Способ ремонта опорной шейки ротора турбины или турбоэлектрогенератора
Номер патента: 5131
Опубликовано: 30.06.2003
Авторы: Рукавичников Геннадий Аркадьевич, Павлюков Евгений Сергеевич
Текст
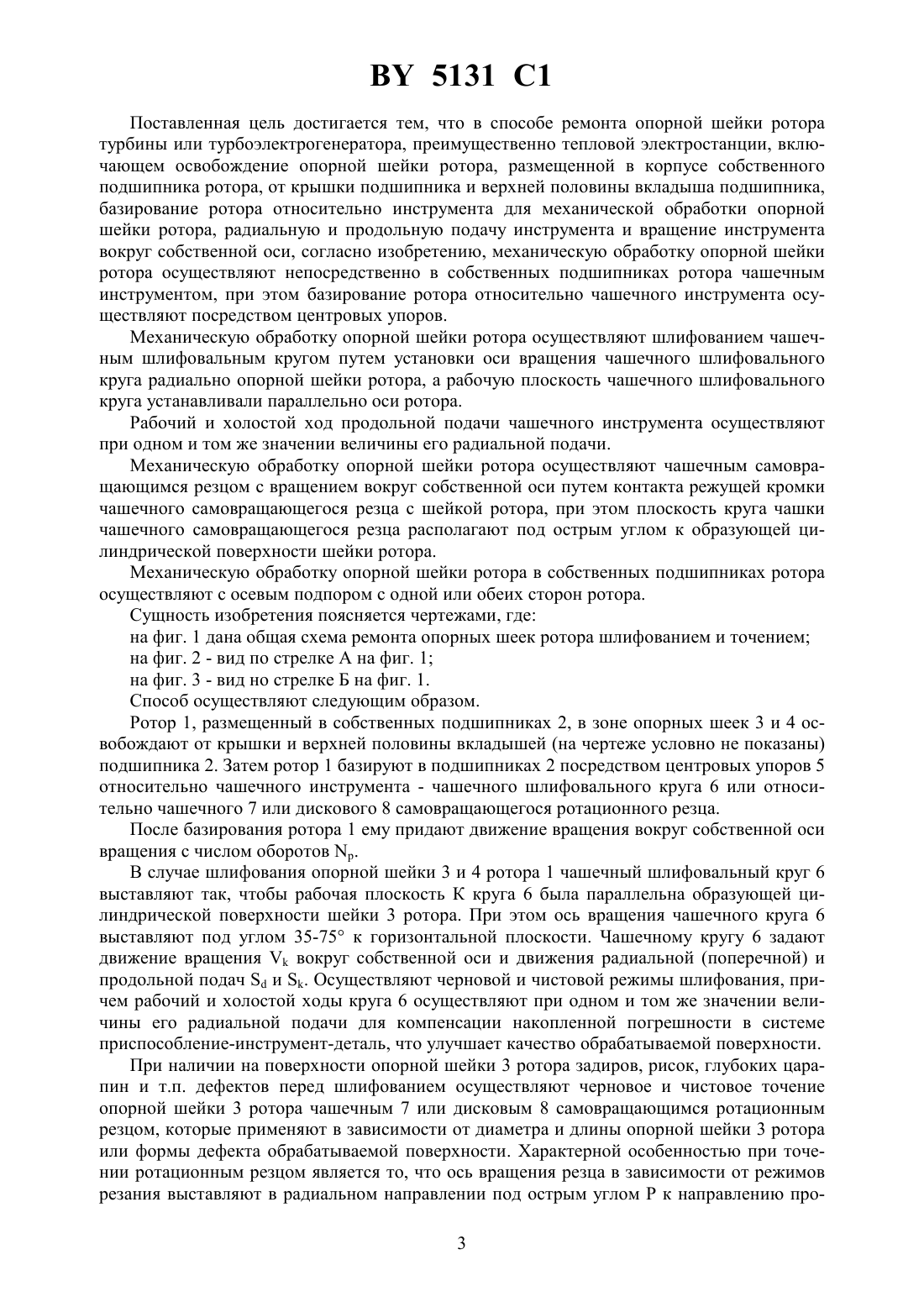
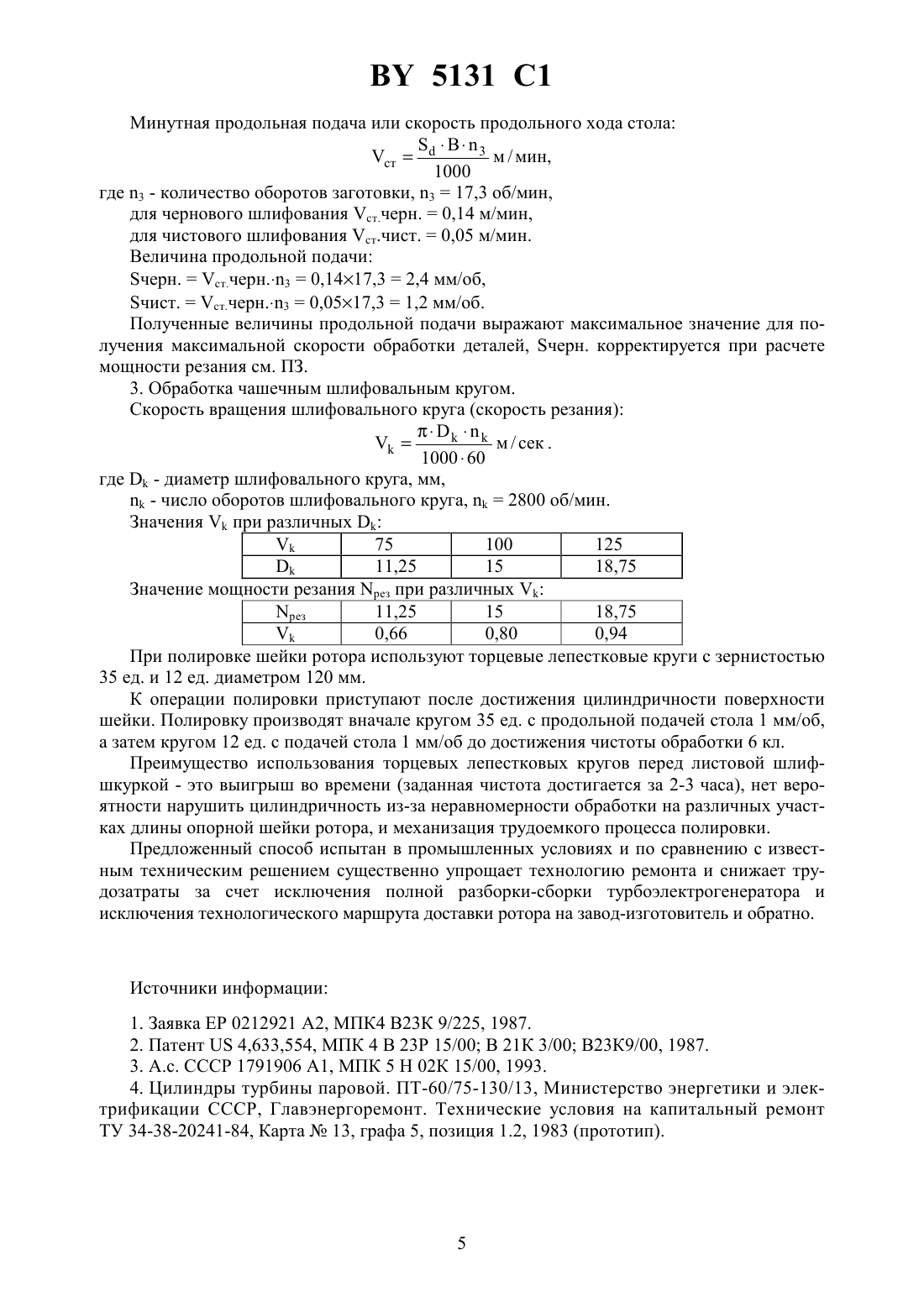
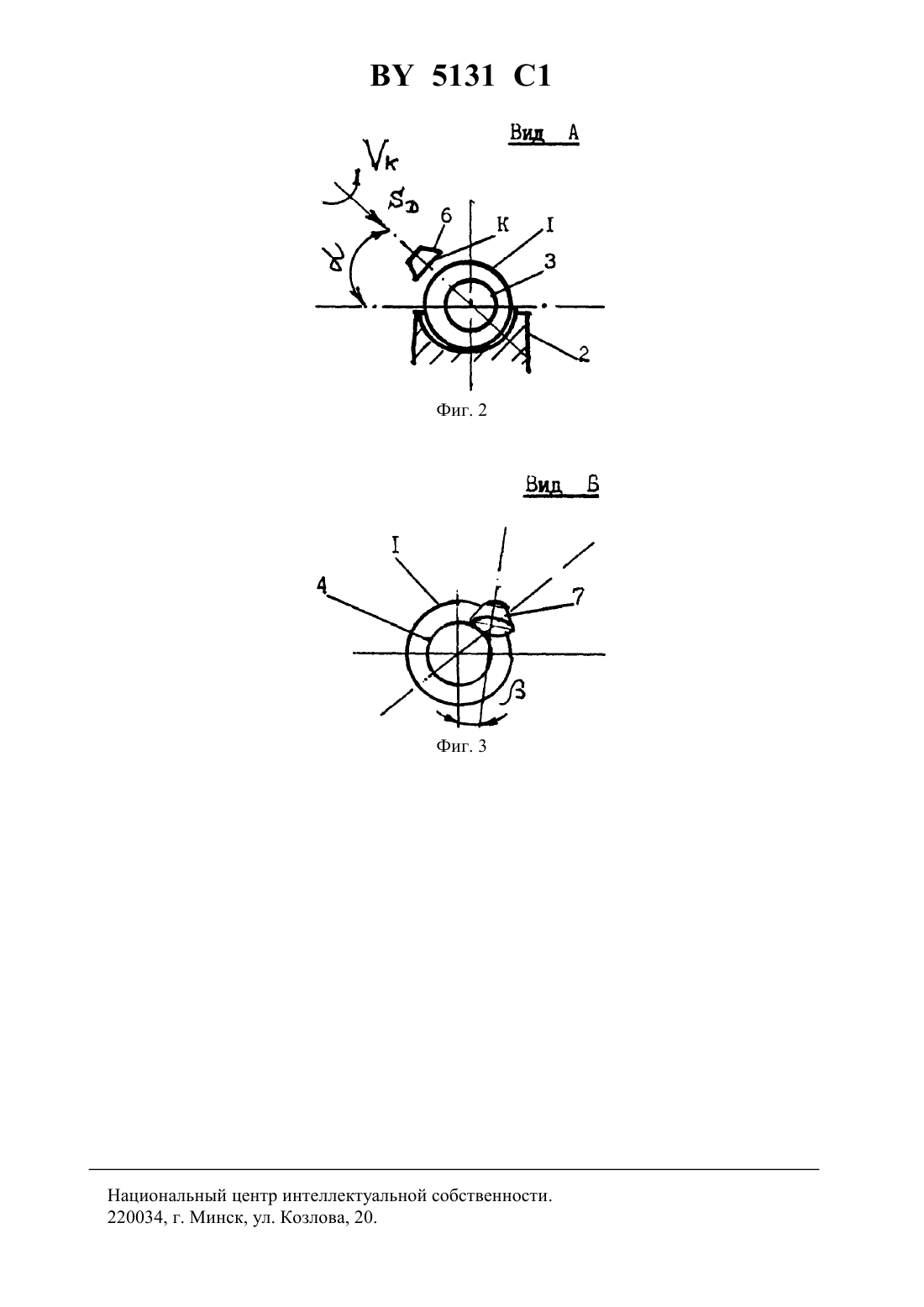
24 1/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ РЕМОНТА ОПОРНОЙ ШЕЙКИ РОТОРА ТУРБИНЫ ИЛИ ТУРБОЭЛЕКТРОГЕНЕРАТОРА(72) Авторы Павлюков Евгений Сергеевич Рукавичников Геннадий Аркадьевич(57) 1. Способ ремонта опорной шейки ротора турбины или турбоэлектрогенератора, преимущественно тепловой электростанции, включающий освобождение опорной шейки ротора, размещенной в корпусе собственного подшипника ротора, от крышки подшипника и верхней половины вкладыша подшипника, базирование ротора относительно инструмента для механической обработки опорной шейки ротора, вращение ротора, радиальную и продольную подачу инструмента и вращение инструмента вокруг собственной оси, отличающийся тем, что механическую обработку опорной шейки ротора осуществляют непосредственно в собственных подшипниках ротора чашечным инструментом, при этом базирование ротора относительно чашечного инструмента осуществляют посредством центровых упоров. 2. Способ по п. 1, отличающийся тем, что механическую обработку опорной шейки ротора осуществляют шлифованием чашечным шлифовальным кругом путем установки оси вращения чашечного шлифовального круга радиально опорной шейки ротора, а рабочую плоскость чашечного шлифовального круга устанавливают параллельно оси ротора. 3. Способ по п. 1 или 2, отличающийся тем, что рабочий и холостой ход продольной подачи чашечного инструмента осуществляют при одном и том же значении величины его подачи. 4. Способ по п. 1, отличающийся тем, что механическую обработку опорной шейки ротора осуществляют чашечным самовращающимся резцом с вращением вокруг собственной оси путем контакта режущей кромки чашечного самовращающегося резца с шейкой ротора, при этом плоскость круга чашки чашечного самовращающегося резца располагают под острым углом к образующей цилиндрической поверхности шейки ротора. 5131 1 5. Способ по любому из пп. 1-4, отличающийся тем, что механическую обработку опорной шейки ротора в собственных подшипниках ротора осуществляют с осевым подпором с одной или обеих сторон ротора.(56)1791906 1, 1993.2013189 1, 1994.1771138 1, 1994.93034506 , 1995.2060142 1, 1996.5174011 , 1992.0212921 2, 1987. Изобретение относится к электромашиностроению, преимущественно к технологии ремонта электрических машин, в частности роторов турбин или турбоэлектрогенераторов электрических и тепловых станций. В процессе эксплуатации турбоэлектрогенераторов происходит интенсивный износ опорных шеек роторов турбин (нецилиндричность достигает 0,03 мм и более), после чего в обязательном порядке проводят ремонтные мероприятия с восстановлением изношенных деталей, применяя различные технологические приемы. Известен способ ремонта ротора паровой турбины или генератора с локальными дефектами в виде небольших микротрещин 1,2, который включает высверливание дефектного участка с образованием гнезда заданного диаметра, куда вставляют пробку соответствующего размера и приваривают ее по узкому зазору к ротору. При этом наружную часть сварного шва шириной 1,27-5,1 мм выполняют вольфрамовым электродом в среде защитного газа. Затем внутреннюю часть сварного шва шириной 6,3 мм вырезают путем расточки для удаления зон возможного зарождения трещин. Однако известный способ ремонта имеет косметический характер и не решает задачу капитального ремонта шеек ротора при наличии глубоких царапин и конусности в пределах 0,030,07 мм с отклонением от цилиндричности шейки ротора до 0,030,07 мм. Известен способ ремонта роторов электродвигателей 3, включающий полный демонтаж ротора, размещение его в средстве вращения ротора, базирование по опорным шейкам с использованием люнета и осуществление ремонта согласно технологии дефектной ведомости. Такой способ ремонта связан со значительной трудоемкостью и низкой эффективностью. Наиболее близок к предлагаемому техническому решению способ ремонта шеек ротора турбины или турбоэлектрогератора, регламентированный техническими условиями на капитальный ремонт ТУ 34-38-20241-84 4, который и выбран в качестве прототипа. Ремонт опорных шеек ротора турбины производят по следующей технологии. Ротор демонтируют из подшипниковых опор, упаковывают и транспортируют на завод-изготовитель, где производят механическую обработку опорных шеек роторов на агрегатных станках. В зависимости от степени износа опорных шеек ремонт производят с использованием точения призматическим режущим инструментом с последующей черновой и чистовой обработкой круглым шлифованием. Недостатком известного способа является трудоемкость и сложность процесса ремонта, связанная с необходимостью полного демонтажа ротора турбины, транспортировку его на завод-изготовитель с последующей обратной доставкой на тепловую электростанцию для дальнейшей эксплуатации. Целью изобретения является упрощения технологии и снижение трудозатрат на ремонт опорных шеек ротора турбины или турбоэлектрогенератора за счет исключения операции демонтажа ротора из опорных подшипников. 2 5131 1 Поставленная цель достигается тем, что в способе ремонта опорной шейки ротора турбины или турбоэлектрогенератора, преимущественно тепловой электростанции, включающем освобождение опорной шейки ротора, размещенной в корпусе собственного подшипника ротора, от крышки подшипника и верхней половины вкладыша подшипника,базирование ротора относительно инструмента для механической обработки опорной шейки ротора, радиальную и продольную подачу инструмента и вращение инструмента вокруг собственной оси, согласно изобретению, механическую обработку опорной шейки ротора осуществляют непосредственно в собственных подшипниках ротора чашечным инструментом, при этом базирование ротора относительно чашечного инструмента осуществляют посредством центровых упоров. Механическую обработку опорной шейки ротора осуществляют шлифованием чашечным шлифовальным кругом путем установки оси вращения чашечного шлифовального круга радиально опорной шейки ротора, а рабочую плоскость чашечного шлифовального круга устанавливали параллельно оси ротора. Рабочий и холостой ход продольной подачи чашечного инструмента осуществляют при одном и том же значении величины его радиальной подачи. Механическую обработку опорной шейки ротора осуществляют чашечным самовращающимся резцом с вращением вокруг собственной оси путем контакта режущей кромки чашечного самовращающегося резца с шейкой ротора, при этом плоскость круга чашки чашечного самовращающегося резца располагают под острым углом к образующей цилиндрической поверхности шейки ротора. Механическую обработку опорной шейки ротора в собственных подшипниках ротора осуществляют с осевым подпором с одной или обеих сторон ротора. Сущность изобретения поясняется чертежами, где на фиг. 1 дана общая схема ремонта опорных шеек ротора шлифованием и точением на фиг. 2 - вид по стрелке А на фиг. 1 на фиг. 3 - вид но стрелке Б на фиг. 1. Способ осуществляют следующим образом. Ротор 1, размещенный в собственных подшипниках 2, в зоне опорных шеек 3 и 4 освобождают от крышки и верхней половины вкладышей (на чертеже условно не показаны) подшипника 2. Затем ротор 1 базируют в подшипниках 2 посредством центровых упоров 5 относительно чашечного инструмента - чашечного шлифовального круга 6 или относительно чашечного 7 или дискового 8 самовращающегося ротационного резца. После базирования ротора 1 ему придают движение вращения вокруг собственной оси вращения с числом оборотов . В случае шлифования опорной шейки 3 и 4 ротора 1 чашечный шлифовальный круг 6 выставляют так, чтобы рабочая плоскость К круга 6 была параллельна образующей цилиндрической поверхности шейки 3 ротора. При этом ось вращения чашечного круга 6 выставляют под углом 35-75 к горизонтальной плоскости. Чашечному кругу 6 задают движение вращениявокруг собственной оси и движения радиальной (поперечной) и продольной подачи . Осуществляют черновой и чистовой режимы шлифования, причем рабочий и холостой ходы круга 6 осуществляют при одном и том же значении величины его радиальной подачи для компенсации накопленной погрешности в системе приспособление-инструмент-деталь, что улучшает качество обрабатываемой поверхности. При наличии на поверхности опорной шейки 3 ротора задиров, рисок, глубоких царапин и т.п. дефектов перед шлифованием осуществляют черновое и чистовое точение опорной шейки 3 ротора чашечным 7 или дисковым 8 самовращающимся ротационным резцом, которые применяют в зависимости от диаметра и длины опорной шейки 3 ротора или формы дефекта обрабатываемой поверхности. Характерной особенностью при точении ротационным резцом является то, что ось вращения резца в зависимости от режимов резания выставляют в радиальном направлении под острым углом Р к направлению про 3 5131 1 дольной подачи резца. При этом вращениерезцов 7, 8 вокруг собственной оси осуществляют путем ввода в контакт его режущей кромки с поверхностью принудительно вращаемой опорной шейки 3 ротора. Движения радиальнойи продольнойподач при резании осуществляют по тем же расчетным формулам, как и при шлифовании. В процессе механической обработки опорной шейки ротора для исключения продольных перемещений ротора осуществляют его осевой подпор центрирующими упорами 5. Пример осуществления способа. Ремонт опорных шеек роторов турбины и генератора станции 4 Новополоцкой ТЭС в условиях станции. 1. Шлифование шейки ротора турбины выполняется после вывода ротора генератора,установив механизм для вращения ротора на опору переднего подшипника генератора,при закрытом цилиндре, совместив с работой по перемонтажу пароперепускных труб цилиндра. Шлифование шейки ротора генератора выполняют после заводки ротора генератора,удалив ротор турбины и установив механизм для вращения ротора на опоре переднего подшипника генератора. 2. Расчет и оптимизация скоростей вращения роторов. Линейную скорость вращения ротора вычисляют по формуле м / мин,1000 где- диаметр опорной шейки ротора- количество оборотов механизма для вращения т.к. 1 подшипника 2360 мм 2 подшипника 3300 мм. при 112 об/мин и при 217,3 об/мин. Имеем несколько вариантов скоростейм/мин. 12 13,6 11,3 17,3 19,6 16,3 Учитывая, что для достижения приемлемых режимов резания обработки необходима наибольшая линейная скорость заготовки, то в нашем случае выбираем для обработки опорной шейки ротора диаметром 360 мм 19,6 м/мин соответственно 17,3 об/мин,а для опорной шейки ротора диаметром 300 мм 16,3 м/мин и 17,3 об/мин. При данном количестве оборотов механизма для вращения ротора 17,3 об/мин мы вписываемся в паспортную мощность двигателя указанного механизма. Для достижения требуемого передаточного отношения механизма необходимо использовать шестерни 140, 260. Определение глубины резания 03, где 3 - диаметр заготовки, для 360 имеем 0,30 мм 0 - диаметр детали, для 300 имеем 0,40 мм. При черновом шлифовании поперечная подача на расчетный ход 0,01-0,025 мм,причем большие значения берутся при 0,5 В мм/об заготовки, меньшие при 0,5 В мм/об,где В - толщина круга В 10 мм, 0,5 В 5 мм. В нашем случае 1 при черн.0,8 мм/об,2 при чист.0,3 мм/об значение 1 и 2 взято из таблиц,что гораздо меньше, принимаем 0,025 мм. 4 5131 1 Минутная продольная подача или скорость продольного хода стола 3 стм / мин,1000 где 3 - количество оборотов заготовки, 317,3 об/мин,для чернового шлифования ст.черн.0,14 м/мин,для чистового шлифования ст.чист.0,05 м/мин. Величина продольной подачи черн.ст.черн.30,1417,32,4 мм/об,чист.ст.черн.30,0517,31,2 мм/об. Полученные величины продольной подачи выражают максимальное значение для получения максимальной скорости обработки деталей, черн. корректируется при расчете мощности резания см. ПЗ. 3. Обработка чашечным шлифовальным кругом. Скорость вращения шлифовального круга (скорость резания)м / сек . 100060 где- диаметр шлифовального круга, мм, - число оборотов шлифовального круга,2800 об/мин. Значенияпри различных 11,25 15 18,75 Значение мощности резания рез при различныхрез 11,25 15 18,75 0,66 0,80 0,94 При полировке шейки ротора используют торцевые лепестковые круги с зернистостью 35 ед. и 12 ед. диаметром 120 мм. К операции полировки приступают после достижения цилиндричности поверхности шейки. Полировку производят вначале кругом 35 ед. с продольной подачей стола 1 мм/об,а затем кругом 12 ед. с подачей стола 1 мм/об до достижения чистоты обработки 6 кл. Преимущество использования торцевых лепестковых кругов перед листовой шлифшкуркой - это выигрыш во времени (заданная чистота достигается за 2-3 часа), нет вероятности нарушить цилиндричность из-за неравномерности обработки на различных участках длины опорной шейки ротора, и механизация трудоемкого процесса полировки. Предложенный способ испытан в промышленных условиях и по сравнению с известным техническим решением существенно упрощает технологию ремонта и снижает трудозатраты за счет исключения полной разборки-сборки турбоэлектрогенератора и исключения технологического маршрута доставки ротора на завод-изготовитель и обратно. Источники информации 1. Заявка ЕР 0212921 А 2, МПК 4 В 23 К 9/225, 1987. 2. Патент 4,633,554, МПК 4 В 23 Р 15/00 В 21 К 3/00 В 23 К 9/00, 1987. 3. А.с. СССР 1791906 А 1, МПК 5 Н 02 К 15/00, 1993. 4. Цилиндры турбины паровой. ПТ-60/75-130/13, Министерство энергетики и электрификации СССР, Главэнергоремонт. Технические условия на капитальный ремонт ТУ 34-38-20241-84, Карта 13, графа 5, позиция 1.2, 1983 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24B 1/00, H02K 15/00
Метки: турбины, ротора, или, шейки, турбоэлектрогенератора, опорной, способ, ремонта
Код ссылки
<a href="https://by.patents.su/6-5131-sposob-remonta-opornojj-shejjki-rotora-turbiny-ili-turboelektrogeneratora.html" rel="bookmark" title="База патентов Беларуси">Способ ремонта опорной шейки ротора турбины или турбоэлектрогенератора</a>
Устройство для ремонта опорной шейки ротора турбины или турбоэлектрогенератора
Номер патента: 4829
Опубликовано: 30.12.2002
Авторы: Рукавичников Геннадий Аркадьевич, Павлюков Евгений Сергеевич
МПК: B24B 5/04, H02K 15/00
Метки: опорной, или, ротора, турбоэлектрогенератора, шейки, ремонта, устройство, турбины
Текст:
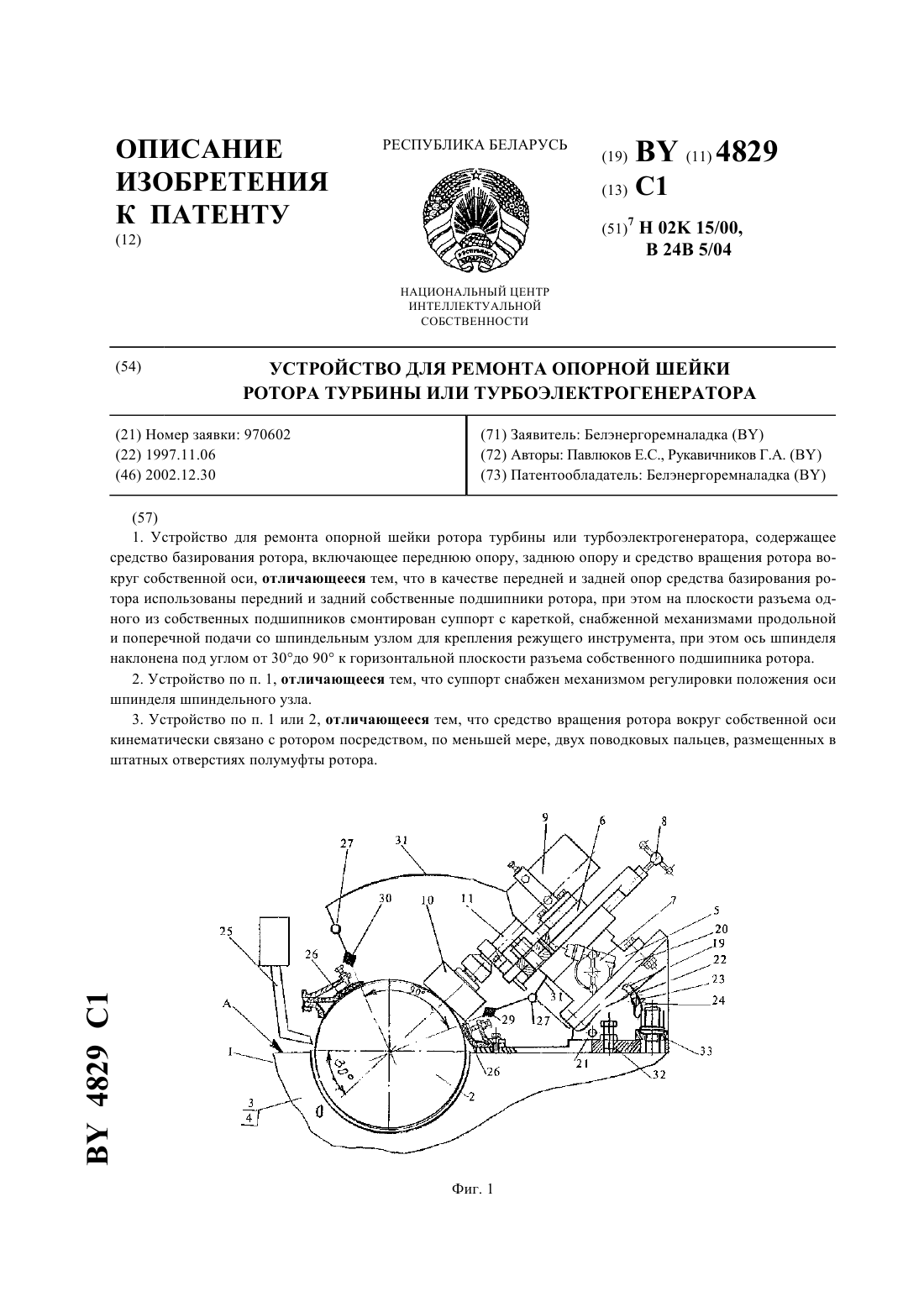
...22 с фиксатором 23 и угловой шкалой 24. Угол наклона 30-90 суппорта 5 с кареткой 6 выбирают исходя из условий резания и условия движения инструмента при поперечной подаче в направлении плоскости проходящей через ось М- центров ротора 2. В устройстве на плоскости А разъема одного из собственных подшипников 3 ротора 2 оппозитно суппорта 5 размещено средство для смазки 25 обрабатываемой шейки ротора 2. В зоне крепления суппорта 5 и средства для...
Способ лечения дисплазии шейки матки
Номер патента: 1340
Опубликовано: 16.09.1996
Автор: Беляковский Василий Николаевич
МПК: A61K 31/495
Метки: шейки, дисплазии, матки, лечения, способ
Текст:
...за счет разрывов, на передней и задней губе эрозированный эктронгхон (постравматическая эктопия), 3 ВУ 1340 С 1 4на 7-8 часов каппиляриая зона гиперплазии плоского эпителия.С 30.11.92 г. по 10.12.92 г. проведен курс местной химиотерапии 3 мазью проспидина,которая заключалась в виде обработки шейки матки и церевикального канала поролоновым шариком с мазью. Через день во вторую фазу менструального цикла в течение 10 дней. Проводилось 5 процедур...
Способ ремонта сопряженных цилиндрических соединений
Номер патента: 4497
Опубликовано: 30.06.2002
Авторы: Верещагин Виталий Алексеевич, Кечаев Николай Сергеевич, Жорник Виктор Иванович
МПК: B23P 6/00
Метки: способ, соединений, цилиндрических, ремонта, сопряженных
Текст:
...МПас,где- величина износа поверхности, - динамическая вязкость анаэробной композиции,при этом в анаэробную композицию при 0,35-0,50 мм добавляют 10-15 об.медного порошка, а при 0,50-1,00 мм - 10-15 об.медного порошка и 20-25 об.талька, причем центрирование осуществляют с помощью полосок фольги с толщиной, равной величине износа охватываемой поверхности в месте их установки. Такой способ обеспечивает высокое качество восстановления...
Способ комбинированного лечения рака шейки матки с неблагоприятным прогнозом
Номер патента: 1210
Опубликовано: 14.06.1996
Авторы: Вишневская Екатерина Ефимовна, Дударев Вячеслав Сергеевич, Косенко Ирина Александровна, Леусик Александр Михайлович
МПК: A61K 31/505, A61K 31/28, A61N 5/10...
Метки: комбинированного, прогнозом, лечения, шейки, неблагоприятным, матки, способ, рака
Текст:
...из расчета 50 ъш/тсвм. Затем в надключичнуто вену вводят спешаадьньгй раствор для форсированного диуреза (анессоль 1200 мл, физиологический раствор 1000,0 5 ный раствор глюкозы - 400,0, инсулин - 6,0, витазиии С 5 - 30,0).После завершения полихимиотерачии, в среднем через 4 лдня, назначают сочетанную лучевую терапию по растопленному курсу.На 1-ом этапе проводят равномерное дистанционное облучение анатомической зоны роста опухоли на...
Способ ремонта асфальтобетонного покрытия
Номер патента: 659
Опубликовано: 30.06.1995
Авторы: Людчик П. А., Штабинский В. В., Яромко В. Н.
МПК: E01C 23/06
Метки: ремонта, способ, асфальтобетонного, покрытия
Текст:
...слоя асфальтобетона с прикаткой, на армирующую прослойку одновременно с ее раскладкой наносят тонкий защитный слой из асфальтобетонной смеси,прикатывают его и устраивают Новый слой из той же смеси, причем защитный слой наносят толщиной, не превышающей максимальный размер фракции крупного заполнителя асфальтобетона.Ремонт асфальтобетонного покрытия осуществляют следующим образом.Очищают ремонтируемую поверхность от ПЫЛИ И ГРЯЗИ И...
Предыдущий патент: Способ получения гранул
Следующий патент: Способ получения оксимовых эфиров
Случайный патент: Подъемный сосуд