Способ газопламенного напыления покрытий
Номер патента: 10711
Опубликовано: 30.06.2008
Авторы: Чекулаев Андрей Васильевич, Белоцерковский Марат Артемович
Текст
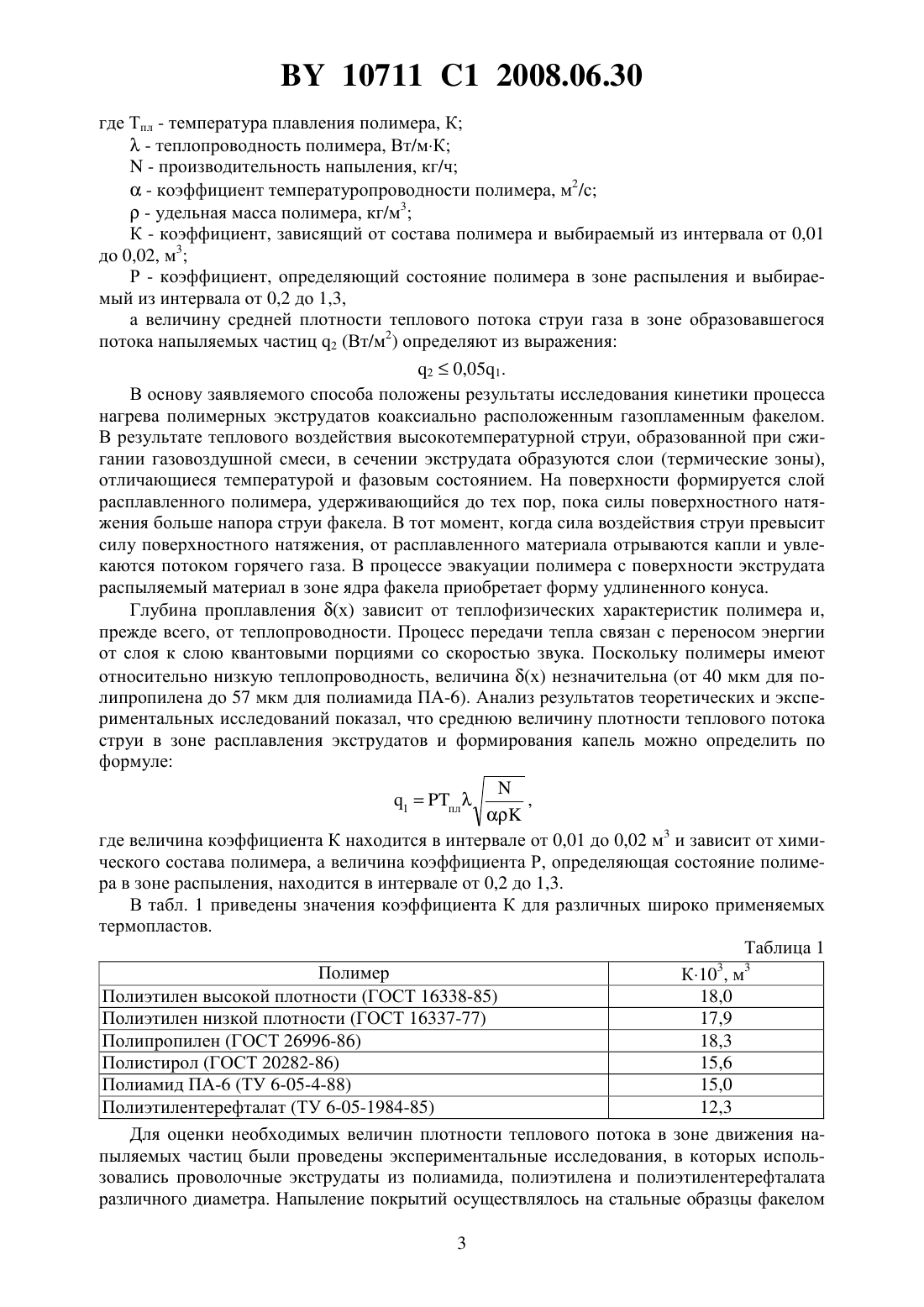
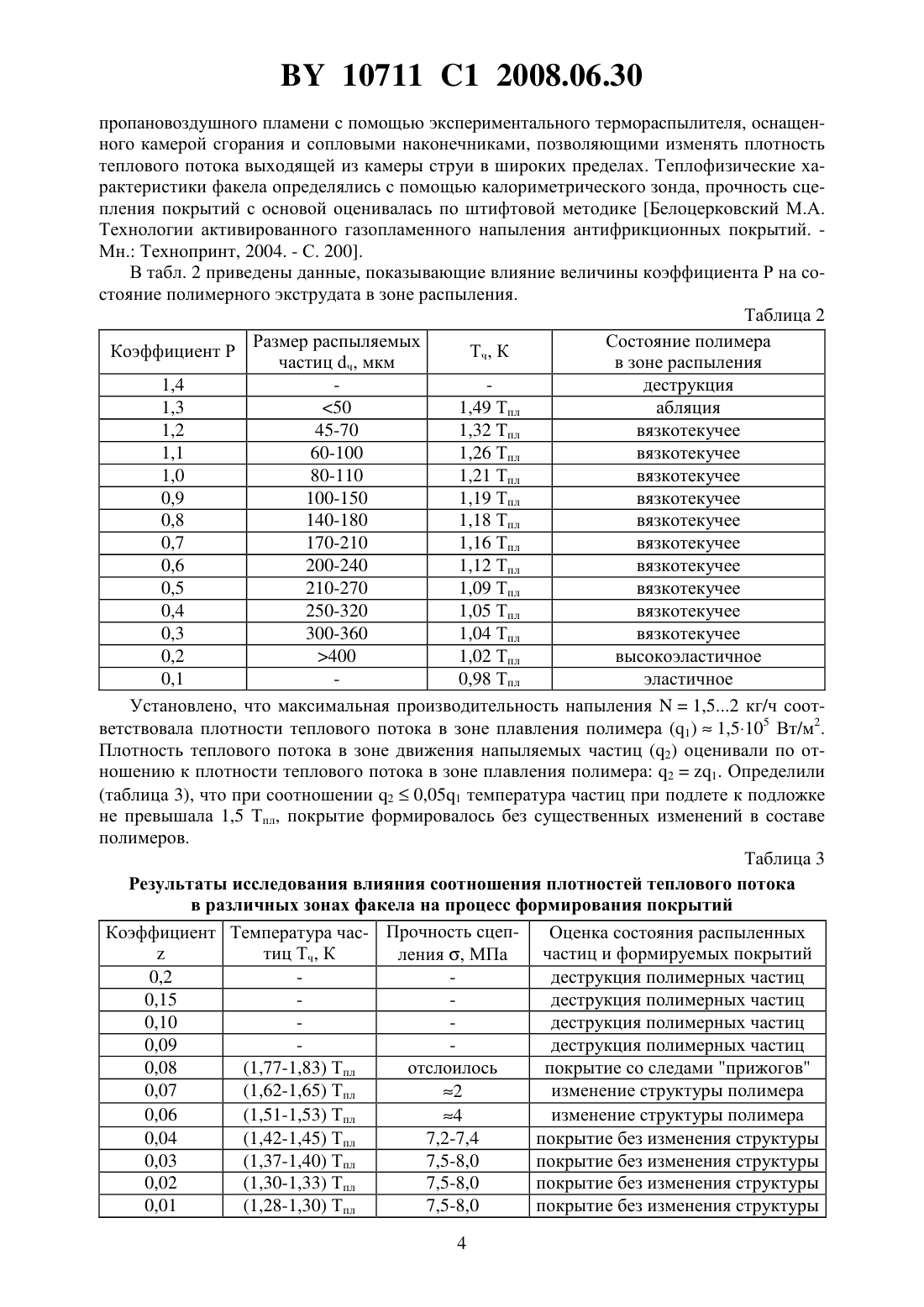
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Белоцерковский Марат Артемович Чекулаев Андрей Васильевич(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(56) Витязь П.А. и др. Упрочнение газотермических покрытий. - Мн. Бестпринт,2004. - С. 34. Белоцерковский М.А. Технологии активированного газопламенного напыления антифрикционных покрытий. - Мн. УП Технопринт, 2004. - С. 97-107, 167-177. Белоцерковский М.А. и др. Теоретические и технологические основы упрочнения и восстановления изделий машиностроения. Полоцкий государственный университет УП Технопринт, 2001. С. 255-258.4731 1, 2002.5768 1, 2003.2224049 1, 2004.5472745 , 1995.2570649, 1951.(57) Способ газопламенного напыления покрытия, включающий подачу материала покрытия в виде проволоки, нагрев проволоки до плавления, ее распыление струей газа с образованием потока частиц и осаждение частиц в виде слоя на предварительно подготовленную поверхность детали, отличающийся тем, что в качестве материала покрытия используют термопластичный полимер, а нагрев и распыление проволоки осуществляют одной струей газа, при этом величину средней плотности теплового потока струи газа в зоне плавления проволоки 1 (Вт/м 2) определяют из выражения 1 пл где Тпл - температура плавления полимера, К- теплопроводность полимера, Вт/мК- производительность напыления, кг/ч- коэффициент температуропроводности полимера, м 2/с- удельная масса полимера, кг/м 3 К - коэффициент, зависящий от состава полимера и выбираемый из интервала от 0,01 до 0,02, м 3 Р - коэффициент, определяющий состояние полимера в зоне распыления и выбираемый из интервала от 0,2 до 1,3,10711 1 2008.06.30 а величину средней плотности теплового потока струи газа в зоне образовавшегося потока напыляемых частиц 2 (Вт/м 2) определяют из выражения 20,051. Изобретение относится к газопламенным методам нанесения защитных, износо- и коррозионностойких покрытий преимущественно из полимерных материалов. Оно может быть использовано для нанесения антифрикционных покрытий на рабочую поверхность элементов трибосопряжений для защиты деталей и элементов технологического оборудования от коррозии. Известны способы нанесения защитных покрытий, использующие порошок или порошковые шихты в качестве напыляемого материала Витязь П.А., Ивашко , Ильющенко А.Ф. и др. Теория и практика нанесения защитных покрытий. - Мн. Беларуская навука. 1998. - . 583, включающие подачу порошковой шихты в высокотемпературный факел, образованный горением углеводородного газа в окислителе, полет частиц порошка в факеле, сопровождающийся их нагревом до плавления или высокопластичного состояния, осаждение частиц на предварительно подготовленную поверхность детали с образованием покрытия. Однако себестоимость известных способов нанесения порошковых покрытий весьма высока (более 16 /кг), что обусловлено высокими ценами на порошковые материалы. Наиболее близким по технической сущности к заявляемому является способ газопламенного напыления покрытий, включающий подачу материала покрытия в виде проволоки в высокотемпературную струю, образованную горением горючего газа в окислителе,нагрев проволоки до плавления и ее распыление коаксиально движущейся со скоростью более 100 м/с дополнительной струей газа с образованием потока частиц, осаждение частиц в виде слоя на предварительно подготовленную поверхность детали Витязь П.А., Азизов ,Белоцерковский М.А. Упрочнение газотермических покрытий. - Мн. Бестпринт, 2004. С. 34-45. Недостатком известного способа является необходимость использования дополнительной газовой струи для распыления материала проволоки, а также низкий коэффициент использования материала (не более 15 ) при распыления проволок, изготовленных из термопластичных полимеров. Обусловлено это тем, что низкая теплопроводность и относительно небольшая температура разложения полимера препятствуют полному расплавлению проволоки в высокотемпературной зоне, поскольку полимер у поверхности проволоки разлагается прежде, чем внутренняя зона нагреется до температуры плавления Ван Кревелен Д.В. Свойства и химическое строение полимеров. - М. Химия, 1976. - С. 415. Это явилось основным препятствием распространения метода проволочного распыления полимеров несмотря на явные преимущества такой технологии получения полимерных покрытий по сравнению с напылением порошков (порошок при хранении слеживается,требует рассева на фракции, невозможно равномерное введение наполнителя в состав покрытия). Для решения поставленной задачи в способе газопламенного напыления покрытий,включающем подачу материала покрытия в виде проволоки, нагрев проволоки до плавления, ее распыление струей газа с образованием потока частиц и осаждение частиц в виде слоя на предварительно подготовленную поверхность детали, согласно изобретению, в качестве материала покрытия используют термопластичный полимер, а нагрев и распыление проволоки осуществляют одной струей газа, при этом величину средней плотности теплового потока струи газа в зоне плавления проволоки(Вт/м 2) определяют из выражения 1 пл 10711 1 2008.06.30 где Тпл - температура плавления полимера, К- теплопроводность полимера, Вт/мК- производительность напыления, кг/ч- коэффициент температуропроводности полимера, м 2/с- удельная масса полимера, кг/м 3 К - коэффициент, зависящий от состава полимера и выбираемый из интервала от 0,01 до 0,02, м 3 Р - коэффициент, определяющий состояние полимера в зоне распыления и выбираемый из интервала от 0,2 до 1,3,а величину средней плотности теплового потока струи газа в зоне образовавшегося потока напыляемых частиц 2 (Вт/м 2) определяют из выражения 20,051. В основу заявляемого способа положены результаты исследования кинетики процесса нагрева полимерных экструдатов коаксиально расположенным газопламенным факелом. В результате теплового воздействия высокотемпературной струи, образованной при сжигании газовоздушной смеси, в сечении экструдата образуются слои (термические зоны),отличающиеся температурой и фазовым состоянием. На поверхности формируется слой расплавленного полимера, удерживающийся до тех пор, пока силы поверхностного натяжения больше напора струи факела. В тот момент, когда сила воздействия струи превысит силу поверхностного натяжения, от расплавленного материала отрываются капли и увлекаются потоком горячего газа. В процессе эвакуации полиме с поверхности экструдата распыляемый материал в зоне ядра факела приобретает форму удлиненного конуса. Глубина проплавления (х) зависит от теплофизических характеристик полимера и,прежде всего, от теплопроводности. Процесс передачи тепла связан с переносом энергии от слоя к слою квантовыми порциями со скоростью звука. Поскольку полимеры имеют относительно низкую теплопроводность, величина (х) незначительна (от 40 мкм для полипропилена до 57 мкм для полиамида ПА-6). Анализ результатов теоретических и экспериментальных исследований показал, что среднюю величину плотности теплового потока струи в зоне расплавления экструдатов и формирования капель можно определить по формуле, где величина коэффициента К находится в интервале от 0,01 до 0,02 м 3 и зависит от химического состава полимера, а величина коэффициента Р, определяющая состояние полимера в зоне распыления, находится в интервале от 0,2 до 1,3. В табл. 1 приведены значения коэффициента К для различных широко применяемых термопластов. Таблица 1 3 Полимер К 10 , м 3 Полиэтилен высокой плотности (ГОСТ 16338-85) 18,0 Полиэтилен низкой плотности (ГОСТ 16337-77) 17,9 Полипропилен (ГОСТ 26996-86) 18,3 Полистирол (ГОСТ 20282-86) 15,6 Полиамид ПА-6 (ТУ 6-05-4-88) 15,0 Полиэтилентерефталат (ТУ 6-05-1984-85) 12,3 Для оценки необходимых величин плотности теплового потока в зоне движения напыляемых частиц были проведены экспериментальные исследования, в которых использовались проволочные экструдаты из полиамида, полиэтилена и полиэтилентерефталата различного диаметра. Напыление покрытий осуществлялось на стальные образцы факелом 3 10711 1 2008.06.30 пропановоздушного пламени с помощью экспериментального термораспылителя, оснащенного камерой сгорания и сопловыми наконечниками, позволяющими изменять плотность теплового потока выходящей из камеры струи в широких пределах. Теплофизические характеристики факела определялись с помощью калориметрического зонда, прочность сцепления покрытий с основой оценивалась по штифтовой методике Белоцерковский М.А. Технологии активированного газопламенного напыления антифрикционных покрытий. Мн. Технопринт, 2004. - С. 200. В табл. 2 приведены данные, показывающие влияние величины коэффициента Р на состояние полимерного экструдата в зоне распыления. Таблица 2 Размер распыляемых Состояние полимера Коэффициент Р Тч, К частиц ч, мкм в зоне распыления 1,4 деструкция 1,3 50 1,49 Тпл абляция 1,2 45-70 1,32 пл вязкотекучее 1,1 60-100 1,26 Тпл вязкотекучее 1,0 80-110 1,21 Тпл вязкотекучее 0,9 100-150 1,19 Тпл вязкотекучее 0,8 140-180 1,18 Тпл вязкотекучее 0,7 170-210 1,16 Тпл вязкотекучее 0,6 200-240 1,12 Тпл вязкотекучее 0,5 210-270 1,09 Тпл вязкотекучее 0,4 250-320 1,05 Тпл вязкотекучее 0,3 300-360 1,04 Тпл вязкотекучее 0,2 400 1,02 Тпл высокоэластичное 0,1 0,98 Тпл эластичное Установлено, что максимальная производительность напыления 1,52 кг/ч соответствовала плотности теплового потока в зоне плавления полимера (1)1,5105 Вт/м 2. Плотность теплового потока в зоне движения напыляемых частиц (2) оценивали по отношению к плотности теплового потока в зоне плавления полимера 21. Определили(таблица 3), что при соотношении 20,051 температура частиц при подлете к подложке не превышала 1,5 Тпл, покрытие формировалось без существенных изменений в составе полимеров. Таблица 3 Результаты исследования влияния соотношения плотностей теплового потока в различных зонах факела на процесс формирования покрытий Коэффициент Температура час- Прочность сцепОценка состояния распыленных тиц Тч, К частиц и формируемых покрытий ления , МПа 0,2 деструкция полимерных частиц 0,15 деструкция полимерных частиц 0,10 деструкция полимерных частиц 0,09 деструкция полимерных частиц 0,08(1,77-1,83) Тпл отслоилось покрытие со следами прижогов 0,07(1,62-1,65) Тпл изменение структуры полимера 2 0,06(1,51-1,53) Тпл изменение структуры полимера 4 0,04(1,42-1,45) Тпл 7,2-7,4 покрытие без изменения структуры 0,03(1,37-1,40) Тпл 7,5-8,0 покрытие без изменения структуры 0,02(1,30-1,33) Тпл 7,5-8,0 покрытие без изменения структуры 0,01(1,28-1,30) Тпл 7,5-8,0 покрытие без изменения структуры 4 10711 1 2008.06.30 При значениях плотности теплового потока, изменяющихся в заявляемых пределах,обеспечивается возможность нагрева полимерной проволоки, ее диспергирования и дальнейшей транспортировки частиц одной струей. Пример реализации способа. На внутреннюю поверхность ванны (листовая сталь 20) для холодной электрохимической обработки стальных метизов в растворе серной кислоты по заявляемому способу нанесли антикоррозионное покрытие толщиной 0,30-0,35 мм распылением проволоки диаметром 3 мм из полиэтилентерефталата (ТУ 6-05-1984-85) с использованием экспериментальной горелки конструкции Института механики и надежности машин НАН Беларуси для распыления ровинговых экструдатов. Рабочие газы - пропан и воздух. Величина плотности теплового потока в зоне распыления проволоки составила 1,4-106 Вт/м 2, максимальная величина плотности теплового потока в струе распыленных частиц полимера 3,2-103 Вт/м 2. Прочность сцепления покрытий, нанесенных на образцы-свидетели, выполненные из стали 20, составила 7,37,7 МПа. При осмотре ванны после месяца эксплуатации видимых изменений и повреждений покрытия не обнаружено. Напыление покрытия по прототипу осуществляли той же проволокой на установках МГИ-1-57 (Барнаульский аппаратурно-механический завод) и ТЕРКО (Институт механики и надежности машин НАН Б). Для формирования нагревающего факела использовалась пропанокислородная смесь. Распыление осуществлялось струей воздуха. Сплошное плотное покрытие нанести не удалось, более 85 массы полимера деструктировало. Таким образом, заявляемый способ обеспечивает возможность нанесения покрытий распылением проволок из термопластичных полимеров, а нанесенные покрытия имеют свойства, отвечающие соответствующим требованиям. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B05D 1/08
Метки: покрытий, газопламенного, способ, напыления
Код ссылки
<a href="https://by.patents.su/5-10711-sposob-gazoplamennogo-napyleniya-pokrytijj.html" rel="bookmark" title="База патентов Беларуси">Способ газопламенного напыления покрытий</a>
Способ газопламенного напыления покрытий из проволочных материалов
Номер патента: 4731
Опубликовано: 30.09.2002
Авторы: Полупан Юрий Владимирович, Белоцерковский Алексей Маратович, Белоцерковский Марат Артемович
МПК: B05B 7/20
Метки: газопламенного, проволочных, напыления, способ, материалов, покрытий
Текст:
...факел термораспылителя лежит составление уравнения теплового баланса в системе проволока-факел с учетом теплопередачи, зависящей от условий на границе раздела пламени с металлом. Основными параметрами процесса нагрева металла посредством вынужденного конвективного теплообмена являются температура пламени и коэффициент теплопередачи от пламени к металлу, которые зависят от состава исходной горючей смеси и условий ее сжигания. Тепловой поток,...
Способ газопламенного напыления покрытий из проволочных материалов
Номер патента: 5768
Опубликовано: 30.12.2003
Авторы: Полупан Юрий Владимирович, Витязь Петр Александрович, Белоцерковский Марат Артемович, Сухоцкий Павел Геннадьевич
МПК: B05B 7/20
Метки: газопламенного, способ, проволочных, напыления, покрытий, материалов
Текст:
...экспериментальных данных, полученных с помощью установки проволочной термораспылительной модели ТЕРКО позволила установить, что минимально допустимые значения Тд определяются из следующего выражения ТдФ/,где - коэффициент, численно равный 6,510-3 м 3 град/Дж Ф - максимальная плотность теплового потока факела пламени, Вт/м 2- скорость полета частиц наполнителя, м/с. Откуда следует условие сохранения структуры и свойств материала...
Устройство для газопламенного напыления порошковых полимерных материалов
Номер патента: U 477
Опубликовано: 30.03.2002
Авторы: Белоцерковский Марат Артемович, Федаравичус Александр Владимирович, Пунтус Игорь Леонидович
МПК: B05B 7/20
Метки: напыления, материалов, порошковых, газопламенного, устройство, полимерных
Текст:
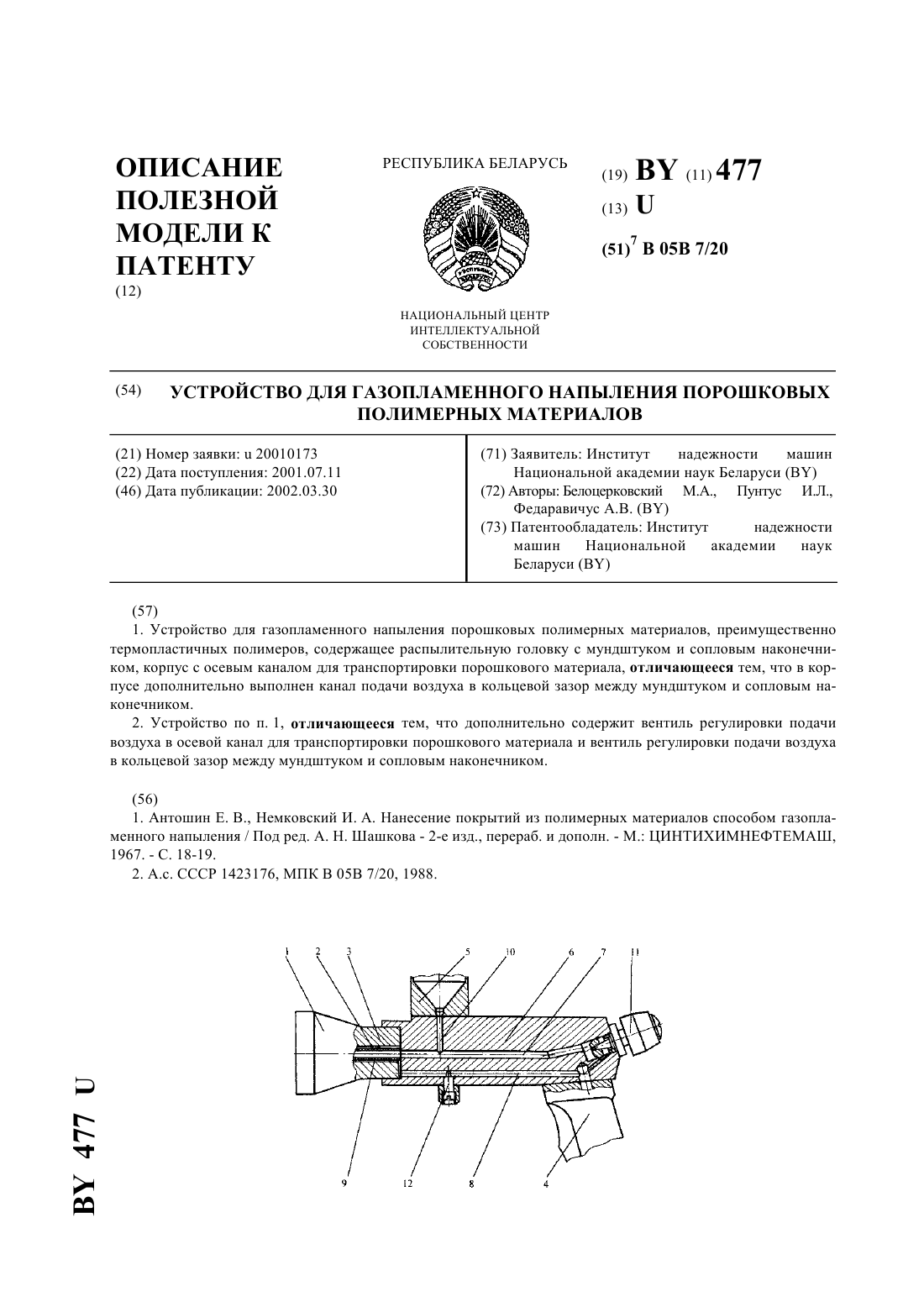
...Кроме того, устройство дополнительно содержит вентиль регулировки подачи воздуха в осевой канал для транспортировки порошкового материала и вентиль регулировки подачи воздуха в кольцевой зазор между мундштуком и сопловым наконечником. Предложенная конструкция обеспечивает качественное напыление порошковых полимерных материалов с температурой плавления от 50 до 450 С за счет расширения диапазона теплофизических характеристик факела....
Устройство для газопламенного напыления проволочных материалов

Номер патента: U 2996
Опубликовано: 30.08.2006
Авторы: Белоцерковский Марат Артемович, Прядко Александр Сергеевич, Изоитко Владимир Михайлович, Чекулаев Андрей Васильевич
МПК: B05B 7/20
Метки: напыления, материалов, устройство, газопламенного, проволочных
Текст:
...температуропроводности материала, м 2/с- плотность теплового потока (факела), Вт/м 2. Величина коэффициентанаходится в пределах от 3,0 до 5,8 с-1 и зависит от химического состава полимера. Коэффициентхарактеризует процесс теплообмена между материалом и источником тепла в единицу времени. В таблице приведены значения коэффициентадля различных широко применяемых термопластов. 2 Полимер Полиэтилен высокой плотности (ГОСТ 16338-85) Полиэтилен...
Способ плазменного напыления покрытий
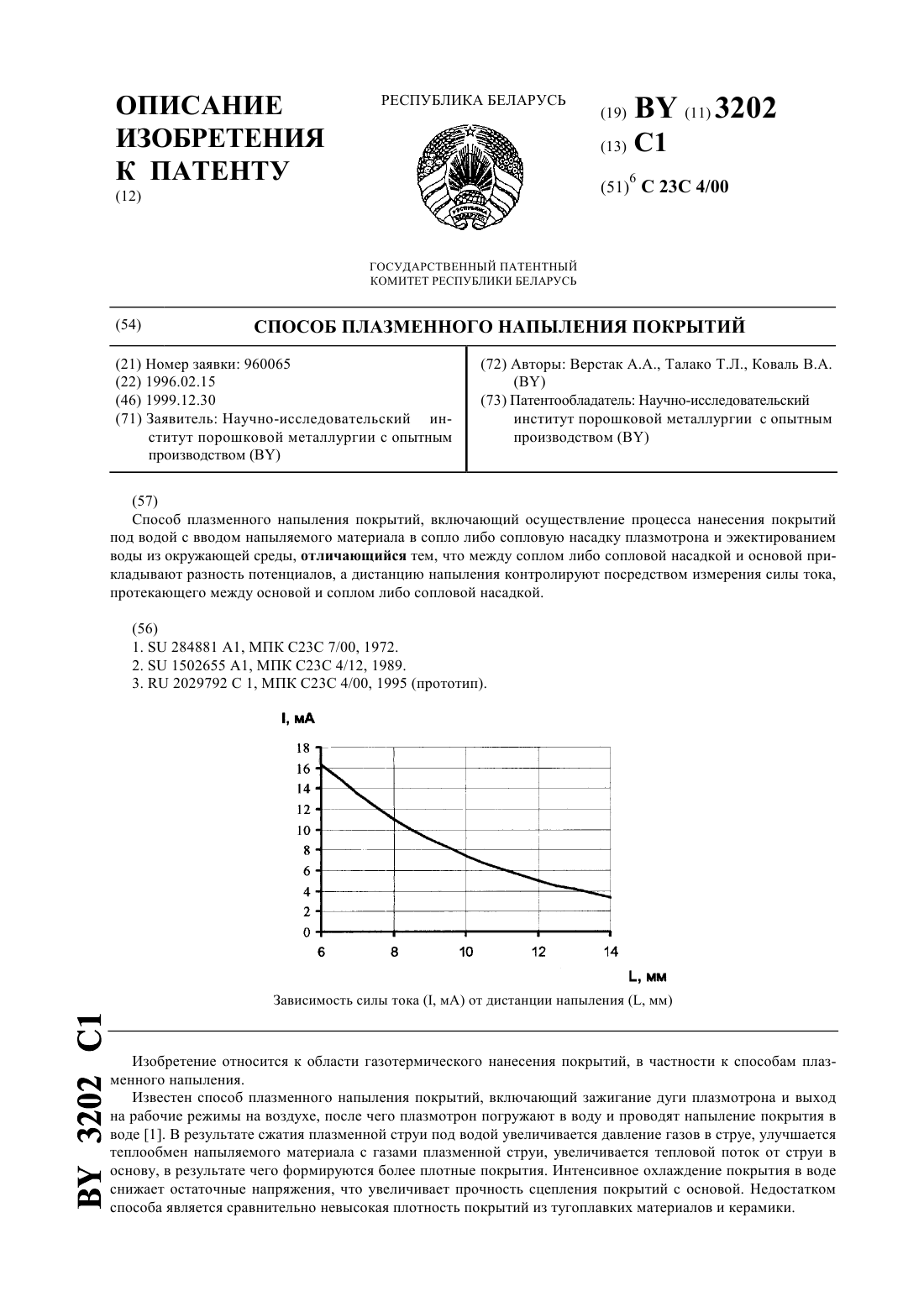
Номер патента: 3202
Опубликовано: 30.12.1999
Авторы: Верстак Андрей Александрович, Талако Татьяна Леонидовна, Коваль Виталий Александрович
МПК: C23C 4/00
Метки: покрытий, напыления, способ, плазменного
Текст:
...не уменьшая при этом температуру напыляемого материала. Тем самым создаются условия для ведения процесса напыления при коротких дистанциях (5 - 12 мм), обеспечивающие высокую плотность и повышенную прочность сцепления покрытий с основой. Однако этот режим напыления реализуется в узком диапазоне дистанций, что требует точного ее контроля. Уменьшение дистанции напыления приводит к образованию трещин, окислению и разрушению покрытий...
Предыдущий патент: Способ изготовления двухслойного огнеупорного изделия
Следующий патент: Способ лечения пациента с алкогольной зависимостью
Случайный патент: Кормовая композиция для лошади