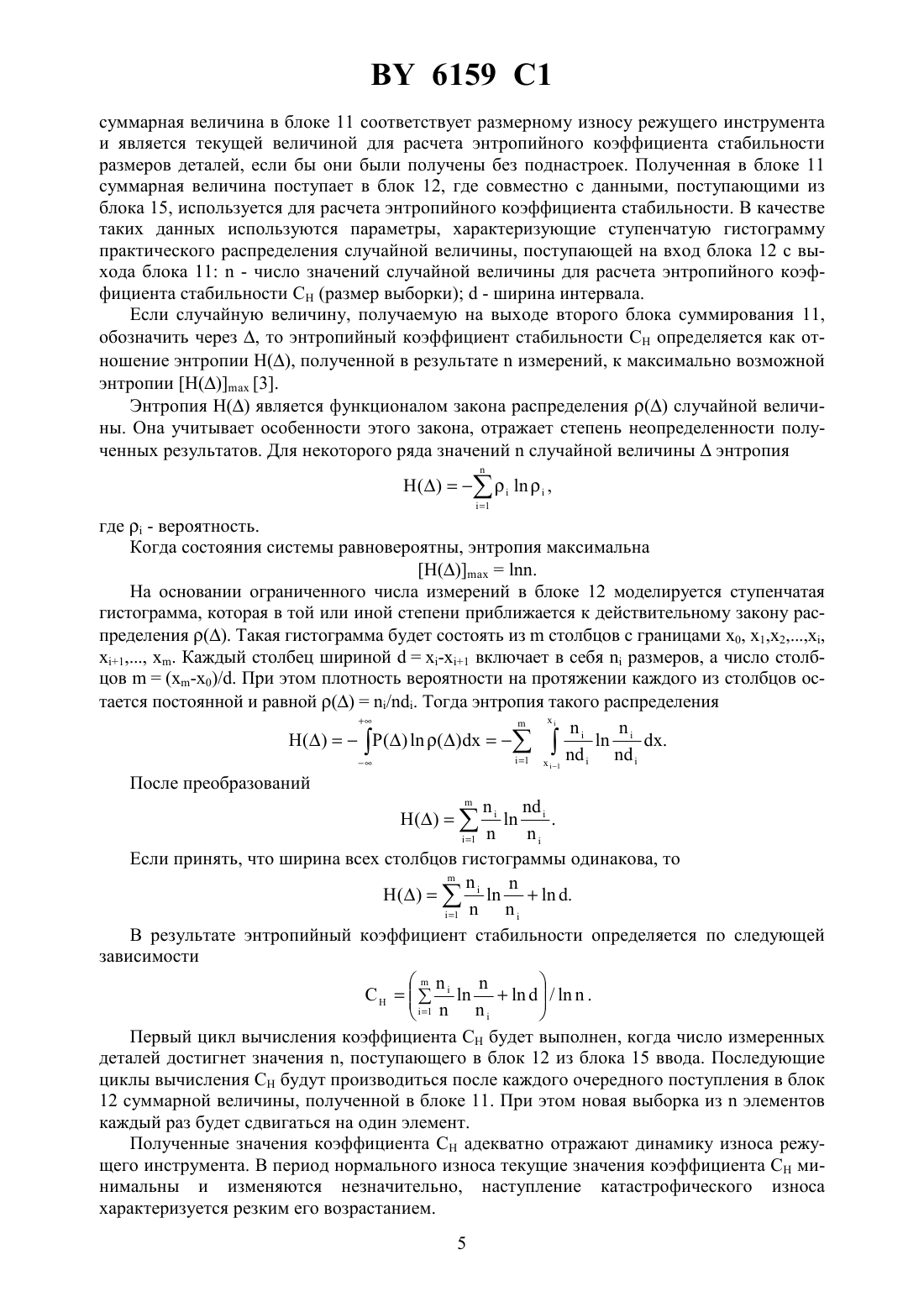
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СИСТЕМА ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУЩИМ СТАНКОМ, ПРЕИМУЩЕСТВЕННО ТОКАРНЫМ(71) Заявитель Белорусский национальный технический университет(72) Авторы Каштальян Иван Алексеевич Цыркунов Михаил Кондратович(73) Патентообладатель Белорусский национальный технический университет(57) Система для автоматического управления металлорежущим станком, преимущественно токарным, содержащая устройство для регулирования частоты вращения шпинделя, блок скользящего суммирования подналадочных импульсов, первый блок сравнения, устройство для согласования сигналов и систему пульсирующей автоподналадки пропорциональным импульсом, содержащую включенные последовательно измерительное устройство с блоком сравнения, усилитель, первый блок суммирования и исполнительное устройство, причем блок скользящего суммирования входом соединен с выходом усилителя, а выходом через первый блок сравнения и устройство для согласования сигналов соединен со входом устройства для регулирования частоты вращения шпинделя, отличающаяся тем, что содержит измерительное устройство, связанное со станком, второй блок суммирования, блок расчета энтропийного коэффициента стабильности, второй блок сравнения, устройство индикации и блок ввода исходных данных, при этом измерительное устройство, связанное со станком,выходом соединено с первым входом второго блока суммирования, второй вход которого соединен с выходом измерительного устройства с блоком сравнения, а выход - с первым входом блока расчета энтропийного коэффициента стабильности, второй вход которого соединен с первым выходом блока ввода исходных данных, а выход - с первым входом второго блока сравнения, второй вход которого соединен со вторым выходом блока ввода исходных данных, а выход - с устройством индикации.(56)738832, 1980.2025253 1, 1994.2025254 1, 1994.2050247 1, 1995.0098930 3, 1985.01257545 , 1989.08090388 , 1996. Изобретение относится к обработке металлов резанием, в частности к устройствам для числового программного управления металлорежущими, преимущественно токарными, станками. Известна система для автоматической подналадки, в которой информация об износе инструмента используется для управления размерной настройкой, содержащая последовательно соединенные устройство для измерения обработанных деталей, усилитель, вырабатывающий подналадочный импульс для очередного цикла обработки, пропорциональный отклонению размера детали, обработанной в предыдущем цикле, накопительное (суммирующее) устройство, в котором очередной подналадочный импульс суммируется со всеми предыдущими, формируя уровень настройки для очередного цикла и исполнительное устройство, реализующее заданное положение инструмента 1. Недостатком известной системы является отсутствие возможности управления интенсивностью износа инструмента. Прототипом является система для автоматического управления металлорежущим станком, например токарным 2, содержащая измерительное устройство с блоком сравнения, усилитель, блок суммирования и исполнительное устройство, включенные последовательно и образующие систему пульсирующей автоподналадки пропорциональным импульсом, устройство для регулирования частоты вращения шпинделя, а также блок скользящего суммирования подналадочных импульсов, блок сравнения и устройство для согласования сигналов, причем вход блока скользящего суммирования соединен с выходом усилителя, а выход его через блок сравнения и устройство для согласования сигналов связан с входом устройства для регулирования частоты вращения шпинделя. Недостатком системы - прототипа является отсутствие возможности оценки состояния предельного износа инструмента при нестационарных режимах резания. Этот недостаток не позволяет установить очередной номер детали, перед обработкой которой необходимо осуществить замену режущего инструмента из-за наступления катастрофического износа. Задачей, решаемой изобретением, является прогнозная оценка состояния режущего инструмента по изменению энтропийного коэффициента стабильности размеров обработанных деталей. Поставленная задача достигается тем, что в систему для автоматического управления металлорежущим станком, преимущественно токарным, содержащую устройство для регулирования частоты вращения шпинделя, блок скользящего суммирования подналадочных импульсов, первый блок сравнения, устройство для согласования сигналов и систему пульсирующей автоподналадки пропорциональным импульсом, содержащую включенные последовательно измерительное устройство с блоком сравнения, усилитель, первый блок суммирования и исполнительное устройство, причем блок скользящего суммирования входом соединен с выходом усилителя, а выходом через первый блок сравнения и устройство для согласования сигналов соединен со входом устройства для регулирования частоты вращения шпинделя введены измерительное устройство, связанное со станком, второй блок суммирования, блок расчета энтропийного коэффициента стабильности, второй блок 2 6159 1 сравнения, устройство индикации и блок ввода исходных данных, при этом измерительное устройство, связанное со станком, выходом соединено с первым входом второго блока суммирования, второй вход которого соединен с выходом измерительного устройства с блоком сравнения, а выход - с первым входом блока расчета энтропийного коэффициента стабильности, второй вход которого соединен с первым выходом блока ввода исходных данных, а выход - с первым входом второго блока сравнения, второй вход которого соединен со вторым выходом блока ввода исходных данных, а выход - с устройством индикации. На чертеже представлена блок-схема предлагаемой системы. Система состоит из металлорежущего станка 1, имеющего органы настройки, устройства 2 регулирования частоты вращения шпинделя, исполнительного устройства 3, измерительного устройства 4 с блоком сравнения, усилителя 5, блока 6 суммирования, блока 7 скользящего суммирования, блока 8 сравнения, устройства 9 согласования сигналов, измерительного устройства 10, второго блока 11 суммирования, блока 12 расчета энтропийного коэффициента стабильности, второго блока 13 сравнения, устройства 14 индикации,блока 15 ввода исходных данных, при этом измерительное устройство 4 с блоком сравнения, усилитель 5, блок 6 суммирования и исполнительное устройство 3 включены последовательно и образуют систему пульсирующей автоподналадки пропорциональным импульсом, вход блока 7 скользящего суммирования соединен с выходом усилителя 5, а выход его через блок 8 сравнения и устройство 9 для согласования сигналов связан с входом устройства 2 для регулирования частоты вращения шпинделя, измерительное устройство 10, второй блок 11 суммирования, блок 12 расчета энтропийного коэффициента стабильности, второй блок 13 сравнения и устройство 14 индикации также включены последовательно, первый и второй выходы блока 15 ввода исходных данных соединены соответственно со вторым входом блока 12 расчета энтропийного коэффициента стабильности и вторым входом второго блока 13 сравнения, а второй вход второго блока 11 суммирования связан с выходом измерительного устройства 4 с блоком сравнения. Исполнительное устройство 3 предназначено для регулирования положения инструмента относительно технологических баз станка измерительное устройство 4 с блоком сравнения служит для измерения детали и определения отклонения размера детали от заданного значения усилитель 5 предназначен для усиления сигнала, выработанного измерительным устройством 4 блок 6 суммирования предназначен для суммирования подналадочного импульса для очередного цикла обработки с ранее накопленными подналадочными воздействиями блок 7 скользящего суммирования служит для определения средней величины подналадочных импульсов за несколько циклов, предшествующих управляемому, которая характеризует интенсивность износа инструмента блок 8 сравнения служит для сравнения величины интенсивности износа, полученной в блоке 7 с оптимальной интенсивностью, которая может быть определена по известным зависимостям, и формирует сигнал, пропорциональный рассогласованию устройство 9 согласования сигналов служит для преобразования сигнала, поступающего из блока 8, в сигнал, обеспечивающий требуемое изменение частоты вращения шпинделя измерительное устройство 10 предназначено для определения результирующего смещения исполнительного органа станка, несущего режущий инструмент, относительно технологических баз станка после каждого цикла поднастройки второй блок 11 суммирования предназначен для суммирования результирующего смещения исполнительного органа станка, несущего режущий инструмент, относительно технологических баз станка после очередного цикла поднастройки, поступающего из блока 10, и отклонения размера детали от заданного значения,определенного для последующего цикла обработки, поступающего из блока 4 блок 12 расчета энтропийного коэффициента стабильности предназначен для определения текущего значения энтропийного коэффициента стабильности по скользящей выборке, содержащей некоторое конечное число конкретных значений случайной величины второй блок 3 6159 1 13 сравнения предназначен для сравнения текущего значения энтропийного коэффициента стабильности, определенного в блоке 12, с заданным значением, характеризующим наступление катастрофического износа инструмента, поступающим из блока 15 ввода блок 14 индикации предназначен для выдачи сообщения о достижении текущего значения энтропийного коэффициента стабильности заданного, соответствующего наступлению катастрофического износа режущего инструмента блок 15 ввода исходных данных предназначен для задания параметров, необходимых для расчета энтропийного коэффициента стабильности, а также для задания его предельного значения. Система работает следующим образом. Перед началом очередного К-ого цикла обработки деталь, обработанная в предыдущем К-1-ом цикле, измеряется в устройстве 4 и отклонение размера (-1) от заданного значения (0) -101 преобразуется усилителем 5 в величину подналадочного воздействия для -ого цикла обработки-1, где- коэффициент подналадки. Величинасуммируется в блоке 6 с ранее накопленными подналадочными воздейст виями, и суммарная величина, реализуется исполнительным устройством 3 в 1 виде соответствующего положения инструмента относительно технологических баз станка 1 (размерной настройки). Одновременно сигналпоступает на вход блока 7. Величинуможно рассматривать как оценку износа инструмента за один цикл обработки, т.е. оценку интенсивности износа. Однако из-за случайного характера процесса,колебания этой оценки от цикла к циклу могут быть весьма велики. Более устойчивой оценкой интенсивности износа является средняя величина / за несколько циклов ,предшествующих управляемому. 1.1 Величина , обеспечивающая требуемую надежность оценки, выбирается в зависимости от свойств процесса. Найденная таким образом интенсивность размерного износа / сравнивается в блоке 8 с заданной оптимальной интенсивностью /0, которая может быть определена по известным зависимостям. Для упрощения структуры блока 7 можно заменить вычисление скользящей средней скользящим суммированием при этом и на второй вход блока 8 придется подать пропорционально увеличенный опорный сигнал 00. С выхода блока 8 снимается сигнал, пропорциональный отклонению фактической интенсивности размерного износа от заданного оптимального уровня 0-. Этот сигнал поступает на вход устройства 9. Способ функционирования устройства 9 зависит от структуры устройства 2. Например, если устройство 2 представляет собой регулируемый электропривод, блок 9 осуществляет усиление сигнала. Устройство 9 совместно с устройством 2 изменяют частоту вращения шпинделя так,чтобы компенсировать отклонение фактической интенсивности размерного износа от заданной. Кроме того, после каждого цикла поднастройки измерительным устройством 10 определяется величина результирующего смещения исполнительного органа станка, несущего режущий инструмент, относительно технологических баз станка и поступает на вход второго блока 11 суммирования. На второй вход блока 11 из измерительного блока 4 поступает величина отклонения размера детали (-1) от за данного значения 0. При этом 4 6159 1 суммарная величина в блоке 11 соответствует размерному износу режущего инструмента и является текущей величиной для расчета энтропийного коэффициента стабильности размеров деталей, если бы они были получены без поднастроек. Полученная в блоке 11 суммарная величина поступает в блок 12, где совместно с данными, поступающими из блока 15, используется для расчета энтропийного коэффициента стабильности. В качестве таких данных используются параметры, характеризующие ступенчатую гистограмму практического распределения случайной величины, поступающей на вход блока 12 с выхода блока 11- число значений случайной величины для расчета энтропийного коэффициента стабильности СН (размер выборки)- ширина интервала. Если случайную величину, получаемую на выходе второго блока суммирования 11,обозначить через , то энтропийный коэффициент стабильности СН определяется как отношение энтропии , полученной в результатеизмерений, к максимально возможной энтропии 3. Энтропияявляется функционалом закона распределенияслучайной величины. Она учитывает особенности этого закона, отражает степень неопределенности полученных результатов. Для некоторого ряда значенийслучайной величиныэнтропия где- вероятность. Когда состояния системы равновероятны, энтропия максимальна. На основании ограниченного числа измерений в блоке 12 моделируется ступенчатая гистограмма, которая в той или иной степени приближается к действительному закону распределения . Такая гистограмма будет состоять изстолбцов с границами х 0, х 1,х 21 . Каждый столбец шириной-1 включает в себяразмеров, а число столбцов(-х 0)/. При этом плотность вероятности на протяжении каждого из столбцов остается постоянной и равной/. Тогда энтропия такого распределения 1 Если принять, что ширина всех столбцов гистограммы одинакова, то 1 В результате энтропийный коэффициент стабильности определяется по следующей зависимости Первый цикл вычисления коэффициента СН будет выполнен, когда число измеренных деталей достигнет значения , поступающего в блок 12 из блока 15 ввода. Последующие циклы вычисления СН будут производиться после каждого очередного поступления в блок 12 суммарной величины, полученной в блоке 11. При этом новая выборка изэлементов каждый раз будет сдвигаться на один элемент. Полученные значения коэффициента СН адекватно отражают динамику износа режущего инструмента. В период нормального износа текущие значения коэффициента СН минимальны и изменяются незначительно, наступление катастрофического износа характеризуется резким его возрастанием. 6159 1 Значение коэффициента СН, определенное в блоке 12, сравнивается в блоке 13 с заданным значением СН, которое поступает из блока 15 ввода и соответствует наступлению катастрофического износа режущего инструмента. Величина С/ выбирается в зависимости от свойств процесса. Если текущее значение СН становится равным или больше значения С/, то на блок 14 индикации поступает сообщение о необходимости смены инструмента. Источники информации 1. Адаптивное управление точностью обработки. Обзор НИИМАШ. Серия С-1. - М.,1975. - С. 69-75. 2. А.с. СССР 738832, МПК В 2315/00, 1980 (прототип). 3. Новицкий П.В. Основы информационной теории измерительных устройств. -Л. Энергия, 1968. - С. 248. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B23Q 15/00
Метки: станком, система, металлорежущим, автоматического, токарным, управления, преимущественно
Код ссылки
<a href="https://by.patents.su/6-6159-sistema-dlya-avtomaticheskogo-upravleniya-metallorezhushhim-stankom-preimushhestvenno-tokarnym.html" rel="bookmark" title="База патентов Беларуси">Система для автоматического управления металлорежущим станком, преимущественно токарным</a>
Адаптивная система управления станком
Номер патента: 6148
Опубликовано: 30.06.2004
Авторы: Цыркунов Михаил Кондратович, Каштальян Иван Алексеевич
МПК: G05B 19/39
Метки: станком, адаптивная, система, управления
Текст:
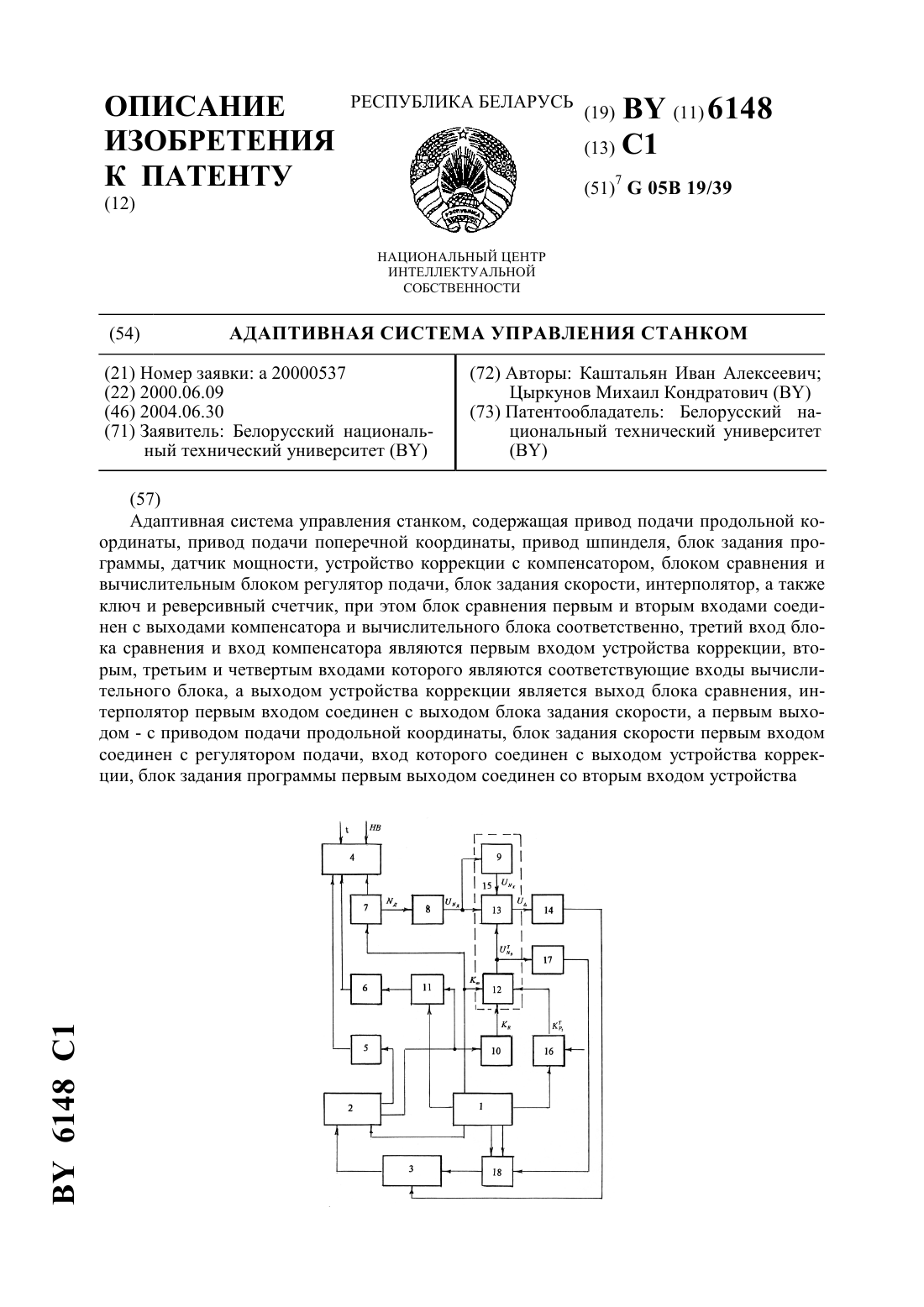
...тактовой частоты входом соединен с выходом вычислительного блока, блок реализации закономерности преобразования силы резания с устройством ввода входом соединен со вторым выходом блока задания программы, а выходом с третьим входом устройства коррекции. На чертеже представлена блок- схема предлагаемой адаптивной системы. Система содержит блок 1 задания программы, интерполятор 2, блок 3 задания скорости, станок 4, привод 5 подачи...
Система автоматического управления
Номер патента: 27
Опубликовано: 30.05.1994
Автор: Дашкевич Валерий Викторович
МПК: G05B 19/00
Метки: управления, система, автоматического
Текст:
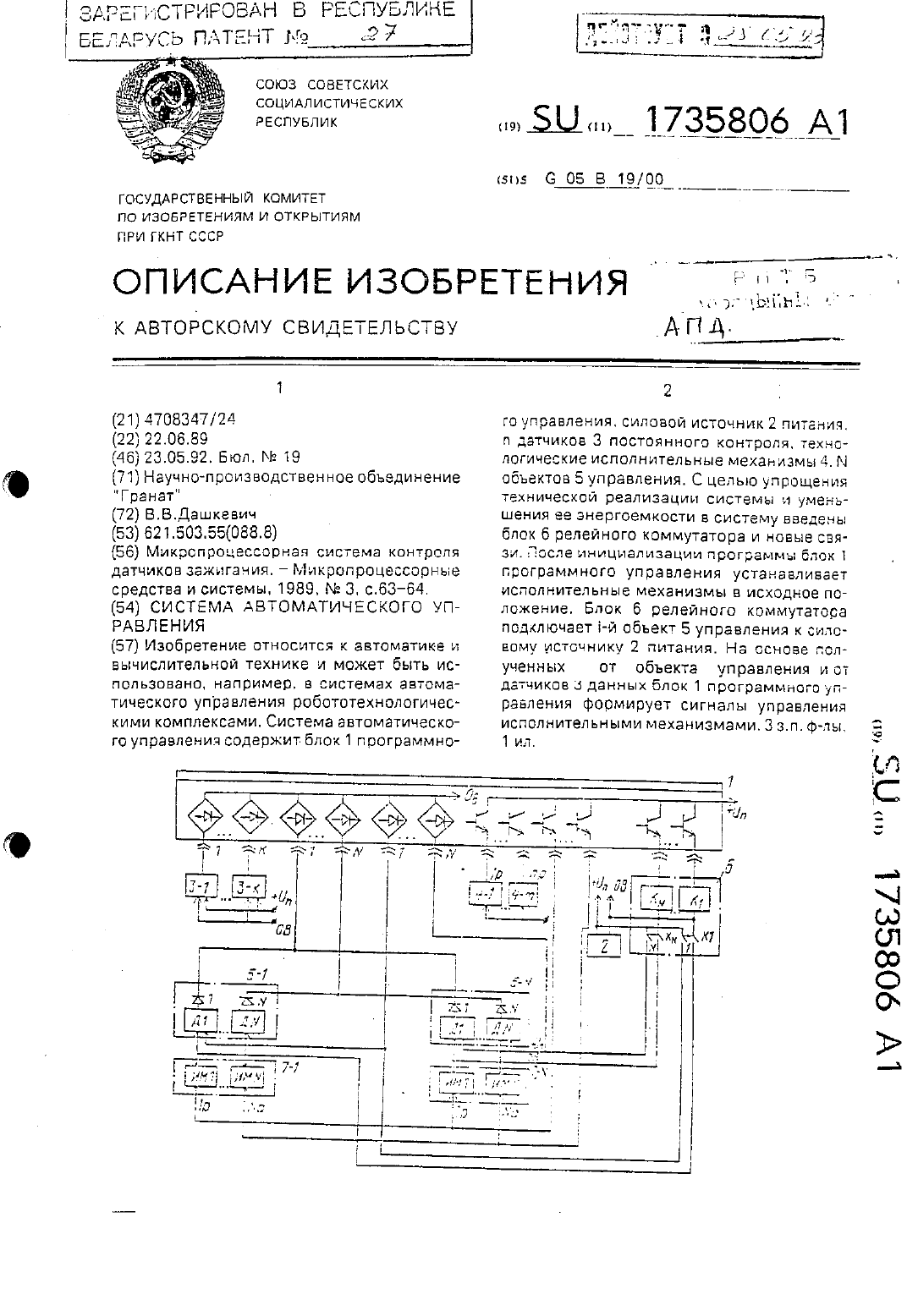
...программного управления. силовой источник 2 питания. датчики 3 постоянного контроля. технологические исПОЛНИТВЛЬНЫЕ МЭХЭНИЗМЫ 4, М групп датчиков 5 состояния. блок 6 релейной коммутации. М групп исполнительных механизмов 7.Блок 1 программного управления предНазначен для цихлового управления технологическим оборудованием. В качестве блока 1 программного управления. например, могут быть использованы системы управления промышленным роботом или...
Следящая система автоматического управления с компенсацией неизмеряемых скачкообразных возмущений
Номер патента: U 1002
Опубликовано: 30.09.2003
Авторы: Мацкевич Артур Николаевич, Ганэ Вадим Арведович
МПК: G05B 11/01
Метки: управления, скачкообразных, система, неизмеряемых, автоматического, возмущений, следящая, компенсацией
Текст:
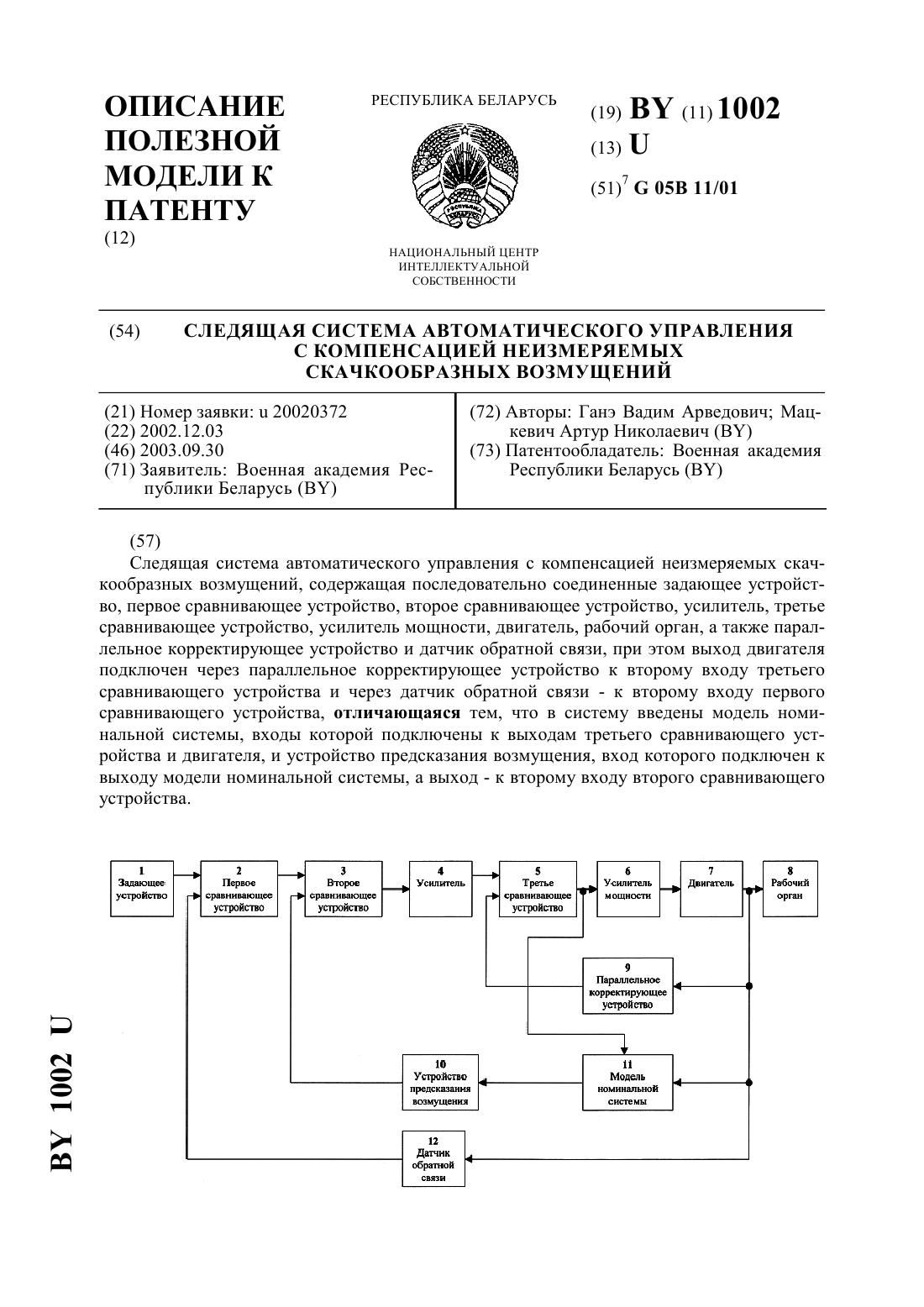
...второму входу первого сравнивающего устройства, и отличается от прототипа тем, что в систему введены модель номинальной системы, входы которой подключены к выходам третьего сравнивающего устройства и двигателя, и устройство предсказания возмущения, вход которого подключен к выходу модели номинальной системы, а выход - к второму входу второго сравнивающего устройства. На фигуре представлена функциональная схема ССАУ с компенсацией неизмеряемых...
Следящая система автоматического управления с компенсацией неизмеряемых экспоненциально-коррелированных возмущений
Номер патента: U 1170
Опубликовано: 30.12.2003
Авторы: Розсудовский Сергей Викторович, Цеховой Аркадий Евгеньевич, Мацкевич Артур Николаевич
МПК: G05B 11/01
Метки: неизмеряемых, следящая, управления, система, экспоненциально-коррелированных, автоматического, компенсацией, возмущений
Текст:
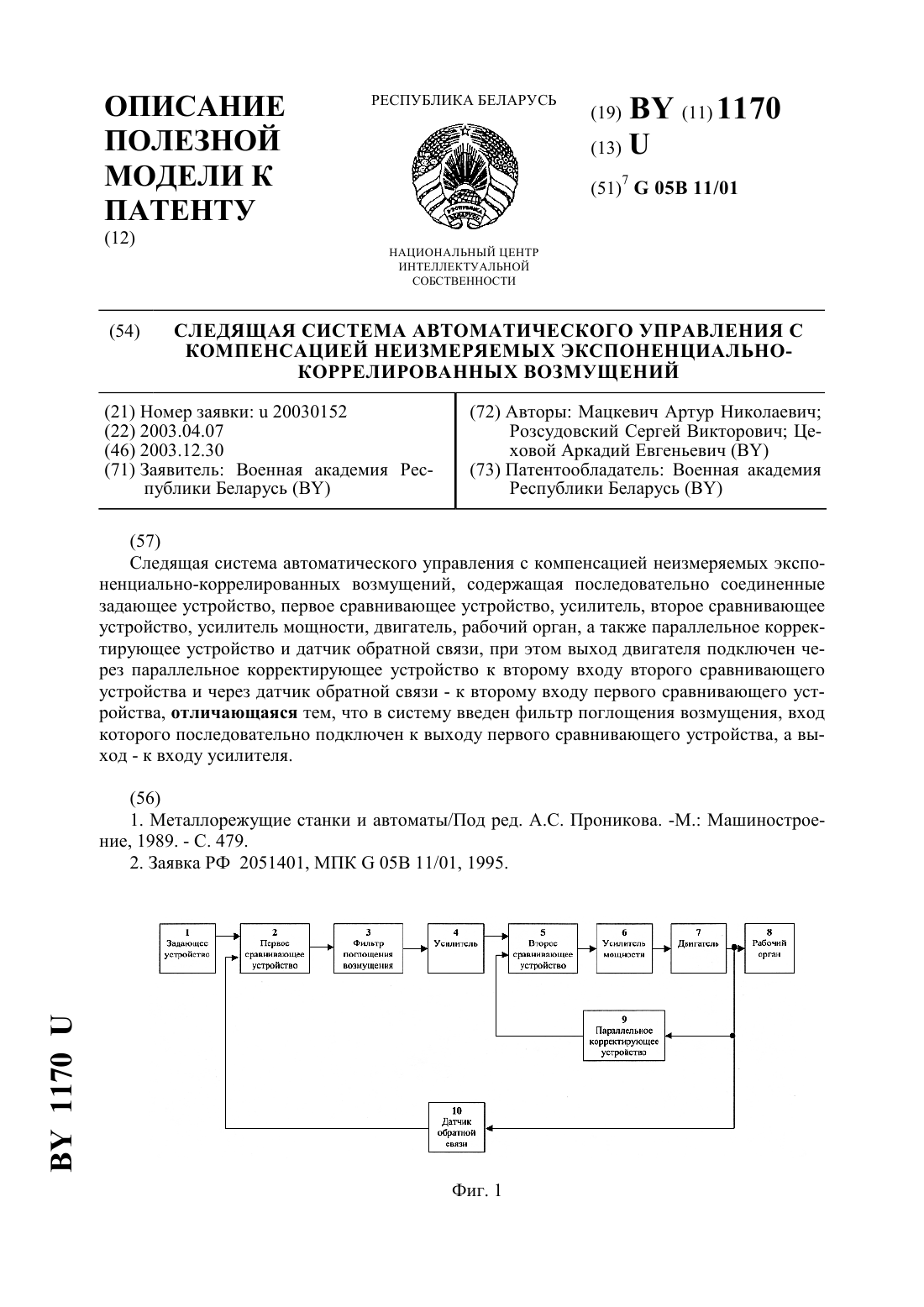
...задающее устройство, первое сравнивающее устройство, усилитель, второе сравнивающее устройство, усилитель мощности, двигатель, рабочий орган, а также параллельное корректирующее устройство и датчик обратной связи, при этом выход двигателя подключен через параллельное корректирующее устройство к второму входу второго сравнивающего устройства и через датчик обратной связи к второму входу первого сравнивающего устройства, и отличается от...
Система автоматического управления двигателем
Номер патента: 4732
Опубликовано: 30.09.2002
Авторы: Поплавский Дмитрий Эдуардович, Кузнецов Евгений Владимирович
МПК: F02D 33/00, F02D 28/00, F02D 1/00...
Метки: управления, система, двигателем, автоматического
Текст:
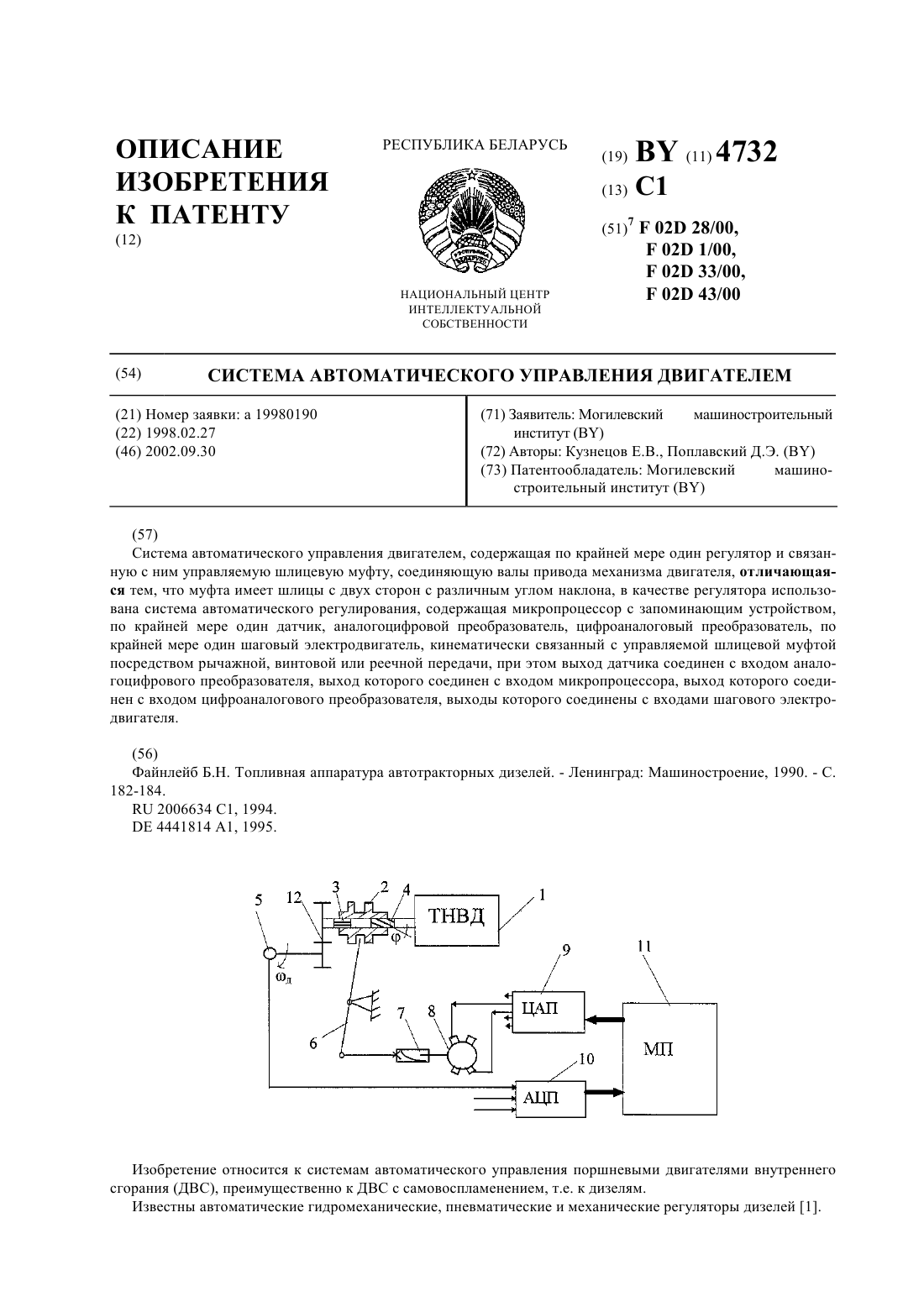
...регулятора использована система автоматического регулирования, содержащая микропроцессор с запоминающим устройством, по крайней мере, один датчик, аналогоцифровой преобразователь,цифроаналоговый преобразователь, по крайней мере один шаговый электродвигатель, кинематически связанный с управляемой шлицевой муфтой посредством рычажной, винтовой или реечной передачей, при этом выход датчика соединен с входом аналогоцифрового преобразователя,...
Предыдущий патент: Адаптивная система управления станком
Следующий патент: Приспособление для заточки и правки столярного инструмента
Случайный патент: Преобразователь перемещения в код