Штамп для сборки армирующей вставки поршня двигателя внутреннего сгорания
Номер патента: 17530
Опубликовано: 30.10.2013
Авторы: Волочко Александр Тихонович, Клушин Валерий Александрович, Изобелло Александр Юрьевич
Текст
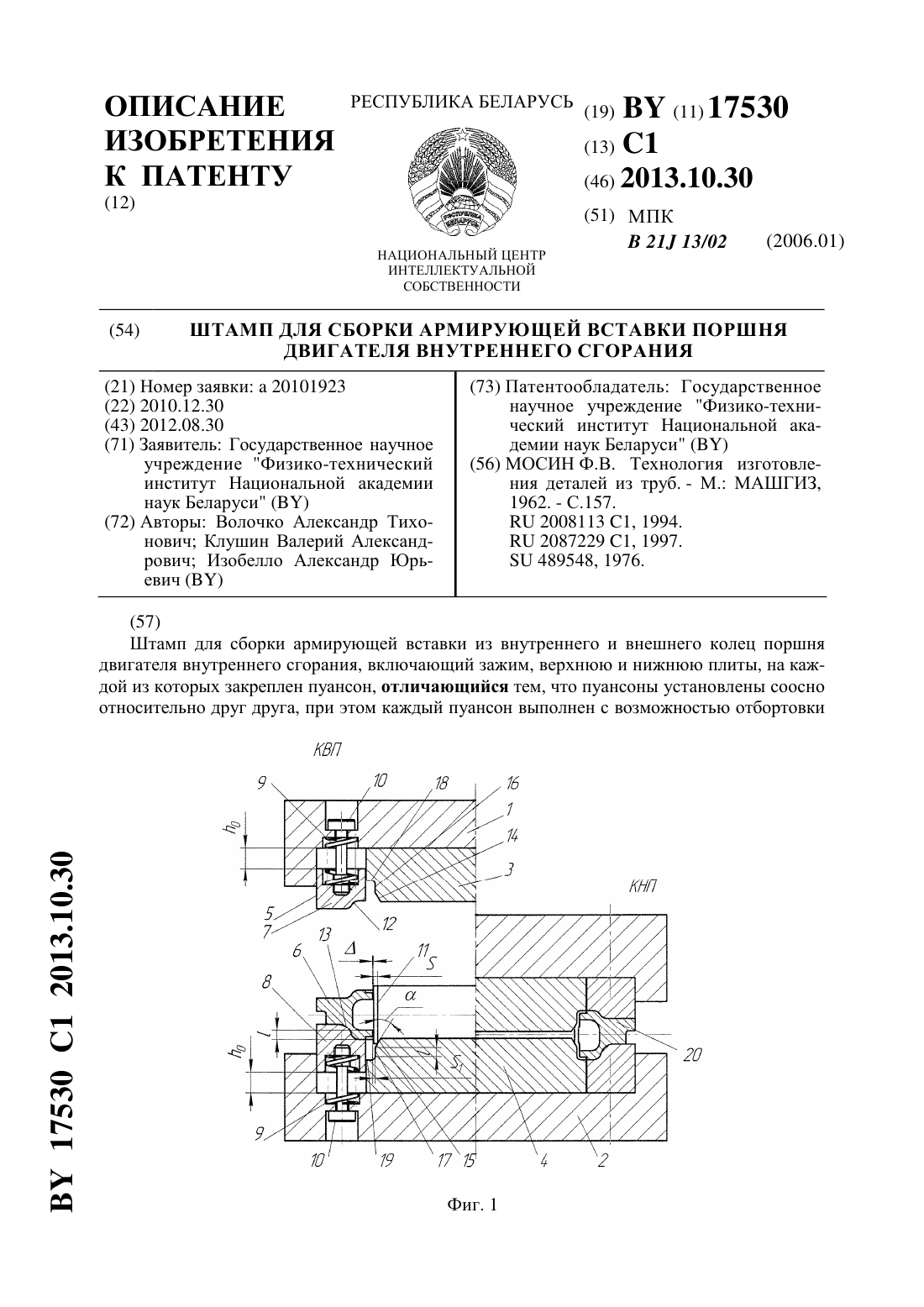
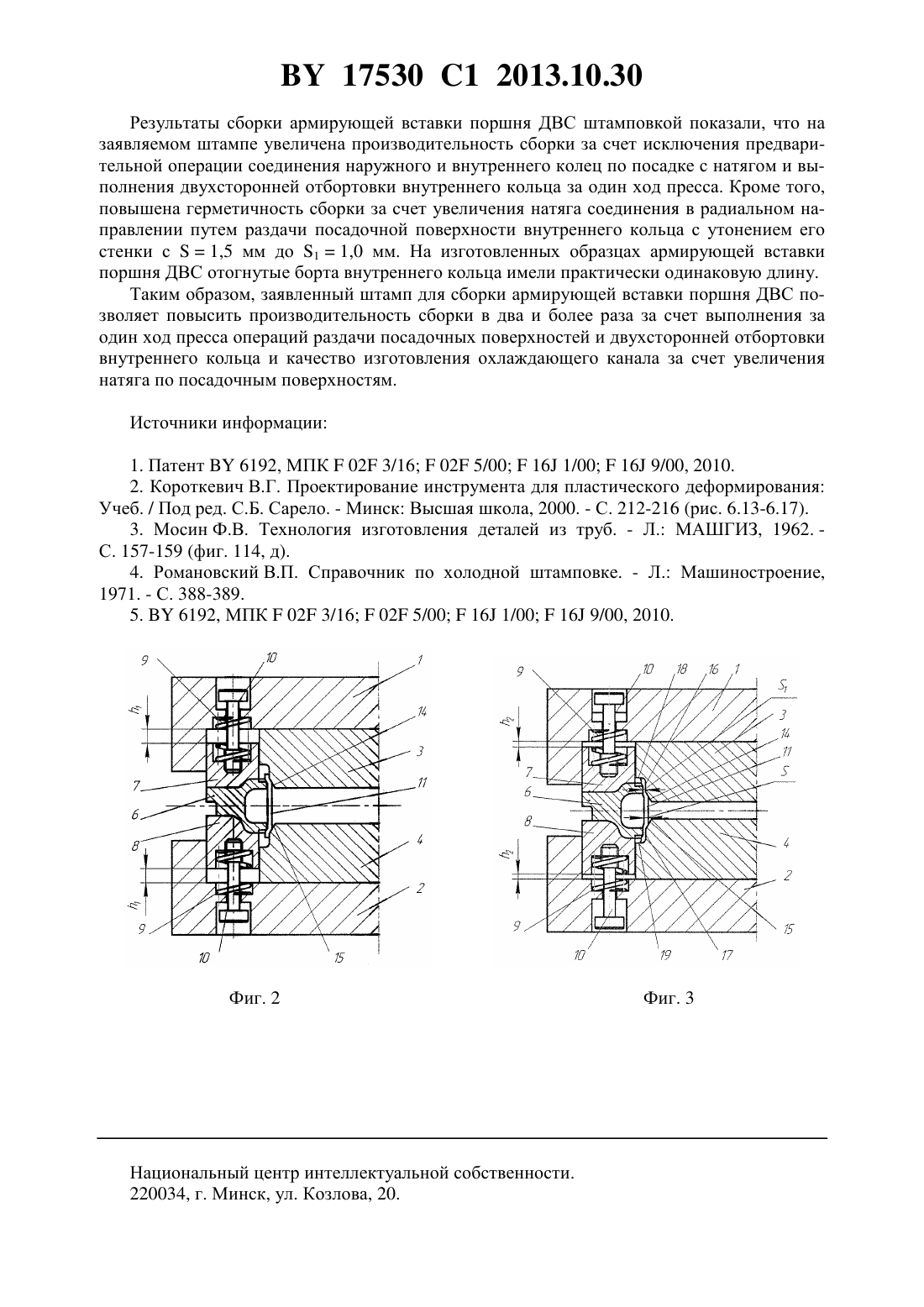
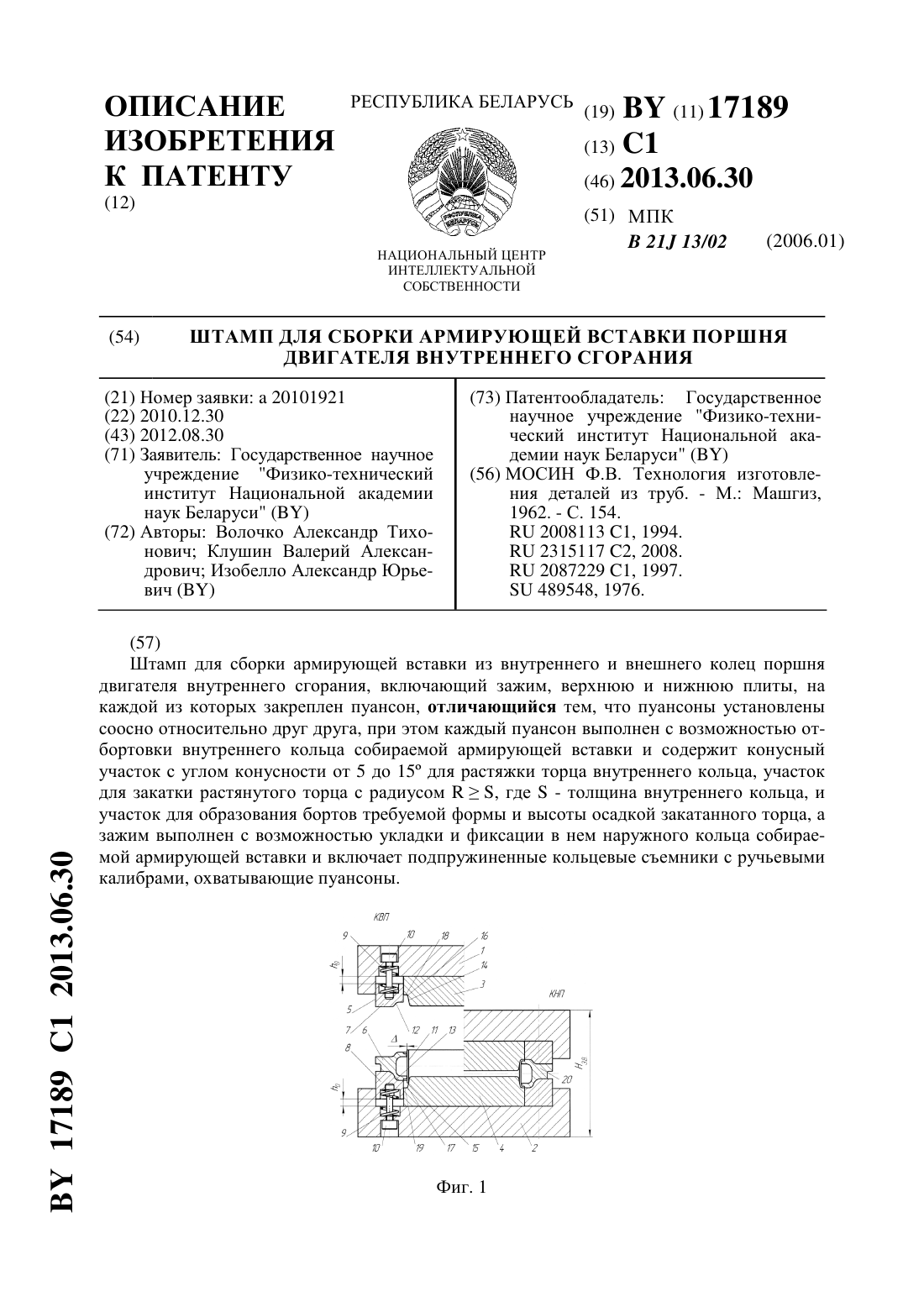
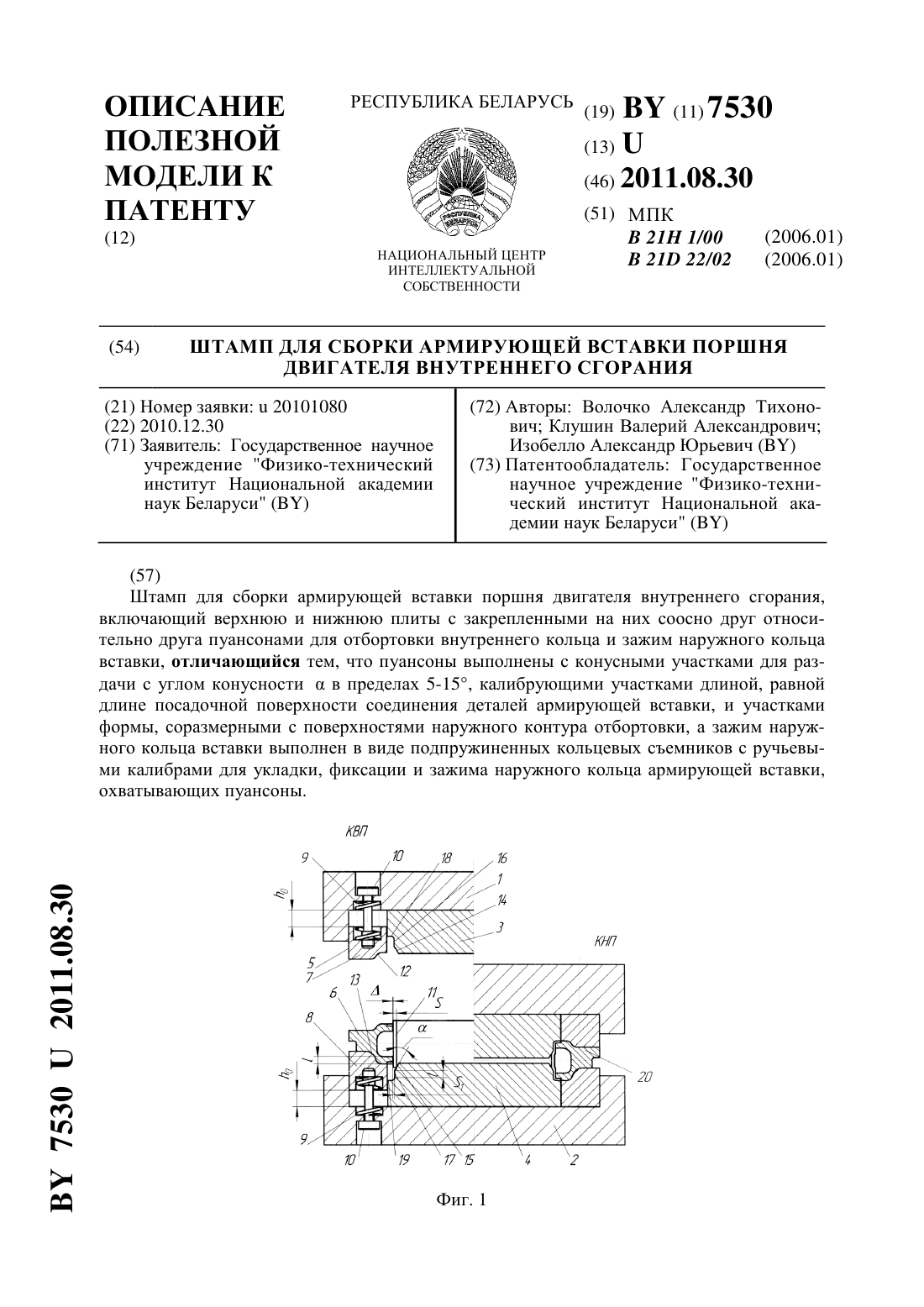
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ШТАМП ДЛЯ СБОРКИ АРМИРУЮЩЕЙ ВСТАВКИ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Волочко Александр Тихонович Клушин Валерий Александрович Изобелло Александр Юрьевич(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(56) МОСИН Ф.В. Технология изготовления деталей из труб. - М. МАШГИЗ,1962. - С.157.2008113 1, 1994.2087229 1, 1997.489548, 1976.(57) Штамп для сборки армирующей вставки из внутреннего и внешнего колец поршня двигателя внутреннего сгорания, включающий зажим, верхнюю и нижнюю плиты, на каждой из которых закреплен пуансон, отличающийся тем, что пуансоны установлены соосно относительно друг друга, при этом каждый пуансон выполнен с возможностью отбортовки 17530 1 2013.10.30 внутреннего кольца собираемой армирующей вставки и содержит конусный участок с углом конусности в пределах от 5 до 15 для раздачи торцов внутреннего кольца, калибрующий участок длиной, соответствующей длине посадочной поверхности соединения колец собираемой армирующей вставки, и участок для осадки внутреннего кольца с образованием бортов требуемой формы и высоты, а зажим выполнен с возможностью укладки и фиксации в нем наружного кольца собираемой армирующей вставки и включает два подпружиненных кольцевых съемника, каждый из которых охватывает соответствующий пуансон и выполнен с ручьевыми калибрами. Изобретение относится к обработке металлов давлением и может быть использовано для сборки штамповкой армирующих вставок поршней двигателей внутреннего сгорания (ДВС). Конструктивной особенностью армирующей вставки поршня ДВС является то, что она образована соединением наружного кольца из высоколегированного чугуна, в котором выполнена полость в виде кольцевой проточки, и внутреннего кольца из углеродистой стали. Соединение наружного и внутреннего колец армирующей вставки поршня выполняют неразъемным с двухсторонней отбортовкой внутреннего кольца, выступающего за пределы наружного кольца 1. Известен штамп для обжима трубчатой заготовки 2, который включает верхнюю и нижнюю плиты с закрепленными на них соосно относительно друг друга пуансоном (на верхней плите) и выталкивателем (на нижней плите) и устройство для зажима трубчатой заготовки в виде жесткой обоймы. Указанный штамп используется для раздачи торцовой части трубчатой заготовки коническим участком пуансона и при соответствующем изменении конструкции пуансона может быть использован для отбортовки концевой части трубчатой заготовки. Недостаток известной конструкции штампа заключается в том, что на нем можно выполнить отбортовку трубчатой заготовки только с одной стороны и невозможно выполнять двухстороннюю отбортовку. В качестве прототипа выбран штамп 3, включающий две плиты с закрепленными на них соосно относительно друг друга пуансонами и устройство для зажима наружного кольца (вкладыша). Штамп используют для отбортовки манжет из отрезков красномедных труб (внутреннее кольцо) в стальных вкладышах (наружное кольцо). Процесс отбортовки манжет (внутреннего кольца) производится одновременно с двух сторон вкладыша (наружного кольца) за два перехода. Таким образом, в результате выполнения двухсторонней отбортовки внутреннего кольца на штампе получают неразъемное соединение наружного и внутреннего колец, т.е. штамп используют для сборки деталей. Следует отметить, что холодная штамповка широко используется при сборке различных деталей. Схемы сборки изделий штамповкой приведены в работе 4. Недостатком штампа, выбранного в качестве прототипа, является то, что он не позволяет осуществлять сборку (соединение) наружного и внутреннего колец штамповкой за один переход. Использование штампов известной конструкции применительно к сборке армирующей вставки поршня ДВС потребует несколько переходов штамповки, при этом каждый переход штамповки выполняют на отдельном штампе, что значительно снижает производительность сборки. Кроме того, в известных штампах устройство для зажима наружного кольца не фиксирует взаимного расположения наружного и внутреннего колец относительно друг друга перед началом сборки (соединения) деталей, что снижает точность процесса сборки, отогнутые борта внутреннего кольца могут иметь разные значения. В основу изобретения положена задача повышения производительности и качества сборки армирующей вставки поршня ДВС за счет создания конструкции штампа, в кото 2 17530 1 2013.10.30 ром совмещают двухстороннюю отбортовку внутреннего кольца с раздачей его посадочных поверхностей до образования соединения наружного и внутреннего колец с гарантированным натягом в радиальном направлении. Поставленная задача достигается тем, что в штампе для сборки армирующей вставки из внутреннего и внешнего колец поршня двигателя внутреннего сгорания, включающем зажим, верхнюю и нижнюю плиты, на каждой из которых закреплен пуансон, пуансоны установлены соосно относительно друг друга, при этом каждый пуансон выполнен с возможностью отбортовки внутреннего кольца собираемой армирующей вставки и содержит конусный участок с углом конусности в пределах от 5 до 15 для раздачи торцов внутреннего кольца, калибрующий участок длиной, соответствующей длине посадочной поверхности соединения колец собираемой армирующей вставки, и участок для осадки внутреннего кольца с образованием бортов требуемой формы и высоты, а зажим выполнен с возможностью укладки и фиксации в нем наружного кольца собираемой армирующей вставки и включает два подпружиненных кольцевых съемника, каждый из которых охватывает соответствующий пуансон и выполнен с ручьевыми калибрами. Технический результат реализован тем, что увеличены производительность сборки армирующей вставки поршня ДВС в два раза и натяг по посадочным поверхностям наружного и внутреннего колец в радиальном направлении, а также уменьшена разница объемов отогнутых бортов внутреннего кольца. Сущностью заявляемого штампа является то, что зажим наружного кольца армирующей вставки выполнен в виде подпружиненных кольцевых съемников с ручьевыми калибрами для фиксации взаимного расположения наружного и внутреннего колец вставки относительно друг друга перед началом сборки армирующей вставки поршня ДВС в штампе, что исключает предварительную операцию тепловой сборки колец, а пуансоны выполнены с конусными и калибрующими участками для раздачи и участками для отбортовки, что позволяет осуществлять сборку колец за один ход пресса, совмещая двухстороннюю отбортовку внутреннего кольца и раздачу его посадочных поверхностей до образования соединения наружного и внутреннего колец с гарантированным натягом в радиальном направлении,это повышает производительность сборки армирующей вставки поршня ДВС и качество изготовления охлаждающего канала в ней. Анализ известных конструкций штампов для сборки армирующей вставки поршня ДВС показывает, что заявленный штамп выполнен на изобретательском уровне, в связи с тем, что совокупность его узлов и деталей в том виде, как он есть, является новой применительно к изготовлению поршня ДВС. Штамп для сборки армирующей вставки поршня поясняется фигурами, где фиг. 1 - общий вид штампа слева - верхняя часть штампа в крайнем верхнем положении (КВП), справа - верхняя часть штампа в крайнем нижнем положении (КНП) фиг. 2 - соединения наружного и внутреннего колец в начальный момент двухсторонней раздачи концов внутреннего кольца конусными участками пуансонов фиг. 3 - соединения наружного и внутреннего колец в момент двухсторонней раздачи внутреннего кольца конусными участками пуансонов и раздачи посадочных поверхностей внутреннего кольца до утонения стенок калибрующими участками пуансонов Штамп (фиг. 1) для сборки армирующей вставки поршня двигателя внутреннего сгорания включает верхнюю плиту 1 и нижнюю плиту 2. На верхней плите 1 закреплен пуансон 3, на нижней плите 2 закреплен пуансон 4. Пуансоны 3 и 4 установлены в штампе соосно относительно друг друга. Зажим 5 выполнен с возможностью укладки и фиксации в нем наружного кольца изготавливаемой армирующей вставки и включает подпружиненные кольцевые съемники (7 8) с ручьевыми калибрами, охватывающие пуансоны (3 4). Кольцевые съемники 7 и 8 снабжены пружинами 9 и винтами 10 для возможности регулировки их (съемников) положения относительно пуансонов 3 и 4 по высоте и создания необходимого усилия зажима наружного кольца 6 армирующей вставки в процессе его сборки (соединения) с внутрен 3 17530 1 2013.10.30 ним кольцом 11. Для укладки наружного кольца 6 в штамп и фиксации его положения относительно пуансонов 3 и 4 в радиальном направлении кольцевые съемники 7 и 8 снабжены ручьевыми калибрами 12 и 13 соответственно. Пуансоны 3 и 4 соответственно выполняют с конусными участками 14 и 15 для раздачи внутреннего кольца 11 с углом конусностив пределах 5-15 и калибрующими участками 16 и 17 длиной, равной длинепосадочной поверхности соединения деталей армирующей вставки, и участком (18 и 19) для осадки внутреннего кольца с образованием бортов требуемой формы и высоты. На фиг. 1-3 показана динамика формирования соединения наружного и внутреннего колец армирующей вставки поршня штамповкой. Работу штампа осуществляют следующим образом. При положении штампа в КВП (фиг. 1, слева) производят укладку наружного кольца 6 армирующей вставки в калибр 13 кольцевого съемника 8 и укладку внутреннего кольца 11 в наружное кольцо с зазоромна сторону. Возможна одновременная укладка в штамп наружного 6 и внутреннего 11 колец, предварительно собранных по посадке с зазором. Величину зазора посадки колец (фиг. 1, слева) выбирают из числа предпочтительных от 7/8 до 11/11 по ГОСТ 25347 или принимают величину зазора (разность посадочных размеров наружного и внутреннего колец) в пределах 0,1-0,5 мм из соображений удобства установки внутреннего кольца 11 в наружное кольцо 6. Значение зазора менее 0,1 мм вызывает затруднения при установке внутреннего кольца из-за возможных дефектов на торцовых поверхностях колец (заусенцев, вмятин и др.), а значение более 0,5 мм не создает какого-либо дополнительного эффекта и поэтому нецелесообразно из-за увеличения степени свободы перемещения внутреннего кольца относительно наружного. В этот момент пружины 9 кольцевых съемников находятся в состоянии предварительной затяжки, которая выполняется при сборке штампа. Рабочий ход пружин равен 0 (фиг. 1), при этом рабочий ход штампа, затрачиваемый на деформацию внутреннего кольца 11, равен 2 0. Включают рабочий ход пресса. Верхняя плита 1 с пуансоном 3 и подпружиненным кольцевым съемником 7 движется вниз (фиг. 1, 2). Кольцевой подпружиненный съемник 7 фиксирует положение наружного кольца 6 путем его прижима к кольцевому подпружиненному съемнику 8 нижней плиты 2 штампа, а пуансон 3 входит во внутреннее кольцо 11. Пуансоны 3 и 4 (фиг. 2) своими конусными участками 14 и 15 выставляют и фиксируют положение внутреннего кольца 11 относительно наружного кольца 6 в радиальном и осевом направлениях, и затем осуществляют раздачу его концевых участков. Пуансоны выполняют с конусными участками для раздачи внутреннего кольца 11 с углом конусностив пределах 5-15. Раздачу концов с углом конусности меньше 5 выполнять нецелесообразно из-за экономических соображений, так как для достижения требуемой раздачи внутреннего кольца потребуются пуансоны с большой длиной конусных участков и, соответственно, пресса с большим рабочим ходом. Угол больше 15 нежелателен из-за уменьшения очага деформации, определяющего гарантированный натяг в радиальном направлении. Используемый для раздачи рабочий ход штампа по фиг. 2 вызывает соответствующее нагружение (сжатие) пружин 9 кольцевых съемников 7 и 8 до значения 1. При дальнейшем рабочем ходе штампа (фиг. 1, 3) продолжают раздачу концевых участков внутреннего кольца 11 конусными участками 14 и 15 и осуществляют раздачу посадочных поверхностей внутреннего кольца 11 калибрующими участками 16 и 17 пуансонов 3 и 4. Раздачу посадочных поверхностей внутреннего кольца 11 осуществляют с утонением стенок с исходной толщины внутреннего кольцадо значения 1 на длине , равной длине посадочной поверхности соединения деталей армирующей вставки. Раздачу посадочных поверхностей выполняют по схеме сжатия, при которой срединный участок внутреннего 4 17530 1 2013.10.30 кольца испытывает осевые сжимающие напряжения, а вытесняемый объем металла выдавливается в направлении обратном движению пуансонов 3 и 4, при этом торцовые поверхности внутреннего кольца 11 осаживаются участками формы 18 и 19 пуансонов,соразмерными с поверхностями наружного контура отбортовки. На этом этапе деформации (фиг. 3) осуществляют соединение наружного и внутреннего колец армирующей вставки с гарантированным натягом в радиальном направлении и начинают двухстороннюю отбортовку внутреннего кольца участками формы 18 и 19 пуансонов. Используемый для раздачи рабочий ход штампа по фиг. 3 вызывает сжатие пружин 9 кольцевых съемников 7 и 8 до значения 2. Двухстороннюю отбортовку завершают осадкой закатанных концов внутреннего кольца 11 участками 18 и 19 пуансонов 3 и 4 соответственно с образованием бортов заданной формы и высоты (фиг. 1, справа). В процессе отбортовки участки внутреннего кольца в границах посадочных поверхностей соединения наружного и внутреннего колец находятся в условиях всестороннего сжатия, что способствует увеличению натяга в соединении и деформационного упрочнения внутреннего кольца. Величина натяга сборки наружного и внутреннего колец армирующей вставки 20 поршня (фиг. 1, справа) зависит от величины контактного давления, создаваемого на посадочных поверхностях наружного 6 и внутреннего 11 колец от деформации раздачи внутреннего кольца 11, и механических свойств материалов сопрягаемых колец. При обратном ходе пресса верхнюю плиту 1 штампа с пуансоном 3 поднимают в исходное положение (фиг. 1, слева), при этом кольцевые съемники 7 и 8 зажимного устройства 5 осуществляют съем отштампованной сборки с пуансонов 3 и 4, после чего готовое изделие 20 (армирующую вставку поршня ДВС) извлекается из штампа. Штамп готов для последующей сборки штамповкой армирующих вставок поршней ДВС. Пример. Осуществляли сборку армирующей вставки поршня ДВС, осваиваемого в производстве на ЗАО Минский моторный завод 5 в экспериментальном штампе на гидравлическом прессе модели К 2130 за один ход пресса. Наружное кольцо 6 (фиг. 1) выполняли из высоколегированного чугуна марки ЧН 15 Д 7 толщиной 19 мм с полостью для масляного охлаждения в виде кольцевой проточки диаметром 80,6 Н 7 мм, шириной 13 мм и глубиной 11,4 мм. Внутреннее кольцо 11 (фиг. 1) изготавливали из стали 45 (наружный диаметр 80,6 е 8 мм, толщина 1,5 мм, ширина 270,1 мм). Сборку армирующей вставки осуществляли в штампе (фиг. 1). Предварительно перед укладкой в штамп в наружное кольцо 6 вставляли внутреннее кольцо 11 по посадке с зазором. Фактический зазор в соединении колец изготавливаемой партии армирующих вставок (5 шт.) колебался в пределах 0,07-0,15 мм. Полученное соединение колец укладывали в штамп на подпружиненный кольцевой съемник 8, при этом внутреннее кольцо соединения упиралось в конический участок 15 пуансона 4, фиксируя его взаимное расположение относительно наружного кольца. Раздачу торцовых участков внутреннего кольца 11 осуществляли пуансонами, конусные участки которых были выполнены с углами конусности 10, а калибрующие участки имели диаметр 78,6 мм и длину 3 мм, равную длине посадочной поверхности армирующей вставки. Сборка армирующей вставки в штампе обеспечила соединение колец по посадочному размеру 80,6 мм с раздачей посадочных поверхностей внутреннего кольца до диаметра 78,6 мм с утонением его стенки с 1,5 до 1,0 мм. 17530 1 2013.10.30 Результаты сборки армирующей вставки поршня ДВС штамповкой показали, что на заявляемом штампе увеличена производительность сборки за счет исключения предварительной операции соединения наружного и внутреннего колец по посадке с натягом и выполнения двухсторонней отбортовки внутреннего кольца за один ход пресса. Кроме того,повышена герметичность сборки за счет увеличения натяга соединения в радиальном направлении путем раздачи посадочной поверхности внутреннего кольца с утонением его стенки с 1,5 мм до 11,0 мм. На изготовленных образцах армирующей вставки поршня ДВС отогнутые борта внутреннего кольца имели практически одинаковую длину. Таким образом, заявленный штамп для сборки армирующей вставки поршня ДВС позволяет повысить производительность сборки в два и более раза за счет выполнения за один ход пресса операций раздачи посадочных поверхностей и двухсторонней отбортовки внутреннего кольца и качество изготовления охлаждающего канала за счет увеличения натяга по посадочным поверхностям. Источники информации 1. Патент 6192, МПК 02 3/1602 5/0016 1/0016 9/00, 2010. 2. Короткевич В.Г. Проектирование инструмента для пластического деформирования Учеб. / Под ред. С.Б. Сарело. - Минск Высшая школа, 2000. - С. 212-216 (рис. 6.13-6.17). 3. Мосин Ф.В. Технология изготовления деталей из труб. - Л. МАШГИЗ, 1962. С. 157-159 (фиг. 114, д). 4. Романовский В.П. Справочник по холодной штамповке. - Л. Машиностроение,1971. - С. 388-389. 5.6192, МПК 02 3/1602 5/0016 1/0016 9/00, 2010. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B21J 13/02
Метки: сборки, внутреннего, вставки, двигателя, штамп, сгорания, армирующей, поршня
Код ссылки
<a href="https://by.patents.su/6-17530-shtamp-dlya-sborki-armiruyushhejj-vstavki-porshnya-dvigatelya-vnutrennego-sgoraniya.html" rel="bookmark" title="База патентов Беларуси">Штамп для сборки армирующей вставки поршня двигателя внутреннего сгорания</a>
Штамп для сборки армирующей вставки поршня двигателя внутреннего сгорания
Номер патента: 17189
Опубликовано: 30.06.2013
Авторы: Клушин Валерий Александрович, Изобелло Александр Юрьевич, Волочко Александр Тихонович
МПК: B21J 13/02
Метки: вставки, штамп, внутреннего, двигателя, сборки, поршня, армирующей, сгорания
Текст:
...съемники 7 и 8 снабжены пружинами 9 и винтами 10 для возможности регулировки их (съемников) положения относительно пуансонов 3 и 4 по высоте и создания необходимого усилия зажима наружного кольца 6 армирующей вставки в процессе его сборки (соединения) с внутренним кольцом 11. Для укладки наружного кольца 6 в штамп и фиксации его положения относительно пуансонов 3 и 4 в радиальном направлении кольцевые съемники 7 и 8 снабжены ручьевыми...
Штамп для сборки армирующей вставки поршня двигателя внутреннего сгорания
Номер патента: U 7529
Опубликовано: 30.08.2011
Авторы: Клушин Валерий Александрович, Изобелло Александр Юрьевич, Волочко Александр Тихонович, Ласковнев Александр Петрович
МПК: B21D 22/02, B21H 1/00
Метки: штамп, армирующей, вставки, сгорания, поршня, внутреннего, сборки, двигателя
Текст:
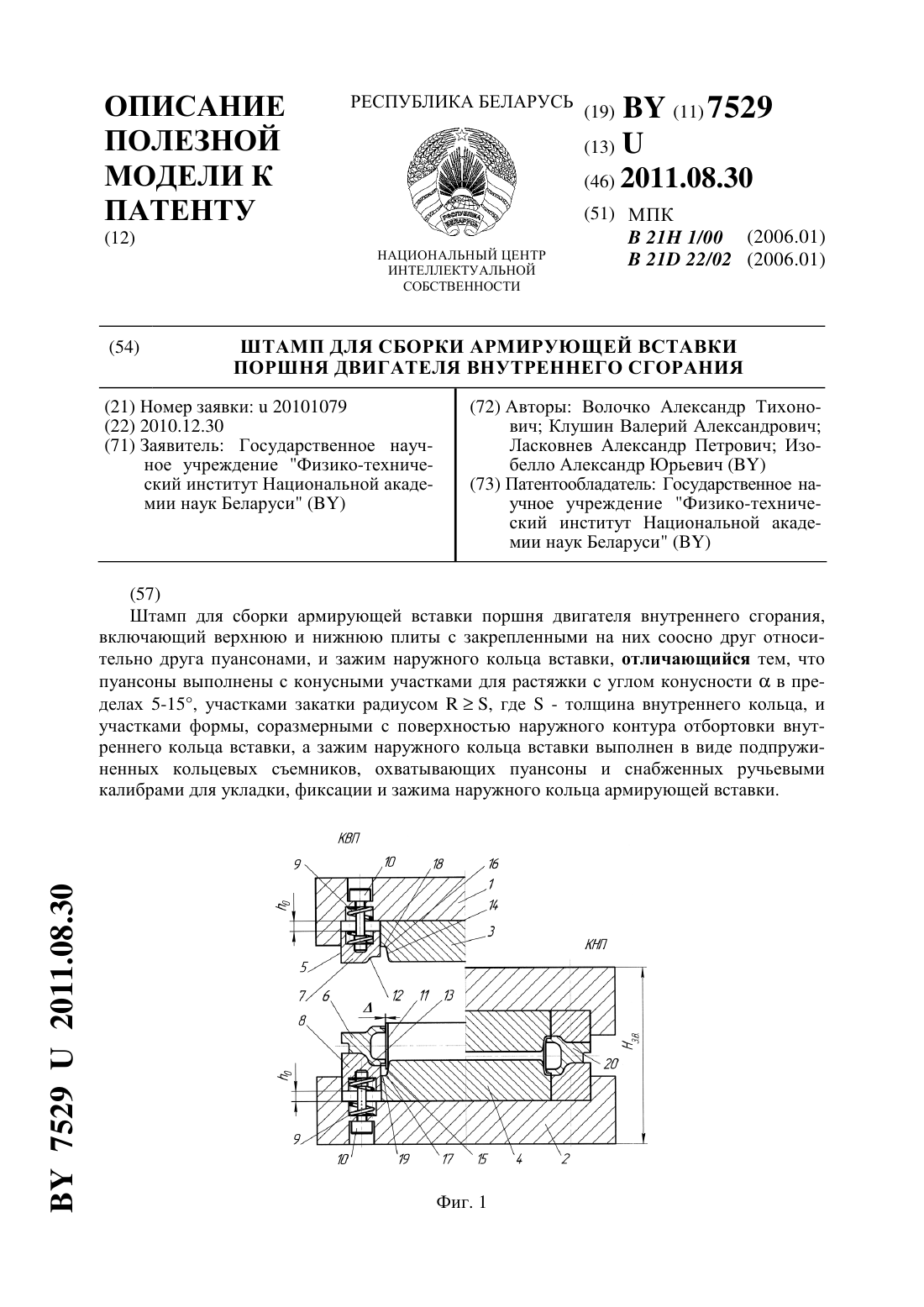
...плиту 2. На верхней плите 1 закреплен пуансон 3, на нижней плите 2 закреплен пуансон 4. Пуансоны 3 и 4 установлены в штампе соосно друг относительно друга. Устройство 5 для зажима наружного кольца 6 армирующей вставки поршня выполнено в виде подпружиненных кольцевых съемников 7 и 8, охватывающих пуансоны 3 и 4 соответственно. Кольцевые съемники 7 и 8 снабжены пружинами 9 и винтами 10 для воз 3 75292011.08.30 можности регулировки их...
Штамп для сборки армирующей вставки поршня двигателя внутреннего сгорания
Номер патента: U 7530
Опубликовано: 30.08.2011
Авторы: Волочко Александр Тихонович, Изобелло Александр Юрьевич, Клушин Валерий Александрович
МПК: B21H 1/00, B21D 22/02
Метки: двигателя, армирующей, поршня, сборки, вставки, штамп, внутреннего, сгорания
Текст:
...необходимого усилия зажима наружного кольца 6 армирующей вставки в процессе его сборки (соединения) с внутренним кольцом 11. Для укладки наружного кольца 6 в штамп и 75302011.08.30 фиксации его положения относительно пуансонов 3 и 4 в радиальном направлении кольцевые съемники 7 и 8 снабжены ручьевыми калибрами 12 и 13 соответственно. Пуансоны 3 и 4 соответственно выполняют с конусными участками 14 и 15 для раздачи внутреннего кольца 11...
Способ изготовления армирующей вставки поршня двигателя внутреннего сгорания
Номер патента: 17188
Опубликовано: 30.06.2013
Авторы: Клушин Валерий Александрович, Волочко Александр Тихонович, Изобелло Александр Юрьевич
МПК: F02F 3/16, F02F 5/00, F16J 1/00...
Метки: внутреннего, способ, изготовления, вставки, сгорания, поршня, двигателя, армирующей
Текст:
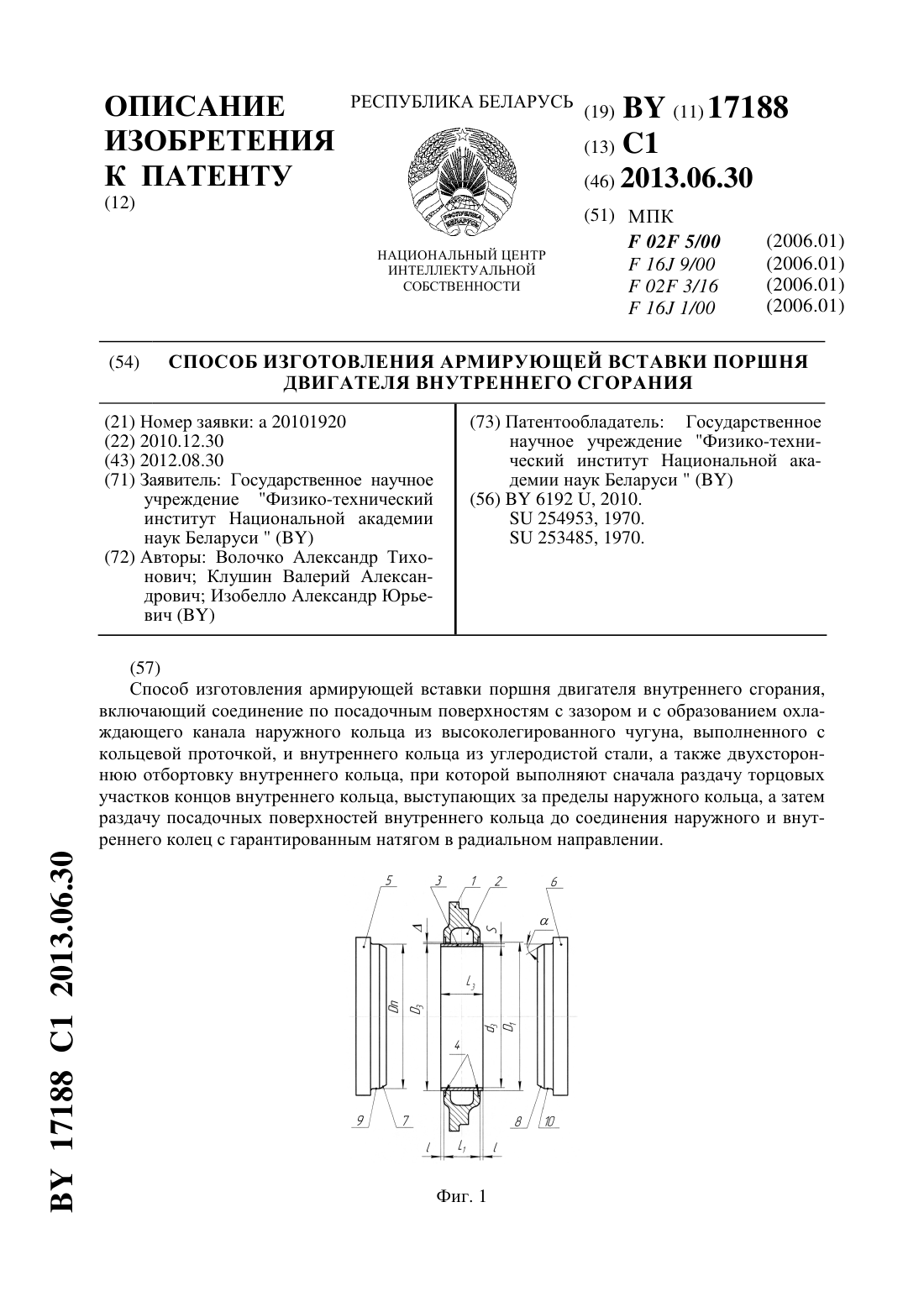
...относительно наружного. Затем осуществляют двухстороннюю отбортовку внутреннего кольца, совмещая ее с раздачей посадочных поверхностей внутреннего кольца до образования соединения наружного и внутреннего колец с гарантированным натягом в радиальном направлении, в следующей последовательности. При встречном движении пуансонов 5, 6 осуществляют центрирование положения внутреннего кольца 3 относительно наружного кольца 1 (фиг. 2) и...
Способ изготовления армирующей вставки поршня двигателя внутреннего сгорания

Номер патента: 17190
Опубликовано: 30.06.2013
Авторы: Изобелло Александр Юрьевич, Волочко Александр Тихонович, Клушин Валерий Александрович, Овчинников Владимир Васильевич
МПК: F02F 5/00, F02F 3/16, F16J 1/00...
Метки: способ, двигателя, поршня, вставки, армирующей, изготовления, внутреннего, сгорания
Текст:
...наружного кольца 1 по длиневыступающих концов осуществляют при наладке технологической оснастки путем изменения начального (исходного) положения нижней пуансон-матрицы 7 (фиг. 1). Способ реализуют следующим образом. Вначале устанавливают на кольцевую плиту 5 технологической оснастки наружное кольцо 1 и затем в наружное кольцо 1 устанавливают внутреннее кольцо 3 по посадке с зазоромна сторону. Положение внутреннего кольца 3 относительно...
Предыдущий патент: Искусственный клапан сердца
Следующий патент: Способ распределения контента в системе IP-телевидения, способ и система перенаправления сервисов в системе IP-телевидения
Случайный патент: Двигатель внутреннего сгорания