Штамп для сборки армирующей вставки поршня двигателя внутреннего сгорания
Номер патента: 17189
Опубликовано: 30.06.2013
Авторы: Клушин Валерий Александрович, Волочко Александр Тихонович, Изобелло Александр Юрьевич
Текст
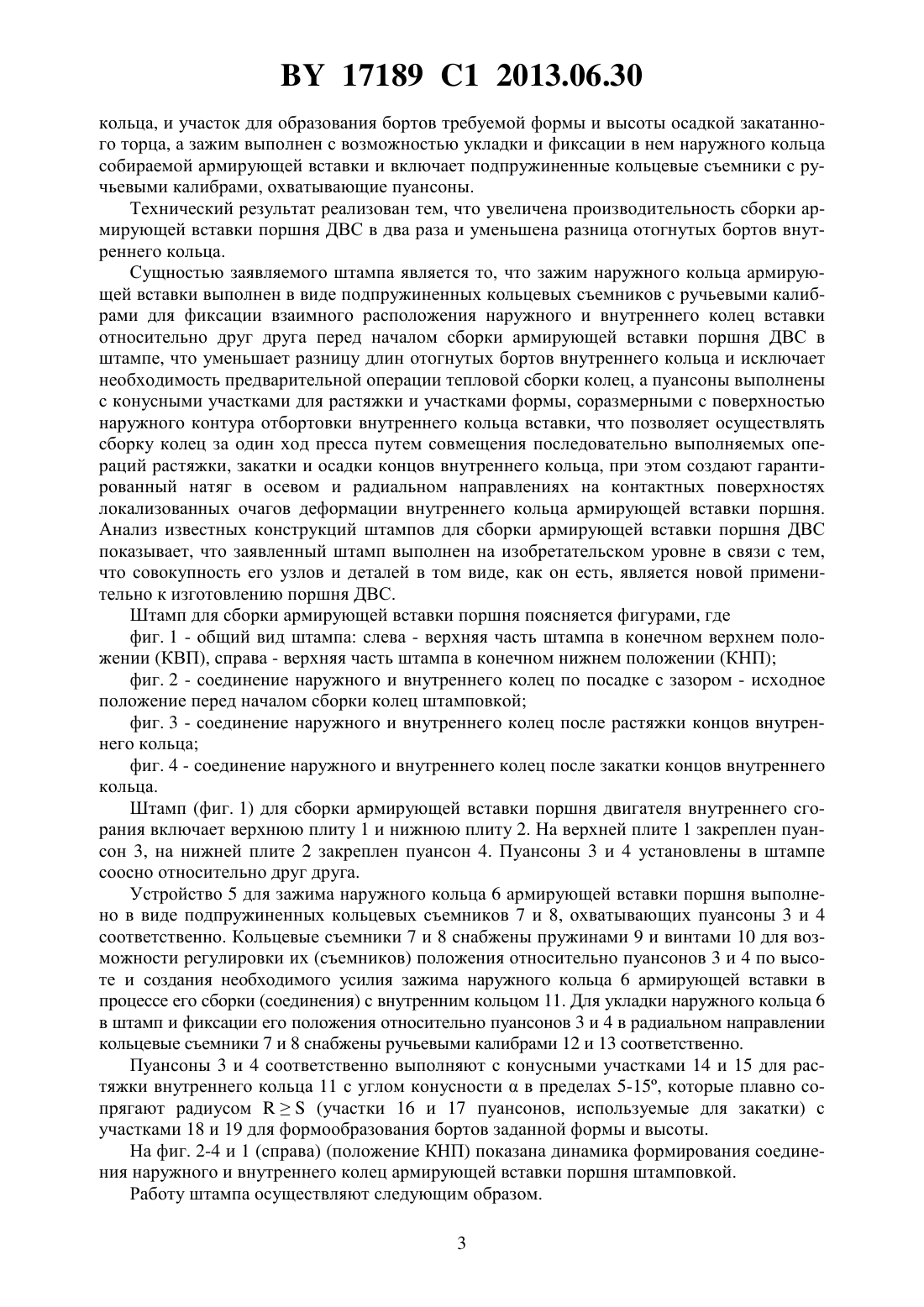
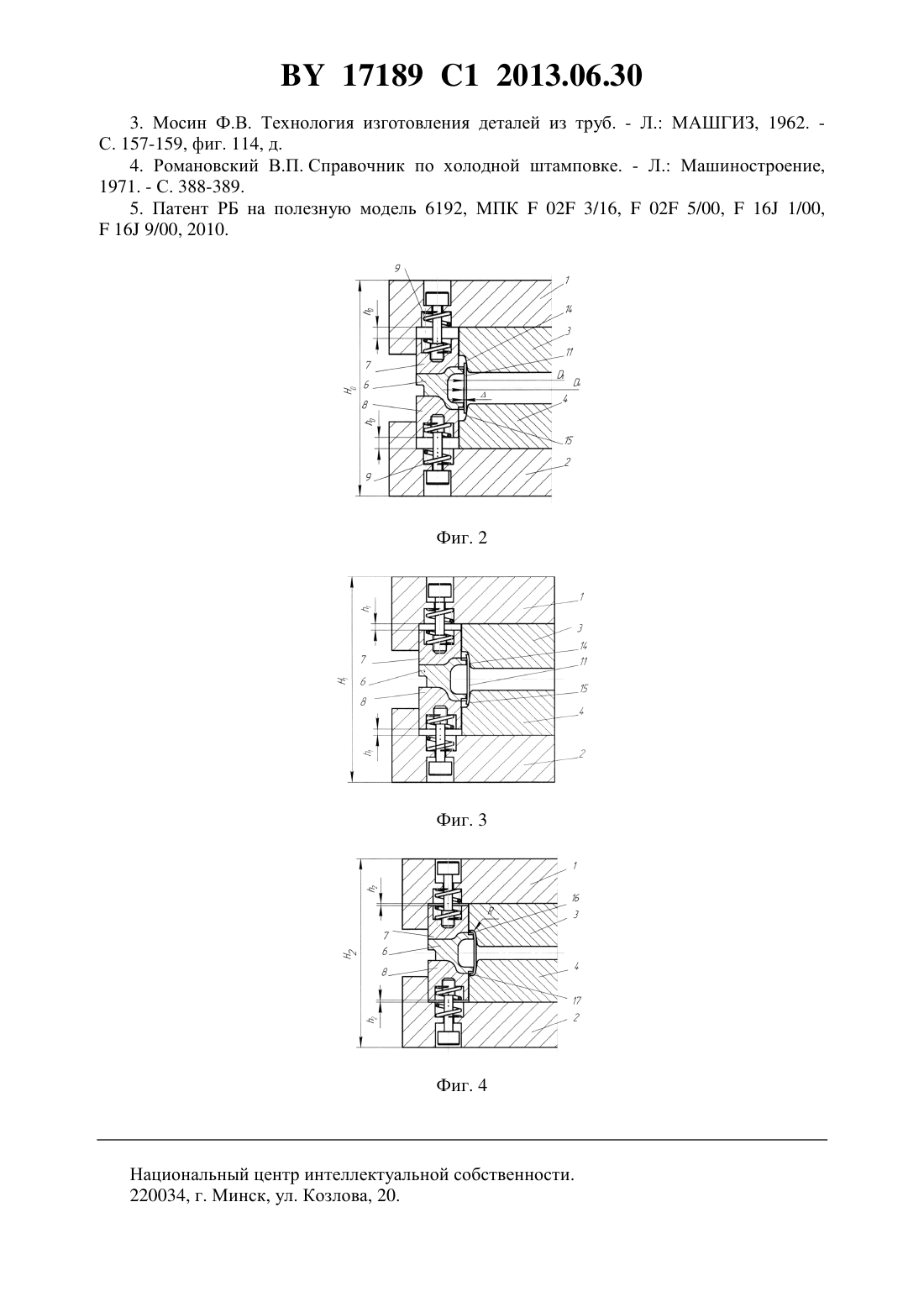
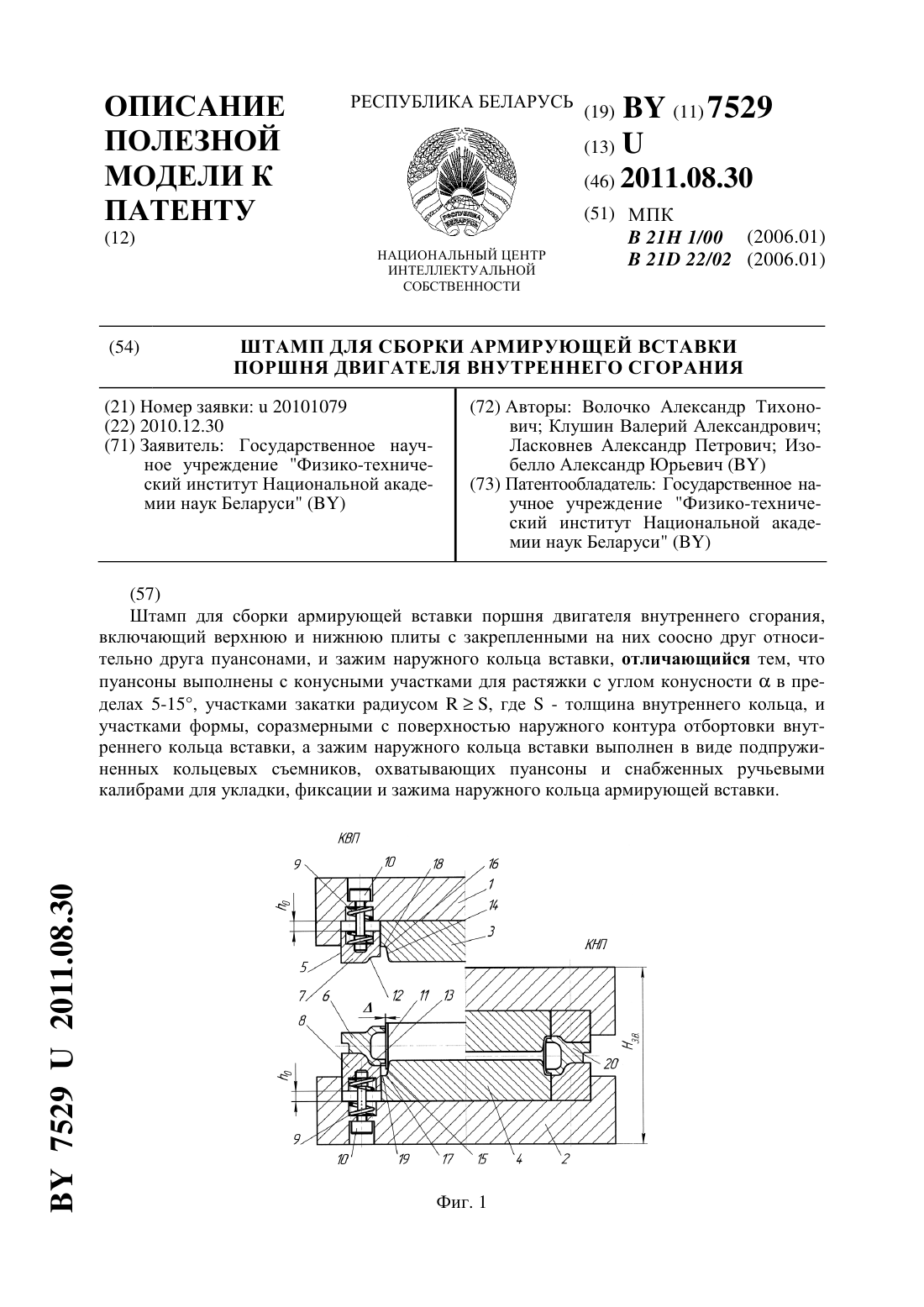
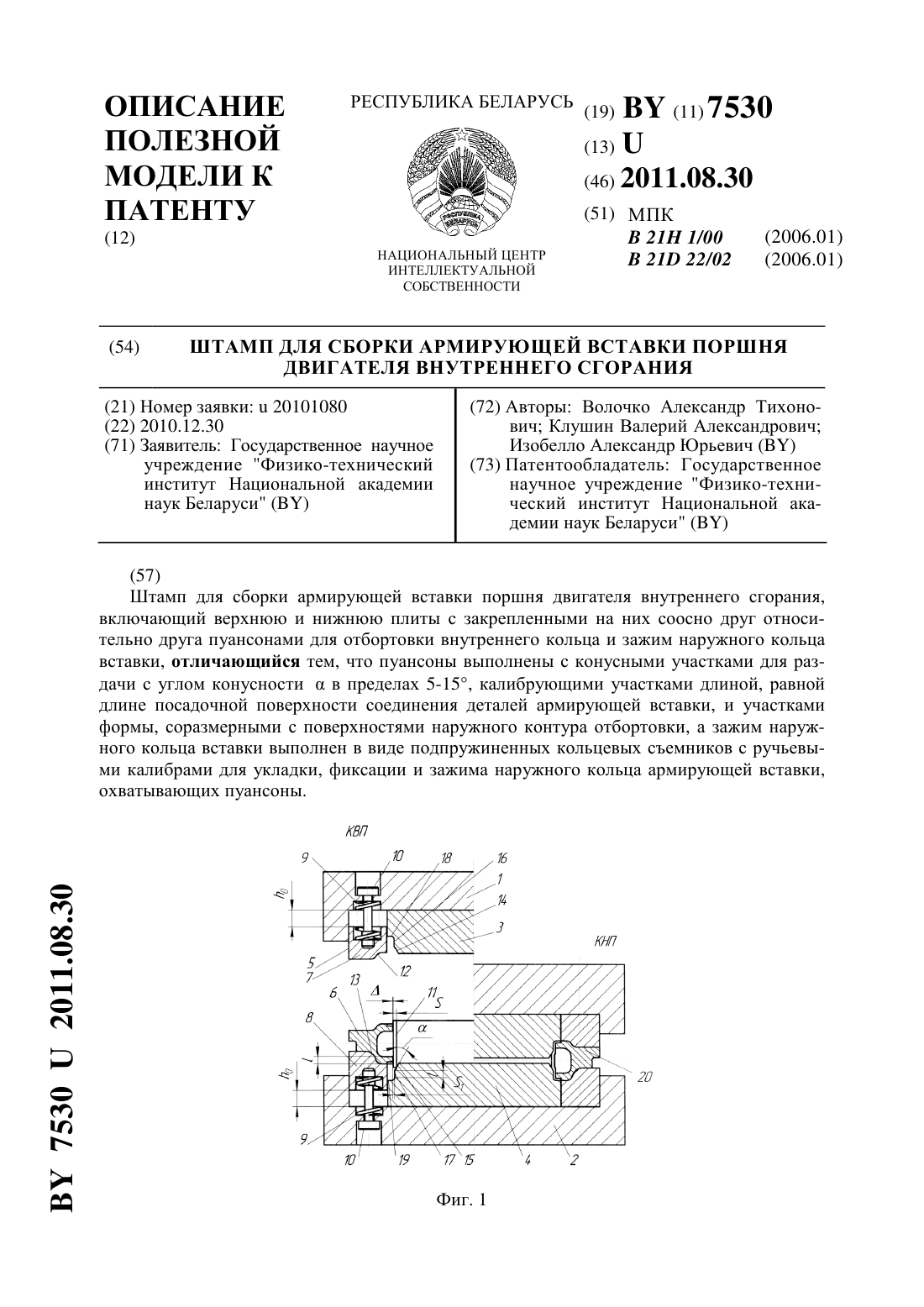
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ШТАМП ДЛЯ СБОРКИ АРМИРУЮЩЕЙ ВСТАВКИ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Волочко Александр Тихонович Клушин Валерий Александрович Изобелло Александр Юрьевич(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(56) МОСИН Ф.В. Технология изготовления деталей из труб. - М. Машгиз,1962. - С. 154.2008113 1, 1994.2315117 2, 2008.2087229 1, 1997.489548, 1976.(57) Штамп для сборки армирующей вставки из внутреннего и внешнего колец поршня двигателя внутреннего сгорания, включающий зажим, верхнюю и нижнюю плиты, на каждой из которых закреплен пуансон, отличающийся тем, что пуансоны установлены соосно относительно друг друга, при этом каждый пуансон выполнен с возможностью отбортовки внутреннего кольца собираемой армирующей вставки и содержит конусный участок с углом конусности от 5 до 15 для растяжки торца внутреннего кольца, участок для закатки растянутого торца с радиусом, где- толщина внутреннего кольца, и участок для образования бортов требуемой формы и высоты осадкой закатанного торца, а зажим выполнен с возможностью укладки и фиксации в нем наружного кольца собираемой армирующей вставки и включает подпружиненные кольцевые съемники с ручьевыми калибрами, охватывающие пуансоны. 17189 1 2013.06.30 Изобретение относится к обработке металлов давлением и может быть использовано для сборки штамповкой армирующих вставок поршней двигателей внутреннего сгорания(ДВС). Конструктивной особенностью армирующей вставки поршня ДВС является то, что она образована соединением наружного кольца из высоколегированного чугуна, в котором выполнена полость в виде кольцевой проточки, и внутреннего кольца из углеродистой стали. Соединение наружного и внутреннего колец армирующей вставки поршня выполняют неразъемным, с двухсторонней отбортовкой внутреннего кольца, выступающего за пределы наружного кольца 1. Известен штамп для обжима трубчатой заготовки 2, который включает верхнюю и нижнюю плиты с закрепленными на них соосно относительно друг друга пуансоном (на верхней плите) и выталкивателем (на нижней плите) и устройство для зажима трубчатой заготовки в виде жесткой обоймы. Указанный штамп используется для раздачи торцовой части трубчатой заготовки коническим участком пуансона и при соответствующем изменении конструкции пуансона может быть использован для отбортовки концевой части трубчатой заготовки. Недостаток известной конструкции штампа заключается в том, что на нем можно выполнить отбортовку трубчатой заготовки только с одной стороны и невозможно выполнять двухстороннюю отбортовку. В качестве прототипа выбран штамп 3, включающий две плиты с закрепленными на них соосно относительно друг друга пуансонами и устройство для зажима наружного кольца (вкладыша). Штамп используют для отбортовки манжет из отрезков красномедных труб (внутреннее кольцо) в стальных вкладышах (наружное кольцо). Процесс отбортовки манжет (внутреннего кольца) производится одновременно с двух сторон вкладыша (наружного кольца) за два перехода. Таким образом, в результате выполнения двухсторонней отбортовки внутреннего кольца на штампе получают неразъемное соединение наружного и внутреннего колец, т.е. штамп используют для сборки деталей. Следует отметить, что холодная штамповка широко используется при сборке различных деталей. Схемы сборки изделий штамповкой приведены в 4. Недостатком штампа, выбранного в качестве прототипа, является то, что он не позволят осуществлять сборку (соединение) наружного и внутреннего колец штамповкой за один переход. Использование штампов известной конструкции применительно к сборке армирующей вставки поршня ДВС потребует несколько переходов штамповки, при этом каждый переход штамповки выполняют на отдельном штампе, что значительно снижает производительность сборки. Кроме того, в известных штампах устройство для зажима наружного кольца не фиксирует взаимного расположения наружного и внутреннего колец относительно друг друга перед началом сборки (соединения) деталей, что снижает точность процесса сборки отогнутые борта внутреннего кольца могут иметь разные значения. В основу изобретения положена задача повышения производительности и качества сборки армирующей вставки поршня ДВС за счет совмещения последовательно выполняемых операций двухсторонней отбортовки растяжки, закатки и осадки концов внутреннего кольца с образованием бортов заданной формы и высоты. Поставленная задача достигается тем, что в штампе для сборки армирующей вставки из внутреннего и внешнего колец поршня двигателя внутреннего сгорания, включающем зажим, верхнюю и нижнюю плиты, на каждой из которых закреплен пуансон, пуансоны установлены соосно относительно друг друга, при этом каждый пуансон выполнен с возможностью отбортовки внутреннего кольца собираемой армирующей вставки и содержит конусный участок с углом конусности от 5 до 15 для растяжки торца внутреннего кольца,участок для закатки растянутого торца с радиусом, где- толщина внутреннего 2 17189 1 2013.06.30 кольца, и участок для образования бортов требуемой формы и высоты осадкой закатанного торца, а зажим выполнен с возможностью укладки и фиксации в нем наружного кольца собираемой армирующей вставки и включает подпружиненные кольцевые съемники с ручьевыми калибрами, охватывающие пуансоны. Технический результат реализован тем, что увеличена производительность сборки армирующей вставки поршня ДВС в два раза и уменьшена разница отогнутых бортов внутреннего кольца. Сущностью заявляемого штампа является то, что зажим наружного кольца армирующей вставки выполнен в виде подпружиненных кольцевых съемников с ручьевыми калибрами для фиксации взаимного расположения наружного и внутреннего колец вставки относительно друг друга перед началом сборки армирующей вставки поршня ДВС в штампе, что уменьшает разницу длин отогнутых бортов внутреннего кольца и исключает необходимость предварительной операции тепловой сборки колец, а пуансоны выполнены с конусными участками для растяжки и участками формы, соразмерными с поверхностью наружного контура отбортовки внутреннего кольца вставки, что позволяет осуществлять сборку колец за один ход пресса путем совмещения последовательно выполняемых операций растяжки, закатки и осадки концов внутреннего кольца, при этом создают гарантированный натяг в осевом и радиальном направлениях на контактных поверхностях локализованных очагов деформации внутреннего кольца армирующей вставки поршня. Анализ известных конструкций штампов для сборки армирующей вставки поршня ДВС показывает, что заявленный штамп выполнен на изобретательском уровне в связи с тем,что совокупность его узлов и деталей в том виде, как он есть, является новой применительно к изготовлению поршня ДВС. Штамп для сборки армирующей вставки поршня поясняется фигурами, где фиг. 1 - общий вид штампа слева - верхняя часть штампа в конечном верхнем положении (КВП), справа - верхняя часть штампа в конечном нижнем положении (КНП) фиг. 2 - соединение наружного и внутреннего колец по посадке с зазором - исходное положение перед началом сборки колец штамповкой фиг. 3 - соединение наружного и внутреннего колец после растяжки концов внутреннего кольца фиг. 4 - соединение наружного и внутреннего колец после закатки концов внутреннего кольца. Штамп (фиг. 1) для сборки армирующей вставки поршня двигателя внутреннего сгорания включает верхнюю плиту 1 и нижнюю плиту 2. На верхней плите 1 закреплен пуансон 3, на нижней плите 2 закреплен пуансон 4. Пуансоны 3 и 4 установлены в штампе соосно относительно друг друга. Устройство 5 для зажима наружного кольца 6 армирующей вставки поршня выполнено в виде подпружиненных кольцевых съемников 7 и 8, охватывающих пуансоны 3 и 4 соответственно. Кольцевые съемники 7 и 8 снабжены пружинами 9 и винтами 10 для возможности регулировки их (съемников) положения относительно пуансонов 3 и 4 по высоте и создания необходимого усилия зажима наружного кольца 6 армирующей вставки в процессе его сборки (соединения) с внутренним кольцом 11. Для укладки наружного кольца 6 в штамп и фиксации его положения относительно пуансонов 3 и 4 в радиальном направлении кольцевые съемники 7 и 8 снабжены ручьевыми калибрами 12 и 13 соответственно. Пуансоны 3 и 4 соответственно выполняют с конусными участками 14 и 15 для растяжки внутреннего кольца 11 с углом конусностив пределах 5-15, которые плавно сопрягают радиусом(участки 16 и 17 пуансонов, используемые для закатки) с участками 18 и 19 для формообразования бортов заданной формы и высоты. На фиг. 2-4 и 1 (справа) (положение КНП) показана динамика формирования соединения наружного и внутреннего колец армирующей вставки поршня штамповкой. Работу штампа осуществляют следующим образом. 3 17189 1 2013.06.30 При положении штампа в КВП (фиг. 1, слева) производят укладку наружного кольца 6 армирующей вставки в калибр 13 кольцевого съемника 8 и укладку внутреннего кольца 11 в наружное кольцо с зазоромна сторону. Возможна одновременная укладка в штамп наружного 6 и внутреннего 11 колец, предварительно собранных по посадке с зазором. Величину зазора посадки колец (фиг. 2) выбирают из числа предпочтительных от 7/8 до 11/11 по ГОСТ 25347 или принимают величину зазора (разность посадочных размеров наружного н и внутреннего в колец) в пределах 0,1-0,5 мм из соображений удобства установки внутреннего кольца 11 в наружное кольцо 6. Значение зазора менее 0,1 мм вызывает затруднения при установке внутреннего кольца из-за возможных дефектов на торцовых поверхностях колец (заусенцев, вмятин и др.),а значение более 0,5 мм не создает какого-либо дополнительного эффекта и поэтому нецелесообразно из-за увеличения степени свободы перемещения внутреннего кольца относительно наружного. Включают рабочий ход пресса. Верхняя плита 1 с пуансоном 3 и подпружиненным кольцевым съемником 7 движется вниз (фиг. 1, 2). Кольцевой подпружиненный съемник 7 фиксирует положение наружного кольца 6 путем его прижима к кольцевому подпружиненному съемнику 8 нижней плиты 2 штампа. Пуансон 3 входит во внутреннее кольцо 11(фиг. 2), и пуансоны 3 и 4 своими конусными участками 14 и 15 выставляют и фиксируют преддеформационное положение внутреннего кольца 11 относительно наружного кольца 6 в радиальном и осевом направлениях. В этот момент пружины 9 кольцевых съемников находятся в состоянии предварительной затяжки, которая выполняется при сборке штампа, и дополнительно не нагружены (рабочий ход пружин равен 0, как и в исходном состоянии штампа (фиг. 1, слева. В следующий момент рабочего хода штампа (пресса) (фиг. 3) конусными участками 14 и 15 пуансонов 3 и 4 осуществляют растяжку торцовых участков внутреннего кольца 11 на конус. Пуансоны выполняют с конусными участками для растяжки внутреннего кольца 11 с углом конусностив пределах 5-15. Растяжку концов с углом конусности меньше 5 выполнять нецелесообразно из-за экономических соображений, так как для достижения требуемой растяжки внутреннего кольца потребуются пуансоны с большой длиной конусных участков и, соответственно,пресса с большим рабочим ходом. Угол больше 15 нежелателен из-за уменьшения очага деформации, определяющего гарантированный натяг в радиальном направлении. Используемый для растяжки рабочий ход штампа (пресса) 0-1, вызывает соответствующее нагружение (сжатие) пружин 9 кольцевых съемников 7 и 8. Сжатие пружин 0-11/2(0-1). При дальнейшем рабочем ходе (фиг. 4) участками 16 и 17 пуансонов 3 и 4 осуществляют закатку растянутых концов внутреннего кольца. Аналогичным образом выполняют,например, закатку концов труб 4. Закатку концов внутреннего кольца осуществляют внешним радиусом , равным радиусу участков сопряжения пуансонов 3 и 4. Ввиду непрерывности процесса двухсторонней отбортовки, большой скорости деформации и небольшой длины выступающих за пределы наружного кольца 1 концов внутреннего кольца, последние образуют лишь часть кругового кольца (фиг. 4) с центральным углом в пределах 90-180. Используемый для закатки рабочий ход штампа (пресса) 1-2 вызывает соответствующее сжатие пружин 9 каждого из кольцевых съемников 7 и 8 на величину (1-2),при этом 1-22(1-2). Двухстороннюю отбортовку завершают осадкой закатанных концов внутреннего кольца 11 участками 18 и 19 пуансонов 3 и 4 соответственно с образованием бортов заданной формы и высоты (фиг. 1, справа). Благодаря тому что осадку осуществляют в условиях всестороннего сжатия бортов и прилегающих к ним участков внутреннего кольца 11, в сборке наружного и внутреннего 4 17189 1 2013.06.30 колец армирующей вставки поршня достигают гарантированный натяг в осевом и радиальном направлениях. Величина натяга соединения наружного 6 и внутреннего 11 колец армирующей вставки поршня зависит от величины контактного давления в локализованных очагах деформации внутреннего кольца армирующей вставки и механических свойств материалов сопрягаемых колец. При обратном ходе пресса верхняя плита 1 штампа с пуансоном 3 поднимается в первоначальное исходное положение, при этом кольцевые съемники 7 и 8 зажимного устройства 5 осуществляют съем отштампованной сборки с пуансонов 3 и 4, после чего готовое изделие 20 (армирующая вставка поршня ДВС (фиг. 1, справа извлекается из штампа. Штамп готов для последующей сборки штамповкой армирующих вставок поршней ДВС. Пример. Осуществляли сборку армирующей вставки поршня ДВС, осваиваемого в производстве на ЗАО Минский моторный завод 5. Наружное кольцо 6 (фиг. 1) выполняли из высоколегированного чугуна марки ЧН 15 Д 7 толщиной 19 мм с полостью для масляного охлаждения в виде кольцевой проточкой диаметром 80,67 мм, шириной 13 мм и глубиной 11,4 мм. Внутреннее кольцо 11 (фиг. 1) изготавливали из стали 45 (наружный диаметр 80,68 мм,толщина 1,0 мм, ширина 270,1 мм). Сборку армирующей вставки осуществляли в штампе (фиг. 1). Предварительно, перед укладкой в штамп, в наружное кольцо 6 вставляли внутреннее кольцо 11 по посадке с зазором. Фактический зазор в соединении колец изготавливаемой партии армирующих вставок (5 шт.) колебался в пределах 0,1-0,2 мм. Полученное соединение колец укладывали в штамп на подпружиненный кольцевой съемник 8, при этом внутреннее кольцо соединения упиралось в конический участок 15 пуансона 4, фиксируя его взаимное расположение относительно наружного кольца. Двухстороннюю отбортовку концов внутреннего кольца, выступающих за пределы наружного кольца, осуществляли на гидравлическом прессе модели К 2130 за один ход пресса. Результаты сборки армирующей вставки поршня ДВС штамповкой показали, что на заявляемом штампе увеличена производительность сборки за счет исключения предварительной операции соединения наружного и внутреннего колец по посадке с натягом и выполнения двухсторонней отбортовки внутреннего кольца за один ход пресса. Кроме того,повышено качество отбортовки за счет выполнения пуансонов с участками для последовательного выполнения операций двухсторонней отбортовки растяжки, закатки и осадки концов внутреннего кольца с образованием бортов заданной формы и высоты. На изготовленных образцах армирующей вставки поршня ДВС отогнутые борта внутреннего кольца имеют практически одинаковую длину. Таким образом, заявленный штамп для сборки армирующей вставки поршня ДВС позволяет повысить производительность сборки в два и более раза за счет выполнения за один ход пресса двухсторонней отбортовки внутреннего кольца и качество изготовления охлаждающего канала за счет уменьшения разницы длин отогнутых бортов внутреннего кольца. Источники информации 1. Патент РБ на полезную модель 6192, МПК (2009)02 3/16,02 5/00,16 1/00, 16 9/00, 2010. 2. Короткевич В.Г. Проектирование инструмента для пластического деформирования Учеб. / Под ред. С.Б. Сарело. - Минск Высшая школа, 2000. - С. 212-216, рис. 6.13-6.17. 5 17189 1 2013.06.30 3. Мосин Ф.В. Технология изготовления деталей из труб. - Л. МАШГИЗ, 1962. С. 157-159, фиг. 114, д. 4. Романовский В.П. Справочник по холодной штамповке. - Л. Машиностроение,1971. - С. 388-389. 5. Патент РБ на полезную модель 6192, МПК 02 3/16,02 5/00,16 1/00, 16 9/00, 2010. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B21J 13/02
Метки: сборки, вставки, штамп, сгорания, двигателя, армирующей, поршня, внутреннего
Код ссылки
<a href="https://by.patents.su/6-17189-shtamp-dlya-sborki-armiruyushhejj-vstavki-porshnya-dvigatelya-vnutrennego-sgoraniya.html" rel="bookmark" title="База патентов Беларуси">Штамп для сборки армирующей вставки поршня двигателя внутреннего сгорания</a>
Штамп для сборки армирующей вставки поршня двигателя внутреннего сгорания
Номер патента: U 7529
Опубликовано: 30.08.2011
Авторы: Ласковнев Александр Петрович, Изобелло Александр Юрьевич, Клушин Валерий Александрович, Волочко Александр Тихонович
МПК: B21H 1/00, B21D 22/02
Метки: двигателя, внутреннего, сгорания, штамп, вставки, армирующей, поршня, сборки
Текст:
...плиту 2. На верхней плите 1 закреплен пуансон 3, на нижней плите 2 закреплен пуансон 4. Пуансоны 3 и 4 установлены в штампе соосно друг относительно друга. Устройство 5 для зажима наружного кольца 6 армирующей вставки поршня выполнено в виде подпружиненных кольцевых съемников 7 и 8, охватывающих пуансоны 3 и 4 соответственно. Кольцевые съемники 7 и 8 снабжены пружинами 9 и винтами 10 для воз 3 75292011.08.30 можности регулировки их...
Штамп для сборки армирующей вставки поршня двигателя внутреннего сгорания
Номер патента: U 7530
Опубликовано: 30.08.2011
Авторы: Изобелло Александр Юрьевич, Волочко Александр Тихонович, Клушин Валерий Александрович
МПК: B21H 1/00, B21D 22/02
Метки: сгорания, армирующей, сборки, поршня, штамп, двигателя, внутреннего, вставки
Текст:
...необходимого усилия зажима наружного кольца 6 армирующей вставки в процессе его сборки (соединения) с внутренним кольцом 11. Для укладки наружного кольца 6 в штамп и 75302011.08.30 фиксации его положения относительно пуансонов 3 и 4 в радиальном направлении кольцевые съемники 7 и 8 снабжены ручьевыми калибрами 12 и 13 соответственно. Пуансоны 3 и 4 соответственно выполняют с конусными участками 14 и 15 для раздачи внутреннего кольца 11...
Способ изготовления армирующей вставки поршня двигателя внутреннего сгорания
Номер патента: 17188
Опубликовано: 30.06.2013
Авторы: Клушин Валерий Александрович, Изобелло Александр Юрьевич, Волочко Александр Тихонович
МПК: F16J 1/00, F02F 5/00, F02F 3/16...
Метки: вставки, поршня, внутреннего, сгорания, армирующей, способ, изготовления, двигателя
Текст:
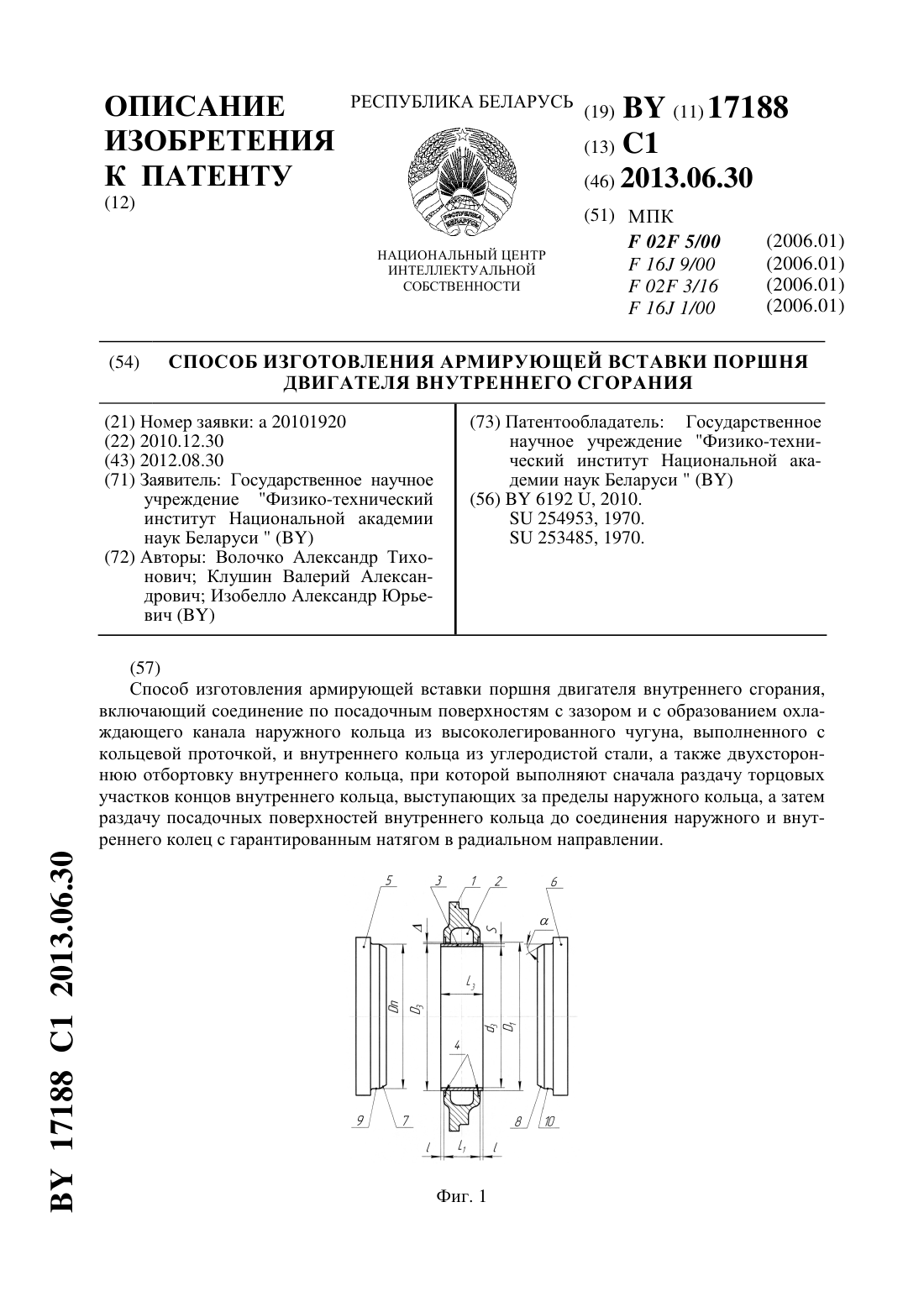
...относительно наружного. Затем осуществляют двухстороннюю отбортовку внутреннего кольца, совмещая ее с раздачей посадочных поверхностей внутреннего кольца до образования соединения наружного и внутреннего колец с гарантированным натягом в радиальном направлении, в следующей последовательности. При встречном движении пуансонов 5, 6 осуществляют центрирование положения внутреннего кольца 3 относительно наружного кольца 1 (фиг. 2) и...
Армирующая вставка поршня двигателя внутреннего сгорания
Номер патента: 17187
Опубликовано: 30.06.2013
Авторы: Волочко Александр Тихонович, Изобелло Александр Юрьевич, Клушин Валерий Александрович
МПК: F02F 3/16, F16J 1/00, F02F 5/00...
Метки: вставка, внутреннего, поршня, сгорания, двигателя, армирующая
Текст:
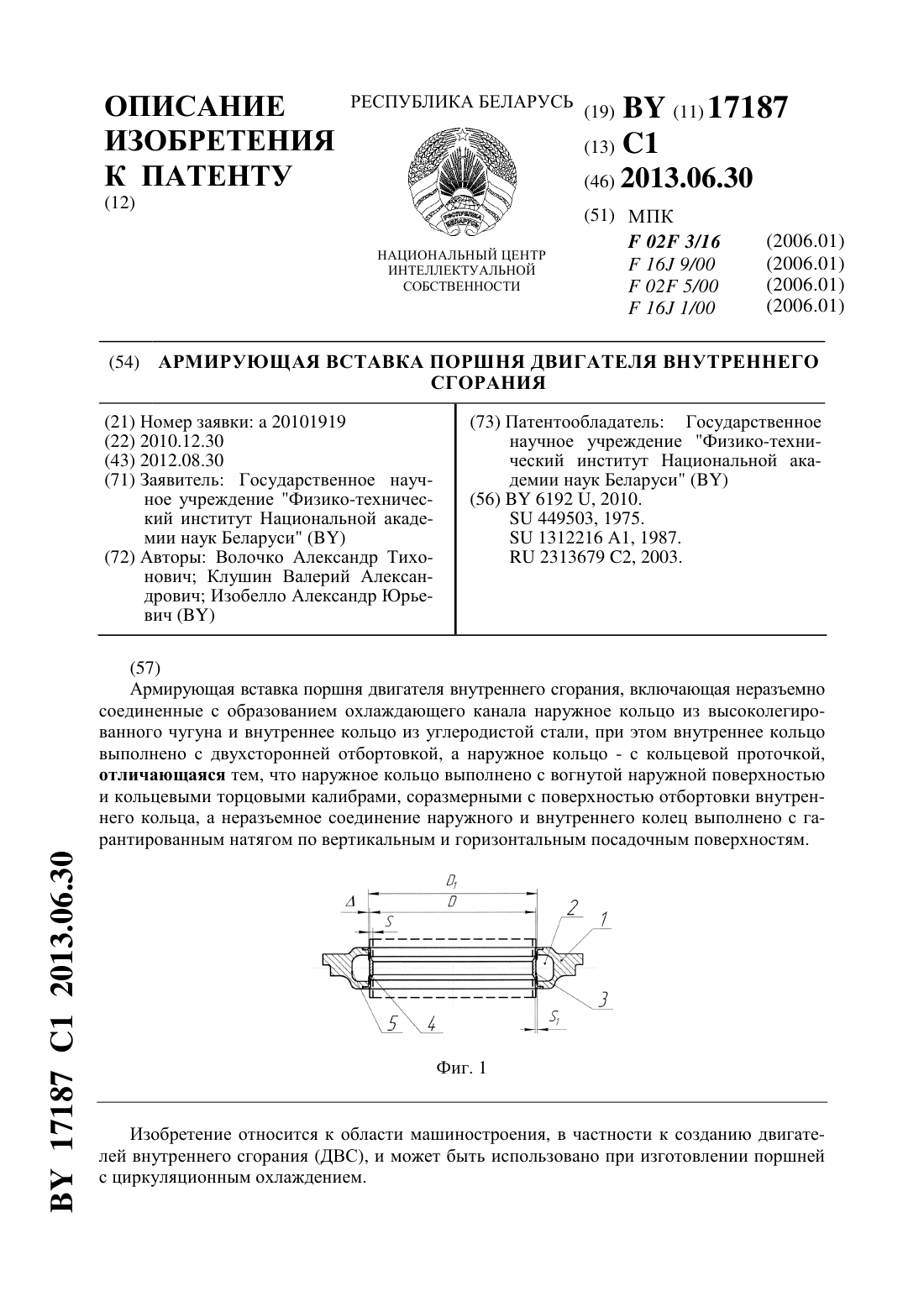
...кольца, а неразъемное соединение наружного и внутреннего колец выполнено с гарантированным натягом по вертикальным и горизонтальным посадочным поверхностям. Сущностью заявляемого технического решения является то, что наружное кольцо выполнено с кольцевыми торцовыми калибрами, соразмерными с поверхностью отбортовки внутреннего кольца, что позволяет с высокой степенью гарантии обеспечить герметичность соединения колец армирующей...
Армирующая вставка поршня двигателя внутреннего сгорания
Номер патента: U 7642
Опубликовано: 30.10.2011
Авторы: Изобелло Александр Юрьевич, Астапчик Станислав Александрович, Клушин Валерий Александрович, Волочко Александр Тихонович
МПК: F02F 3/16, F16J 1/00, F02F 5/00...
Метки: армирующая, сгорания, двигателя, поршня, внутреннего, вставка
Текст:
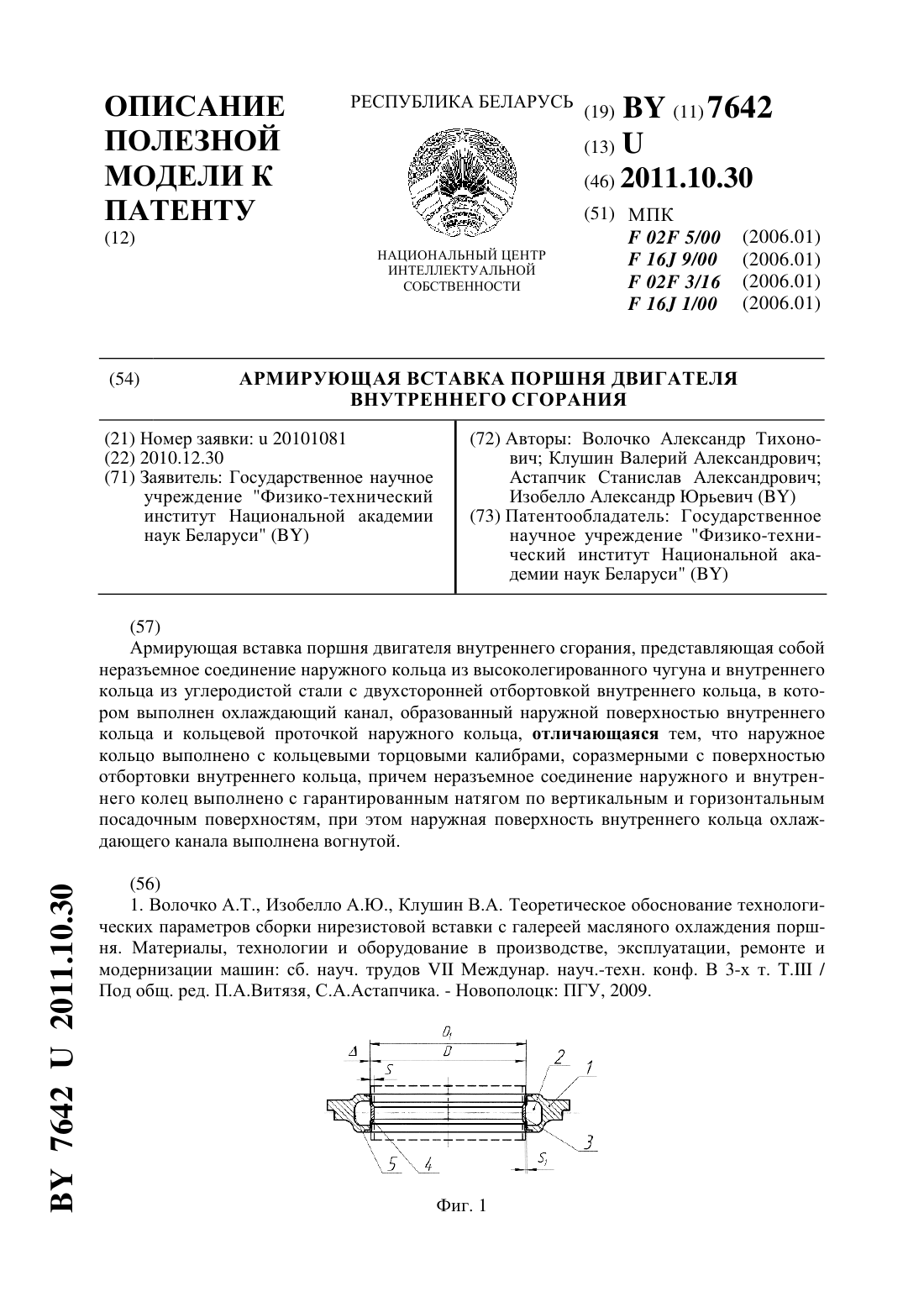
...что в армирующей вставке поршня двигателя внутреннего сгорания, представляющей собой неразъемное соединение наружного кольца из высоколегированного чугуна и внутреннего кольца из углеродистой стали с двухсторонней отбортовкой внутреннего кольца, в котором выполнен охлаждающий канал, образованный наружной поверхностью внутреннего кольца и кольцевой проточкой наружного кольца, наружное кольцо выполнено с кольцевыми торцовыми калибрами,...
Предыдущий патент: Способ изготовления армирующей вставки поршня двигателя внутреннего сгорания
Следующий патент: Способ изготовления армирующей вставки поршня двигателя внутреннего сгорания
Случайный патент: Дисково-колодочный тормоз для ленточного конвейера