Способ получения армированного волокнами термопластичного материала
Номер патента: 13402
Опубликовано: 30.08.2010
Текст
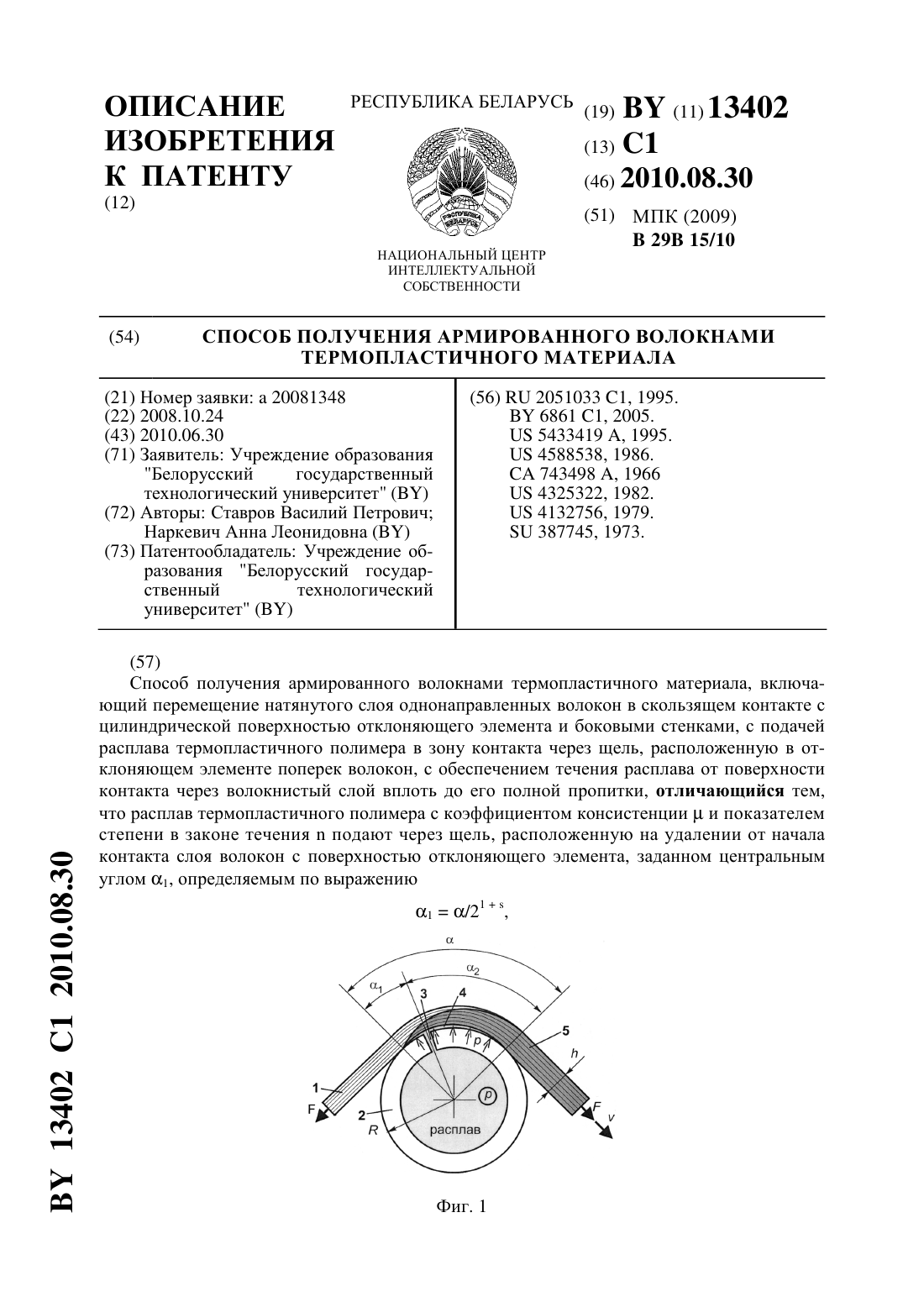
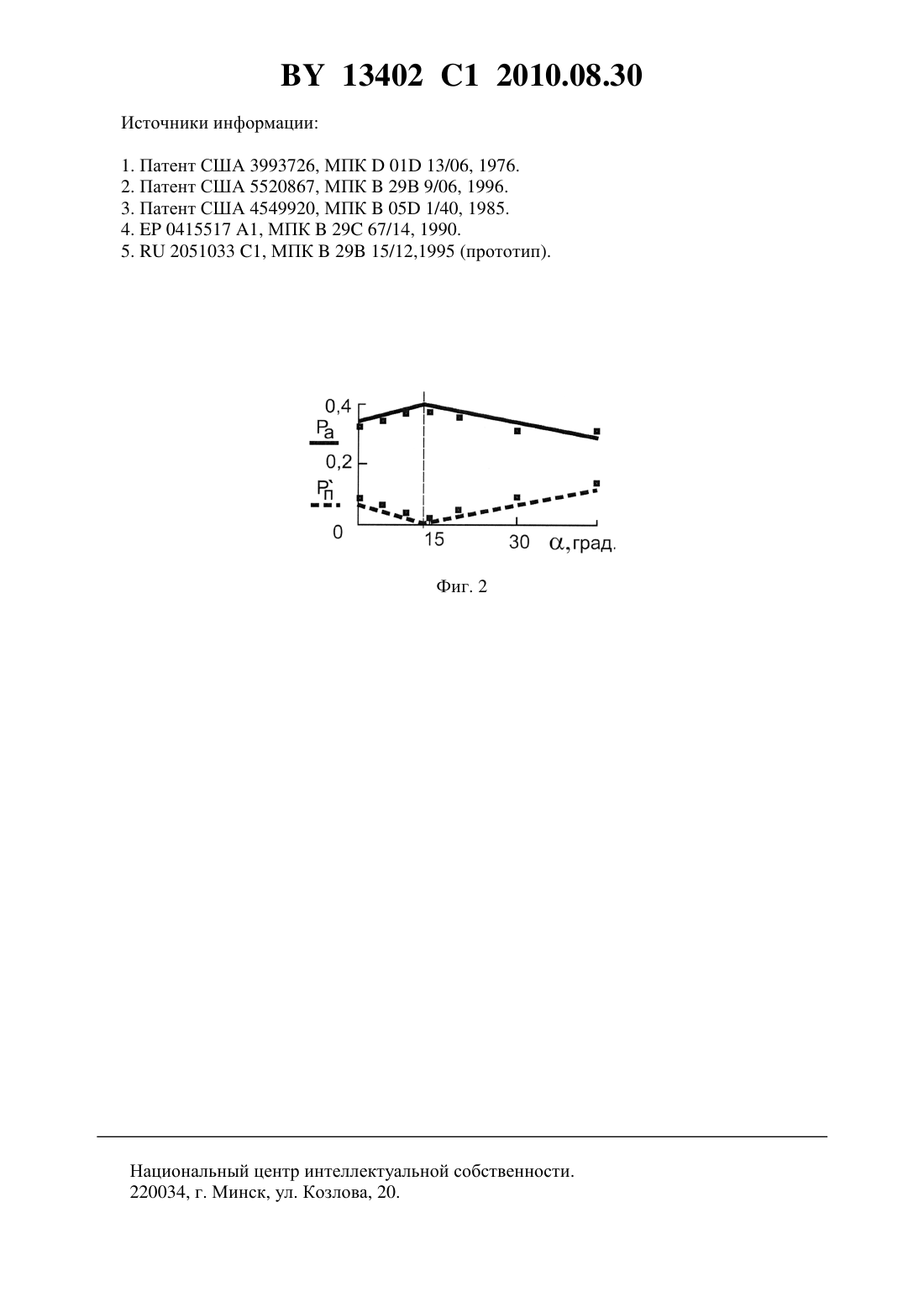
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ВОЛОКНАМИ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА(71) Заявитель Учреждение образования Белорусский государственный технологический университет(72) Авторы Ставров Василий Петрович Наркевич Анна Леонидовна(73) Патентообладатель Учреждение образования Белорусский государственный технологический университет(57) Способ получения армированного волокнами термопластичного материала, включающий перемещение натянутого слоя однонаправленных волокон в скользящем контакте с цилиндрической поверхностью отклоняющего элемента и боковыми стенками, с подачей расплава термопластичного полимера в зону контакта через щель, расположенную в отклоняющем элементе поперек волокон, с обеспечением течения расплава от поверхности контакта через волокнистый слой вплоть до его полной пропитки, отличающийся тем,что расплав термопластичного полимера с коэффициентом консистенциии показателем степени в законе теченияподают через щель, расположенную на удалении от начала контакта слоя волокон с поверхностью отклоняющего элемента, заданном центральным углом 1, определяемым по выражению 1/21, Фиг. 1 13402 1 2010.08.30 где- центральный угол контакта слоя с отклоняющим элементом 1/,под давлением , связанным с натяжением слоясоотношением/(-п),где- ширина слоя однонаправленных волокон- радиус поверхности отклоняющего элемента- толщина пропитанного полимером слоя п - объемная доля полимера в материале,и перемещают натянутый слой со скоростью , определяемой по выражению где- эффективный коэффициент проницаемости волокнистого слоя. Изобретение относится к технологии производства композиционных материалов с термопластичной полимерной матрицей, армированных стеклянными, углеродными или иными волокнами, и может быть использовано для получения однонаправленно армированных лент или стренг, длинноволокнистых литьевых композиций, а также в одностадийных(совмещенных с получением полуфабриката) процессах изготовления профилей и труб. Известен способ изготовления изделий из термопластичных материалов, однонаправленно армированных волокнами 1, включающий раскладывание ровинга в плоский слой,протягивание его через пропиточную головку, снабженную стержнями для расправления ровинга и заполненную расплавом, нагнетаемым экструдером под относительно высоким давлением, и последующее проведение пропитанного ровинга через калиброванные выходные отверстия в головке. Благодаря пропусканию пропитанного волокнистого наполнителя вместе с полимерным расплавом через калиброванные отверстия этот способ обеспечивает заданное соотношение компонентов в материале. Однако ввиду уплотнения волокнистого слоя под воздействием давления расплава глубина пропитки получается небольшой, а структура материала неоднородной. С целью улучшения условий пропитки при изготовлении полимерной структуры, армированной длинными волокнами, по способу 2 непрерывный волокнистый пучок раскладывают в тонкий слой и протягивают через плоскощелевую головку, калибруя затем для удаления излишков полимера. Ввиду неизбежной неоднородности слоя, формируемого из волокнистого наполнителя с большой линейной плотностью (2400 текс и более), промывов наиболее тонких участков слоя полимерным расплавом структура материала, получаемого по этому способу, получается неоднородной, с излишками матричного полимера в отдельных частях поперечного сечения пропитанного слоя. Для получения композиционного материала с термопластичной матрицей по способу 3 слой волокон протягивают в скользящем контакте с обогреваемой поверхностью стержня или ролика. Расплав полимера, находящийся в прослойке между слоем волокон и криволинейной поверхностью отклоняющего элемента, под действием давления, создаваемого за счет натяжения волокон, проникает в волокнистый слой. Для улучшения пропитки по этому способу используют полимер с низкой вязкостью расплава. Применение термопластичных полимеров с низкой вязкостью расплава, а следовательно, с низкой молекулярной массой, не позволяет получать материалы с высокими эксплуатационными свойствами. Кроме того, если расплав имеет низкую вязкость, то под 2 13402 1 2010.08.30 давлением, создаваемым за счет натяжения наполнителя, он выдавливается из зазора между волокнистым слоем и отклоняющей поверхностью, прослойка полимерного расплава оказывается недостаточной для полной пропитки волокнистого слоя, тогда как в получаемом материале содержится избыточное количество матричного полимера. В случае применения высоковязких полимерных расплавов и волокнистых наполнителей с высокой линейной плотностью полная пропитка не происходит, а материал оказывается неоднородным по сечению. Известен способ изготовления армированного волокнами термопластичного материала 4, согласно которому слой, состоящий из пучков однонаправленных волокон, протягивают поперек щелевых отверстий в отклоняющих этот слой элементах, расплав полимера подают в зазор между отклоняющими элементами и волокнистым слоем под высоким давлением, создаваемым с помощью экструдера, таким образом, что расплав течет через волокнистый слой в полость низкого давления. Ввиду низкой проницаемости волокнистого слоя и потому высокого гидравлического сопротивления течению расплава через слой волокон расплав, подаваемый в зазор между волокнистым слоем и поверхностью отклоняющего элемента под большим давлением, перетекает в полость низкого давления, огибая слой волокон, и вытекает через отверстие в полости, не полностью пропитывая волокнистый слой. Если полость имеет выходное отверстие малого сечения, регулирующее расход, то давление в ней определяется не условиями пропитки волокнистого слоя, а условиями истечения расплава из этой полости. Давление на обеих сторонах волокнистого слоя оказывается равным, поэтому расплав сжимает слой волокон с двух сторон, снижая его проницаемость. При низком давлении затруднено вытекание расплава из отверстия в отклоняющем элементе и качественная пропитка волокнистого слоя не происходит. Наиболее близкий к заявляемому способ получения армированного волокном термопластичного материала, согласно патенту 5, включает перемещение натянутого слоя однонаправленных волокон в скользящем контакте с криволинейной поверхностью отклоняющего элемента и боковыми стенками, подачу расплава термопластичного полимера через щель в отклоняющем элементе и течение расплава от поверхности контакта через волокнистый слой. Протекая через волокнистый слой, расплав вытесняет воздух, заполняет межволоконное пространство вплоть до образования выступов на противоположной стороне слоя. Образование выступов полимера служит критерием пропитки слоя волокон. Данный способ не позволяет установить баланс потока расплава, выходящего из щели и заполняющего промежутки между волокнами, поэтому не обеспечивает точное соотношение долей волокнистого наполнителя и матричного полимера в получаемом материале. Часть полимерного расплава вытекает в зазоры между пропитываемым слоем и поверхностью отклоняющего элемента. За счет этого возрастает объемная доля полимера в получаемом материале и соответственно снижается степень наполнения материала армирующими волокнами. Структура получается неоднородной, так как избыток полимера сконцентрирован на поверхности пропитанного слоя. Ввиду трансверсальной подвижности волокон в натянутом слое расплав может протекать через волокнистый слой и образовать выступы на наружной поверхности слоя еще до полного насыщения полимером других участков сечения слоя, где волокна расположены более плотно. Ввиду этого матричный полимер находится преимущественно в наиболее широких зазорах между волокнами, что также свидетельствует о неоднородности структуры получаемого материала. Избыток матричного полимера и обусловленная этим неоднородность структуры материала возрастают с увеличением толщины слоя волокон (при использовании наполнителей с высокой линейной плотностью) и с увеличением вязкости полимерного расплава, в частности при использовании в качестве матрицы вторичных полимеров. 3 13402 1 2010.08.30 Применение калибрующих элементов на выходе из пропиточного устройства при изготовлении материала по этому способу нарушает условия затекания полимерного расплава в волокнистый слой, а потому снижает качество его пропитки. Задача предлагаемого изобретения - повышение степени наполнения материала армирующими волокнами и получение более однородной структуры материала в случае использования волокнистых наполнителей с высокой линейной плотностью и матричных полимеров с высокой вязкостью расплава. Для решения поставленной технической задачи при получении армированного волокнами термопластичного материала по способу, включающему перемещение натянутого слоя однонаправленных волокон в скользящем контакте с цилиндрической поверхностью отклоняющего элемента и боковыми стенками, с подачей расплава термопластичного полимера в зону контакта через щель, расположенную в отклоняющем элементе поперек волокон, с обеспечением течения расплава от поверхности контакта через волокнистый слой вплоть до его полной пропитки, отличающийся тем, что расплав термопластичного полимера с коэффициентом консистенциии показателем степени в законе теченияподают через щель, расположенную на удалении от начала контакта слоя волокон с поверхностью отклоняющего элемента, заданном центральным углом 1, определяемым по выражению 1/21,где- центральный угол контакта слоя с отклоняющим элементом 1/, под давлением , связанным с натяжением слоясоотношением/(-п),где- ширина слоя однонаправленных волокон- радиус поверхности отклоняющего элемента- толщина пропитанного полимером слоя п - объемная доля полимера в материале,и перемещает натянутый слой со скоростью , определяемой по выражению где Ке - эффективный коэффициент проницаемости волокнистого слоя. Сущность предлагаемого способа состоит в создании условий, при которых расход выходящего из щели полимерного расплава сбалансирован относительно частей волокнистого слоя, контактирующего с поверхностью отклоняющего элемента на участках до и после щели. Это позволяет минимизировать толщину прослойки полимерного расплава в зазоре и тем самым препятствовать его избытку в материале. Предлагаемый способ подачи расплава обеспечивает не только баланс расхода расплава относительно частей волокнистого слоя, но и баланс расхода расплава, подаваемого из щели и заполняющего волокнистый слой с известным коэффициентом проницаемости вплоть до полной пропитки слоя. Выполнение этих условий необходимо и достаточно для полной пропитки волокнистого слоя и отсутствия истечения расплава через зазор между волокнистым слоем и поверхностью отклоняющего элемента как в направлении перемещения слоя, так и в противоположном направлении. В результате наряду с полной пропиткой слоя обеспечивается заданное содержание матричного полимера в получаемом материале. Эти условия создаются путем задания давления расплава и скорости перемещения волокнистого слоя в предлагаемом соотношении с натяжением волокнистого слоя и показателями вязкости расплава, подаваемого через щель и проникающего в волокнистый слой. Указанные соотношения основываются на установленных авторами закономерностях течения полимерного расплава со степенной зависимостью между касательными напря 4 13402 1 2010.08.30 жениями и скоростями сдвига в процессе пултрузионной пропитки натянутого слоя однонаправленных волокон, протягиваемого в скользящем контакте с криволинейной поверхностью отклоняющего элемента Наркевич А.Л., Ставров В.П. Оптимизация режимов пултрузии профилей из армированных термопластов. - Материалы, технологии, инструменты. -4. - Т. 8. - 2003. - С. 75-79 Ставров В.П. Формообразование изделий из композиционных материалов Учеб. пособие. - Минск БГТУ, 2006. - С. 155-166, 260-270. В этих работах, а также в книгах Тадмор З., Гогос К. Теоретические основы переработки полимеров. - М. Химия, 1984 и Торнер Р.В. Основные процессы переработки полимеров теория и методы расчета. - М. Химия, 1972 обосновано применение степенного закона течения расплавов термопластичных полимеров, задающего зависимость между касатель ным напряжениеми скоростью сдвигапри некоторой фиксированной температуре процесса в форме, где- коэффициент консистенции- параметр, характеризующий степень нелинейности. В названных источниках описаны также методы определения показателей степенного закона течения - коэффициента консистенциии параметра . Натяжение волокнистого слоя при рассматриваемой пултрузионной пропитке задают обычно из условия неразрушения волокон равным не более 20 от разрывного усилия. Ширину слояустанавливают в зависимости от линейной плотности пропитываемого волокнистого материала и его натяжения Ставров В.П. Формообразование изделий из композиционных материалов Учеб. пособие. - Минск БГТУ, 2006. - С. 161. Соотношение (2) для давления следует из условия равновесия на цилиндрической поверхности слоя шириной , натянутого усилием . Радиус контактирующей с расплавом поверхности слоя (-п) задан с учетом толщины полимерной прослойки в зазоре между волокнистым слоем и отклоняющим элементом в зоне ввода расплава, равной п. Сопротивление течению полимерной прослойки в зазоре не учитывается, поскольку, согласно оценкам для типичных условий пропитки, оно мало по сравнению с . Градиент давления в направлении перемещения слоя по крайней мере на порядок меньше градиента давления по толщине слоя, поэтому давление расплава на участках контакта со слоем волокон можно считать постоянным. Уравнение (3) получено из условия полной пропитки волокнистого слоя толщинойс эффективным коэффициентом проницаемости е полимерным расплавом со степенным законом течения (до достижения заданной степени наполнения слоя, равной 1-п). Исходные данные и обоснование вывода этого уравнения приводятся в указанных выше источниках. Эффективный коэффициент проницаемости натянутого слоя однонаправленных волокон задается с учетом стохастического расположения и подвижности волокон в трансверсальной плоскости по методике, изложенной в статье Ставров В.П. и др. Изменение структуры и проницаемости натянутого волокнистого слоя в процессе пропитки расплавом термопластичного полимера. - Механика композитных материалов, 2000, Т. 36,2, С. 259-270. В случае линейно-вязкого расплава возможна его приближенная оценка по упрощенным соотношениям, например по формуле Кармана-Козени (см./. . 2.. -, 2000, . 979-998) 2 где- радиус волокна. При условии пропитки полимерным расплавом с показателем степени в законе течения п волокнистого слоя толщинойна глубину 1/2 уравнение (3) дает угол 1, связанный с углом обхвата волокнистым слоем цилиндрического отклоняющего элементаформулой (1). Следовательно, при вводе расплава через щель, расположенную в данной 5 13402 1 2010.08.30 области участка контакта, обеспечивается баланс потоков в сторону начальной и конечной точек контакта. А поскольку полный расход расплава из щели при установленных значениях параметров процесса равен расходу расплава, проникающего вглубь волокнистого слоя, то избыток расплава отсутствует. Поэтому доля полимера в получаемом волокнистом композиционном материале оказывается равной заданной, а степень наполнения его максимальной. Приведенные закономерности формирования волокнистого композиционного материала имеют место и в случае, когда слой однонаправленных волокон протягивают в скользящем контакте сначала одной стороной, а затем другой стороной с цилиндрическими поверхностями двух последовательно расположенных отклоняющих элементов, если давление расплава, подаваемого через щели каждого элемента, и скорость протягивания слоя устанавливают, согласно соотношениям (2) и (3), принимая в них значениеравным половине толщины пропитанного слоя. В этом случае, поскольку толщина пропитываемого слоя на каждом отклоняющем элементе равна половине от общей толщины получаемого пропитанного слоя, то при прочих равных значениях параметров процесса скорость перемещения слоя оказывается в 21 раз больше, чем при пропитке с одним отклоняющим элементом. В то же время ввиду сбалансированности частей потока расплава, поступающих в различные части области контакта слоя с отклоняющими элементами, избыток расплава отсутствует, а степень наполнения материала волокнами равна заданной. Предлагаемый способ иллюстрируется фигурами. На фиг. 1 показана схема получения армированного волокнами материала, а на фиг. 2 зависимость степени наполнения волокнами а и доли матричного полимера, не контактирующего с волокнами, от положения щели на участке контакта волокнистого слоя с цилиндрической поверхностью отклоняющего элемента (результаты расчета представлены линиями, эксперимента - точками). Для осуществления заявляемого способа однонаправленный волокнистый наполнитель, в частности стеклоровинг, распускают с паковки и раскладывают в равномерный слой 1. Ширина слояравна расстоянию между боковыми стенками отклоняющего элемента 2 (на фигуре не показаны). Известными средствами, например торможением держателя паковки, создают необходимое натяжениеслоя на поверхности отклоняющего элемента 2. С учетом разброса прочности волокон это значение обычно принимают не более 20 от среднего значения разрывной прочности слоя. По технологическим соображениям задаваемое натяжениеможет быть и меньше указанного предельно допустимого. Например, в одностадийных процессах, когда после пропитки волокнистого слоя расплавом полимера из полученного композиционного материала формуют изделия, граница допустимого натяжения определяется условиями консолидации и формообразования, с целью сохранения оптимальной структуры материала в формуемом изделии предпочтительно натяжение слоя, равное 0,02-0,05 от среднего разрывного усилия. Через щель 3, ориентированную перпендикулярно слою волокон (вдоль образующей отклоняющего элемента 2), в полость 4 между слоем волокон и поверхностью отклоняющего элемента подают расплав под давлением , создаваемым, например, червячным экструдером. Давлениезадают в зависимости от натяжения слоя , радиуса кривизныповерхности отклоняющего элемента, толщины пропитанного слояи требуемой объемной доли полимера п в пропитанном слое 5 согласно формуле (2), а скорость протягиванияволокнистого слоя с учетом эффективного коэффициента проницаемости волокнистого слоя е устанавливают по формуле (3). Таким образом, если параметры процесса получения материала, влияющие на степень наполнения его армирующими волокнами, заданы в соответствии с предлагаемыми соотношениями, то соблюдаются условия баланса расхода полимерного расплава и минимизации 13402 1 2010.08.30 его излишков, снижающих интегральную степень наполнения армирующими волокнами. Поэтому применение предлагаемого способа позволяет решить поставленную техническую задачу. Достижение заявляемого технического результата иллюстрируется следующим примером. По предлагаемому способу изготавливали термопластичный материал, армированный стеклянными волокнами, в виде ленты с сечением 60,4 мм. В качестве наполнителя использовали стеклоровинг со средним диаметром волокон 13 мкм с линейной плотностью 2400 текс, в качестве матрицы - вторичный полипропилен. Параметры степенного закона вязкого течения расплава при температуре 200 С коэффициент консистенции - 2 кПас показатель степени 0,6. Расчетная объемная доля армирующего наполнителя 40 . При этом объемная доля матричного полимера в материале Рп 0,6. Натяжение ровинга, равное 20 Н на входе в пропиточное устройство, создавали торможением паковки. Ровинг раскладывали так, что он равномерным слоем заполнял канал шириной 6 мм в отклоняющем элементе. Радиус цилиндрической поверхности отклоняющего элемента 10 мм, ширина щели 3 мм. Угол обхвата волокнистым слоем отклоняющего элемента 90. Положение щели на участке контакта слоя с отклоняющим элементом варьировали в диапазоне от 0 до 60, относительно начальной точки касания волокнистого слоя с поверхностью отклоняющего элемента. Значение угла 1 (фиг. 1) задавали, согласно формуле (1), равным 14. При пропитке стеклоровинга со средним диаметром волокон 13 мкм полимерными расплавами со степенным законом течения (при 0,6) среднее значение эффективного коэффициента проницаемости волокнистого слоя, рассчитанное по методу, изложенному в статье Ставров В.П. и др. Механика композиционных материалов. -2. - 2000. С. 259-270, с учетом неоднородности расположения волокон в трансверсальном сечении в диапазоне значений Рп 0,4-0,6 составляет в среднем (13,72,5)10-12 м 1,4. Приближенные значения (для линейного закона течения расплава) в этом же диапазоне степеней наполнения волокнами составляют от 0,810-12 до 13,310-12 м 2. Расплав полимера с температурой 2005 С генерировали в червячном экструдере ЧП 32-25 и подавали в зону контакта слоя с отклоняющим элементом через щель в этом элементе под давлением 0,34 МПа, рассчитанным по формуле (2). Давление расплава контролировали датчиком Расплав ДИ-М. Волокнистый слой протягивали при указанных выше условиях в скользящем контакте с отклоняющим элементом. Варьируя скорость протягивания слоя, достигали полной пропитки (до образования выступов). Затем задавали скорость, согласно уравнению (3), равной 3,5 см/с. Равномерность пропитки и однородность материала оценивали по доле полимера, не контактирующего с волокнами, анализируя микрошлифы. По результатам взвешивания находили интегральную степень наполнения материала армирующими волокнами. Результаты измерений показаны на фиг. 2. Видно, что при значениях угла 1 близких к заданному на основе предлагаемых соотношений, интегральная степень наполнения материала волокнами максимальна, а доля матричного полимера, не контактирующего с волокнами, минимальна. При этом также параметры процесса - давление расплава и скорость протягивания волокнистого слоя установлены согласно предлагаемым соотношениям. Их оптимизация экспериментальным путем, только по достижении наблюдаемых признаков полной пропитки слоя, как это предполагается при изготовлении материала по известному способу, связана с большими затратами времени. Следовательно, заявленный технический результат достигается при использовании предлагаемых приемов осуществления процесса получения материала во всех оговоренных вариантах. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B29B 15/10
Метки: армированного, материала, волокнами, способ, получения, термопластичного
Код ссылки
<a href="https://by.patents.su/8-13402-sposob-polucheniya-armirovannogo-voloknami-termoplastichnogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ получения армированного волокнами термопластичного материала</a>
Способ получения армированного волокнами термопластичного материала
Номер патента: 6861
Опубликовано: 30.03.2005
Автор: Ставров Василий Петрович
МПК: B29C 70/48
Метки: получения, волокнами, материала, армированного, термопластичного, способ
Текст:
...в состоянии статического равновесия при нагрузке, соответствующей натяжению ленты в процессе пропитки. Значение равновесной щирины ленты устанавливают до начала изготовления материала путем прямого измерения щирины слоя, образуемого данным волокнистым напол ВУ 6861 С 1нителем при охватывании им отклоняющего элемента. После этого устанавливают щирину щелевого канала, используя, например, сменные вставки или регулируемые боковые...
Способ получения гранулированного термопласта, наполненного стеклянными или синтетическими волокнами и способ получения длинномерного армированного материала
Номер патента: 4214
Опубликовано: 30.12.2001
Авторы: Сечко Александр Эдуардович, Энгельне Михаил Владимирович, Свириденок Анатолий Иванович, Орач Владимир Мирославович
МПК: C08J 3/12, B29C 47/00
Метки: армированного, материала, волокнами, стеклянными, термопласта, синтетическими, получения, наполненного, способ, или, длинномерного, гранулированного
Текст:
...с меньшим отклонением по размерам, а пластическая деформация оболочки предотвращает вытягивание волокна из гранул, которое имеет длину, равную длине гранулы. Рубильно-тянущая установка состоит из рубильно-тянущего устройства (фиг. 1) и блока управления(фиг. 2). Рубильно-тянущее устройство состоит из стола 1, в основании которого расположены электродвигатель 2 и червячный редуктор 3. На столе находится тянущий шестеренный механизм 4 и рубильное...
Профильное изделие из термопластичного полимера, армированного волокнами
Номер патента: U 5230
Опубликовано: 30.04.2009
Авторы: Наркевич Анна Леонидовна, Ставров Василий Петрович
МПК: B29C 70/00
Метки: полимера, термопластичного, армированного, изделие, волокнами, профильное
Текст:
...армированного волокнами, нагружаемом изгибающим моментом и имеющим стенку в плоскости действия изгибающего момента, перпендикулярную нейтральной оси поперечного сечения при изгибе и выполненную из полимера, хаотически армированного волокнами, и связанные со стенкой полки, параллельные нейтральной оси, одна из которых расположена в растягиваемой, а другая в сжимаемой при изгибе части профиля, полки выполнены из армированного волокнами...
Способ изготовления заготовки или изделия из композиции термопластичного полимера с длинными армирующими волокнами и устройство для его осуществления
Номер патента: 11906
Опубликовано: 30.06.2009
Авторы: Шубенкова Екатерина Владимировна, Ставров Василий Петрович, Дубовик Денис Владимирович
МПК: B29C 47/58, B29B 11/16, B29C 47/08...
Метки: длинными, полимера, термопластичного, заготовки, волокнами, композиции, способ, армирующими, изделия, изготовления, осуществления, или, устройство
Текст:
...другой стенки так, что в ее заднем, относительно направления перемещения компаунда в экструдере, крайнем положении винтовой канал червяка в зоне входного отверстия в цилиндре открыт для волокнистого наполнителя, а в другом, переднем - перекрыт. Подвижная стенка бункера может быть выполнена в виде плоской пружины и находится в контакте с гребнем червяка на участке ее возвратно-поступательного перемещения относительно другой стенки...
Формовочная масса на основе углеродного материала и термопластичного полимера и способ ее получения
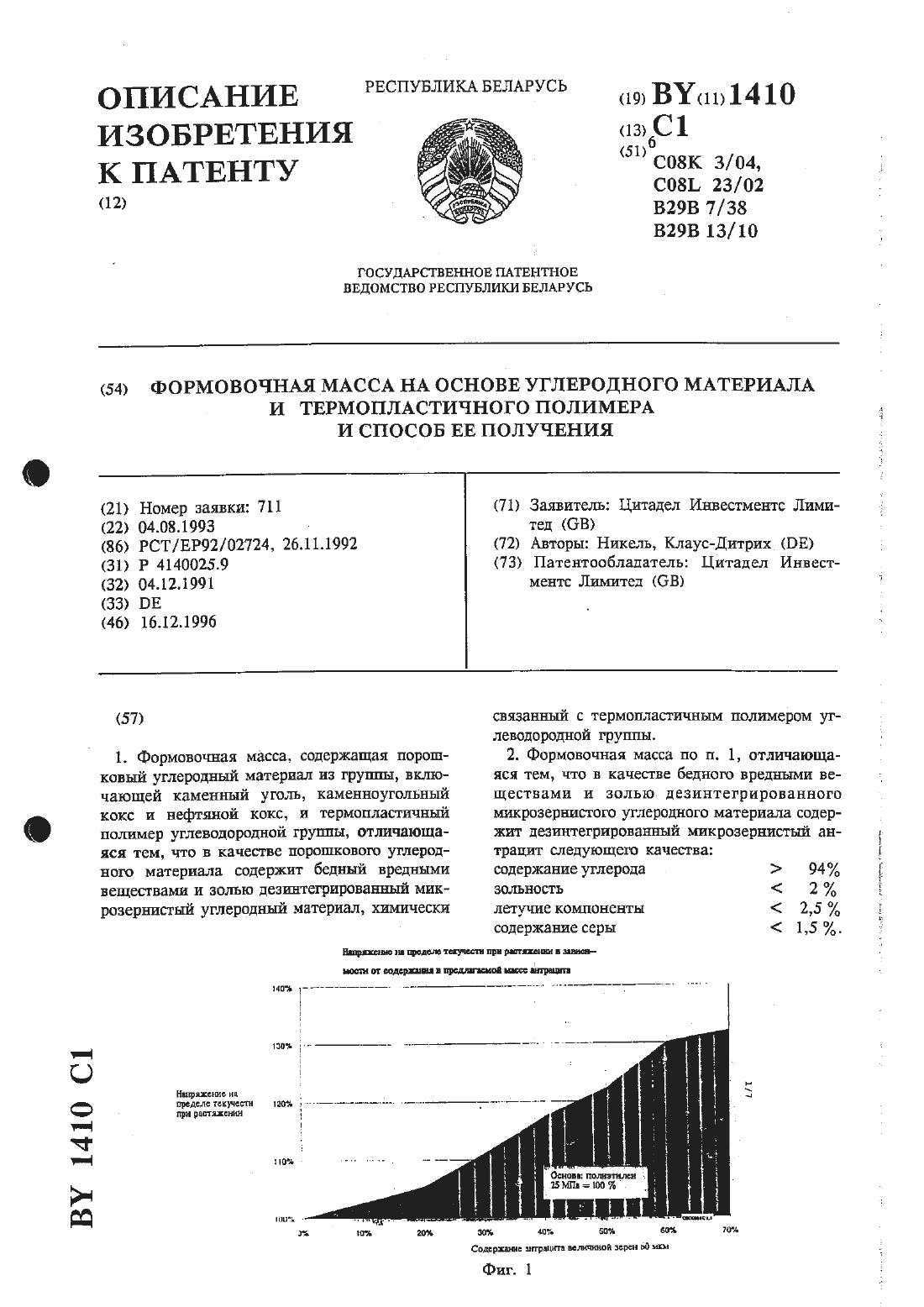
Номер патента: 1410
Опубликовано: 16.12.1996
Авторы: Никель, Клаус-Дитрих
МПК: C08K 3/04, B29B 7/38, B29B 13/10...
Метки: формовочная, углеродного, способ, термопластичного, получения, масса, материала, полимера, основе
Текст:
...температуры порядка 300 С, благодаря чему выделяются летучие компоненты антрацита. Поэтому в частности следует обратить внимание на то, что эти микропоры сообщают антрациту гигроскоиичность (поглощение воды,отчасти и из воздуха окружающей среды, до 6). Способность жидкостей к проникновению в эти микропоры и к накоплению в них обусловлена молекулярной структурой соответствующей жидкостн. Водородные ионы или по меньшей мере водородные...
Предыдущий патент: Способ получения катализатора для разложения пероксида водорода при обработке контактных линз
Следующий патент: Битумная композиция для изготовления гидроизоляционных материалов и герметиков
Случайный патент: Способ термостерилизации и/или дезинфекции отходов