Способ комбинированной обработки шейки вала
Номер патента: 14935
Опубликовано: 30.10.2011
Авторы: Довгалев Александр Михайлович, Близнюк Сергей Николаевич
Текст
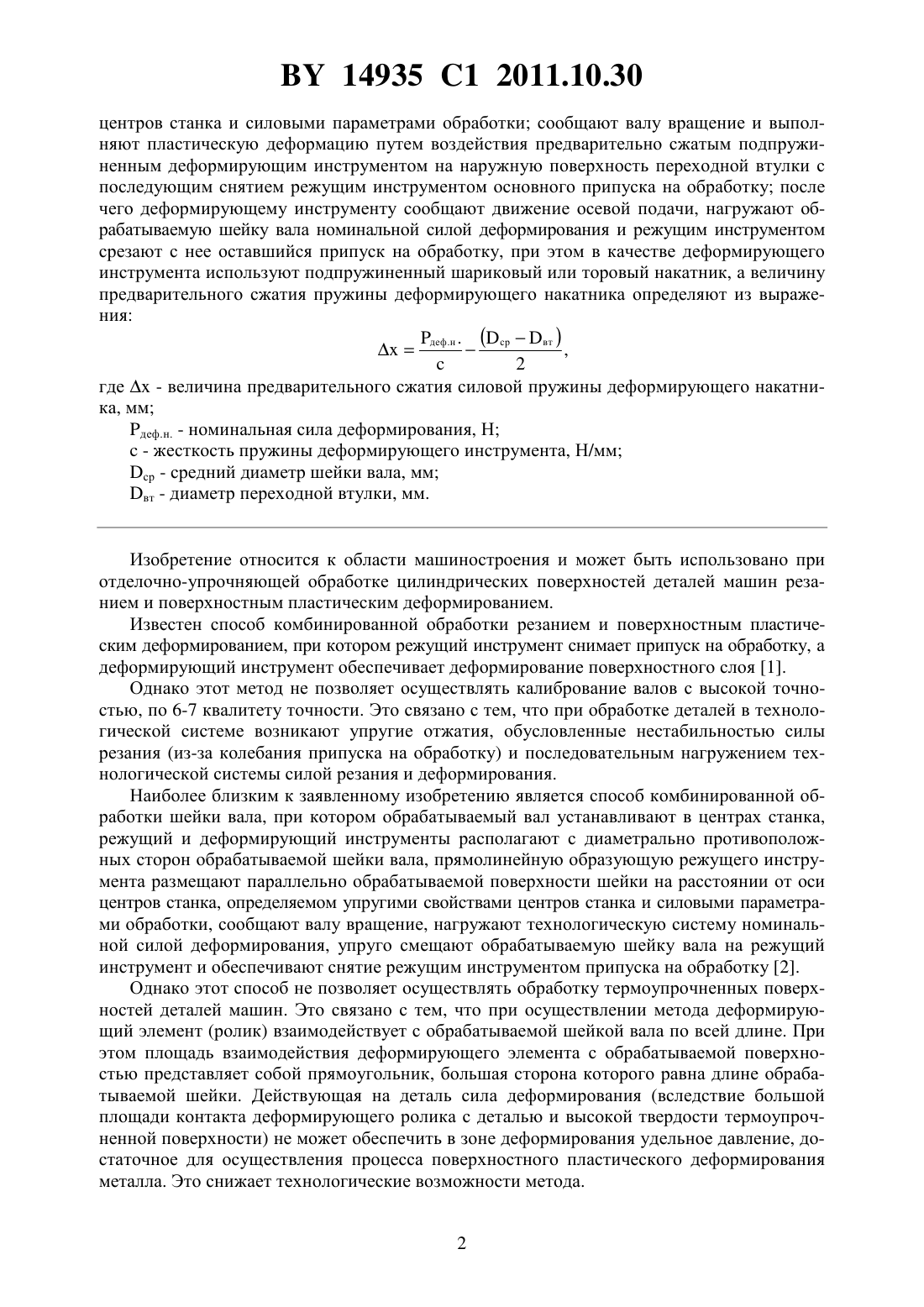
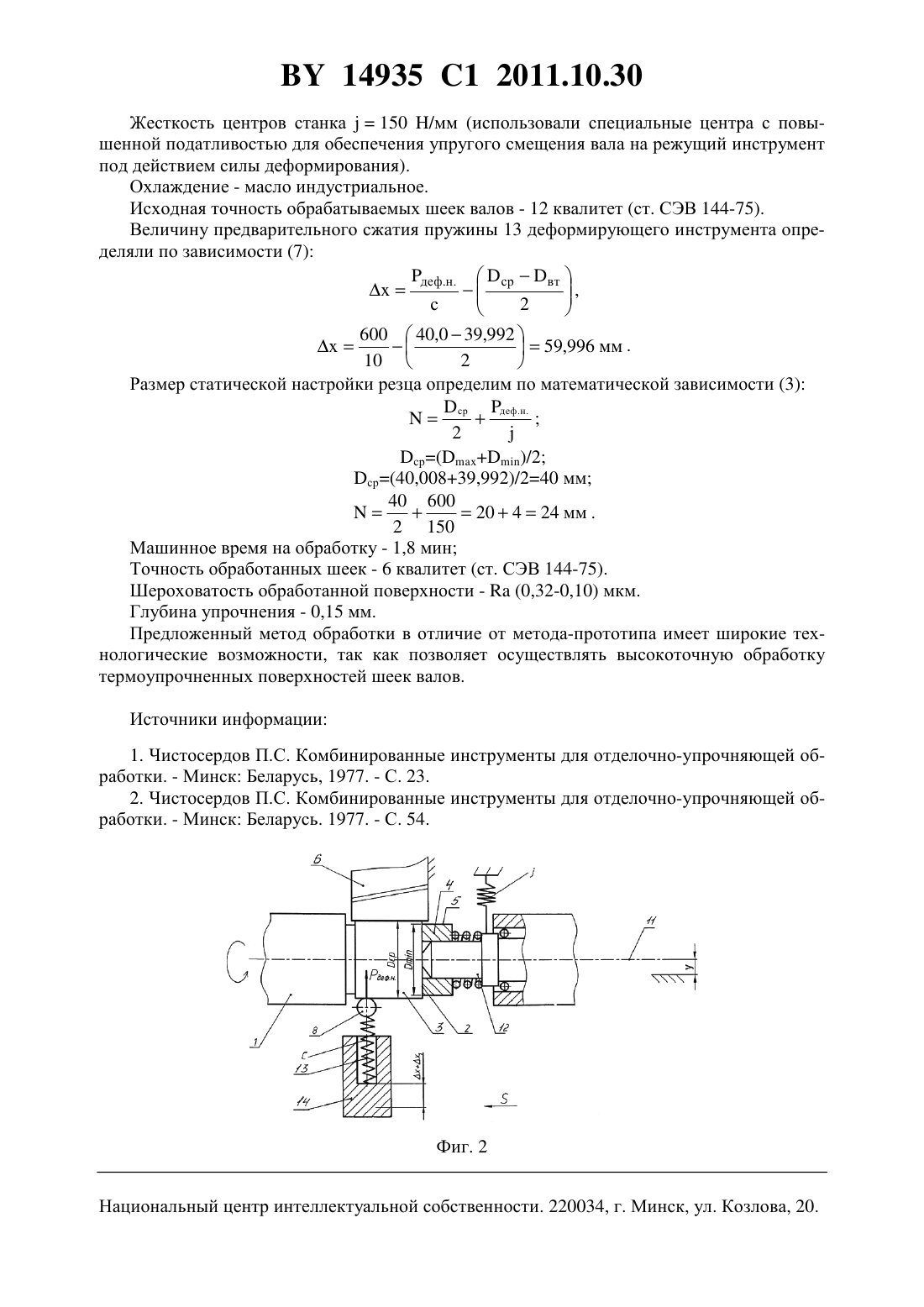
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЕЙКИ ВАЛА(71) Заявитель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(72) Авторы Довгалев Александр Михайлович Близнюк Сергей Николаевич(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(56) ЧИСТОСЕРДОВ П.С. Комбинированные инструменты для отделочноупрочняющей обработки. - Минск Беларусь, 1977. - С. 54.305982, 1971.2036068 1, 1995.2036069 1, 1995.2038942 1, 1995.3680186, 1972.(57) Способ комбинированной обработки шейки вала, при котором вал устанавливают в центрах станка, при этом соосно валу к торцу его обрабатываемой шейки поджимают переходную втулку, наружный диаметр которой равен наименьшему допустимому размеру обрабатываемой шейки вала, режущий и деформирующий инструменты располагают с диаметрально противоположных сторон обрабатываемой шейки вала, прямолинейную образующую режущего инструмента размещают параллельно обрабатываемой поверхности шейки вала на расстоянии от оси центров станка, определяемом упругими свойствами 14935 1 2011.10.30 центров станка и силовыми параметрами обработки сообщают валу вращение и выполняют пластическую деформацию путем воздействия предварительно сжатым подпружиненным деформирующим инструментом на наружную поверхность переходной втулки с последующим снятием режущим инструментом основного припуска на обработку после чего деформирующему инструменту сообщают движение осевой подачи, нагружают обрабатываемую шейку вала номинальной силой деформирования и режущим инструментом срезают с нее оставшийся припуск на обработку, при этом в качестве деформирующего инструмента используют подпружиненный шариковый или торовый накатник, а величину предварительного сжатия пружины деформирующего накатника определяют из выражения деф.н . ( срвт ), 2 где- величина предварительного сжатия силовой пружины деформирующего накатника, мм деф.н. - номинальная сила деформирования, Н- жесткость пружины деформирующего инструмента, Н/мм ср - средний диаметр шейки вала, мм вт - диаметр переходной втулки, мм. Изобретение относится к области машиностроения и может быть использовано при отделочно-упрочняющей обработке цилиндрических поверхностей деталей машин резанием и поверхностным пластическим деформированием. Известен способ комбинированной обработки резанием и поверхностным пластическим деформированием, при котором режущий инструмент снимает припуск на обработку, а деформирующий инструмент обеспечивает деформирование поверхностного слоя 1. Однако этот метод не позволяет осуществлять калибрование валов с высокой точностью, по 6-7 квалитету точности. Это связано с тем, что при обработке деталей в технологической системе возникают упругие отжатия, обусловленные нестабильностью силы резания (из-за колебания припуска на обработку) и последовательным нагружением технологической системы силой резания и деформирования. Наиболее близким к заявленному изобретению является способ комбинированной обработки шейки вала, при котором обрабатываемый вал устанавливают в центрах станка,режущий и деформирующий инструменты располагают с диаметрально противоположных сторон обрабатываемой шейки вала, прямолинейную образующую режущего инструмента размещают параллельно обрабатываемой поверхности шейки на расстоянии от оси центров станка, определяемом упругими свойствами центров станка и силовыми параметрами обработки, сообщают валу вращение, нагружают технологическую систему номинальной силой деформирования, упруго смещают обрабатываемую шейку вала на режущий инструмент и обеспечивают снятие режущим инструментом припуска на обработку 2. Однако этот способ не позволяет осуществлять обработку термоупрочненных поверхностей деталей машин. Это связано с тем, что при осуществлении метода деформирующий элемент (ролик) взаимодействует с обрабатываемой шейкой вала по всей длине. При этом площадь взаимодействия деформирующего элемента с обрабатываемой поверхностью представляет собой прямоугольник, большая сторона которого равна длине обрабатываемой шейки. Действующая на деталь сила деформирования (вследствие большой площади контакта деформирующего ролика с деталью и высокой твердости термоупрочненной поверхности) не может обеспечить в зоне деформирования удельное давление, достаточное для осуществления процесса поверхностного пластического деформирования металла. Это снижает технологические возможности метода. 2 14935 1 2011.10.30 Задача изобретения - расширение технологических возможностей метода за счет его применения для отделочно-упрочняющей обработки шеек валов с термоупрочненной поверхностью. Указанная задача достигается тем, что в способе комбинированной обработки шейки вала, при котором вал устанавливают в центрах станка, при этом соосно валу к торцу его обрабатываемой шейки поджимают переходную втулку, наружный диаметр которой равен наименьшему допустимому размеру обрабатываемой шейки вала, режущий и деформирующий инструменты располагают с диаметрально противоположных сторон обрабатываемой шейки вала, прямолинейную образующую режущего инструмента размещают параллельно обрабатываемой поверхности шейки вала на расстоянии от оси центров станка,определяемом упругими свойствами центров станка и силовыми параметрами обработки сообщают валу вращение и выполняют пластическую деформацию путем воздействия предварительно сжатым подпружиненным деформирующим инструментом на наружную поверхность переходной втулки с последующим снятием режущим инструментом основного припуска на обработку после чего деформирующему инструменту сообщают движение осевой подачи, нагружают обрабатываемую шейку вала номинальной силой деформирования и режущим инструментом срезают с нее оставшийся припуск на обработку, при этом в качестве деформирующего инструмента используют подпружиненный шариковый или торовый накатник, а величину предварительного сжатия пружины деформирующего накатника определяют из выражения деф.н. (срвт ), 2 где- величина предварительного сжатия силовой пружины деформирующего накатника, мм деф.н. - номинальная сила деформирования,- жесткость пружины деформирующего инструмента, /мм- средний диаметр шейки вала, мм вт - диаметр переходной втулки, мм. Такое выполнение метода позволяет осуществлять калибрующую отделочно-упрочняющую обработку термоупрочненных шеек валов, так как в зоне взаимодействия подпружиненного деформирующего накатника с деталью обеспечивается точечный контакт и создается высокое удельное давление, достаточное для протекания процесса поверхностного пластического деформирования термоупрочненных поверхностей, характеризующихся низкой пластичностью металла. Это расширяет технологические возможности метода. Изобретение поясняется чертежом. На фиг. 1, 2 соответственно изображены схемы реализации метода в начале и в конце обработки. Обрабатываемый вал 1 устанавливают в центах станка. При этом соосно валу 1 к торцу 2 обрабатываемой шейки 3 поджимают переходную втулку 4, наружный диаметр 5 которой равен наименьшему допустимому размеру обрабатываемой шейки. Режущий 6 и деформирующий 7 инструменты располагаются с диаметрально противоположных сторон обрабатываемой шейки 3 вала 1. Прямолинейную образующую 9 режущего инструмента 6 размещают параллельно обрабатываемой поверхности 10 шейки 3 вала 1 на расстоянииот оси центров 11 станка, определяемом упругими свойствами центров 12 станка и силовыми параметрами обработки - номинальной силой деформирования деф.н Согласно фиг. 1 расстояние(размер статической настройки режущего инструмента 7) определяется выражением ср, мм,(1) 2 где- размер статической настройки режущего инструмента, мм ср/2 ср - средний диаметр обработки, мм 3 14935 1 2011.10.30- наибольший допустимый диаметр обработки (определяется заданным допуском на размер), мм- наименьший допустимый диаметр обработки (определяется заданным допуском на размер), мм- величина упругого смещения шейки 3 вала 1 под действием номинальной силы деформирования Рдеф.н. (упругое смещение шейки 3 обусловлено податливостью заднего цента 12 станка). деф.н. где- величина упругого смещения шейки 3 (равна величине упругого смещения заднего центра 12 станка), мм деф.н. - номинальная сила деформирования,- жесткость заднего центра 12 станка, /мм. Подставив значение (2) в выражение (1), имеем ср деф.н. Валу 1 сообщают вращение и выполняют пластическую деформацию путем воздействия предварительно сжатым подпружиненным деформирующим инструментом 8 на наружную поверхность 5 переходной втулки 4 (с последующим снятием режущим инструментом 6 основного припуска на обработку). Деформирующему инструменту 7 сообщают движение осевой подачи, нагружают обрабатываемую шейку 3 вала 1 номинальной силой деформирования деф.н. и режущим инструментом 6 срезают с нее оставшийся припуск на обработку (фиг. 2). При этом в качестве деформирующего инструмента 7 используют подпружиненный пружиной 13 державки 14 шариковый или торцовый накатник. Для определения величиныпредварительного сжатия силовой пружины 13 деформирующего инструмента 7, при которой обеспечивается предварительное нагружение технологической системы силой деформирования деф., воспользуемся схемой реализации метода, изображенной на фиг. 1. При этом учитываем, что при предварительном нагружении технологической системы силой деформирования деф. деформирующий инструмент 7 взаимодействует с переходной втулкой, имеющей диаметр вт, а окончательный диаметральный размер, получаемый режущим инструментом 6 шейки 3, равен(вт). В дальнейшем (когда деформирующему инструменту 7 сообщат осевую подачу) деформирующий инструмент 7 перейдет с переходной втулки у на шейку 3 имеющую диаметр , что обеспечивают дополнительное сжатие пружины 13 деформирующего инструмента на величину 1, равную(4) 1( - вт)/2, мм где 1- величина дополнительного сжатия пружины 13 при переходе деформирующего инструмента 7 с поверхности переходной втулки 4 на сформированную поверхность шейки 3. С учетом этой особенности запишем уравнение суммарного сжатия пружины 13, при котором обеспечивается номинальная сила деформирования 14935 1 2011.10.30 где- жесткость пружины деформирующего инструмента, /мм- величина предварительного сжатия силовой пружины деформирующего инструмента, мм (обеспечивается радиальным перемещением державки 14 деформирующего инструмента 7) деф.н. - номинальная сила деформирования,- средний диаметр шейки вала обработки, мм вт - диаметр переходной втулки, мм. При взаимодействии деформирующего инструмента 7 с поверхностью шейки 3 обеспечивается точечный контакт и создается высокое удельное давление, достаточное для протекания процесса поверхностного пластического деформирования термоупрочненной поверхности, характеризующейся низкой пластичностью металла. В процессе обработки все детали обрабатываемой партии упруго смещаются на одну и деф.н.. ту же величину деф.н. - величина постоянная для всех деталей обрабатываемой партии, т.к. для всех деталей обеспечено сжатие пружины 13 на одинаковую величину 1 мм,где- суммарная величина сжатия силовой пружины 13 деформирующего инструмента 7, мм. При этом жесткостьзаднего цента 12 также является величиной постоянной для всех деталей обрабатываемой партии. Поскольку все детали обрабатываемой партии нагружаются постоянной по величине номинальной силой деформирования, то это приводит к стабилизации величины упругого смещения всех деталей на режущий инструмент 6 и к калиброванию обрабатываемых поверхностей. При этом точность получения диаметрального размера шеек валов не зависит от исходной точности поверхности заготовки, величины припуска на обработку и находится в пределах 6-7 квалитетов. Пример конкретного выполнения способа на станках токарной группы Станок токарно-винторезный 16 Д 25 Размеры обрабатываемых деталей диаметр вала - 80 мм длинна обработки - 250 мм требуемый диаметр обрабатываемой шейки под подшипник согласно чертежу 0,0084060,008 мм длина обрабатываемой шейки - 30 мм. Материал обрабатываемых валов - сталь 40 с термоупрочненной поверхностью шейки вала 3035 . Количество деталей обрабатываемой партии - 50 шт. Диаметр деформирующего инструмента - 12 мм материал деформирующего инструмента ШХ 15 (63-65 ) жесткость пружины деформирующего инструмента 10 /мм. В качестве режущего инструмента использовали призматический резец. Материал режущей части - Т 15 К 6. Режимы обработки Скорость вращения детали 80 м/мин Скорость упругого смещения шейки вала под действием силы деформирования 0,01 мм/об Осевая подача шарикового накатника - 0,15 мм/об Припуск на обработку - 0,5 мм Номинальная величина силы деформирования (деф.н.) - 600 . 5 14935 1 2011.10.30 Жесткость центров станка 150 /мм (использовали специальные центра с повышенной податливостью для обеспечения упругого смещения вала на режущий инструмент под действием силы деформирования). Охлаждение - масло индустриальное. Исходная точность обрабатываемых шеек валов - 12 квалитет (ст. СЭВ 144-75). Величину предварительного сжатия пружины 13 деформирующего инструмента определяли по зависимости (7) деф.н.срвт Размер статической настройки резца определим по математической зависимости (3) ср деф.н. 20424 мм . 2 150 Машинное время на обработку - 1,8 мин Точность обработанных шеек - 6 квалитет (ст. СЭВ 144-75). Шероховатость обработанной поверхности -(0,32-0,10) мкм. Глубина упрочнения - 0,15 мм. Предложенный метод обработки в отличие от метода-прототипа имеет широкие технологические возможности, так как позволяет осуществлять высокоточную обработку термоупрочненных поверхностей шеек валов. Источники информации 1. Чистосердов П.С. Комбинированные инструменты для отделочно-упрочняющей обработки. - Минск Беларусь, 1977. - С. 23. 2. Чистосердов П.С. Комбинированные инструменты для отделочно-упрочняющей обработки. - Минск Беларусь. 1977. - С. 54. Фиг. 2 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24B 39/04, B23P 23/04
Метки: способ, комбинированной, шейки, обработки, вала
Код ссылки
<a href="https://by.patents.su/6-14935-sposob-kombinirovannojj-obrabotki-shejjki-vala.html" rel="bookmark" title="База патентов Беларуси">Способ комбинированной обработки шейки вала</a>
Устройство для ультразвукового поверхностного пластического деформирования шеек коленчатого вала
Номер патента: 6719
Опубликовано: 30.12.2004
Авторы: Сакевич Валерий Николаевич, Еремеев Александр Сергеевич, Луцко Валерий Федорович, Клубович Владимир Владимирович
МПК: B24B 39/04
Метки: ультразвукового, поверхностного, устройство, шеек, коленчатого, деформирования, пластического, вала
Текст:
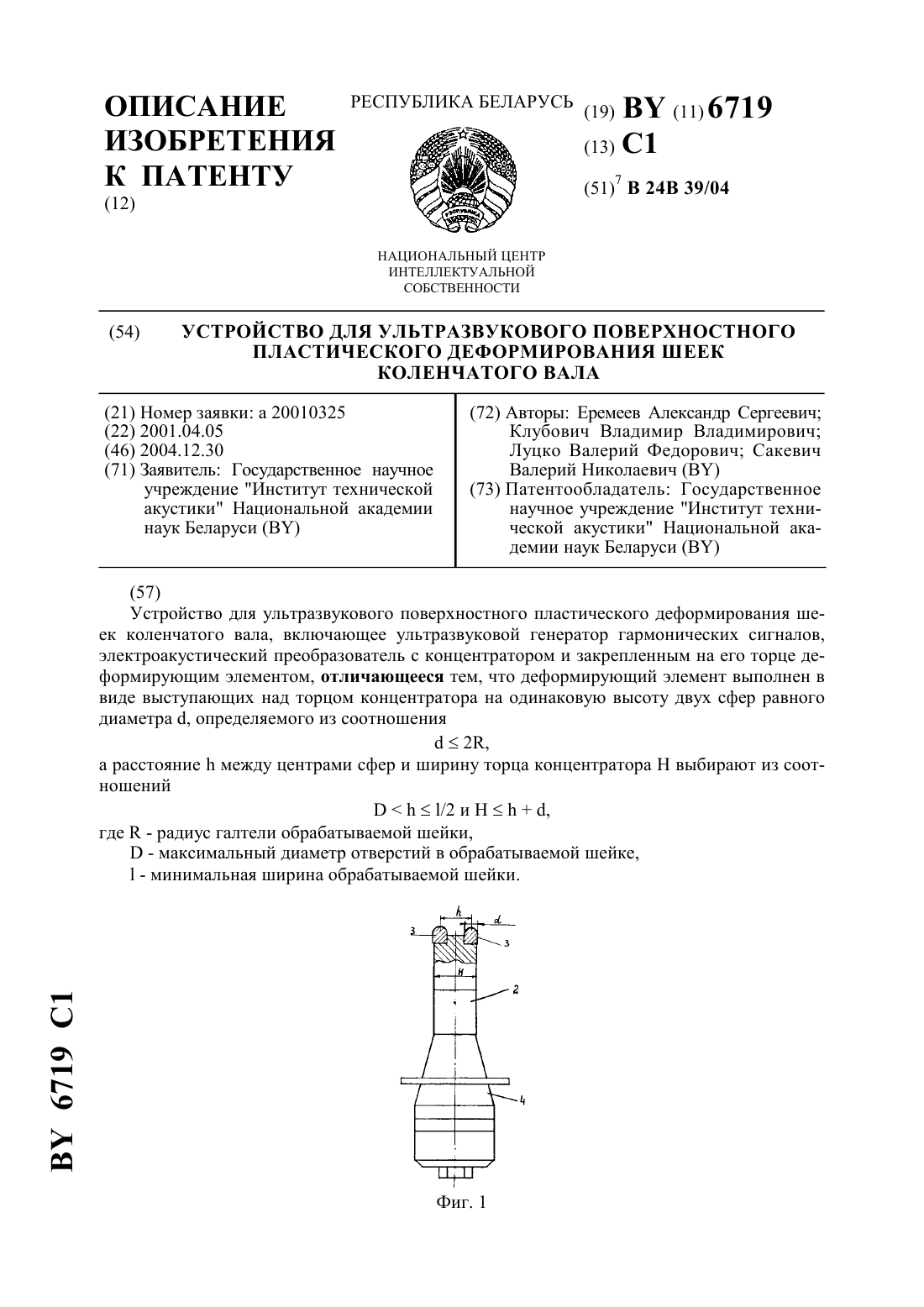
...элемент выполнен в виде выступающих над торцом концентратора на одинаковую высоту двух сфер равного диаметра , определяемого из соотношения 2, а расстояниемежду центрами сфер и ширину торца концентраторавыбирают из соотношений/2 и, где- радиус гантели обрабатываемой шейки,- максимальный диаметр отверстий в обрабатываемой шейке,- минимальная ширина обрабатываемой шейки. Использование деформирующего элемента в виде выступающих над...
Способ комбинированной обработки изделия из стали
Номер патента: 10493
Опубликовано: 30.04.2008
Авторы: Босяков Михаил Никифорович, Маркова Людмила Владимировна, Жук Дмитрий Владимирович, Андреев Михаил Анатольевич, Кузнецова Татьяна Анатольевна
МПК: C23C 14/22, C23C 14/06
Метки: комбинированной, способ, стали, изделия, обработки
Текст:
...изделия из инструментальной стали используют смесь, содержащую 5-152, для азотирования изделия из конструкционной стали используют смесь, содержащую 15-702, а износостойкое покрытие формируют из нитрида или карбонитрида тугоплавкого металла, используемого для предварительного нанесения на поверхность изделия. При таком способе комбинированной обработки изделия азот встраивается в кристаллическую решетку тугоплавкого металла и вызывает...
Способ обработки наружных поверхностей деталей машин
Номер патента: 5643
Опубликовано: 30.12.2003
Авторы: Клубович Владимир Владимирович, Булавин Владимир Алексеевич, Сакевич Валерий Николаевич, Угодников Андрей Валерьевич, Олехнович Валентин Станиславович
МПК: B24B 39/00
Метки: обработки, способ, наружных, машин, поверхностей, деталей
Текст:
...имеющие отверстия типа маслоподающих отверстий на шейках коленчатых валов. Осуществляя подачу цилиндрического инструмента вдоль образующей детали в одном направлении до конца обрабатываемого участка, а затем в противоположном, не меняя направления вращения детали, тем самым наносим ромбовидньй микрорельеф. Таким образом, для повышения износостойкости трущихся деталей в известном способе обработки наружных поверхностей деталей машин...
Способ лечения дисплазии шейки матки
Номер патента: 1340
Опубликовано: 16.09.1996
Автор: Беляковский Василий Николаевич
МПК: A61K 31/495
Метки: шейки, матки, лечения, способ, дисплазии
Текст:
...за счет разрывов, на передней и задней губе эрозированный эктронгхон (постравматическая эктопия), 3 ВУ 1340 С 1 4на 7-8 часов каппиляриая зона гиперплазии плоского эпителия.С 30.11.92 г. по 10.12.92 г. проведен курс местной химиотерапии 3 мазью проспидина,которая заключалась в виде обработки шейки матки и церевикального канала поролоновым шариком с мазью. Через день во вторую фазу менструального цикла в течение 10 дней. Проводилось 5 процедур...
Способ ремонта опорной шейки ротора турбины или турбоэлектрогенератора
Номер патента: 5131
Опубликовано: 30.06.2003
Авторы: Павлюков Евгений Сергеевич, Рукавичников Геннадий Аркадьевич
МПК: H02K 15/00, B24B 1/00
Метки: турбины, опорной, ремонта, шейки, турбоэлектрогенератора, способ, или, ротора
Текст:
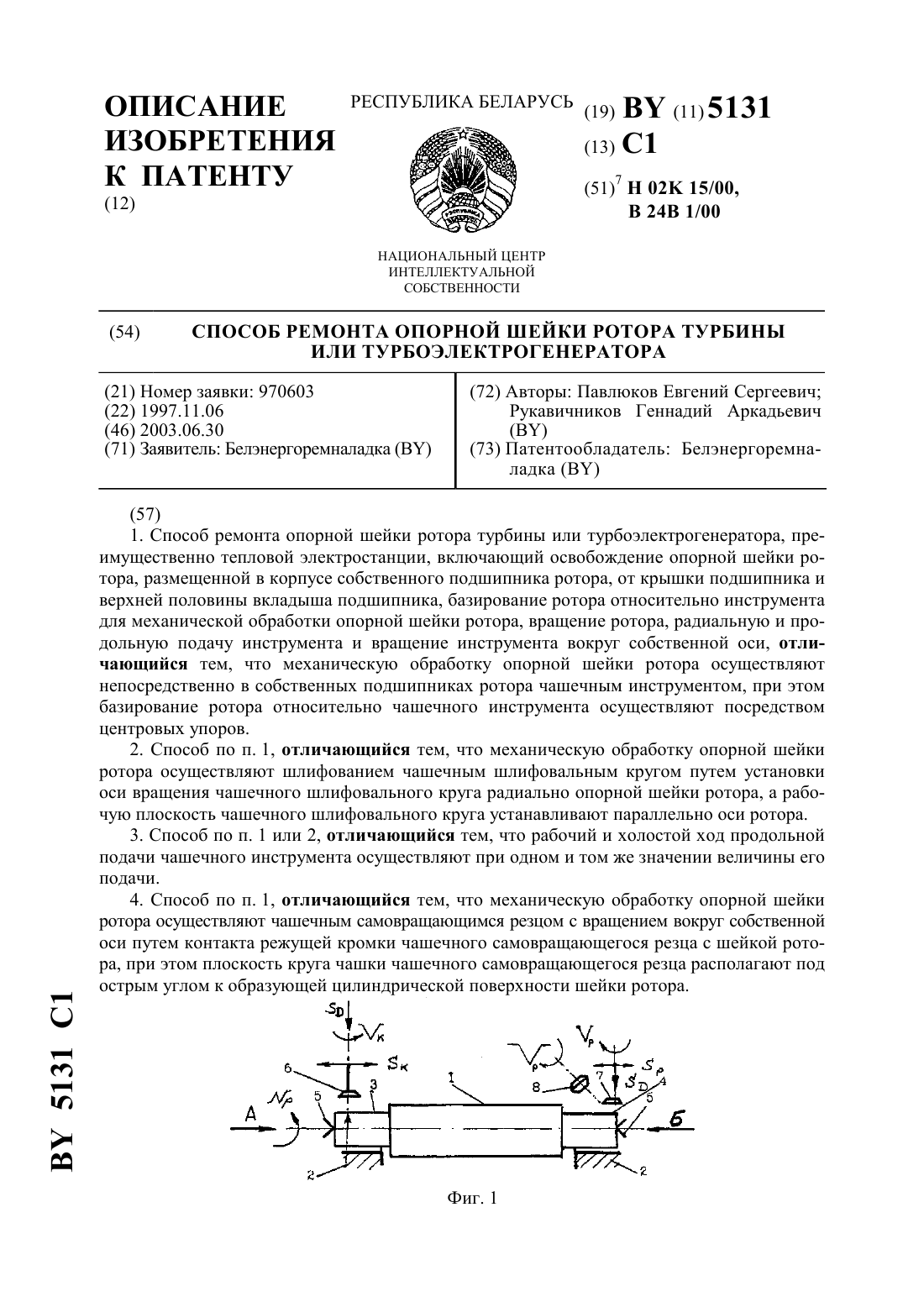
...Механическую обработку опорной шейки ротора в собственных подшипниках ротора осуществляют с осевым подпором с одной или обеих сторон ротора. Сущность изобретения поясняется чертежами, где на фиг. 1 дана общая схема ремонта опорных шеек ротора шлифованием и точением на фиг. 2 - вид по стрелке А на фиг. 1 на фиг. 3 - вид но стрелке Б на фиг. 1. Способ осуществляют следующим образом. Ротор 1, размещенный в собственных подшипниках 2, в зоне...
Предыдущий патент: Способ изготовления полупроводниковой кремниевой пластины ориентации (001)
Следующий патент: Сбрасыватель грузов с конвейера
Случайный патент: Способ синтеза нанокристаллического порошка лантан-бариевого манганита