Способ тепловой герметизации упаковочного ламината
Текст
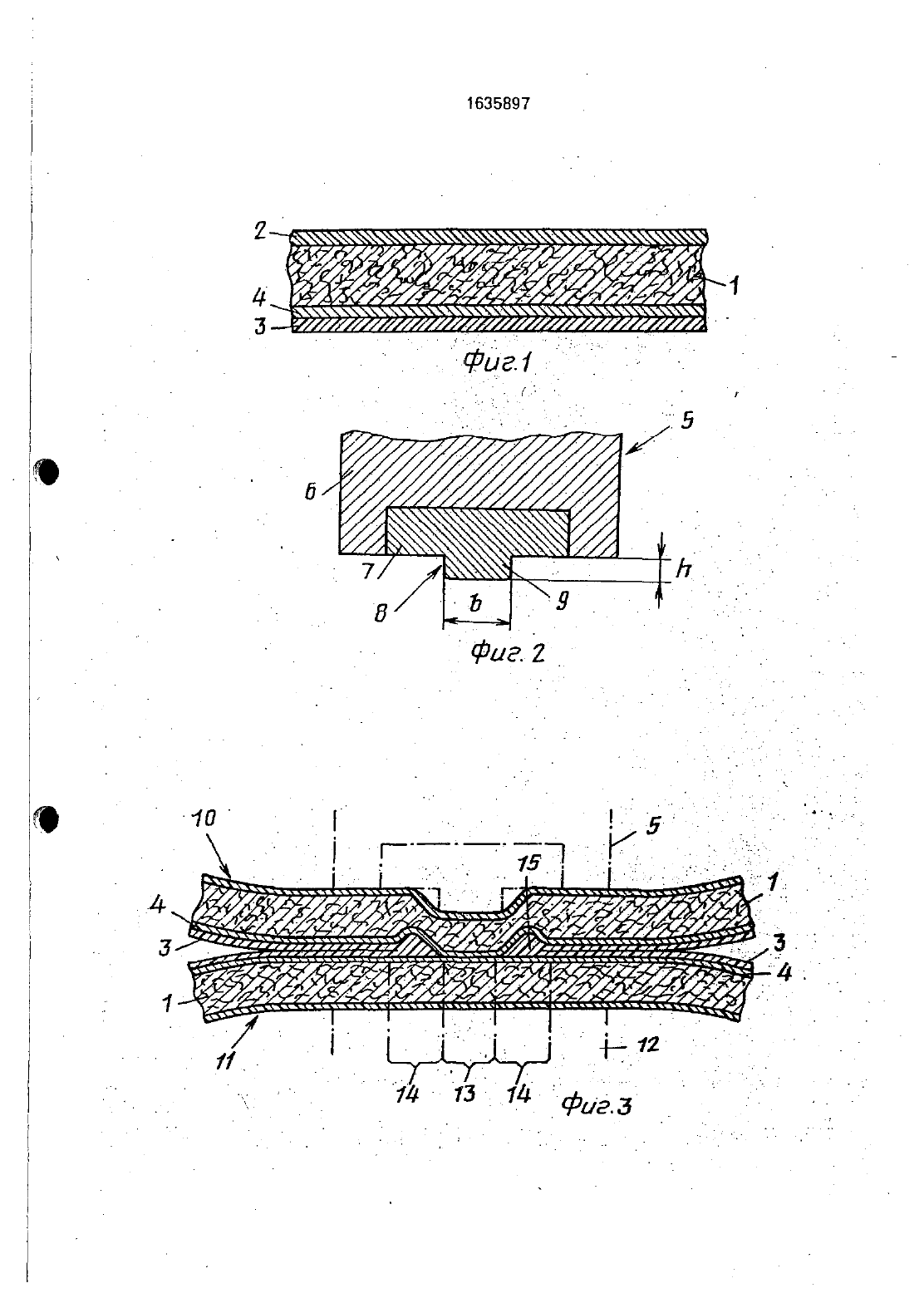
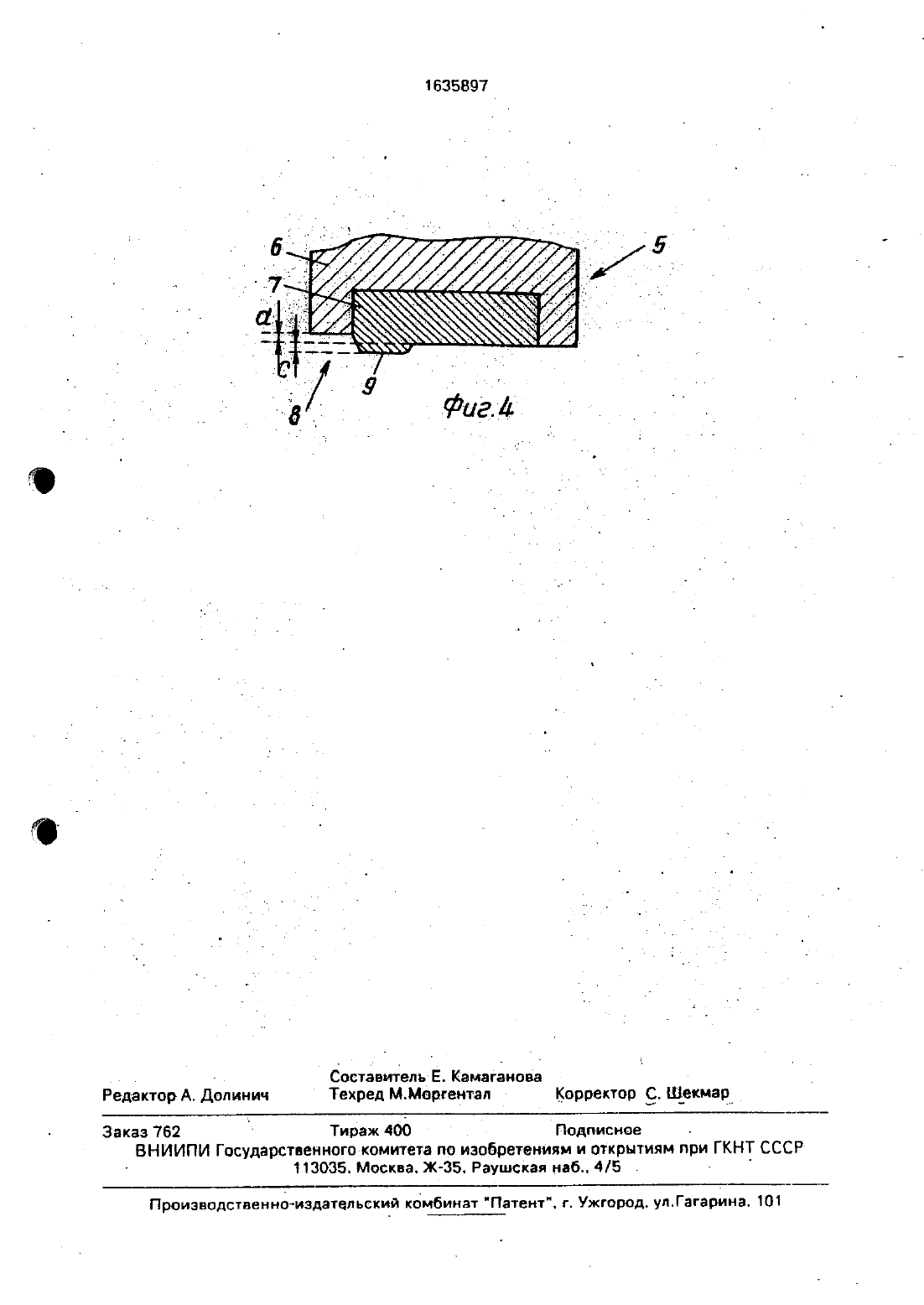
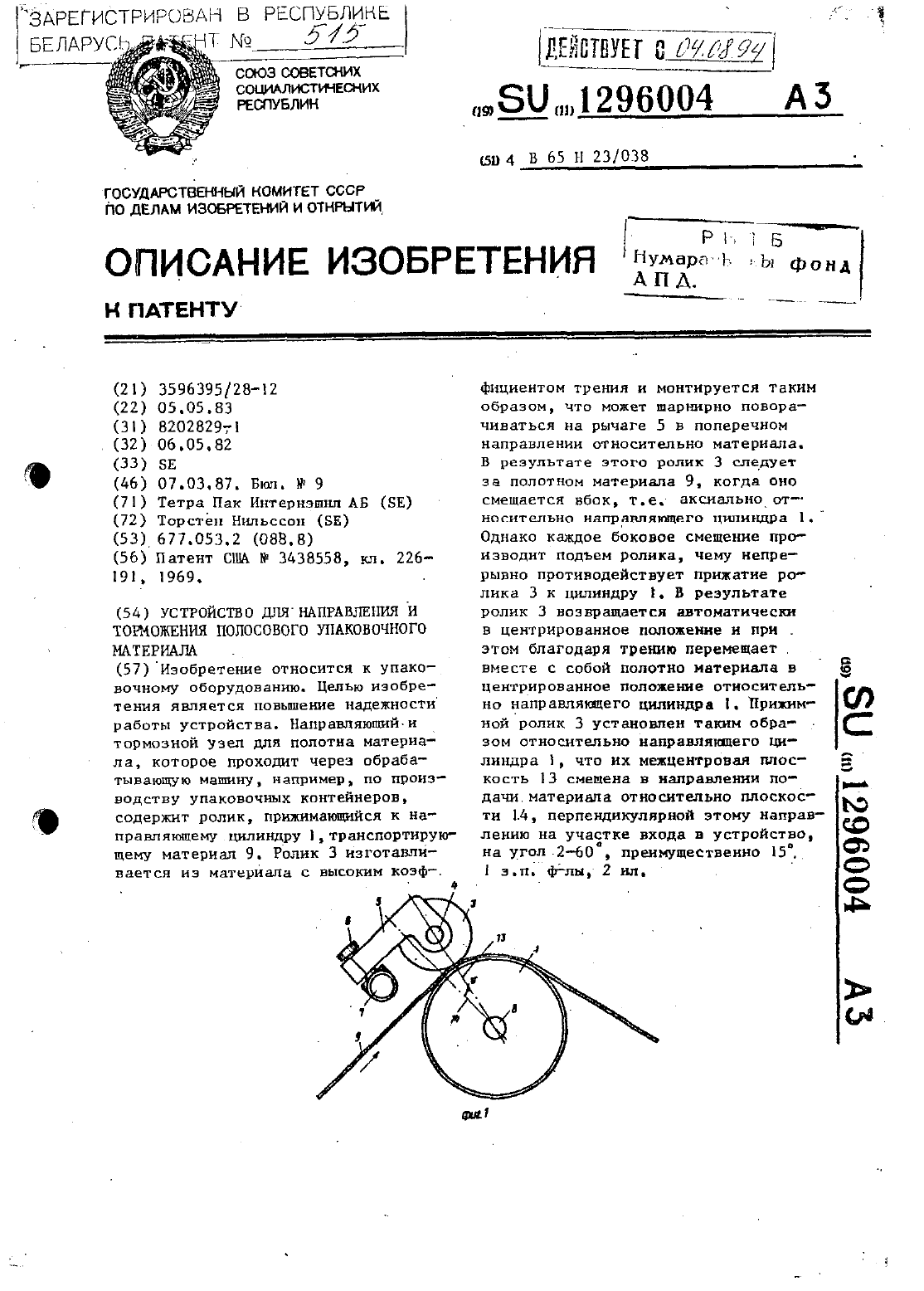
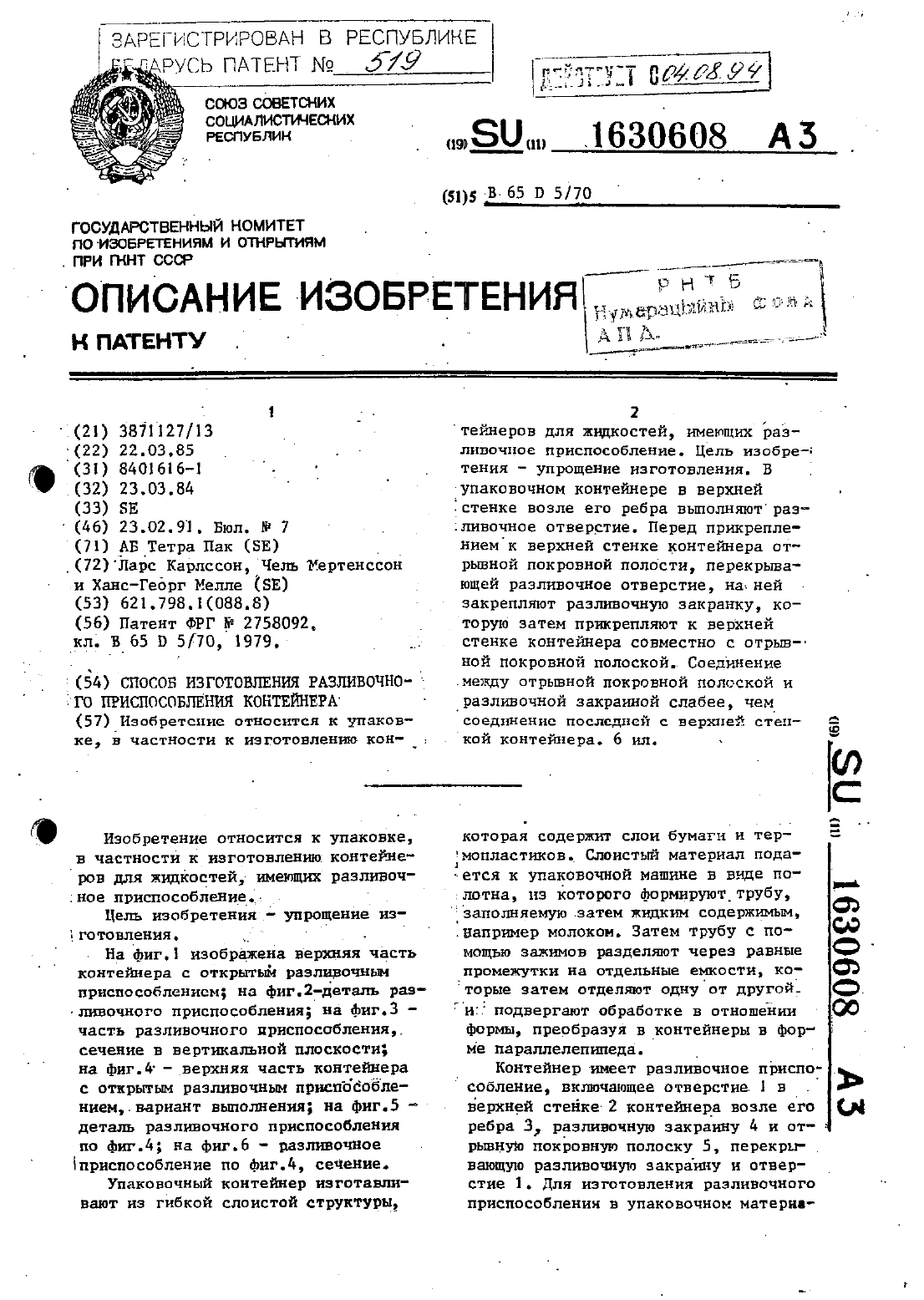
ние термопластичных слоев часто затруднено. и поэтому прочность и непроницаемость герметизирующего шва частот не ДОСТИГНдет теоретически возможных значений. Наповерхности термопластичных слоев ЧВСТО могут находиться и другие типы загрязне НИЙ, например ОСТЭТКИ СОДВПЖИМОГО. ЧТОтакже ухудшает герметичность. Это представпяет особую проблему ПНИ ПРОИЗВОДСТве упакованных форм. когдатерметизация многослойного материала происходит в условиях Наличия содержимого. т.е когда прежде всего необходимо удалить содержимое из пространства между термопластичными поверхностями. расположенными одна против другой перед тем, как произойдет непосредственно герметизация Одна 10ко на практике содержимое Удается нетолностью удалить и небольшие количест ЕГО ОСТЗЮТСЯ В ЗОНЕ ГЗОМВТИЗЭЦИИ, ЧТО ухудшает качество герметизирующгГд ШВЕЦ Цель изобретения повышение качест ва герметизации.их полное сплавление. В линейной области остается только очень тонкий термопластичный слой. не содержащий примесей и находящийся в тесном контакте со слоем носителя упаковочного ламината. тогда как в прилегающих областях зоны герметизации аккумулирование хорошо смешанных термопластичных материалов обоих слоев гарантирует ВЫСОКУЮ прочность И непроницаемость герметизирующего шва.На фиг.1 представлен упаковочный ламинат. поперечное сечение на фиг.2 - герметизирующий зажим. поперечное сечение на фиг.3 сечение двух упаковочных ламинато, которые герметизированы с помощью способа согласно изобретению нау к типу, широко используемому для упаковкиНеобходимо разработать способ тепло- вой герметизации упаковочного ламината.который бы обеспечил оптимальную герметизацию при наличии загрязняющих приме Сей На ПОВВрХНОСТИ уПЭКОВОЧНОГО ЛЭМИНЭТЭ,например, оксидов. остатков содержимого упаковки и грязи.Способ тепловой герметизации упаковочного ламината. содержащего слои термопластичного материала ирасположенный между ними слой фольги заключается в следующем. т Участки ламината в зоне герметизации кладут один на другой и нагревают их через спой фольги током высокой частоты. при клаЮывая при этом давление (прессуя слои).ВВПИЧИНУ КОТОПОГО УСТЗНЭВЛИВЭЮТ ТЭКОЙ, чтобы обеспечить течение. смежных слоев термопластичного материала наложенныходного на другой участков ламината из зоны приложения давления в прилегающие зоны. Нагревание наложенных участков пами ната осуществляют посредством зажима. имеющего выступающий участок прямоугольной Формы. выполненный из электро проводного материала. Высота этогоучастка составляет 0.20.8 толщины ламината. Ширина участка соответствует толщине ламината . к При таком способе расплавленный термоппастичный материал. Перемещаемый под действием давления из линейной облаСТИ В соседние части ЗОНЫ герметизации. будет захватывать возможные примеси. аДВЕ ТЕПМОПЛЭСТИЧННХ СЛОЯ. ПЗМИНЭТЗ. ПЭСПО поженные один с другим. эффективно сме 25молока и других фруктовых напитков. Общая толщина упаковочного ламината со ставляет О.40.5 мм и он состоит.из центрального несущего слоя 1 из волок нистого материала. Этот слой 1 с обеих сторон покрыт относительно тонкими гомогенными слоями 2. 3 термопластичного МЗТЕЭИЗЛЗ, В ЧЕСТНОСТИ ПОПИЭТИПЕНЭ.МВЖДУ одним внешним пластичным слоем 3 и несу щим слоем 1 часто расположентеще один30 слой 4 алюминиевой-фольгщэтот слой сое ДИНЕН С НЗСУЩИМ СЛОЕМ С ПОМОЩЬЮ Термо пластиков (не показаны) и полностью .покрыт внешним. гомогенным слоем 3. Благодарядвум внешним термопластичным слоям 2 й и 3 упаковочный ламинат можно просто герметизировать под действием тепЛЭ. спрессовав вместе ТЕ ЧЕСТИ, которые НЕобходимо герметизировать. при одновременном нагреве теомопластиков донаты других типов. но обязательным услови ем является-наличие в упаковочномламинате слоя термопластичного материала.Герметизирующий зажим 5 имеет корпус б. выполненный из электрически неп роводящего материала. имеющий канавку. в которую вставлен стержень Тиз электропроводного материала. предпочтительно меди, Стержень 7. который расположен в центре-корпуса 6. вместе .с окружающими областями корпуса 6 образует рабочую поверхность 8.На рабочей поверхности В имеется аыступающий участок 9. Он имеет прямоугольное поперечное сечение и высоту (п). составляющую О.2-0.8 толщины ламината. но предпочтительно составляющуюО 5 толщины ламината. и ширину (о). кото рад СООТВЕТСТВУЕТ ТОЛЩИНЕ УПЗКОВОЧНОГОШИВЭЮТСЯ ДО такой СТЕПЕНИ. ЧТО ДОСТИГЗСТСЯламината. Таким образом. рабочая ПОВЕРХ ность 8 герметизирующего зажима 5 имеет в своей центральной части область нагрева ламинатакоторая включает с одной стороны выступающий участок 9, а с ДРУГОЙ СТО роны одну прилегающую область со стороны этого участка.73 она нагрева лами ната соединена через материал в стержне 7 .с высокочастотным источником ЭНЕРГИИ. обеспечивая таким образом высокочастот ную сварку ламината. содержащего алюми- ниевую фольгу. Область нагрева ламината или стержень 7 также могут нагреваться и. ким электрическим сопротивлением в томслучае. когда соединить необходимо упаковочный ламинат без алюминиевой фольги или других электропроводящих-слоев.Герметизирующий зажим Зможет бытьснабжен одним или несколькими каналамикоторая предотвращает опасное повышение температуры или нежелательное распределение тепла в соседние области которые должны оставаться ненагретыми. Можно также сконструировать герметизирующийзажим 5 из нескольких взаимно заменяемых частей. Части герметизирующего зажима 5, расположенные. налюбой стороне выступающегоучастка 9, могут быть по ДВИЖНЫМИОТНОСИТЕЛЬНОУ участка 9 Иподжиматься пружинамив направлении ма-териала. так что соответствующее контактное давление будет поддерживаться автоматически. Герметизирующий зажимб может быть также сдвоенным. т.е. он может состоять из двух корпусов описанного типа. расположенных нанекотором расстояниидруг от друга Такой вариант оформления предлагаемого устройства особенно рекомендуется в те-хслучаях когда герметизации подлежит трубка упаковочногоматериала т.е. когда герметизация проте кает в двух противоположных зонах и между ними осуществляют разрезание. поскольку нож или какое-то другое подходящее режущее устройство может действовать в промежутке между двумя основными корпусами герметизирующего зажима. Способ осуществляют следующим образом. Два участка 10 и 11 одного сложенного упаковочного ламината (или два упаковочного ламината) соединяют вместе для получения герметизирующего шва. так что они находятся один на другом своими внешними термопластичными слоями 3. Участки 10 и 11 сдавливают (прессуют) с помощью гермотивирующего зажима 5 и противозажима 12. расположенного с противоположнойснабжен плоской рабочей поверхностью.расположенной против ламината 11. Зажимы 5. 12 смонтированы на раме (не показа на) упаковочной машины таким образом. чтос помощью гидравлических или механиче ских приводных механизмов они могут совершать возвратно-поступатепьное движение и в процессе герметизации они могут быть прижаты друг к другус определенной, регулируемой силой. В то же времяпридвижении зажимов друг кдругу и началеслое 4 упаковочного ламината индУЦируется б, переменное поле и он нагревается в области, соответствующей поверхности стержня 7. до температуры. котораязначительно выше температуры плавления прилегающих термопластических слоев Генерируемое тепло передается непосредственно термо пластичным слоям 3. расположенным между слоями алюминия, Гв- результате чего первые плавятся и становятсзьтекучими. Благодаря высокой нагрузке (прибл. 100 кг/см 2). которая действует на упаковочный ламинат при прессовании на уровне участка 9 зажима 5, расплавленный термопластикбудет перетекать из зоны Юприложения давленияв прилегающие зоны 14 общейзоны герметизации. Поскольку терд мопл-астичные слои 31. расположенные один против дбУгого в области ненвходящейвне может проникнуть дальше Е части. распевУложенные вне зоны герметизации, а остаетсявдвух зонах 14. где ондобраэцует утолщения 15. параллельные удлиненной зоны 13 давления. в которойсмешиваютсядваслоя. герметизируемые друг сндругом. В зоне 13 остается лишь незначительное кодличество пластическогоматериала который вследствие неровности поверхности и т.п. не может быть выдавлен. тогда как утолщения 15. образовавшиеся по обеим сторонам этой зоны. содержат избыток хорошо смешанного пластик-а. обеспечивая таким образом очень прочное и на практике неразрушимое крепление между этими двумя слоями. Так как процесс течения из зоны 13 в зоны 14 происходит очень быстро. топри истечении пластического материала. возникает Турбулентность. которая и обес печивает ХОООШЭВ СМЕШЕНИЕ ПЛЗСТИЧЕСКОГОва для текущего термопластичного материпротив другого. в результате чего любыеЗЛЕ ПЕРЕД ТЕМ. КЗК ОН ДОСТИГНВТ термоплаповерхностные оксиды или дРУгие примеси стичных слоев, которые. расположены вне на поверхности (например. остатки содер- области нагрева и находятся в результатеЮт) (фит). - . у При использовании зажима Бтакой кон происходит разрушение сплошной пленкипримесей. ухудшающее прочность крепле НИЯ.удлиненное утолщение 15 термопластичного материала. выдавливаемого из зоны 13 высокого давления сразу перед выступающим участком 9. приобретает более плоскуюПри упаковке некоторых типов пище- 10 и продолговатую форму поперечного сече ВЫХ ПООДУКТОВ МОЖЕТ ОКЗЗЗТЬСЯ предПОЧТИТЗПЬННМ перемещение ПОТОКЕ ВВСПЛЗВЛБННОГО ТЕРМОППЗСТИЧНОГО МЕТЕЛИала на большее расстояние ОТ кромки ДЛЯния которая обеспечивает большую гибКОСТЬ УТОЛЩВНИЯ И бОЛЬШУЮ ПООЧНОСТЬ крепления.В целях обеспечения большей линейно тогорчтобы иметь более широкое и более 15 ости утолщения 15 расплавленного пластикаплоское утолщение 15. Этим можно достичь более гладкой и более гибкой герметизиру ющей зоны, что дает более прочное креппение. ПОСКОЛЬКУ не ВОЗНИКЗЮТЧЗСТИ ДВУХ ПЛЭСТИЧНЫХ ЛЭМИНЗТОВЦПЗСПОЛОженные вне зоны герметизации. можно ох- ладить. Это можно осуществить либо с ПОМОЩЬЮ ОХЛЗЖДЗЮЩИХ КЗНЗПОВ В ЗЕЖИМЭХшероховатости. являющиеся точками акку- 20 5 и 12. расположенных вне зоны герметиза Вышеперечисленные преимуществ реализуются при использовании второго варианта осуществления данного изобрете ции. через которые протекает жидкость. либоаа счет такого типа крепления. которое протекает с одновременным выдавливаниемсодержимого. которое и охлаждает приния. заключающегося в том, что одна 25 летающие области упаковочного ламината.продольная сторона выступающего участка 9 зажима 5 практически совпадает с одной стороной нагревает-дои области рабочей по веркности В (фигА). в результате чего нагре Формула изобретения Способ тепловой герметизации упако ВЬЧНОГО ламината. СОДЕРЖЗЩГО. СЛОИ тер мопластичного материала и расположенныйваемая область. прилегающая к участку 9. 30 между ними слой фольги. предусматриваю расположена на более высоком уровне. чем у уровень рабочей поверхности 8 с внешней с стороны участка 9. Причем желательно. что бы расстояние между уровнями нагреваетщий наложение участков ламината одного на другой и нагревание их с одновременнымприложением давления посредством зажи-мой области и уровнем участка 9 зажима 5 в 35 повышения качества герметизации, нагре основном было равно расстоянию между указанной нагреваемая областью и уровнем рабочей поверхности на дРУГой стороне участка 9. т.е. расстояниеа равно расстояниюструкции основная частьтекущего расплавленного термоппастичного материаланаправляется по направлению обогревае ванне памината осуществляют через слой фольги током высокой частоты, при этом нагревание осуществляют посредством зажима. имеющего выполненный из электро 40 проводного материала выступающийучасток прямоугольной формы, высота которого составляет 0.2418 толщины ламината.ЗЩИВИНЗ СООТВЕТСТВУЕТ ТОПЩИНВ ПОСЛЕДНЗ- ГО. при ЭТОМ ВЗПИЧИНУ ДЗВЛВНИЯ УСТЗНЗВЛИ мой стороны выступающего участка 9. Бо- 45 вают такой. чтобы обеспечить течениелее высокий уровень нагреваемой области(по сравнению с первым вариантом выполнения зажима) приводит к образованиюменьшего и более удлиненного пространст- . ч СМЕЖНЫХ СЛОБВ ТЭРМОПЛЗСТИЧНОГО МЗТЕРИВпа наложенных одного на другой участков ламината из зоны приложения давления в дпилегатощие зоны. 1635897
МПК / Метки
МПК: B65B 51/22
Метки: герметизации, тепловой, способ, ламината, упаковочного
Код ссылки
<a href="https://by.patents.su/6-520-sposob-teplovojj-germetizacii-upakovochnogo-laminata.html" rel="bookmark" title="База патентов Беларуси">Способ тепловой герметизации упаковочного ламината</a>
Устройство для направления и торможения полосового упаковочного материала
Номер патента: 515
Опубликовано: 30.03.1995
Автор: Торстен Нильссон
МПК: B65H 23/038
Метки: торможения, материала, упаковочного, полосового, устройство, направления
Текст:
...высокий коэффициент трения,ра . 50 который в любом случае значительноРолик 3 предпочтительно ципиндри выше, чем коэффициент трения цилиндческий и изготавливается из материа ра 1. Есл ролик З изготавливается,ла с высоким коэффициентом трения, например, из гибкого резинового ма например резины или пластика. Кроме терпела, трение между роликом и потого, в случае высокого требования 55 лотном материала 9 значительно выше,в отношении...
Способ изготовления разливочного приспособления контейнера
Номер патента: 519
Опубликовано: 30.06.1995
Авторы: Ханс-Георг Мелле, Чель Мертенссон, Ларс Карлссон
МПК: B65D 5/70
Метки: приспособления, способ, контейнера, изготовления, разливочного
Текст:
...выполнена из нескольких слоев, например из Ълоя алюминиевой фольги н слоя термо 25 пластичного материала (полиэтилена),обращенного к контейнеру (фнг.3). Разливочная закраина 4 также содержит два слоя один из поливинилхлорида, а другой, который должен подсое 30 диняться к контейнерУ из полиэтилена или другого-термопластичного натериала. Отрывная покровная полоска 5 уплотняется с материалом упаковочноъ го контейнера вокруг разлпвочного от- 35...
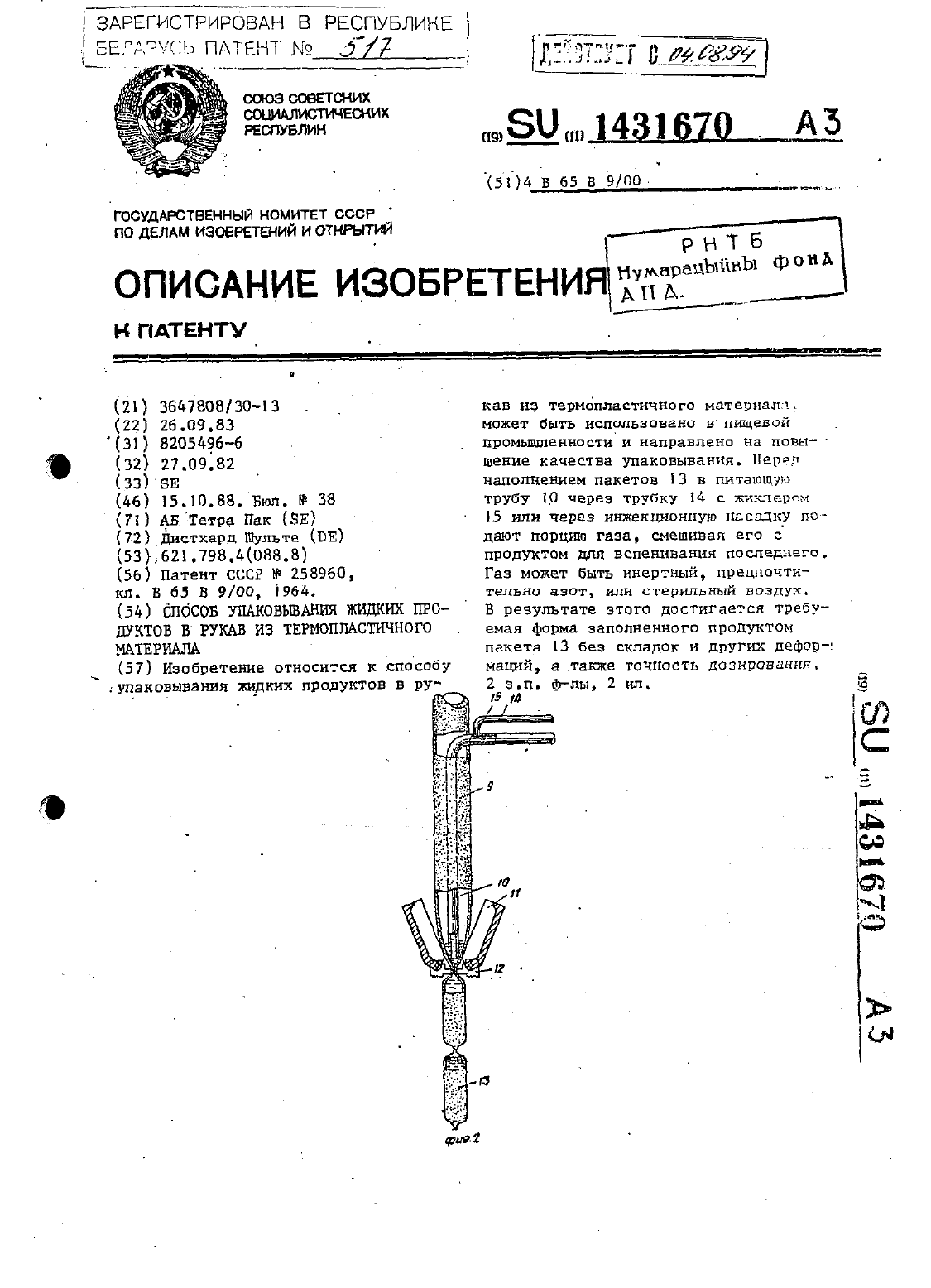
Способ упаковывания жидких продуктов в рукав из термопластичного материала
Номер патента: 517
Опубликовано: 30.06.1995
Автор: Дистхард Шульте
МПК: B65B 9/00
Метки: продуктов, жидких, способ, материала, термопластичного, рукав, упаковывания
Текст:
...9 упаковочного материала. Пакет 13 транспортируется дальше при помошн конвейера (не показан) для дальнейшей обработки и окончательного формо вания с тем, чтобы-получить пакет 13 ,25рез питающую трубу 10. В процессе непрерывной рабоп упаковочной (фа.совочной) машины и производства полностью наполненной тары пакетов 13 с продуктом содеримое подается в таких количествах, что уровень продуктов всегда располагается над участком уплотненя н...
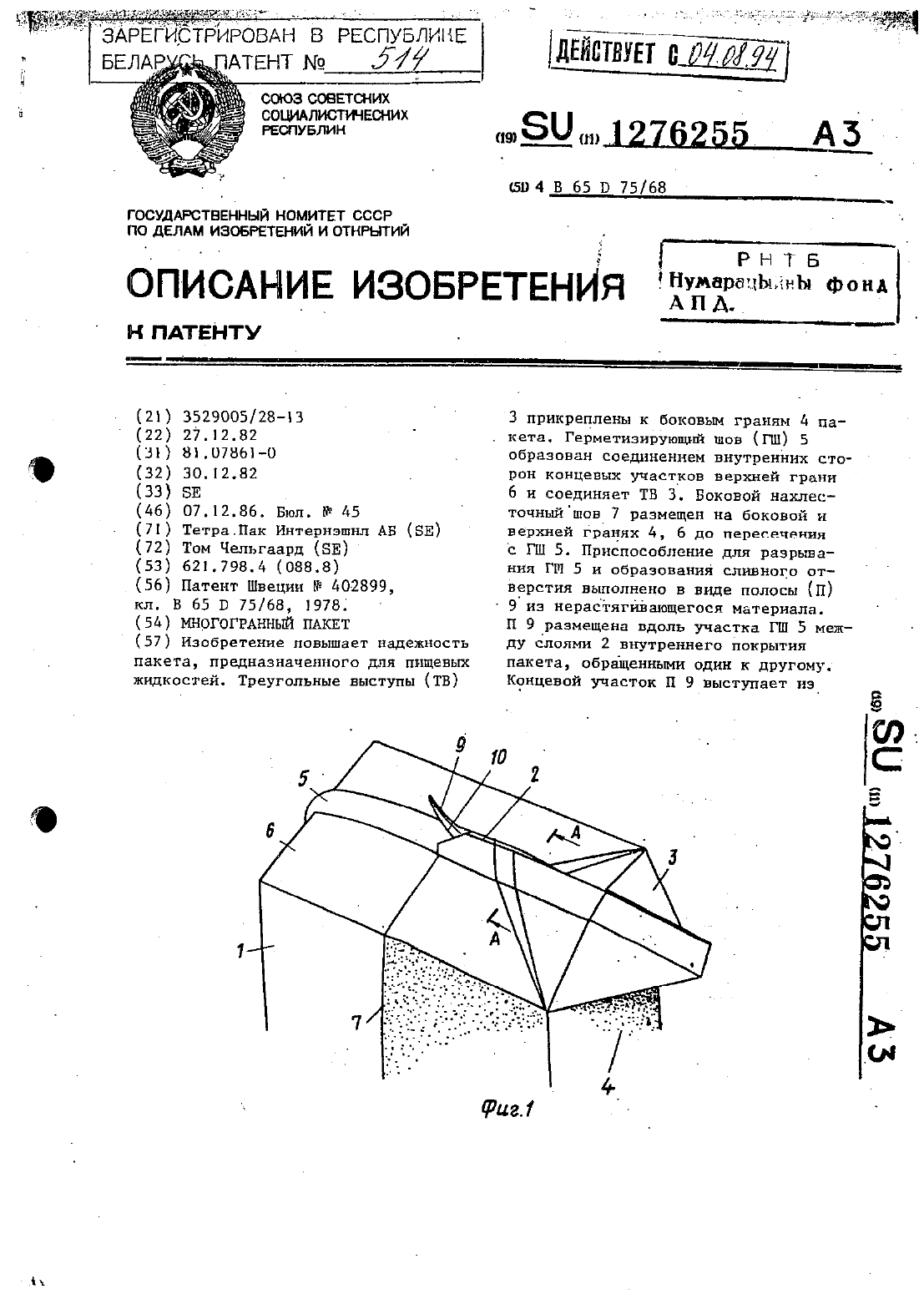
Многогранный пакет
Номер патента: 514
Опубликовано: 30.03.1995
Автор: Том Чельгаард
МПК: B65D 75/68
Метки: пакет, многогранный
Текст:
...шва 5 и размещен на внешней поверхности пакета, образуя элемент захвата. Полоса 9 снабжена с обеих сторон покрывающим слоем 10 из плас- 5 тика того же состава, что и слой внутреннего покрытия материала паке та. Слои 2 и О пластика соединены посредством тепловой обработки. Проч 7 о ность этого соединения превышает .Целесообразно выполнение полосы 9 ИЗ НВЙЛОНЗ НЛИ-ПОЛИСТИРОЛЭУ а ПОКРЫ Вающих слоев 2 и 10 из полиэтилена. 15 При-использовании...
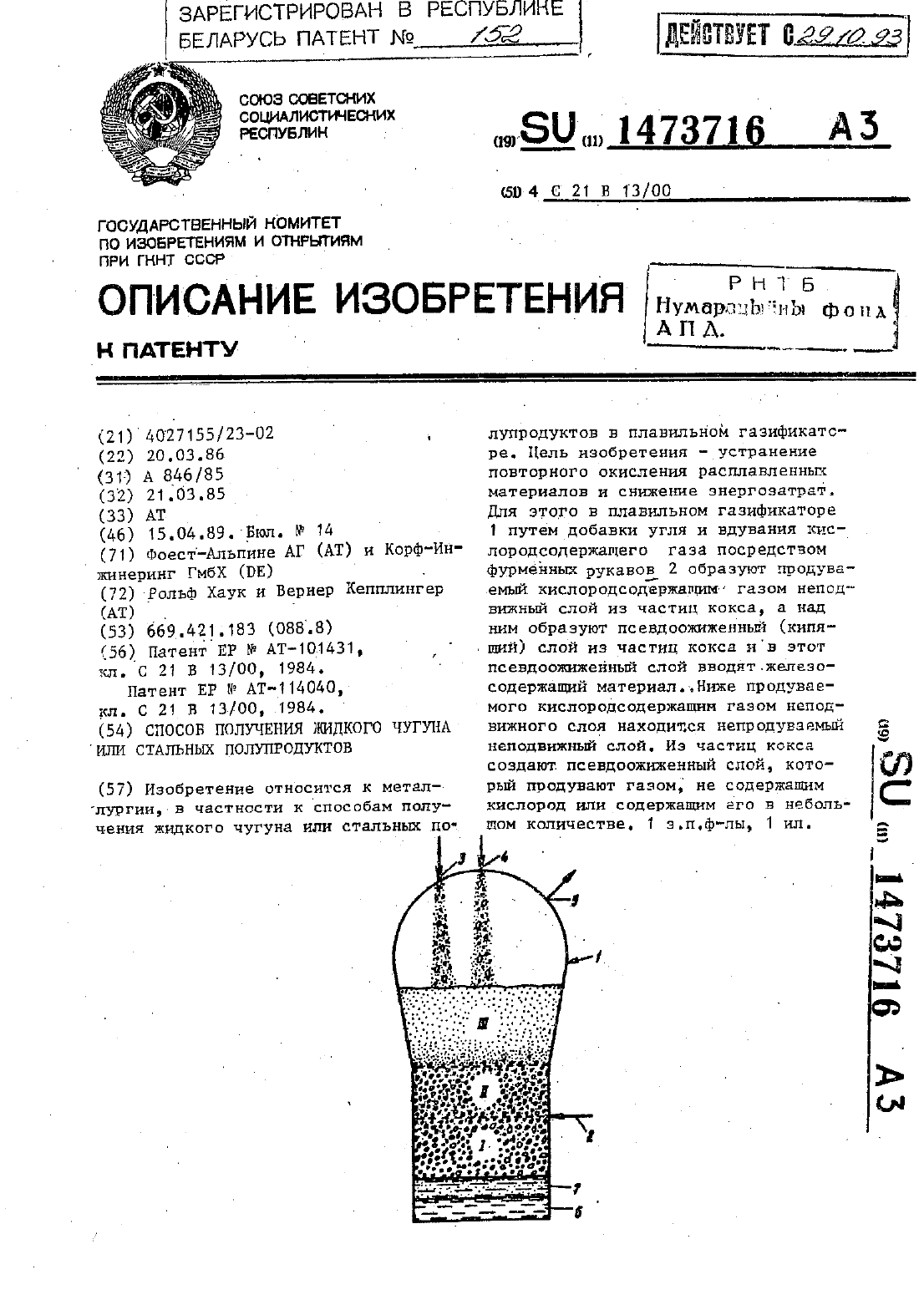
Способ получения жидкого чугуна или стальных полупродуктов
Номер патента: 152
Опубликовано: 30.09.1994
Авторы: Вернер КЕППЛИНГЕР, Рольф Хаук
МПК: C21B 13/00
Метки: стальных, чугуна, или, способ, полупродуктов, получения, жидкого
Текст:
...газового по-50 тока в трубе недостаточна.только затормаживаются и проваливаются через псевдоожиженны слой 111 и, осаждаясь, образуют неподвижный слой 11 или неподвижный слой 1. 1В неподвижном слое 11 создают тепло, необходимое для ведения процесса,передают в противотоке расплавляемо-Рму губчатому железу и перегревают образующийся из шлака и металла рас план, Перегрев должен быть таким.(приблизительно до 1600 С), чтобы можно...
Предыдущий патент: Способ изготовления разливочного приспособления контейнера
Следующий патент: Непрерывно передвигающаяся в процессе работы выправочно-подбивочно-отделочная машина
Случайный патент: Стенд для обкатки и испытания редуктора