Способ изготовления профильных изделий из термопластичных полимеров, однонаправленно армированных непрерывными волокнами
Номер патента: 6859
Опубликовано: 30.03.2005
Авторы: Ставров Василий Петрович, Марков Александр Владимирович
Текст
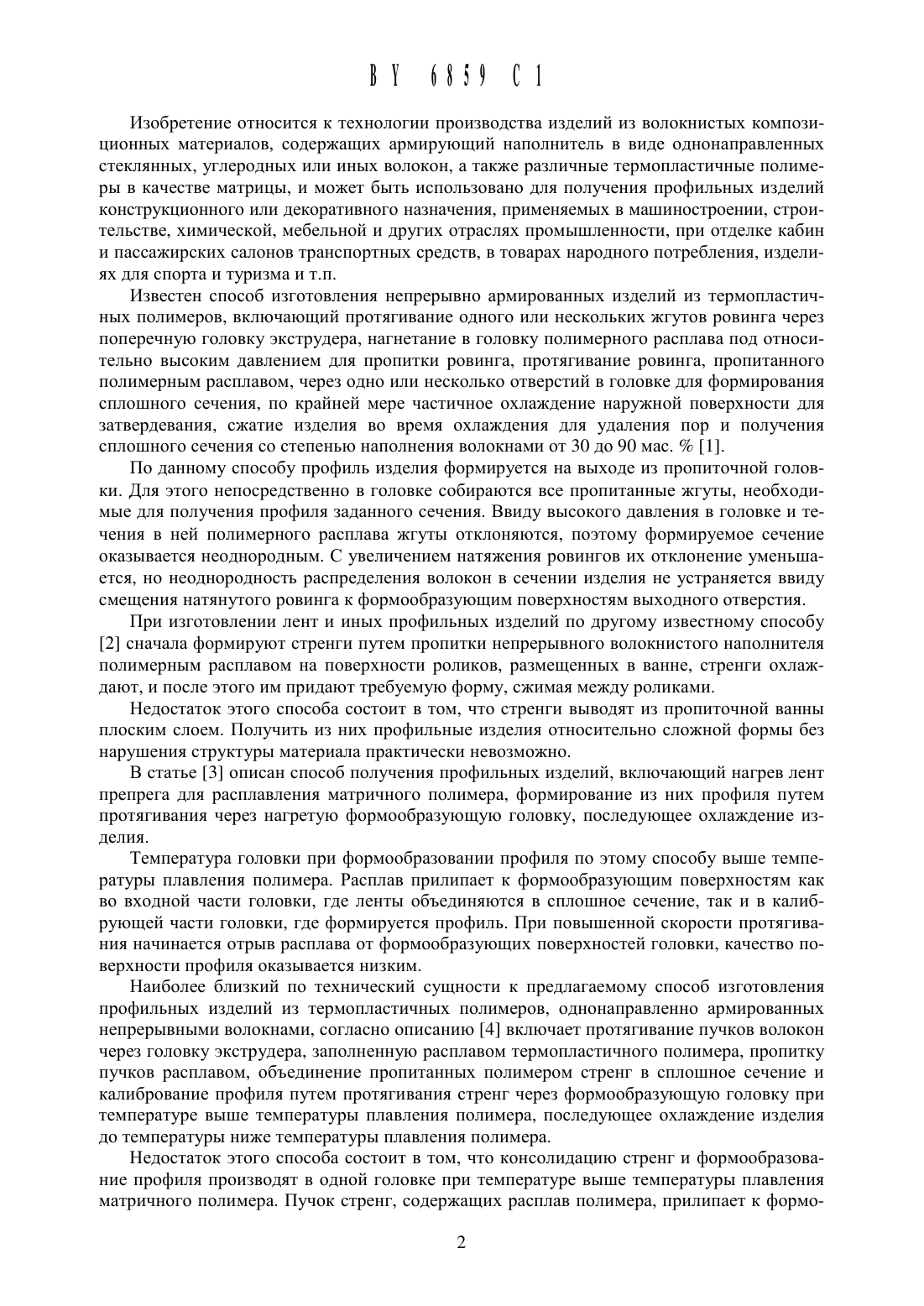
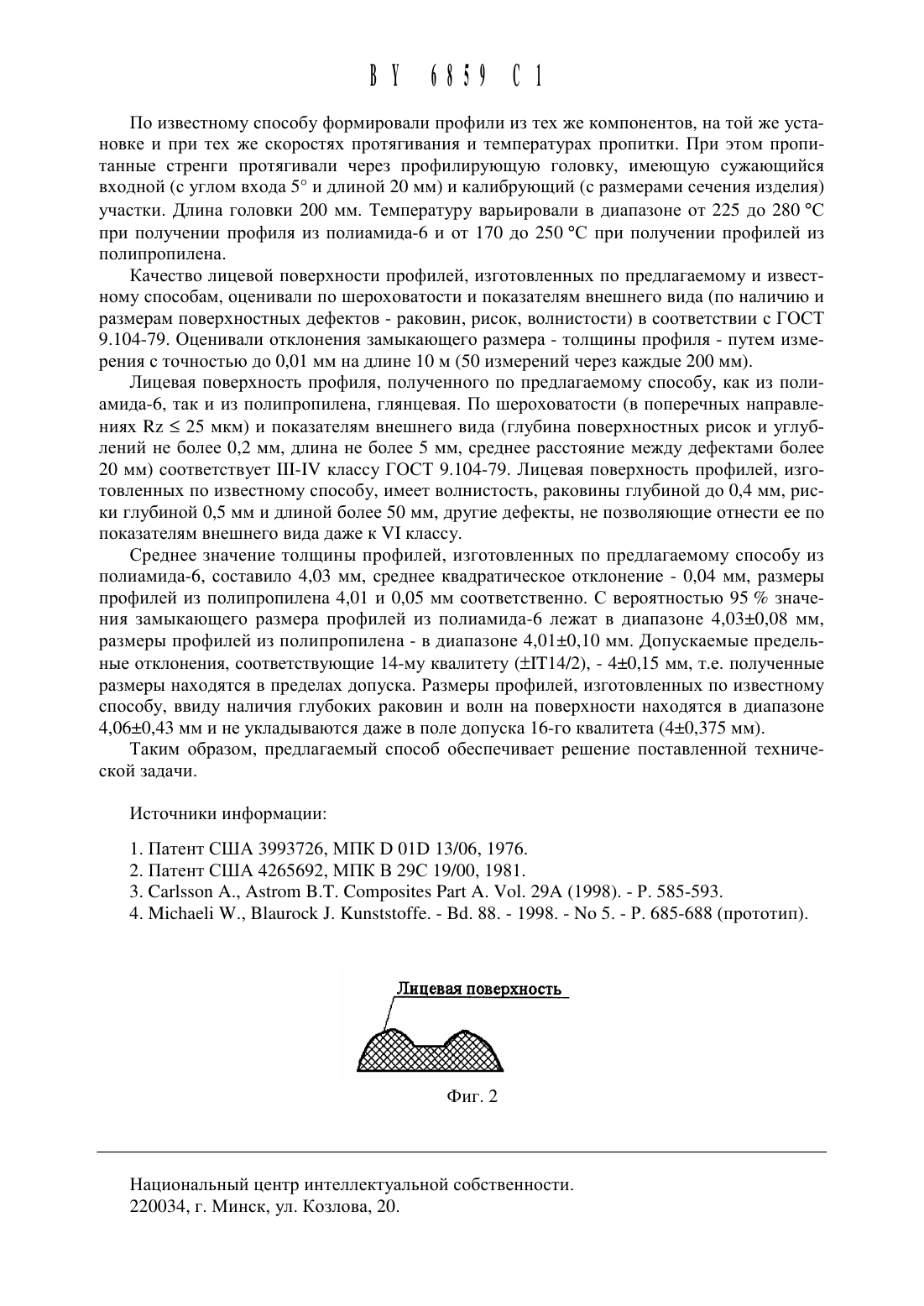
НАЦИОНАЛЬНЫЙ ЦЕНтР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИ(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ, ОДНОНАПРАВЛЕННО(71) Заявители Ставров Василий Петро вич Марков Александр Владимирович (ВУ)(72) Авторы Ставров Василий Петрович Марков Александр Владимирович (ВУ)(73) Патентообладатели Ставров Василий Петрович Марков Александр Владимирович (ВУ)Способ изготовления профильных изделий из термопластичных полимеров, однонаправленно армированных непрерывными волокнами, включающий протягивание пучков волокон через головку экструдера, заполненную расплавом термопластичного полимера,пропитку пучков расплавом, объединение пропитанных полимером стренг в сплошное сечение и калибрование профиля путем протягивания стренг через формообразующую головку при температуре выше температуры плавления полимера и последующее охлаждение изделия до температуры ниже температуры плавления полимера, отличающийся тем,что стренги, имеющие преимущественно круглое сечение, объединяют в сплощное сечение, протягивая через формообразующую головку, площадь отверстия в которой больще площади сечения изделия по крайней мере на относительную величину пульсаций расхода расплава полимера, генерируемого экструдером, а профиль дополнительно калибруют в два этапа, причем на первом этапе формируют лицевую поверхность профиля, протягивая сплавленные между собой стренги в неподвижном контакте с охлаждаемым элементом, а на втором этапе фиксируют профиль, протягивая их в скользящем контакте с охлаждаемыми элементами.Изобретение относится К технологии производства изделий из волокнистых композиЦионнь 1 х материалов, содержащих армирующий наполнитель в виде однонаправленных стеклянных, углеродных или иных волокон, а также различные термопластичные полимеры в качестве матрицы, и может быть использовано для получения профильных изделий конструкционного или декоративного назначения, применяемых в машиностроении, строительстве, химической, мебельной и других отраслях промышленности, при отделке кабин и пассажирских салонов транспортных средств, в товарах народного потребления, изделиях для спорта и туризма и т.п.Известен способ изготовления непрерывно армированных изделий из термопластичных полимеров, включающий протягивание одного или нескольких жгутов ровинга через поперечную головку экструдера, нагнетание в головку полимерного расплава под относительно высоким давлением для пропитки ровинга, протягивание ровинга, пропитанного полимерным расплавом, через одно или несколько отверстий в головке для формирования сплошного сечения, по крайней мере частичное охлаждение наружной поверхности для затвердевания, сжатие изделия во время охлаждения для удаления пор и получения сплошного сечения со степенью наполнения волокнами от 30 до 90 мас. 1.По данному способу профиль изделия формируется на выходе из пропиточной головки. Для этого непосредственно в головке собираются все пропитанные жгуты, необходимые для получения профиля заданного сечения. Ввиду высокого давления в головке и течения в ней полимерного расплава жгуты отклоняются, поэтому формируемое сечение оказывается неоднородным. С увеличением натяжения ровингов их отклонение уменьшается, но неоднородность распределения волокон в сечении изделия не устраняется ввиду смещения натянутого ровинга к формообразующим поверхностям выходного отверстия.При изготовлении лент и иных профильных изделий по другому известному способу 2 сначала формируют стренги путем пропитки непрерывного волокнистого наполнителя полимерным расплавом на поверхности роликов, размещенных в ванне, стренги охлаждают, и после этого им придают требуемую форму, сжимая между роликами.Недостаток этого способа состоит в том, что стренги выводят из пропиточной ванны плоским слоем. Получить из них профильные изделия относительно сложной формы без нарушения структуры материала практически невозможно.В статье 3 описан способ получения профильных изделий, включающий нагрев лент препрега для расплавления матричного полимера, формирование из них профиля путем протягивания через нагретую формообразующую головку, последующее охлаждение изделия.Температура головки при формообразовании профиля по этому способу выше температуры плавления полимера. Расплав прилипает к формообразующим поверхностям как во входной части головки, где ленты объединяются в сплошное сечение, так и в калибрующей части головки, где формируется профиль. При повышенной скорости протягивания начинается отрыв расплава от формообразующих поверхностей головки, качество поверхности профиля оказывается низким.Наиболее близкий по технический сущности к предлагаемому способ изготовления профильных изделий из термопластичных полимеров, однонаправленно армированных непрерывными волокнами, согласно описанию 4 включает протягивание пучков волокон через головку экструдера, заполненную расплавом термопластичного полимера, пропитку пучков расплавом, объединение пропитанных полимером стренг в сплошное сечение и калибрование профиля путем протягивания стренг через формообразующую головку при температуре выше температуры плавления полимера, последующее охлаждение изделия до температуры ниже температуры плавления полимера.Недостаток этого способа состоит в том, что консолидацию стренг и формообразование профиля производят в одной головке при температуре выше температуры плавления матричного полимера. Пучок стренг, содержащих расплав полимера, прилипает к формо 2образующей поверхности головки. В результате качество поверхности формируемого изделия на выходе из головки оказывается низким (образуются раковины И волны). Кроме того, даже при малых пульсациях расхода расплава, генерируемого экструдером, либо формообразующая головка не полностью заполняется материалом (при малом расходе),либо часть расплава выдавливается наружу (при избыточном расходе). В первом случае профиль оказывается не полностью сформированным, а во втором перед входом в головку образуется сгусток полимера (борода), на поверхности профиля появляются раковины и борозды, увеличивается сопротивление протягиванию вплоть до разрыва части волокон.Задачей данного изобретения является повышение качества поверхности изделий.Для решения поставленной технической задачи при изготовлении профильных изделий по способу, включающему протягивание пучков волокон через головку экструдера,заполненную расплавом термопластичного полимера, пропитку пучков расплавом, объединение пропитанных полимером стренг в сплошное сечение и калибрование профиля путем протягивания стренг через формообразующую головку при температуре выше температуры плавления полимера, последующее охлаждение изделия до температуры ниже температуры плавления полимера, стренги, имеющие преимущественно круглое сечение объединяют в сплошное сечение при температуре выше температуры плавления полимера, протягивая через матрицу, площадь отверстия в которой больше площади сечения изделия по крайней мере на относительную величину пульсаций расхода полимера, генерируемого экструдером, а профиль калибруют в два этапа, причем на первом формируют лицевую поверхность профиля, протягивая сплавленные между собой стренги в неподвижном контакте с охлаждаемым элементом, на втором этапе фиксируют профиль, протягивая их в скользящем контакте с охлаждаемыми элементами.Сущность предлагаемого способа состоит в изменении условий сплавления стренг и калибрования профиля таким образом, что устраняются факторы, являющиеся причиной дефектов поверхности изделия. Во-первых, площадь сечения отверстия, через которое протягивается пучок стренг для сплавления, достаточна, чтобы пропустить пучок с максимально возможным содержанием полимера при пульсации расхода расплава, т.е. устраняется причина образования бороды и возникающих от нее дефектов поверхности. Вовторь 1 х, разделение процесса калибрования на две стадии, осуществляемые при различных режимах движения изделия относительно формообразующих поверхностей, позволяет сначала сформировать лицевую поверхность профиля, причем отсутствие скольжения на данном этапе устраняет причину образования каверн и неровностей. Протягивание изделия на втором этапе между охлаждаемыми элементами обеспечивает фиксирование его профиля.Способ поясняется фиг. 1. На фиг. 2 показан один из вариантов сечения профильного изделия.При изготовлении профильных изделий по заявляемому способу однонаправленный волокнистый наполнитель (например, стеклоровинг) распускают со шпулей 1 и пропускают через пропиточную головку 2. В головку 2 от экструдера 3 подают расплав полимера, который пропитывает волокнистый наполнитель. На выходе из головки формируют стренги 4 преимущественно круглого сечения. При такой форме сечения средняя температура стренги медленнее снижается. Это позволяет без дополнительного нагрева стренг поддерживать их температуру выше температуры плавления полимера на большем расстоянии от пропиточной головки, тем самым уменьшить угол входа в объединяющую матрицу 5 и сохранить исходную однородность распределения волокон в сечении каждой стренги. Размер сечения стренги зависит от линейной плотности образующего ее пучка волокон и степени наполнения стренги волокнами. Предпочтительно использовать ровинг с большой линейной плотностью (2400 текс и выше) при степени наполнения стренги(объемной доле волокон) от 0,1 до 0,7. Максимально достижимая степень наполнения определяется конструкцией пропиточного устройства, вязкостью полимерного расплава и скоростью протягивания наполнителя.Матрица 5 имеет отверстие 6, площадь которого больше суммарной площади сечения стренг с учетом пульсаций расхода расплава. В продольном сечении матрица 5 спрофилирована так, что давление натянутого пучка стренг на отклоняющие поверхности минимально и смещение наполнителя при выбранных режимах процесса практически отсутствует. Предпочтительно поддерживать температуру поверхности стренг на входе в матрицу 5 на 5-10 С, а температуру матрицы на поверхности отверстия 6 - на 10-30 С выше температурь 1 плавления полимера. В этом случае обеспечивается хорошая аутогезионная связь стренг, образующих изделие, а расплав полимера не выдавливается и борода не образуется.Объединенный пучок стренг 7 калибруют с лицевой стороны в неподвижном контакте с охлаждаемым элементом 8, например, роликом. Температура поверхности элемента не выше 50 С, что обеспечивает отсутствие прилипания расплавленного поверхностного слоя и формирование гладкой лицевой поверхности изделия.Окончательное формирование профильного изделия происходит в профилирующей головке 9 в результате протягивания через нее объединенного пучка стренг 7 с уже сформированной лицевой поверхностью. Изделие 10 перемещают тянущим устройством 11.Поверхности формообразующего элемента головки 9, контактирующего с лицевой поверхностью изделия, выполняют с шероховатостью Ка З 0,4 мкм, полируют и хромируют,поэтому силы трения невелики и повреждения лицевой поверхности отсутствуют. Нелицевую поверхность профиля формируют также гладким элементом. Формообразующие элементы охлаждают, чтобы температура поверхностного слоя формируемого изделия была ниже температуры плавления полимера. Один из элементов, определяющих замь 1 кающий размер сечения профиля, может перемещаться с тем, чтобы не было отрыва поверхностных слоев изделия при пульсациях расхода полимера. Тем самым сохраняется высокое качество предварительно сформированной лицевой поверхности.Достижение цели заявляемого технического решения иллюстрируется следующим примером.Изготавливали профили типа раскладок, применяемых для прикрытая стыков панелей, с размерами сечения 254 мм (фиг. 2). В одном случае в качестве матрицы использовали полиамид-6 (температура плавления 225 С), в другом - полипропилен (температура плавления 165 С), в качестве непрерывного армирующего наполнителя в обоих случаях стеклоровинг со средним диаметром волокон 13 мкм и линейной плотностью 2400 текс.Ровинг протягивали через пропиточную головку (фиг. 1), заполненную расплавом полимера. Натяжение ровинга на входе в пропиточную головку 5-10 Н. Температура расплава 28515 С. Параметры степенного закона вязкого течения (коэффициент консистенции и показатель степени) расплавов матричного полимера при температуре 280 С полиамид-6 - 285 Па-с, п 0,78 полипропилен - 910 Па-с, п 0,62. Скорость перемещения ровинга при пропитке расплавом полиамида-6 составляла 3,1 м/мин, при пропитке расплавом полипропилена - 1,2 м/мин.Одновременно пропитывали 8 ровингов. На выходе из пропиточной головки формировали стренги круглого сечения диаметром 3,5 мм. Степень наполнения волокном 10 об. . Суммарная площадь сечения стренг с учетом пульсации расхода расплава 7515 мм 2.Стренги сплавляли в сплошное сечение в матрице с овальным отверстием 205 мм. Температура поверхности стренг на входе в матрицу - на основе полиамида-6 - 240 С, на основе полипропилена - 180 С. Температура контактирующей со стренгами поверхности матрицы 250 и 190 С соответственно. Объединенный таким образом пучок стренг обкать 1 вали охлаждаемым роликом, имеющим профиль лицевой поверхности изделия. Температура поверхности ролика 40-50 С. Затем частично сформированный профиль протягивали через профилирующую головку, между формообразующими элементами. Усилие прижатия ( 100-150 Н) находили из условия деформирования профиля до заданной толщины при отсутствии отрыва поверхностных слоев материала профиля. Температура поверхностей формообразующих элементов 40-50 С. Температура поверхности профиля из полиамида-6 на выходе из головки 150 С, профиля из полипропилена - 100 С.
МПК / Метки
МПК: B29C 70/52
Метки: непрерывными, способ, изготовления, однонаправленно, армированных, изделий, профильных, полимеров, термопластичных, волокнами
Код ссылки
<a href="https://by.patents.su/5-6859-sposob-izgotovleniya-profilnyh-izdelijj-iz-termoplastichnyh-polimerov-odnonapravlenno-armirovannyh-nepreryvnymi-voloknami.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления профильных изделий из термопластичных полимеров, однонаправленно армированных непрерывными волокнами</a>
Труба из термопластичных полимеров, армированных волокнами
Номер патента: U 1322
Опубликовано: 30.03.2004
Авторы: Гоманькова Анна Борисовна, Карпович Олег Иосифович, Ставров Василий Петрович
МПК: F16L 9/133
Метки: труба, волокнами, армированных, термопластичных, полимеров
Текст:
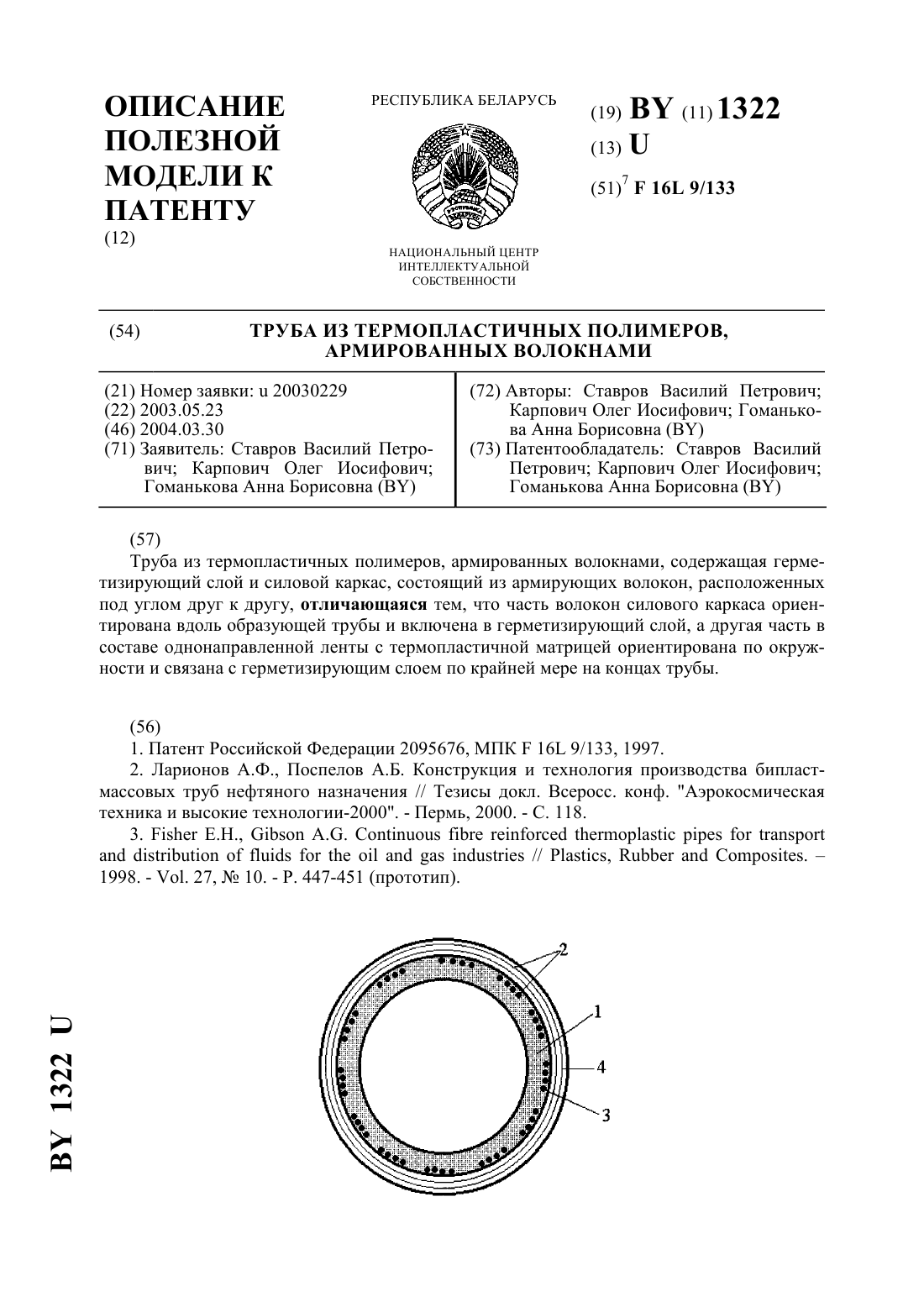
...плохо связаны с герметизирующим слоем и поэтому жесткость при изгибе снижается еще и за счет межслойных сдвигов. Нанесение защитного слоя термопластичного полимера снижает технологичность конструкции. Предлагаемое техническое решение направлено на повышение жесткости трубы при изгибе и улучшение ее технологичности. Поставленная цель достигается тем, что в трубе из термопластичных полимеров, армированных волокнами, содержащей герметизирующий...
Способ получения изделий из композитов на основе термопластичных полиамидов или полиолефинов
Номер патента: 394
Опубликовано: 30.03.1995
Авторы: Пинчук Л. С., Гольдаде В. А., Неверов А. С.
МПК: C08J 3/18
Метки: полиамидов, композитов, или, термопластичных, изделий, способ, основе, получения, полиолефинов
Текст:
...посколы ГРдЕУ-РШ радсорбнрутное дсолнчество пидкчстирц остыть ноя жидкость стекает.жидкостью наблюдается при смешивании их в соотношеншг (по д-Масоге), 21,удовлетворитепьньдй Й (с тезснологичест-т кой тонкивренни) ъ-РИ СООТНОШВНШ д2(о 515).НаНболееоднородная у по составу смесь получается при постледоветельном.сиешнНи в начале полимерно го подошел . с щдкофав ним нанолнителеъг д а затем полученной композитная с гранулами. ...
Способ получения армированного волокнами термопластичного материала
Номер патента: 6861
Опубликовано: 30.03.2005
Автор: Ставров Василий Петрович
МПК: B29C 70/48
Метки: термопластичного, волокнами, материала, способ, армированного, получения
Текст:
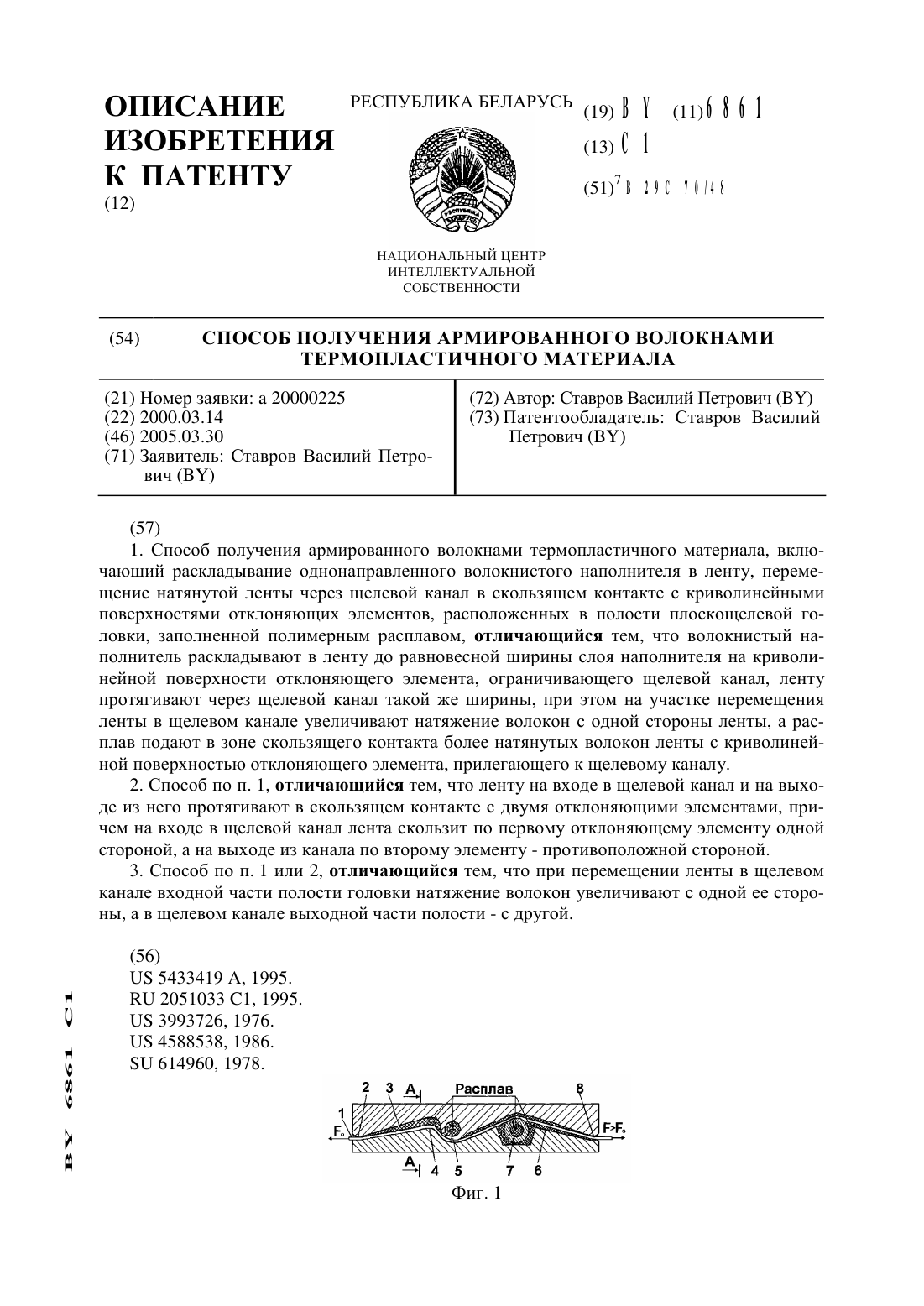
...в состоянии статического равновесия при нагрузке, соответствующей натяжению ленты в процессе пропитки. Значение равновесной щирины ленты устанавливают до начала изготовления материала путем прямого измерения щирины слоя, образуемого данным волокнистым напол ВУ 6861 С 1нителем при охватывании им отклоняющего элемента. После этого устанавливают щирину щелевого канала, используя, например, сменные вставки или регулируемые боковые...
Способ получения гранулированного термопласта, наполненного стеклянными или синтетическими волокнами и способ получения длинномерного армированного материала
Номер патента: 4214
Опубликовано: 30.12.2001
Авторы: Орач Владимир Мирославович, Энгельне Михаил Владимирович, Сечко Александр Эдуардович, Свириденок Анатолий Иванович
МПК: B29C 47/00, C08J 3/12
Метки: синтетическими, волокнами, получения, наполненного, гранулированного, термопласта, или, способ, длинномерного, стеклянными, материала, армированного
Текст:
...с меньшим отклонением по размерам, а пластическая деформация оболочки предотвращает вытягивание волокна из гранул, которое имеет длину, равную длине гранулы. Рубильно-тянущая установка состоит из рубильно-тянущего устройства (фиг. 1) и блока управления(фиг. 2). Рубильно-тянущее устройство состоит из стола 1, в основании которого расположены электродвигатель 2 и червячный редуктор 3. На столе находится тянущий шестеренный механизм 4 и рубильное...
Способ изготовления изделий переменного по длине профиля
Номер патента: 4087
Опубликовано: 30.09.2001
Авторы: Король Владимир Андреевич, Степаненко Александр Васильевич, Исаевич Георгий Александрович
МПК: B21H 8/00
Метки: изготовления, профиля, способ, длине, изделий, переменного
Текст:
...и м е р. Проведены сравнительные испытания приизготовлении изделий переменного по длине профиля известным способом (прокатка приводными валками) и способом по настоящемуизобретенито(прокатка закрепленной передним концом на калибрующей плите заготовки неприводными палками).Исходные размеры заготовки ширина 90 мм. длина 1592 мм. толщина 21.5 мм. ИзСПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ДЛИНЕ ПРОФИЛЯ типа малолистовых рессор. при котором...
Предыдущий патент: Раствор для химического меднения
Следующий патент: Алмазная паста
Случайный патент: Брикетный пресс