Способ комбинированной обработки изделия из стали
Номер патента: 10493
Опубликовано: 30.04.2008
Авторы: Босяков Михаил Никифорович, Андреев Михаил Анатольевич, Кузнецова Татьяна Анатольевна, Жук Дмитрий Владимирович, Маркова Людмила Владимировна
Текст
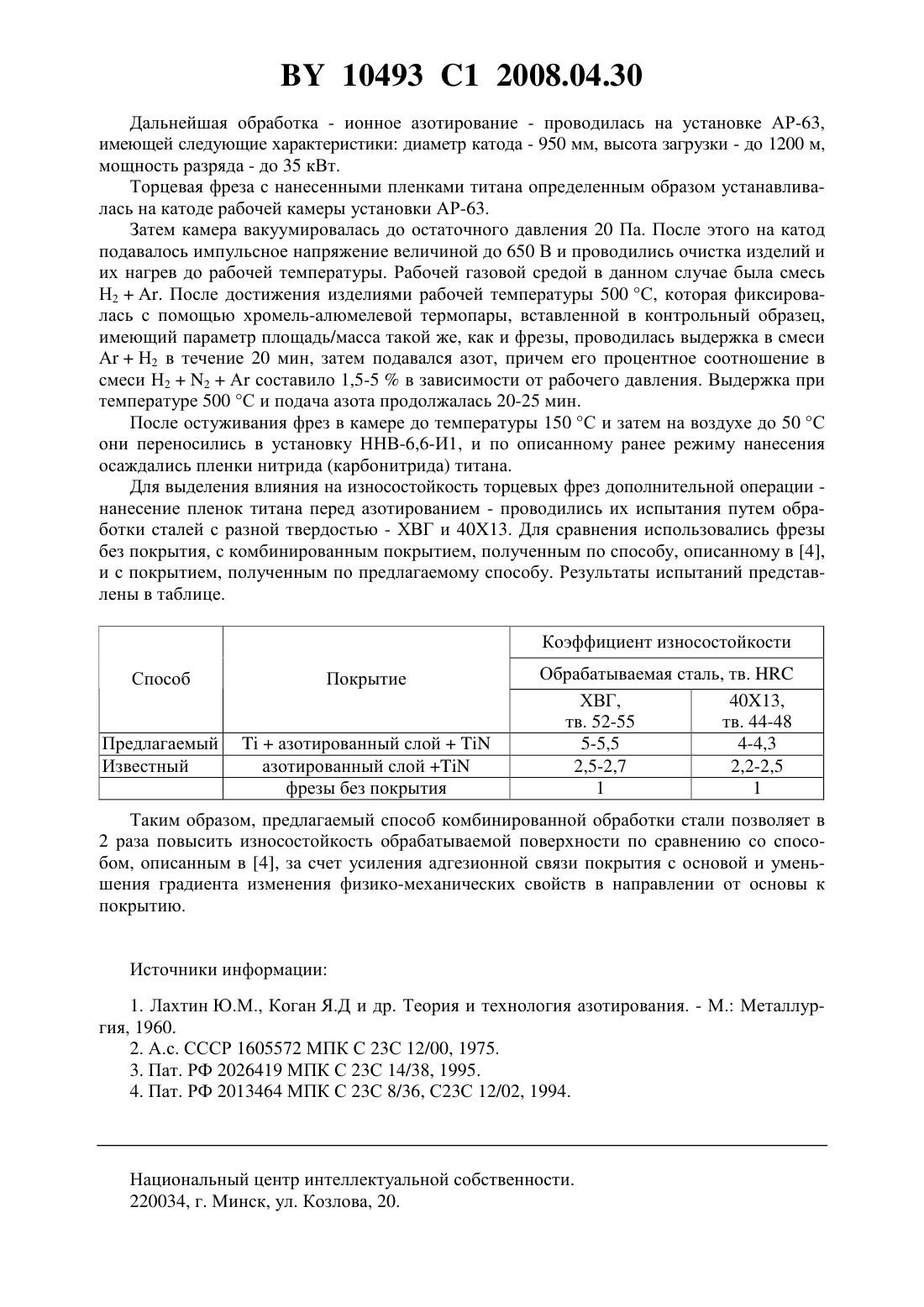
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ИЗДЕЛИЯ ИЗ СТАЛИ(71) Заявители Государственное научное учреждение институт порошковой металлургии Совместное белорусскоамериканское предприятие общество с ограниченной ответственностью Авиценна Интернешнл(72) Авторы Андреев Михаил Анатольевич Босяков Михаил Никифорович Жук Дмитрий Владимирович Кузнецова Татьяна Анатольевна Маркова Людмила Владимировна(73) Патентообладатели Государственное научное учреждение институт порошковой металлургии Совместное белорусско-американское предприятие общество с ограниченной ответственностью Авиценна Интернешнл(57) Способ комбинированной обработки изделия из стали, включающий ионное азотирование изделия и формирование износостойкого покрытия, отличающийся тем, что предварительно на поверхность изделия наносят слой тугоплавкого металла путем электродугового испарения, для ионного азотирования изделия используют смесь Н 2, 2 и , при этом для азотирования изделия из быстрорежущей стали используют смесь, содержащую 1,5-5,02,для азотирования изделия из инструментальной стали используют смесь, содержащую 5-152, для азотирования изделия из конструкционной стали используют смесь, содержащую 15-702, а износостойкое покрытие формируют из нитрида или карбонитрида тугоплавкого металла, используемого для предварительного нанесения на поверхность изделия. Изобретение относится к металлургии, а именно к способам упрочнения изделий методом комбинированной обработки путем ионного азотирования и нанесения износостойких покрытий, и может быть использовано для упрочнения деталей машин, режущего инструмента и штамповой оснастки. Известны способы упрочняющей обработки методом газового азотирования в аммиаке или ионного азотирования в среде аммиака, диссоциированного аммиака или в смеси газов Н 22 1. Недостатком данных способов упрочнения режущего и штампового инструментов является относительно невысокая износостойкость упрочненной поверхности. Известен также способ формирования комбинированных износостойких покрытий,когда на предварительно азотированную поверхность наносится износостойкое покрытие на основе нитрида (карбонитрида) титана 2. 10493 1 2008.04.30 Недостатком способа является также относительно невысокое (на уровне 25-40 ) повышение эксплуатационной стойкости обработанной поверхности. Известен способ комбинированной обработки 3, когда перед ионным азотированием и после него дополнительно проводят обработку изделия аргоновой плазмой тлеющего разряда. Однако к существенному улучшению эксплуатационных характеристик обработанных изделий эта процедура не приводит. Наиболее близким по сущности способом является способ комплексной обработки,включающий ионное азотирование изделия с последующим нанесением износостойкого покрытия вакуумно-плазменным способом 4. Недостатком данного способа является невысокое повышение износостойкости, а также недостаточная адгезия покрытия к основе. Задачей предлагаемого изобретения является повышение износостойкости обработанной поверхности за счет увеличения адгезионной связи покрытия с основой и уменьшения градиента изменения физико-механических характеристик в направлении от основы к покрытию, что обеспечивается введением в технологический цикл упрочняющей обработки дополнительной операции - нанесения тонких (1-4 мкм) пленок тугоплавкого металла на поверхность изделия перед операцией азотирования. Указанная задача решается за счет того, что в способе комбинированной обработки изделия из стали, включающем ионное азотирование изделия и формирование износостойкого покрытия, предварительно на поверхность изделия наносят слой тугоплавкого металла путем электродугового испарения, для ионного азотирования изделия используют смесь Н,и А, при этом для азотирования изделия из быстрорежущей стали используют смесь, содержащую 1,5-5,02, для азотирования изделия из инструментальной стали используют смесь, содержащую 5-152, для азотирования изделия из конструкционной стали используют смесь, содержащую 15-702, а износостойкое покрытие формируют из нитрида или карбонитрида тугоплавкого металла, используемого для предварительного нанесения на поверхность изделия. При таком способе комбинированной обработки изделия азот встраивается в кристаллическую решетку тугоплавкого металла и вызывает увеличение плотности дислокаций и соответственно повышение механических свойств покрытия. Это также позволяет усилить адгезионную связь наносимых на азотированную поверхность пленок нитрида (карбонитрида) тугоплавкого металла за счет формирования промежуточного слоя, состоящего частично из нитридов тугоплавкого металла, образующихся при азотировании из пленок тугоплавкого металла, и диффузного слоя, сформированного при азотировании на границе раздела покрытие - основа. Осуществление способа поясняется примером. Согласно предлагаемому способу обрабатывались торцевые фрезы из стали Р 6 М 5. На первом этапе на фрезы методом электродугового испарения в вакууме на установке ННВ-6,6-И 1 наносили покрытия титана. Нанесению покрытий предшествовала ионная очистка поверхностей с помощью газового ионного источника холловского типа при следующих параметрах давление аргона в камере - (2,66-3,99)10-2 Па разрядный ток - 3-5 А напряжение на аноде - 30-50 В время ионной очистки - 5-10 мин. Далее изделия подвергались обработке при высоком потенциале (1200 В) потоками ионов титана для дальнейшей очистки поверхности, ее разогрева и образования на поверхности тончайшего переходного слоя титана. При этом давление в камере составляло 610-3 Па, а ток дуги - 70 А. Формирование пленок на поверхности торцевых фрез протекало при следующих параметрах давление в камере - (5-7) 10-2 Па, ток дуги - 90 А, опорное напряжение - 120-130 В. Толщина пленок титана составила от 1 до 4 мкм. 2 10493 1 2008.04.30 Дальнейшая обработка - ионное азотирование - проводилась на установке АР-63,имеющей следующие характеристики диаметр катода - 950 мм, высота загрузки - до 1200 м,мощность разряда - до 35 кВт. Торцевая фреза с нанесенными пленками титана определенным образом устанавливалась на катоде рабочей камеры установки АР-63. Затем камера вакуумировалась до остаточного давления 20 Па. После этого на катод подавалось импульсное напряжение величиной до 650 В и проводились очистка изделий и их нагрев до рабочей температуры. Рабочей газовой средой в данном случае была смесь Н 2 А. После достижения изделиями рабочей температуры 500 С, которая фиксировалась с помощью хромель-алюмелевой термопары, вставленной в контрольный образец,имеющий параметр площадь/масса такой же, как и фрезы, проводилась выдержка в смеси АН 2 в течение 20 мин, затем подавался азот, причем его процентное соотношение в смеси Н 22 А составило 1,5-5 в зависимости от рабочего давления. Выдержка при температуре 500 С и подача азота продолжалась 20-25 мин. После остуживания фрез в камере до температуры 150 С и затем на воздухе до 50 С они переносились в установку ННВ-6,6-И 1, и по описанному ранее режиму нанесения осаждались пленки нитрида (карбонитрида) титана. Для выделения влияния на износостойкость торцевых фрез дополнительной операции нанесение пленок титана перед азотированием - проводились их испытания путем обработки сталей с разной твердостью - ХВГ и 4013. Для сравнения использовались фрезы без покрытия, с комбинированным покрытием, полученным по способу, описанному в 4,и с покрытием, полученным по предлагаемому способу. Результаты испытаний представлены в таблице. Коэффициент износостойкости Способ Таким образом, предлагаемый способ комбинированной обработки стали позволяет в 2 раза повысить износостойкость обрабатываемой поверхности по сравнению со способом, описанным в 4, за счет усиления адгезионной связи покрытия с основой и уменьшения градиента изменения физико-механических свойств в направлении от основы к покрытию. Источники информации 1. Лахтин Ю.М., Коган Я.Д и др. Теория и технология азотирования. - М. Металлургия, 1960. 2. А.с. СССР 1605572 МПК С 23 С 12/00, 1975. 3. Пат. РФ 2026419 МПК С 23 С 14/38, 1995. 4. Пат. РФ 2013464 МПК С 23 С 8/36, С 23 С 12/02, 1994. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: C23C 14/06, C23C 14/22
Метки: изделия, комбинированной, обработки, стали, способ
Код ссылки
<a href="https://by.patents.su/3-10493-sposob-kombinirovannojj-obrabotki-izdeliya-iz-stali.html" rel="bookmark" title="База патентов Беларуси">Способ комбинированной обработки изделия из стали</a>
Способ нанесения алюминиевых покрытий на изделия из чугуна или стали
Номер патента: 10190
Опубликовано: 28.02.2008
Авторы: ВОЛКОВ, Юрий Сергеевич, МАРУТЬЯН, Сергей Васильевич
МПК: C23C 2/04
Метки: способ, покрытий, изделия, нанесения, стали, или, чугуна, алюминиевых
Текст:
...алюминиевых покрытий на образцы при струйно-абразивной подготовке поверхности изделий в расплавах с различными химическими составами, изучение структуры и эксплуатационных свойств получаемых покрытий приведены в табл. 1. Пластичность покрытий оценивается с помощью пробы образца с покрытием на изгиб вокруг цилиндрической оправки. В табл. 1 приведен минимальный диаметр оправки, при навивке на которую покрытие на образце не разрушается....
Способ внепечной обработки кордовой стали
Номер патента: 4756
Опубликовано: 30.12.2002
Авторы: Кушнарев Николай Николаевич, Бать Юрий Израилевич, Онищук Виталий Прохорович, Дюдкин Дмитрий Александрович, Эндерс Владимир Владимирович, Фоменко Александр Петрович, Титиевский Владимир Маркович, Фетисов Василий Павлович
МПК: C21C 7/06
Метки: стали, обработки, способ, кордовой, внепечной
Текст:
...обработку кислым шлаком. В качестве кислого шлака используют шлак, содержащий 1015 окислов щелочных металлов, при этом шлак вводят в расплав в виде порошковой проволоки. Наличие в составе кислого шлака окислов щелочных металлов в количестве 1015 значительно уменьшает вязкость шлака. Использование шлака в виде порошковой проволоки, т.е. проволоки, сердечник которой состоит из порошка кислого шлака, позволяет вводить шлак вглубь металла. Там...
Способ внепечной обработки стали
Номер патента: 6183
Опубликовано: 30.06.2004
Авторы: Кушнарев Николай Николаевич, Онищук Виталий Прохорович, Годинский Николай Анатольевич, Кисиленко Владимир Васильевич, Дюдкин Дмитрий Александрович, Иванов Эдуард Владимирович, Паршиков Анатолий Николаевич
МПК: C21C 7/06
Метки: способ, внепечной, стали, обработки
Текст:
...полной глобуляризации неметаллических включений и хороших литейных и механических свойств стали. Решение поставленной задачи обеспечивается тем, что способ внепечной обработки стали включает ввод в расплав порошковой проволоки, содержащей смесь алюминия и кальция,причем используют проволоку со следующим соотношением алюминия и кальция, мас.алюминий 55-62 кальций 38-45,а массовая скорость поступления кальция составляет 130-220 г/с. По мере...
Способ химико-термической обработки изделий из стали и сплавов
Номер патента: 6404
Опубликовано: 30.09.2004
Авторы: Жук Дмитрий Владимирович, Босяков Михаил Никифорович, Матусевич Петр Александрович
МПК: C23C 8/36
Метки: стали, обработки, химико-термической, способ, сплавов, изделий
Текст:
...Это достигается тем, что в известном способе упрочняющей обработки путем ионного азотирования обрабатываемых изделий в плазме тлеющего разряда, включающем их очистку в режиме катодного распыления при остаточном давлении 3-10 Па, нагрев в тлеющем разряде до температуры насыщения и выдержку при этой температуре в рабочей среде,2 6404 1 которые осуществляют при подаче на обрабатываемое изделие импульсного отрицательного напряжения, согласно...
Способ внепечной обработки стали
Номер патента: 3463
Опубликовано: 30.09.2000
Авторы: Феоктистов Юрий Васильевич, Онищук Виталий Прохорович, Фетисов Василий Павлович, Квашнин Сергей Анатольевич, Кочевенко Иван Иванович, Кушнарев Николай Николаевич, Дюдкин Дмитрий Александрович, Бать Юрий Израилевич, Фоменко Александр Петрович, Гуляев Михаил Павлович
Метки: способ, стали, обработки, внепечной
Текст:
...металле 0,017 и более,где Са - содержание кальция в металле,- содержание алюминия в металле,- содержание серы в металле перед обработкой, . В качестве кальцийсодержащих материалов предпочтительно использовать силикокальций, который целесообразно вводить в ковш в виде порошковой проволоки. Такой способ ввода силикокальция в металл обеспечивает возможность тонкого регулирования количества вводимого кальция в зависимости от содержания алюминия и...
Предыдущий патент: Способ количественного определения 24R-метилбрассиностероидов и состав для его осуществления
Следующий патент: Композиция для самоотверждающегося антифрикционного покрытия
Случайный патент: Способ прогнозирования врожденного порока развития плода