Способ изготовления полимерного стержня, армированного непрерывными и дискретными волокнами
Номер патента: 15660
Опубликовано: 30.04.2012
Текст
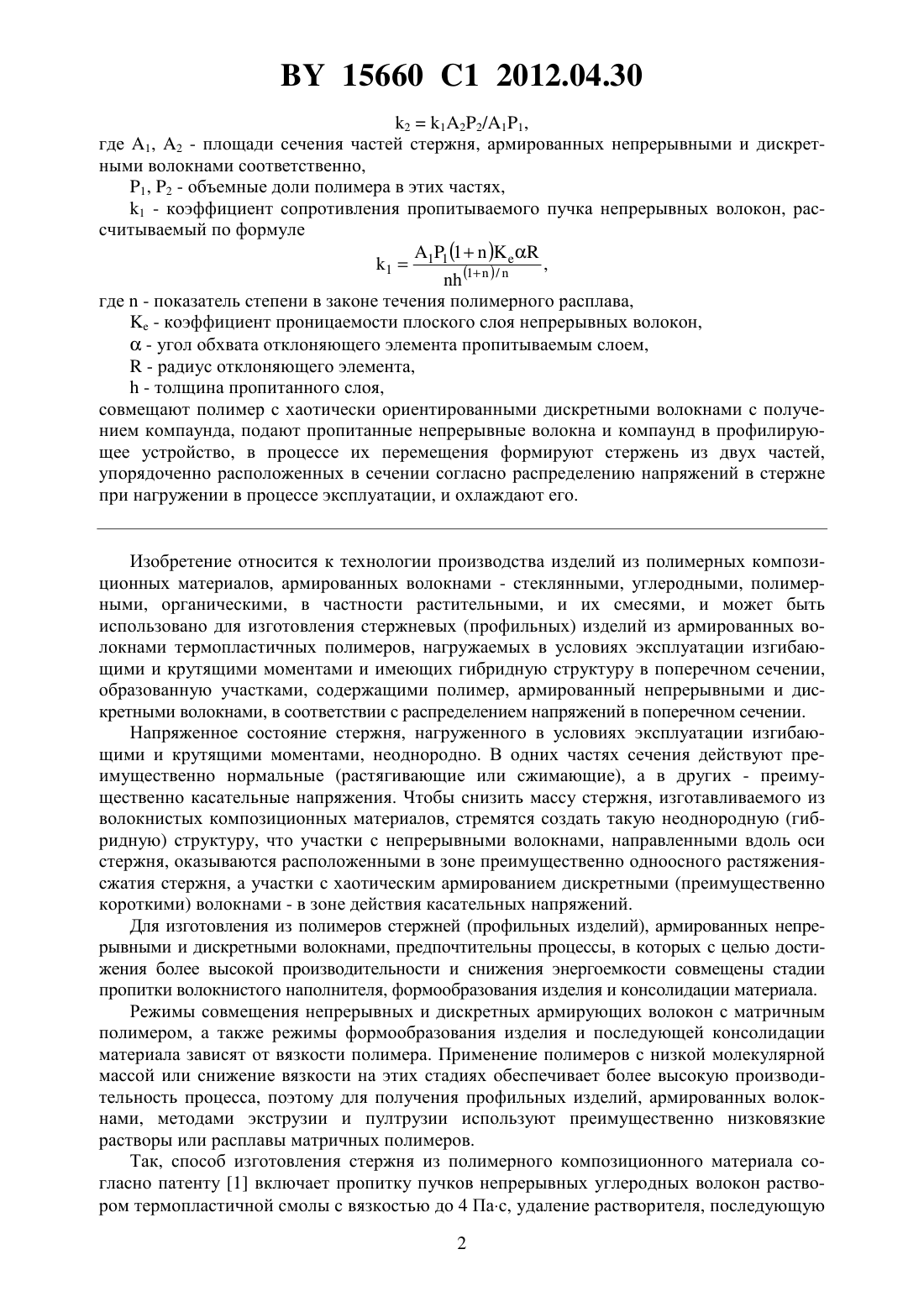
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТЕРЖНЯ,АРМИРОВАННОГО НЕПРЕРЫВНЫМИ И ДИСКРЕТНЫМИ ВОЛОКНАМИ(71) Заявитель Учреждение образования Белорусский государственный технологический университет(72) Авторы Ставров Василий Петрович Наркевич Анна Леонидовна(73) Патентообладатель Учреждение образования Белорусский государственный технологический университет(56) СТАВРОВ В.П. Формообразование изделий из композиционных материалов. - Минск, 2006. - С. 80-87, 157-167.2051033 1, 1995.6861 1, 2005.5324377 , 1994.69110471 2, 1996.(57) Способ изготовления полимерного стержня, армированного непрерывными и дискретными волокнами, заключающийся в том, что пучки непрерывных волокон раскладывают в пропиточном устройстве в плоский слой на цилиндрических отклоняющих элементах и пропитывают их расплавом матричного полимера, в частности расплавом термопластичного полимера, генерируемым червячным экструдером и подаваемым в пропиточное устройство под достаточным для полной пропитки давлении и в необходимом для получения изделия количестве через каналы в отклоняющих элементах и щели, ориентированные по образующей и перпендикулярно направлению перемещения пучков, избыток расплава сверх количества, необходимого для пропитки пучков непрерывных волокон, отводят в зону совмещения полимера с дискретными волокнами по каналам, коэффициент сопротивления которых 2 удовлетворяет соотношению 15660 1 2012.04.30 2122/11,где 1, 2 - площади сечения частей стержня, армированных непрерывными и дискретными волокнами соответственно,1, 2 - объемные доли полимера в этих частях,1 - коэффициент сопротивления пропитываемого пучка непрерывных волокон, рассчитываемый по формуле(1)11 1 (1) /, где- показатель степени в законе течения полимерного расплава, - коэффициент проницаемости плоского слоя непрерывных волокон, - угол обхвата отклоняющего элемента пропитываемым слоем, - радиус отклоняющего элемента, - толщина пропитанного слоя,совмещают полимер с хаотически ориентированными дискретными волокнами с получением компаунда, подают пропитанные непрерывные волокна и компаунд в профилирующее устройство, в процессе их перемещения формируют стержень из двух частей,упорядоченно расположенных в сечении согласно распределению напряжений в стержне при нагружении в процессе эксплуатации, и охлаждают его. Изобретение относится к технологии производства изделий из полимерных композиционных материалов, армированных волокнами - стеклянными, углеродными, полимерными, органическими, в частности растительными, и их смесями, и может быть использовано для изготовления стержневых (профильных) изделий из армированных волокнами термопластичных полимеров, нагружаемых в условиях эксплуатации изгибающими и крутящими моментами и имеющих гибридную структуру в поперечном сечении,образованную участками, содержащими полимер, армированный непрерывными и дискретными волокнами, в соответствии с распределением напряжений в поперечном сечении. Напряженное состояние стержня, нагруженного в условиях эксплуатации изгибающими и крутящими моментами, неоднородно. В одних частях сечения действуют преимущественно нормальные (растягивающие или сжимающие), а в других - преимущественно касательные напряжения. Чтобы снизить массу стержня, изготавливаемого из волокнистых композиционных материалов, стремятся создать такую неоднородную (гибридную) структуру, что участки с непрерывными волокнами, направленными вдоль оси стержня, оказываются расположенными в зоне преимущественно одноосного растяжениясжатия стержня, а участки с хаотическим армированием дискретными (преимущественно короткими) волокнами - в зоне действия касательных напряжений. Для изготовления из полимеров стержней (профильных изделий), армированных непрерывными и дискретными волокнами, предпочтительны процессы, в которых с целью достижения более высокой производительности и снижения энергоемкости совмещены стадии пропитки волокнистого наполнителя, формообразования изделия и консолидации материала. Режимы совмещения непрерывных и дискретных армирующих волокон с матричным полимером, а также режимы формообразования изделия и последующей консолидации материала зависят от вязкости полимера. Применение полимеров с низкой молекулярной массой или снижение вязкости на этих стадиях обеспечивает более высокую производительность процесса, поэтому для получения профильных изделий, армированных волокнами, методами экструзии и пултрузии используют преимущественно низковязкие растворы или расплавы матричных полимеров. Так, способ изготовления стержня из полимерного композиционного материала согласно патенту 1 включает пропитку пучков непрерывных углеродных волокон раствором термопластичной смолы с вязкостью до 4 Пас, удаление растворителя, последующую 2 15660 1 2012.04.30 консолидацию и профилирование пропитанных пучков волокон для получения изделия. Объемная доля волокон в изделии, получаемом по данному способу, составляет от 10 до 50 . Дискретные волокна вводят в раствор матричного полимера, т.е. еще до стадии пропитки пучков непрерывных волокон. В результате получают материал, армированный как непрерывными, так и дискретными волокнами. Применение в качестве матрицы растворимого полимера позволяет снизить вязкость и тем самым улучшить условия пропитки пучков непрерывных волокон. Однако при этом ограничен выбор матричного полимера по показателям эксплуатационных свойств. К тому же низковязкие матричные полимеры (преимущественно термореактивные) имеют более высокую стоимость, чем термопластичные полимеры крупнотоннажного производства. Соответственно, более дорогими оказываются и изделия из них. Из-за необходимости удаления растворителя увеличивается полное время цикла получения изделия, ухудшаются экологические показатели процесса. Дискретные волокна, вводимые в раствор матричного полимера, повышают его вязкость и тем самым ухудшают условия пропитки пучков непрерывных волокон, снижают, соответственно, механические свойства композиционного материала в изделии. Распределение непрерывных и дискретных волокон по сечению изделия зависит от условий течения композиции в процессе формообразования изделия, поэтому эффект увеличения жесткости и прочности при различных условиях нагружения изделия получается неопределенным. Наиболее близкий к заявляемому процесс изготовления стержня из полимера, армированного непрерывными и дискретными волокна, согласно патентам 2-5 включает пропитку полимерной смолой пучков непрерывных волокон позиционирование пропитанных пучков и ввод их в профилирующее устройство с образованием промежутков хотя бы в части сечения заполнение под давлением промежутков между пропитанными пучками непрерывных волокон компаундом с такой же смолой, но наполненной дискретными волокнами совместное протягивание через профилирующее устройство частей стержня, армированных непрерывными и дискретными волокнами, и консолидацию материала путем перевода смолы в твердое состояние. Для пропитки полимерным расплавом пучки непрерывных волокон раскладывают в плоский слой на цилиндрической поверхности отклоняющего элемента, а расплав матричного полимера подают из внутренней полости этого элемента через щель, ориентированную вдоль образующей этого элемента, при этом слой пропитываемых непрерывных волокон находится в равновесии с полимерной прослойкой, образующейся в результате выдавливания расплава Ставров В.П. Формообразование изделий из композиционных материалов. - Минск БГТУ, 2006. - С. 160-166. Расположение пропитанных смолой пучков непрерывных волокон в сечении стержня задается их позиционированием на входе в профилирующее устройство. Содержание матричного полимера в частях стержня с непрерывными и дискретными волокнами определяется путем независимого дозированного ввода компонентов при пропитке пучков непрерывных волокон и при совмещении полимера с дискретными волокнами для получения компаунда. Для заполнения промежутков между частями с непрерывным армированием компаундом, наполненным дискретными волокнами, создается повышенное давление, причем возможно выдавливание избытка смолы через отверстия в стенках профилирующего устройства,обеспечивающее получение стержня с заданной площадью поперечного сечения. Известный способ включает независимую подачу смолы в зону пропитки пучков непрерывных волокон и в зону совмещения ее с дискретными волокнами. Если используются смолы, имеющие низкую вязкость, в частности термореактивные, повышенное давление для пропитки пучков непрерывных волокон не требуется. Регулирование состава пропитанных пучков осуществляется путем отжима избытка смолы. На состав частей стержня, формируемых из компаунда с дискретными армирующими волокнами, это не влияет. В случае использования в качестве матрицы термопластичных полимеров, характеризующихся высокой вязкостью расплава, для качественной пропитки пучков непрерывных 3 15660 1 2012.04.30 волокон необходимо повышенное давление. Оно может быть создано известными способами, например, в процессе генерирования расплава в червячном экструдере. От давления полимерного расплава на выходе из экструдера зависят как качество пропитки пучков непрерывных волокон, так и расход расплава. Выдавливание из профилирующего устройства избытков расплава полимера, наполненного дискретными волокнами, а потому имеющего еще более высокую вязкость, чем ненаполненный расплав, затруднено. Чтобы сбалансировать потоки расплава, поступающего в зону пропитки пучков непрерывных волокон и в зону совмещения с дискретными волокнами, для изготовления стержней по известному способу необходимы два генератора расплава с независимым регулированием давления и расхода. Совмещение хрупких, например стеклянных, волокон с расплавом, получаемым в том же экструдере, ведет к чрезмерному измельчению волокон,что снижает армирующий эффект. Кроме того, независимая пластикация частей полимера,необходимого для пропитки пучков непрерывных и совмещения с дискретными волокнами, усложняет процесс, увеличивает стоимость средств технологического оснащения. Но в противном случае известный способ не гарантирует требуемый состав и качество материала в разных частях изделия. В результате, по известному способу невозможно получить изделие, армированное непрерывными и дискретными волокнами, из относительно дешевых термопластичных полимеров крупнотоннажного производства и тем более вторичных, стоимость которых ниже, чем стоимость термореактивных смол, но вязкость расплавов на 2-4 порядка выше вязкости смол, пригодных для получения изделий по известному способу. Задача предлагаемого изобретения - снижение стоимости стержней за счет применения в качестве матрицы относительно дешевых полимеров крупнотоннажного производства, в т.ч. вторичных, имеющих повышенную вязкость расплава, и упрощения при этом технологии их получения. Для решения поставленной задачи при изготовлении стержня из полимера, армированного непрерывными и дискретными волокнами, пучки непрерывных волокон раскладывают в пропиточном устройстве в плоский слой на цилиндрических отклоняющих элементах и пропитывают их расплавом матричного полимера, в частности расплавом термопластичного полимера, генерируемым червячным экструдером и подаваемым в пропиточное устройство под достаточным для полной пропитки давлением и в необходимом для получения изделия количестве через каналы в отклоняющих элементах и щели, ориентированные по образующей и перпендикулярно направлению перемещения пучков, избыток расплава сверх количества, необходимого для пропитки пучков непрерывных волокон, отводят в зону совмещения полимера с дискретными волокнами по каналам, коэффициент сопротивления которых 2 удовлетворяет соотношению(1) 2122/11,где 1 и 2 - площади сечения частей стержня, армированных непрерывными и дискретными волокнами соответственно,1 и 2 - объемные доли полимера в этих частях,1 - коэффициент сопротивления пропитываемого пучка непрерывных волокон, рассчитываемый по формуле, где- показатель степени в законе течения полимерного расплава, - коэффициент проницаемости плоского слоя непрерывных волокон, - угол обхвата отклоняющего элемента пропитываемым слоем, - радиус отклоняющего элемента, - толщина пропитанного слоя,совмещают полимер с хаотически ориентированными дискретными волокнами с получением компаунда, подают пропитанные непрерывные волокна и компаунд в профилирую 4 15660 1 2012.04.30 щее устройство, в процессе их перемещения формируют стержень из двух частей, упорядоченно расположенных в сечении согласно распределению напряжений в стержне при нагружении в процессе эксплуатации, и охлаждают его. Сущность предлагаемого технического решения состоит в создании условий, обеспечивающих полную пропитку пучков непрерывных волокон высоковязким расплавом полимера, с одновременным соблюдением заданного соотношения компонентов в частях сечения, содержащих полимер, армированный непрерывными и дискретными волокнами,за счет установления баланса частей расплава матричного полимера, поступающих в зону пропитки пучков непрерывных волокон и в зону совмещения с дискретными волокнами. Указанные условия создаются благодаря подаче в пропиточное устройство всего расплава, необходимого для формирования изделия, и последующему отводу избытка в зону совмещения с дискретными волокнами. Равенство давления и вязкости расплава, поступающего в зону пропитки пучков непрерывных волокон и отводимого в зону совмещения с дискретными волокнами, позволяет установить соответствие между коэффициентом сопротивления каналов, по которым отводится расплав, и коэффициентом сопротивления пропитываемого пучка непрерывных волокон. Благодаря соотношению (1) обеспечивается баланс расплава с учетом долей площади сечения стержня, занимаемых матричным полимером в частях, содержащих непрерывные и дискретные волокна. Пучки непрерывных волокон для пропитки полимерным расплавом раскладывают в плоский слой на цилиндрической поверхности отклоняющего элемента, а расплав матричного полимера подают из внутренней полости этого элемента через щель, ориентированную вдоль образующей этого элемента, и при этом слой пропитываемых непрерывных волокон находится в равновесии с полимерной прослойкой, образующейся в результате выдавливания расплава. Тогда для расплава со степенным законом течения коэффициент сопротивления 1 пропитываемых пучков непрерывных волокон на основе известных соотношений Ставров В.П. Формообразование изделий из композиционных материалов. - Минск БГТУ, 2006. - С. 80-87, 157-166 задан формулой (2). Выбор параметров канала, отводящего расплав из пропиточного устройства, с учетом этой формулы обеспечивает расход расплава, достаточный для получения стержня с заданными размерами сечения и параметрами структуры, без применения дополнительного генератора расплава и средств регулирования давления и расхода. Тем самым оказывается возможным без отклонений параметров структуры материала в изделии применить в качестве матрицы для изготовления стержня, армированного непрерывными и дискретными волокнами, термопластичные полимеры крупнотоннажного производства, в т.ч. вторичные, упростить процесс получения стержня, снизить за счет этого и за счет соответствующего удешевления средств технологического оснащения стоимость стержня, нагружаемого в условиях эксплуатации изгибающими и крутящими моментами. Предлагаемый способ иллюстрируется фигурой. Пучки волокон, например стеклоровинг, подаются с рулонов 1 в пропиточное устройство 2, содержащее цилиндрические отклоняющие элементы 3 с внутренними каналами 4. В каналы 4 под давлением поступает расплав матричного полимера, генерируемый экструдером 5. Расплав через щель 6 в отклоняющем элементе 3 выдавливается на поверхность. За счет натяжения плоский слой, сформированный из пучков непрерывных волокон, находится в квазиравновесном состоянии и пропитывается полимерным расплавом. Соотношения между толщиной слоя, его натяжением, углом обхвата, радиусом отклоняющего элемента, давлением и вязкостью расплава выбраны известным образом так,что при заданной скорости перемещения слоя происходит его полная пропитка. В частности, если слой имеет ширинуи толщину , эффективный коэффициент проницаемости слоя равен , полимерный расплав подчиняется степенному закону течения с параметрамии , то давление, необходимое для полной пропитки протягиваемого со скоростьюслоя, равно Ставров В.П. Формообразование изделий из композиционных материалов. Минск БГТУ, 2006. - С. 165 5.(1 /1)Пропитанные пучки непрерывных волокон поступают в профилирующее устройство 7, будучи расположенными на входе определенным образом, соответствующим заданной геометрии сечения стержня и структуре материала в сечении, например, как это показано в сечении 8 (1 и 2 - площади участков). Часть расплава, не используемая для пропитки слоя непрерывных волокон, по каналу 9 отводится из пропиточного устройства 2 в экструдер 10 и смешивается в нем с дискретными волокнами, подаваемыми в заданном количестве. Коэффициент сопротивления канала 9 удовлетворяет соотношению (1), поэтому доля расплава, поступающего в экструдер, равна доле матричного полимера в части сечения стержня, формируемой из компаунда, содержащего дискретные волокна. Если расплав отводят через плоскощелевой канал 9 длинойи высотой , то ширину щелизадают согласно формуле 2(2)21-(2)(,),следующей из известного выражения для расхода нелинейно-вязкой жидкости, вытекающей через плоскую щель (/(,) - коэффициент, зависящий от соотношения размеров сечения щели). Получаемый в экструдере-смесителе 10 компаунд поступает в профилирующее устройство 7 под давлением, достаточным для заполнения промежутков между частями, содержащими непрерывные волокна. При этом профилирующее устройство может быть нагреваемым для поддержания температуры, необходимой для консолидации материала. Из профилирующего устройства 7 сформированный профиль поступает в калибрующее устройство 11, где охлаждается для отвердевания матричного полимера и фиксирования за счет этого структуры материала и геометрии изделия. Тянущее устройство 12 обеспечивает непрерывное протекание описанного процесса с заданной скоростью. Подача всего полимерного расплава в устройство для пропитки пучков непрерывных волокон с отделением в пропиточном устройстве части полимера, необходимой для получения компаунда с дискретными волокнами, путем создания гидравлического сопротивления в каналах, связанного с гидравлическим сопротивлением пропитываемого волокнистого слоя, задаваемым в частном случае соотношением (2), позволяет применять в качестве матрицы полимеры с высокой вязкостью, в частности термопластичные и в т.ч. вторичные, без нарушения требований к составу частей материала в изделии. При этом упрощаются конструкция технических средств и технология подачи матричного полимера, а в результате снижается стоимость получаемого стержня, т.е. решается поставленная задача. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B29C 47/02
Метки: дискретными, изготовления, непрерывными, способ, армированного, полимерного, волокнами, стержня
Код ссылки
<a href="https://by.patents.su/6-15660-sposob-izgotovleniya-polimernogo-sterzhnya-armirovannogo-nepreryvnymi-i-diskretnymi-voloknami.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления полимерного стержня, армированного непрерывными и дискретными волокнами</a>
Способ изготовления полого неосесимметричного изделия из термопластичного полимера, армированного непрерывными волокнами

Номер патента: 14156
Опубликовано: 30.04.2011
Авторы: Наркевич Анна Леонидовна, Ставров Василий Петрович
МПК: B29C 53/00
Метки: способ, непрерывными, термопластичного, полого, полимера, волокнами, неосесимметричного, изделия, армированного, изготовления
Текст:
...с оправкой, вращающейся с постоянной скоростью, изменяются по мере изменения положения оправки. Следовательно, изменяются условия пропитки волокнистого наполнителя и условия консолидации материала на оправке. В результате материал в изделии оказывается неоднородным. Различие скоростей перемещения полуфабриката, а значит, и неоднородность материала тем больше, чем больше различаются размеры изделия в плоскости укладки полуфабриката. 14156...
Способ изготовления профильных изделий из термопластичных полимеров, однонаправленно армированных непрерывными волокнами
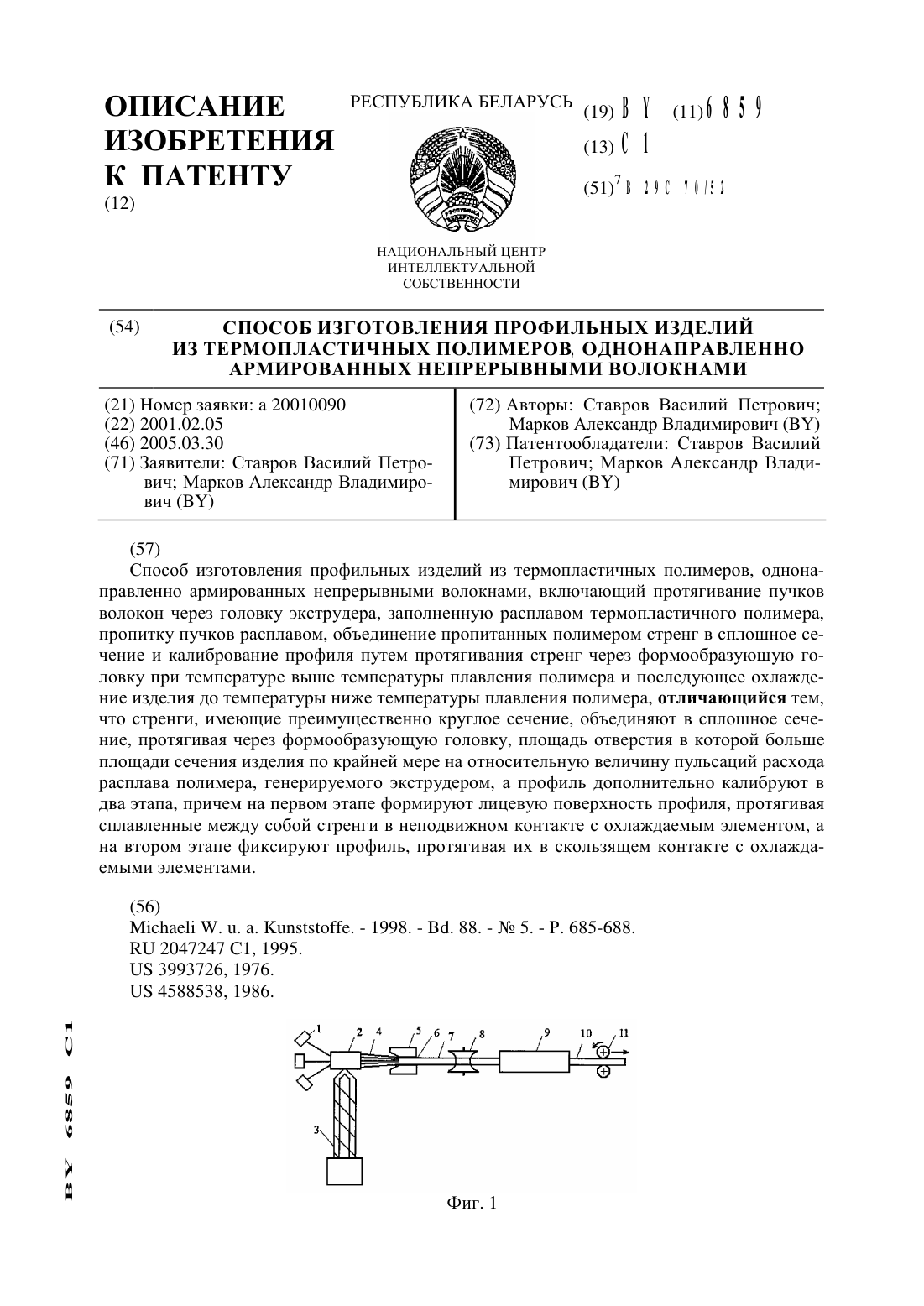
Номер патента: 6859
Опубликовано: 30.03.2005
Авторы: Ставров Василий Петрович, Марков Александр Владимирович
МПК: B29C 70/52
Метки: изготовления, термопластичных, однонаправленно, профильных, армированных, полимеров, способ, изделий, непрерывными, волокнами
Текст:
...при температуре выше температуры плавления полимера, последующее охлаждение изделия до температуры ниже температуры плавления полимера, стренги, имеющие преимущественно круглое сечение объединяют в сплошное сечение при температуре выше температуры плавления полимера, протягивая через матрицу, площадь отверстия в которой больше площади сечения изделия по крайней мере на относительную величину пульсаций расхода полимера, генерируемого...
Способ получения армированного волокнами термопластичного материала
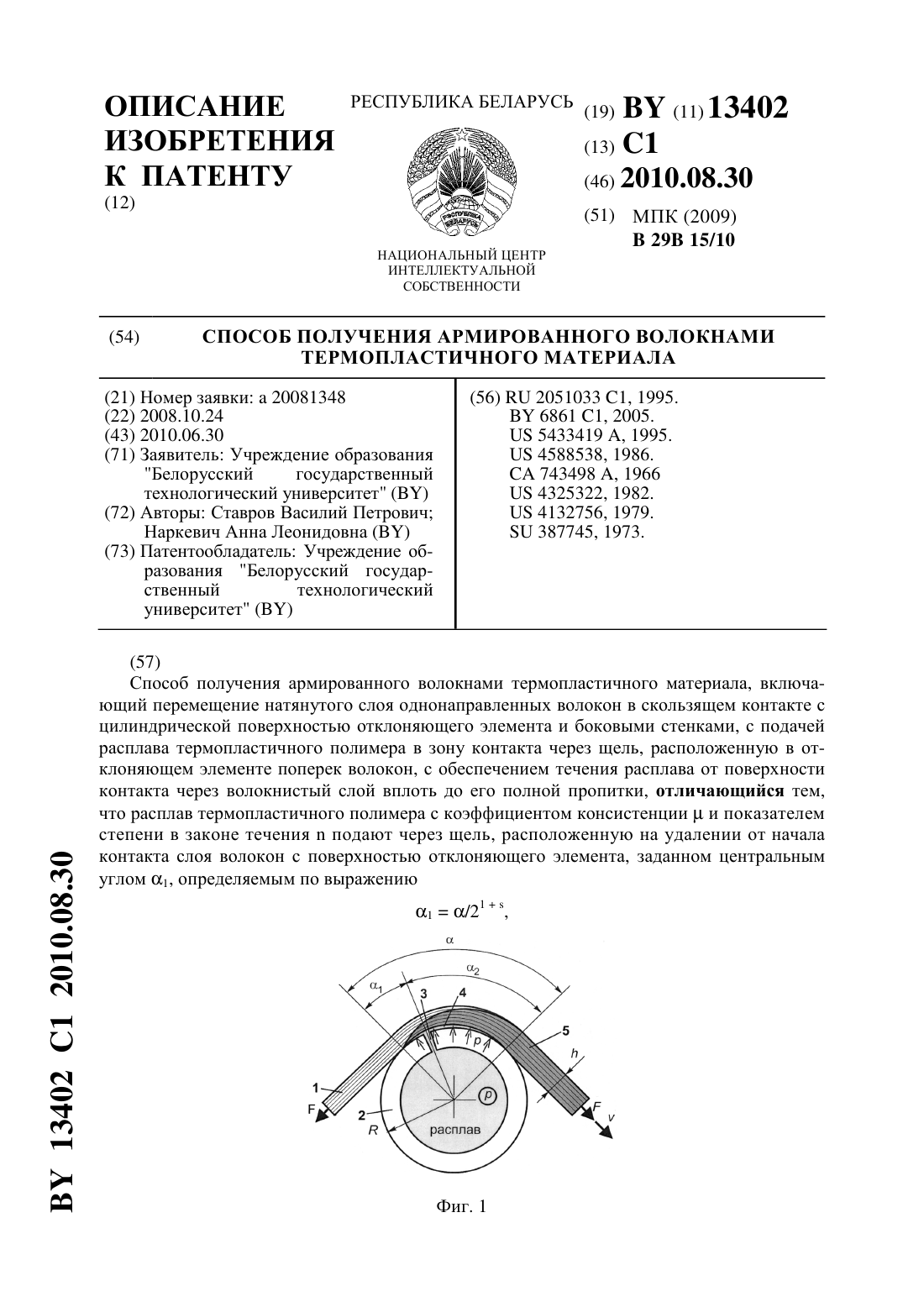
Номер патента: 13402
Опубликовано: 30.08.2010
Авторы: Ставров Василий Петрович, Наркевич Анна Леонидовна
МПК: B29B 15/10
Метки: волокнами, способ, получения, армированного, материала, термопластичного
Текст:
...и скорости перемещения волокнистого слоя в предлагаемом соотношении с натяжением волокнистого слоя и показателями вязкости расплава, подаваемого через щель и проникающего в волокнистый слой. Указанные соотношения основываются на установленных авторами закономерностях течения полимерного расплава со степенной зависимостью между касательными напря 4 13402 1 2010.08.30 жениями и скоростями сдвига в процессе пултрузионной пропитки натянутого слоя...
Способ получения армированного волокнами термопластичного материала
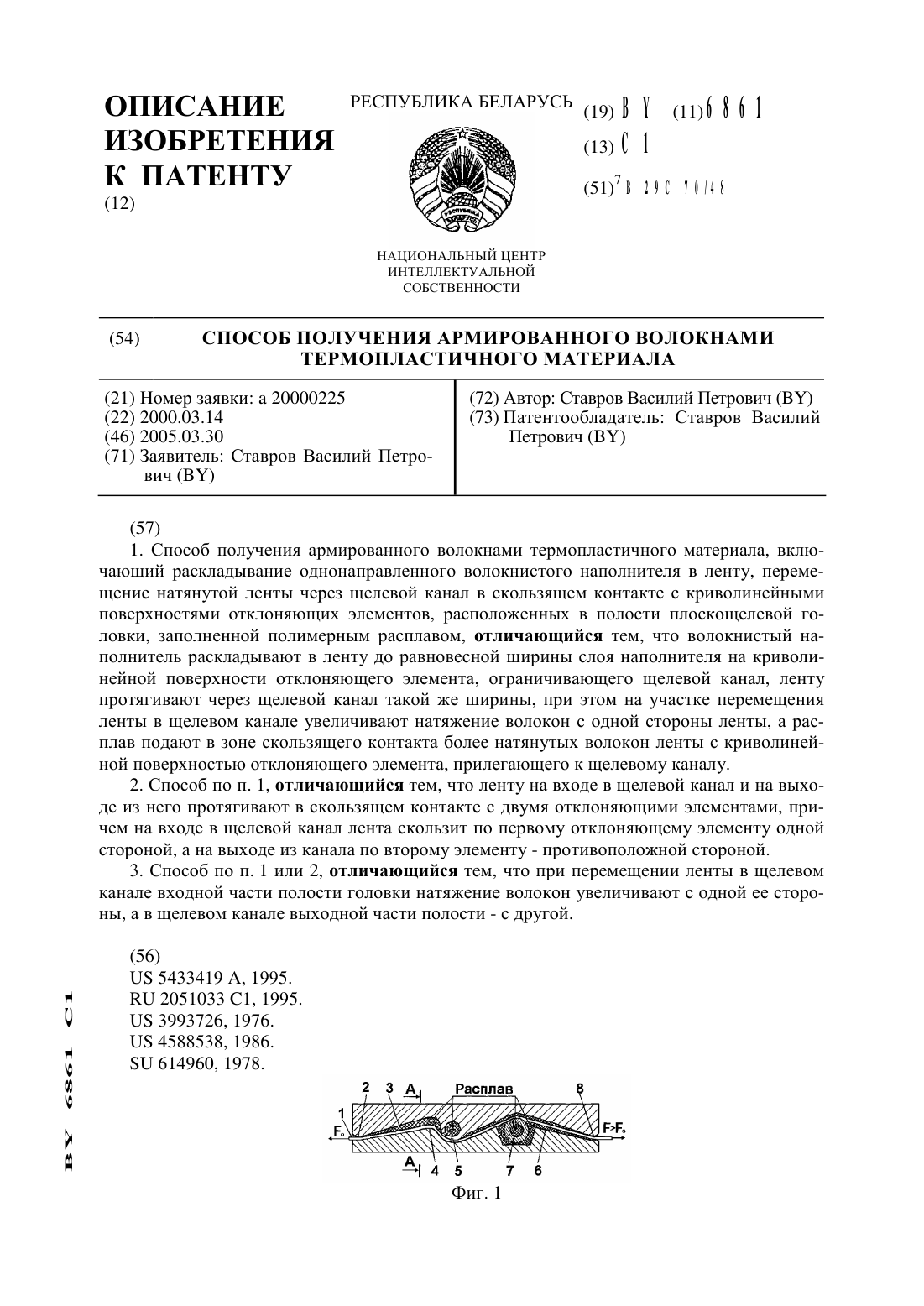
Номер патента: 6861
Опубликовано: 30.03.2005
Автор: Ставров Василий Петрович
МПК: B29C 70/48
Метки: способ, материала, получения, армированного, термопластичного, волокнами
Текст:
...в состоянии статического равновесия при нагрузке, соответствующей натяжению ленты в процессе пропитки. Значение равновесной щирины ленты устанавливают до начала изготовления материала путем прямого измерения щирины слоя, образуемого данным волокнистым напол ВУ 6861 С 1нителем при охватывании им отклоняющего элемента. После этого устанавливают щирину щелевого канала, используя, например, сменные вставки или регулируемые боковые...
Профильное изделие из термопластичного полимера, армированного волокнами
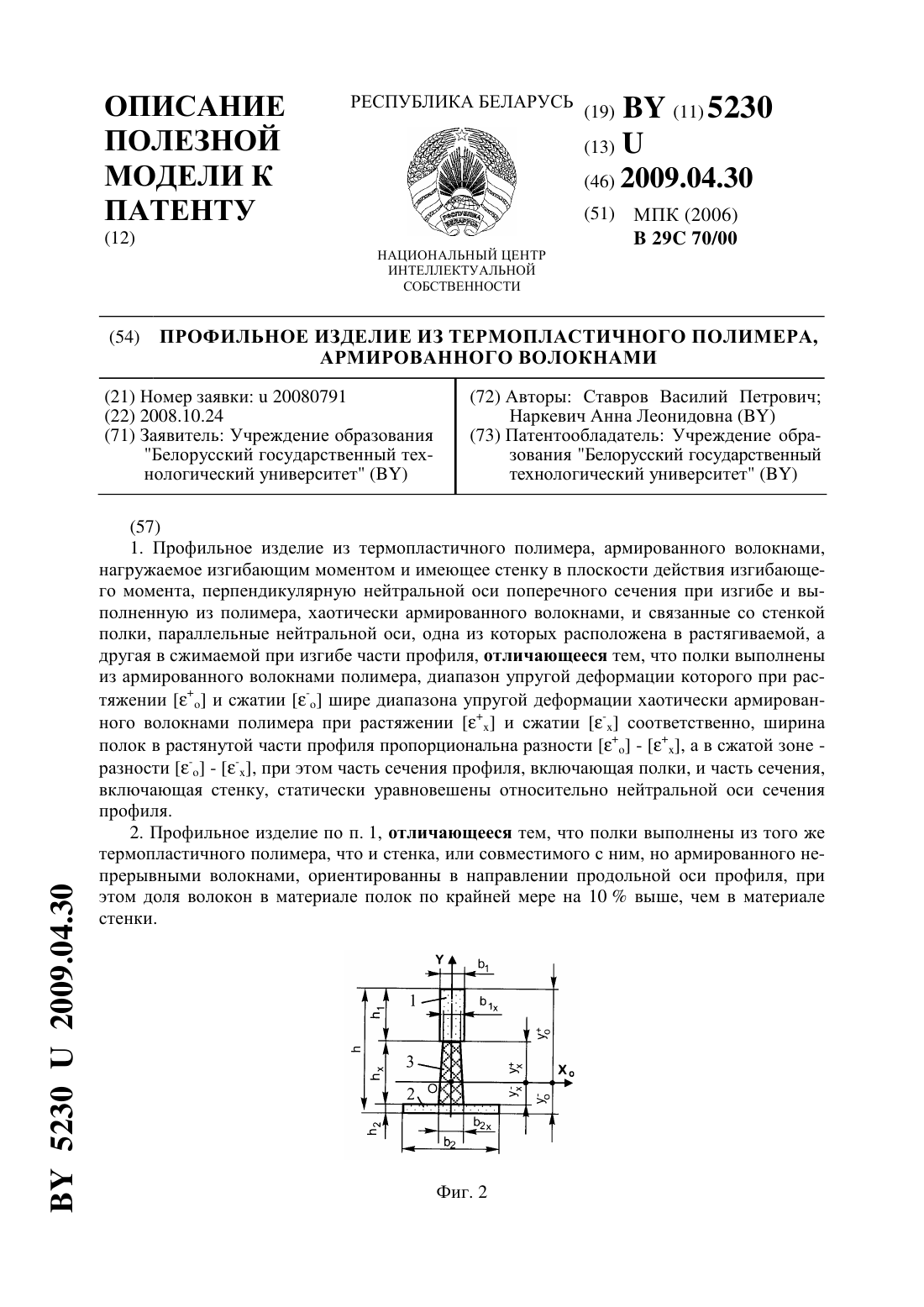
Номер патента: U 5230
Опубликовано: 30.04.2009
Авторы: Ставров Василий Петрович, Наркевич Анна Леонидовна
МПК: B29C 70/00
Метки: полимера, термопластичного, профильное, волокнами, армированного, изделие
Текст:
...армированного волокнами, нагружаемом изгибающим моментом и имеющим стенку в плоскости действия изгибающего момента, перпендикулярную нейтральной оси поперечного сечения при изгибе и выполненную из полимера, хаотически армированного волокнами, и связанные со стенкой полки, параллельные нейтральной оси, одна из которых расположена в растягиваемой, а другая в сжимаемой при изгибе части профиля, полки выполнены из армированного волокнами...
Предыдущий патент: Способ выявления ригидности аксиальных мышц при болезни Паркинсона
Следующий патент: Вариообъектив
Случайный патент: Способ получения дистиллятных фракций