Штамп для изготовления ступенчатой поковки с глухими полостями комбинированным выдавливанием
Номер патента: U 9274
Опубликовано: 30.06.2013
Авторы: Клубович Владимир Владимирович, Клушин Валерий Александрович, Липницкий Алексей Станиславович
Текст
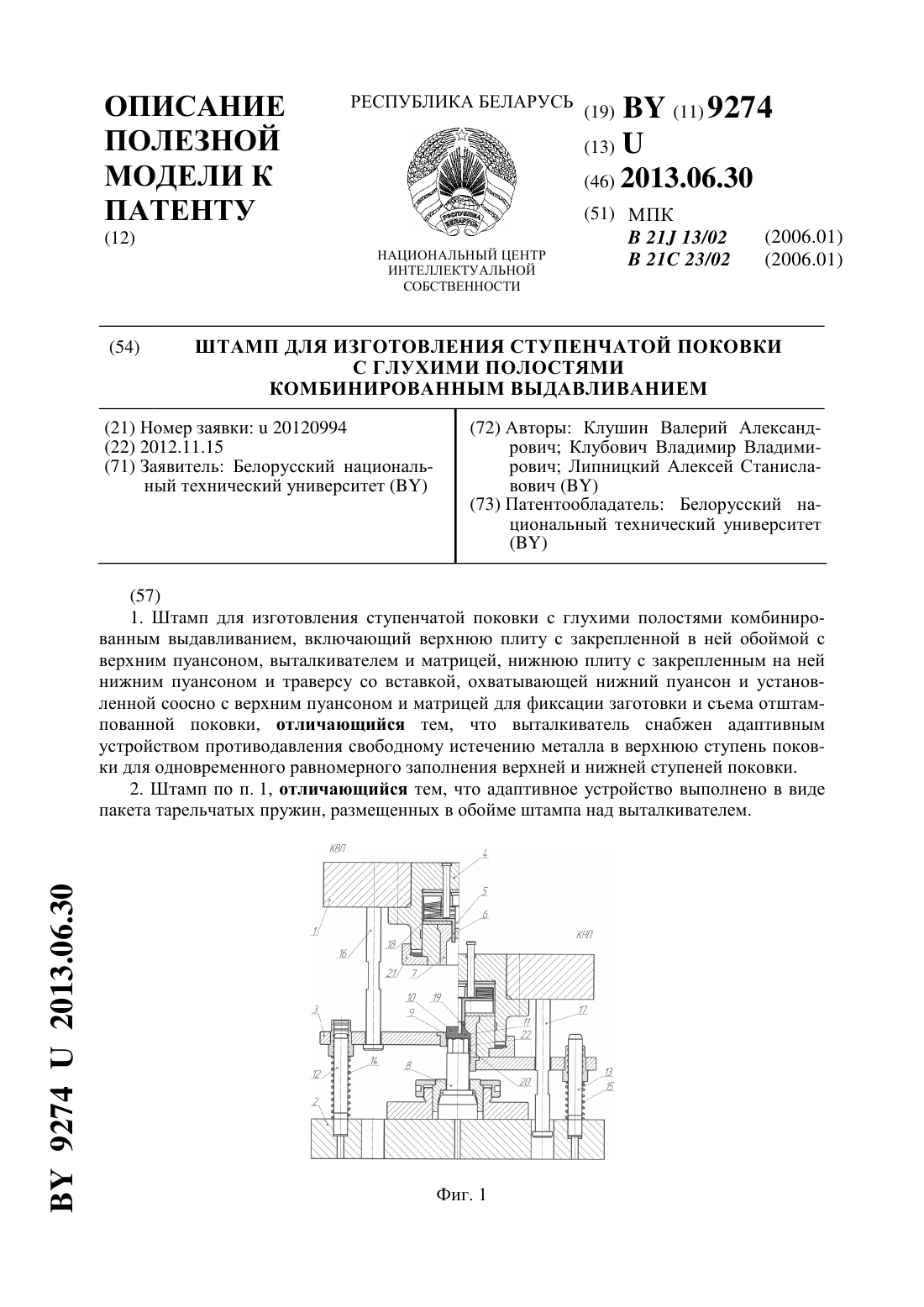
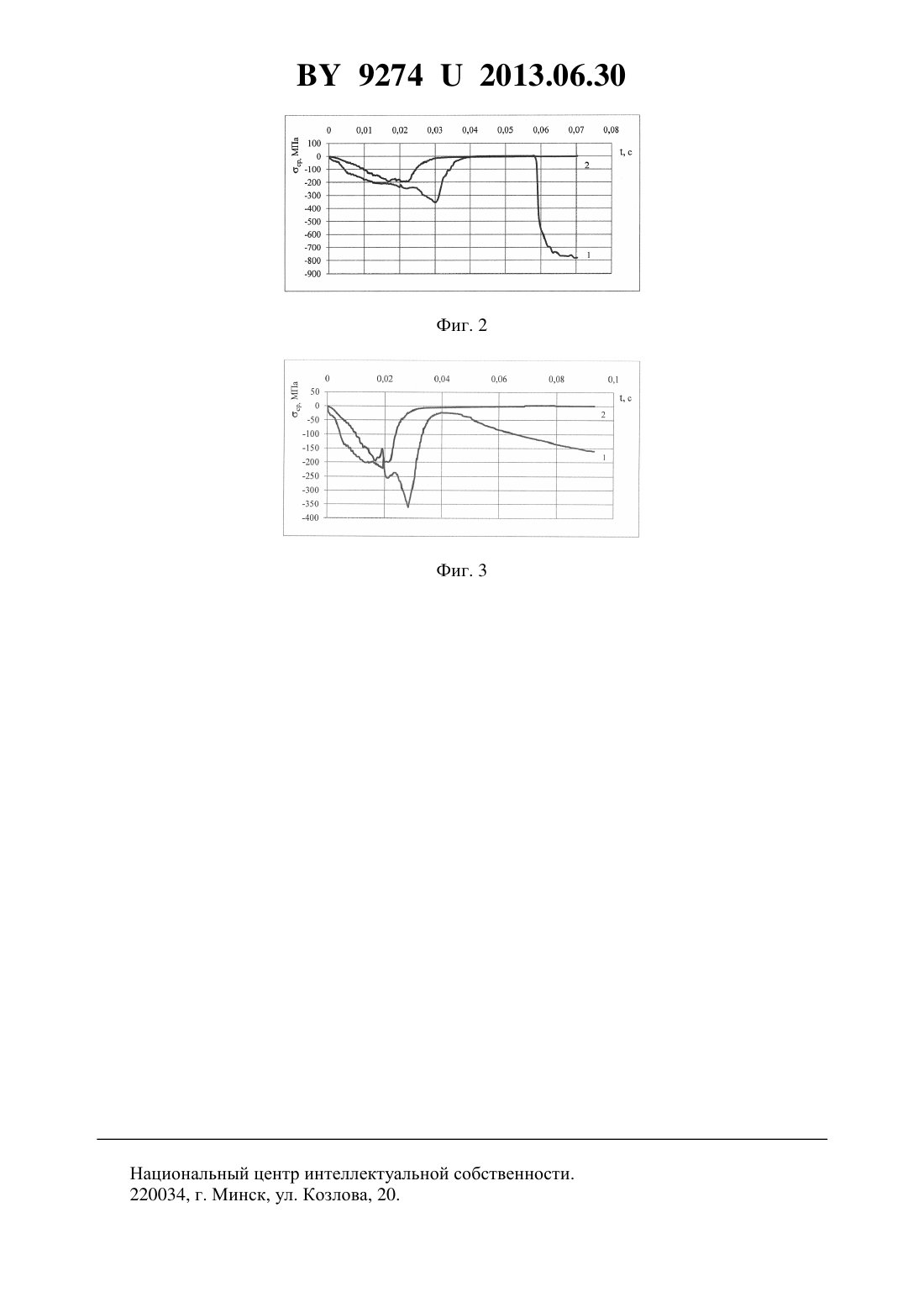
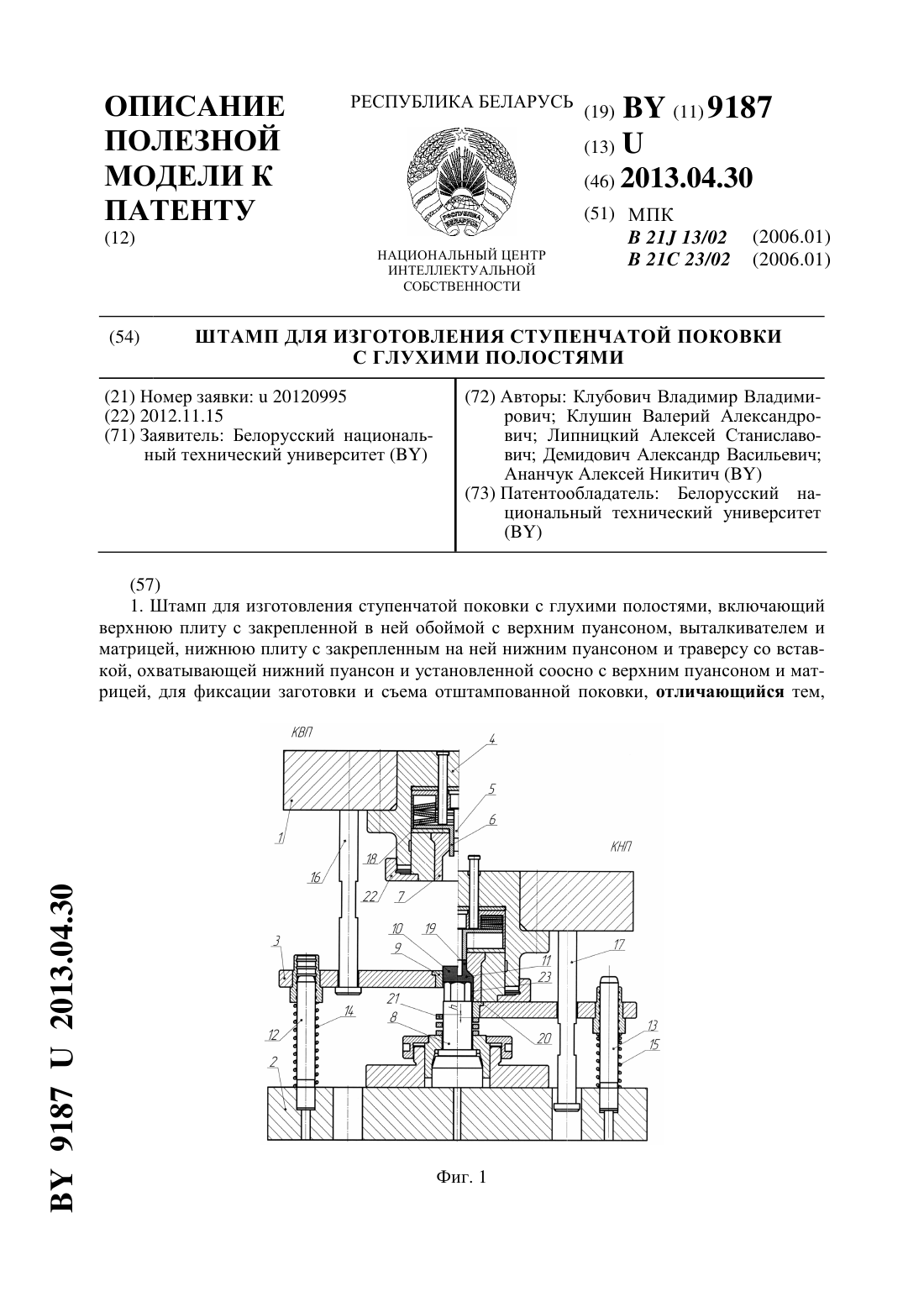
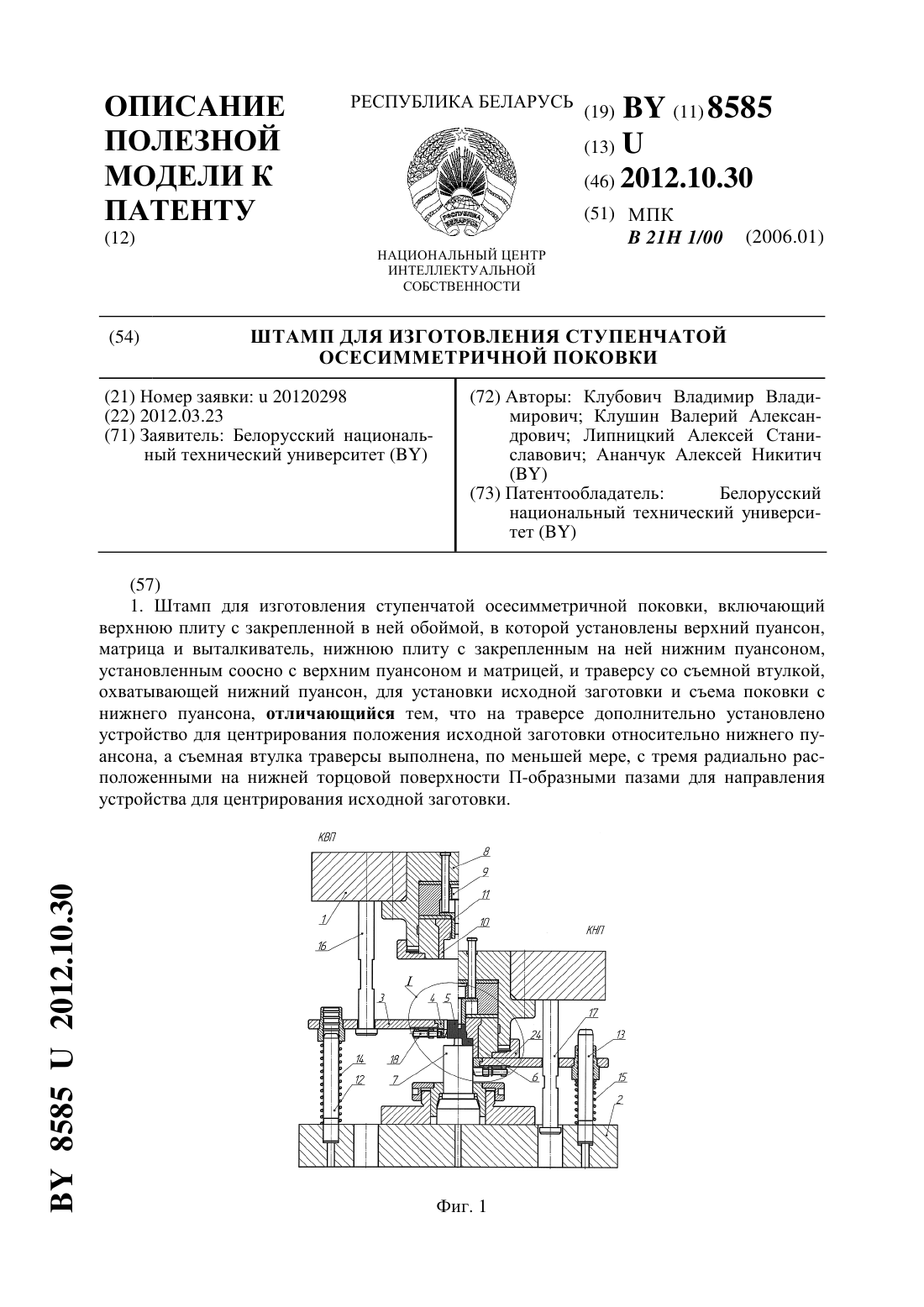
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТОЙ ПОКОВКИ С ГЛУХИМИ ПОЛОСТЯМИ КОМБИНИРОВАННЫМ ВЫДАВЛИВАНИЕМ(71) Заявитель Белорусский национальный технический университет(72) Авторы Клушин Валерий Александрович Клубович Владимир Владимирович Липницкий Алексей Станиславович(73) Патентообладатель Белорусский национальный технический университет(57) 1. Штамп для изготовления ступенчатой поковки с глухими полостями комбинированным выдавливанием, включающий верхнюю плиту с закрепленной в ней обоймой с верхним пуансоном, выталкивателем и матрицей, нижнюю плиту с закрепленным на ней нижним пуансоном и траверсу со вставкой, охватывающей нижний пуансон и установленной соосно с верхним пуансоном и матрицей для фиксации заготовки и съема отштампованной поковки, отличающийся тем, что выталкиватель снабжен адаптивным устройством противодавления свободному истечению металла в верхнюю ступень поковки для одновременного равномерного заполнения верхней и нижней ступеней поковки. 2. Штамп по п. 1, отличающийся тем, что адаптивное устройство выполнено в виде пакета тарельчатых пружин, размещенных в обойме штампа над выталкивателем.(56) 1. Ковка и штамповка Справочник. В 4-х т. / Ред. Совет Е.И. Семенов (пред.) и др. Т. 3. Холодная объемная штамповка / Под ред. Г.А. Навроцкого. - М. Машиностроение,1987. - С. 143, рис. 25. 2. Рудович А.О., Клушин В.А. и др. Ресурсосберегающие технологии на КИЗ СИТОМО / Под общ. ред. академика НАН Беларуси А.В. Степаненко // Прогрессивные технологии обработки металлов давлением материалы Международной научно-технической конференции, посвященной 100-летию со дня рождения академика АН БССР В.П. Северденко. В 2 ч. Ч. 1. - Минск УП Экопереспектива, 2004. - С. 153-160. Полезная модель относится к обработке металлов давлением и может быть использована при разработке штампов для малоотходных процессов пластического формообразования ступенчатых поковок с глухими полостями, например головок сменных торцовых ключей. Известен штамп для изготовления ступенчатой поковки с глухими полостями обратным выдавливанием на прессе с кантовкой заготовки 1. Недостаток штампа заключается в низкой производительности изготовления поковок. Указанный штамп целесообразно использовать при многопозиционной штамповке на прессе с кантующим устройством. В качестве прототипа выбран штамп для изготовления ступенчатой поковки с глухими полостями комбинированным выдавливанием, включающий верхнюю плиту с закрепленной в ней обоймой с верхним пуансоном, выталкивателем и матрицей, нижнюю плиту с закрепленным на ней нижним пуансоном и траверсу со вставкой, охватывающей нижний пуансон и установленной соосно с верхним пуансоном и матрицей для фиксации заготовки и съема отштампованной поковки 2. Недостаток известной конструкции штампа заключается в том, что при изготовлении поковки комбинированное выдавливание верхней и нижней противолежащих ступеней с глухими полостями происходит путем саморегулируемого свободного истечения деформируемого металла. Учитывая что поковки реальных ступенчатых изделий могут иметь различные формы, размеры и объемы противолежащих ступеней с глухими полостями, то окончательное заполнение ступеней свободным истечением деформируемого металла происходит не одновременно, что обуславливает неравномерность деформации поковки. Неравномерность деформации и наличие растягивающих напряжений в поковке в процессе ее штамповки может быть причиной зарождения дефектов (микротрещин, разрывов) поковки. Таким образом, недостаток известного штампа для изготовления ступенчатой поковки с глухими полостями комбинированным выдавливанием в недостаточно высоком качестве получаемых поковок (возможны микротрещины и разрывы деформируемого металла в отдельных ступенях поковки) из-за его ограниченных технологических возможностей, заключающихся в невозможности одновременного равномерного заполнения верхней и нижней ступеней поковки. В основу полезной модели положена задача повышения качества изготовления ступенчатой поковки с глухими полостями комбинированным выдавливанием за счет создания конструкции штампа, в котором управляют кинематикой течения деформируемого металла для обеспечения равномерного заполнения верхней и нижней противолежащих ступеней с глухими полостями вне зависимости от соотношения их объемов. Поставленная задача достигается тем, что в штампе для изготовления ступенчатой поковки с глухими полостями комбинированным выдавливанием, включающем верхнюю плиту с закрепленной в ней обоймой с верхним пуансоном, выталкивателем и матрицей,2 92742013.06.30 нижнюю плиту с закрепленным на ней нижним пуансоном и траверсу со вставкой, охватывающей нижний пуансон и установленной соосно с верхним пуансоном и матрицей для фиксации заготовки и съема отштампованной поковки, согласно полезной модели, выталкиватель снабжен адаптивным устройством противодавления свободному истечению металла в верхнюю ступень поковки для одновременного равномерного заполнения верхней и нижней ступеней поковки. В штампе адаптивное устройство выполнено в виде пакета тарельчатых пружин, размещенных в обойме штампа над выталкивателем. Технический результат реализован тем, что улучшено качество изготовления ступенчатой поковки. Улучшение качества поковки достигается за счет одновременного равномерного заполнения верхней и нижней ступеней поковки, что позволяет оптимизировать кинематику течения металла при формообразовании поковки для исключения образования дефектов в виде микротрещин, разрывов, прострелов и др. Штамп для изготовления ступенчатой поковки с глухими полостями комбинированным выдавливанием поясняется чертежами, где фиг. 1 - общий вид штампа слева - верхняя часть штампа в конечном верхнем положении (КВП), справа - верхняя часть штампа в конечном нижнем положении (КНП) фиг. 2 - график изменения напряжений в выдавливаемых ступенях поковки при штамповке на известном штампе фиг. 3 - график изменения напряжений в выдавливаемых ступенях поковки при штамповке с противодавлением течению деформируемого металла в верхнюю ступень поковки. Штамп (фиг. 1) для изготовления ступенчатой поковки с глухими полостями комбинированным выдавливанием включает верхнюю плиту 1, нижнюю плиту 2 и траверсу 3. На верхней плите 1 штампа закреплена обойма 4 с верхним пуансоном 5, выталкивателем 6 и матрицей 7. На нижней плите 2 закреплен нижний пуансон 8. Верхняя и нижняя части штампа связаны направляющими колонками (на фигурах не показаны). Траверса 3 выполнена со вставкой 9, охватывающей нижний пуансон 8 и установленной соосно с верхним пуансоном 5 и матрицей 7 для фиксации заготовки 10 и съема отштампованной поковки 11. Траверса 3 установлена на колонках 12, 13 и опирается на пружины 14, 15. Подъем траверсы 3 и съем отштампованной поковки 11 с нижнего пуансона 8 осуществляют тягами 16, 17 при возврате верхней плиты 1 из конечного нижнего положения (КНП) в конечное верхнее положения (КВП) штампа. Выталкиватель 6 снабжен адаптивным устройством 18 противодавления свободному истечению металла в верхнюю ступень 19 поковки 11 для одновременного равномерного заполнения верхней 19 и нижней 20 ступеней поковки 11. Адаптивное устройство 18 выполнено в виде пакета тарельчатых пружин, размещенных в обойме 4 штампа над выталкивателем 6. Работу штампа осуществляют следующим образом. В КВП штампа (фиг. 1, слева) производят укладку и фиксацию заготовки 10 во вставке 9 с опорой на нижний пуансон 8. Включают рабочий ход пресса. Верхняя плита 1 с закрепленной в ней обоймой 4 с верхним пуансоном 5, выталкивателем 6 и матрицей 7 движется вниз. Обойма 8 через гайку 21 воздействует на траверсу 3 со вставкой 9 и перемещает их вниз. В момент начала деформации заготовки 10 матрица 7 охватывает нижний пуансон 8,образуя закрытый калибр 22 для последующего формообразования ступенчатой поковки 11. Изготовление ступенчатой поковки 11 с глухими полостями комбинированным выдавливанием деформируемого металла в каждую из ступеней 19 и 20 осуществляют со средними скоростями истечения, пропорциональными их объемам (вс/ср.вс.нс/ср.нс.),3 92742013.06.30 путем создания противодавления течению деформируемого металла в верхнюю ступень 19 поковки, в которой заполнение калибра 22 происходит ранее. вс и ср.вс. - объем и средняя скорость истечения металла в верхнюю 19 ступень поковки, а нс и ср.нс. - объем и средняя скорость истечения металла в нижнюю 20 ступень поковки 11. В начальной стадии деформации заготовки 10 адаптивным устройством 18 создают противодавление течению металла в верхнюю 19 ступень поковки 11, в которой, при свободном саморегулируемом истечении металла, заполнение калибра 22 матрицы 7 деформируемым металлом происходит ранее. Противодавление течению металла изменяет кинематику течения металла, сдерживает заполнение верхней 19 ступени, обеспечивая при этом одновременное равномерное заполнение обеих верхней 19 и нижней 20 ступеней поковки 11. Противодавление течению деформируемого металла в ступень 19 поковки 11 создают адаптивным устройством 18 путем приложения дополнительных сил противодавления к верхнему торцу заготовки 10 через выталкиватель 6. Равномерное заполнение поковки 11 уменьшает неоднородность деформации и значительно сокращает разницу значений средних напряжений в ступенях 19, 20 поковки 11. Противодавление течению деформируемого металла в верхнюю 19 ступень поковки 11 осуществляют с момента начала ее заполнения металлом. Пример. Осуществляли моделирование изготовления ступенчатой поковки изделия Головка сменная торцевого гаечного ключа с глухими полостями комбинированным выдавливанием на известном и предлагаемом штампах на кривошипном прессе КВ 2132 усилием 160 тс. Для возможности использования двухмерного моделирования, выдавливаемые профили с полостями квадратного и шестигранного поперечного сечения поковки ключа заменяли с сохранением равенства соответствующих площадей поперечного сечения на трубчатые профили. Моделирование показало, что при изготовлении ступенчатой поковки на известном штампе среднее напряжение в верхней 19 ступени поковки 11 имеет значение 700800 МПа (фиг. 2, кривая 1), а в нижней 20 ступени поковки 11 оно близко к нулевому значению (кривая 2). Напряжения в направлении течения металла (по оси ) в нижней 20 ступени поковки 11 - растягивающие 0. Наличие растягивающих напряжений и значительная неравномерность деформации (значительная разница значений средних напряжений) может вызывать дефекты (микротрещины, разрывы) поковки и ухудшение механических характеристик. При изготовлении ступенчатой поковки на предлагаемом штампе с адаптивным устройством 18 противодавления свободному истечению металла в верхнюю 19 ступень поковки 11 на завершающей стадии процесса выдавливания среднее напряжение в верхней ступени поковки 150 МПа (фиг. 3, кривая 1), а в нижней ступени оно также близко к нулевому значению (кривая 2). Для обеспечения одновременного заполнения полостей поковки требуется максимальное усилие противодавления в верхнюю 19 ступень поковки 45,3 кН. Одновременное заполнение полостей поковки и значительно меньшая разница значений средних напряжений способствуют повышению качества поковок за счет исключения дефектов. Таким образом, предложенная конструкция штампа для изготовления ступенчатой поковки с глухими полостями комбинированным выдавливанием расширяет технологические возможности штамповки и улучшает качество поковки за счет одновременного равномерного заполнения ступеней поковки. Промышленное освоение заявленной полезной модели предполагается осуществить в Республике Беларусь на РУПП КИЗ СИТОМО. 4 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B21C 23/02, B21J 13/02
Метки: глухими, полостями, поковки, изготовления, штамп, комбинированным, ступенчатой, выдавливанием
Код ссылки
<a href="https://by.patents.su/5-u9274-shtamp-dlya-izgotovleniya-stupenchatojj-pokovki-s-gluhimi-polostyami-kombinirovannym-vydavlivaniem.html" rel="bookmark" title="База патентов Беларуси">Штамп для изготовления ступенчатой поковки с глухими полостями комбинированным выдавливанием</a>
Штамп для изготовления ступенчатой поковки с глухими полостями
Номер патента: U 9187
Опубликовано: 30.04.2013
Авторы: Клубович Владимир Владимирович, Ананчук Алексей Никитич, Демидович Александр Васильевич, Липницкий Алексей Станиславович, Клушин Валерий Александрович
МПК: B21J 13/02, B21C 23/02
Метки: поковки, ступенчатой, глухими, штамп, полостями, изготовления
Текст:
...и нижняя части штампа связаны направляющими колонками (на чертеже не показаны). Траверса 3 выполнена со вставкой 9, охватывающей нижний пуансон 8 и установленной соосно с верхним пуансоном 5 и матрицей 7, для фиксации заготовки 10 и съема отштампованной поковки 11. Траверса 3 установлена на колонках 12, 13 и опирается на пружины 14, 15. Подъем траверсы 3 и съем отштампованной поковки 11 с нижнего пуансона 8 осуществляют тягами 16, 17 при...
Штамп для изготовления ступенчатой осесимметричной поковки
Номер патента: U 8585
Опубликовано: 30.10.2012
Авторы: Клушин Валерий Александрович, Клубович Владимир Владимирович, Ананчук Алексей Никитич, Липницкий Алексей Станиславович
МПК: B21H 1/00
Метки: поковки, ступенчатой, изготовления, штамп, осесимметричной
Текст:
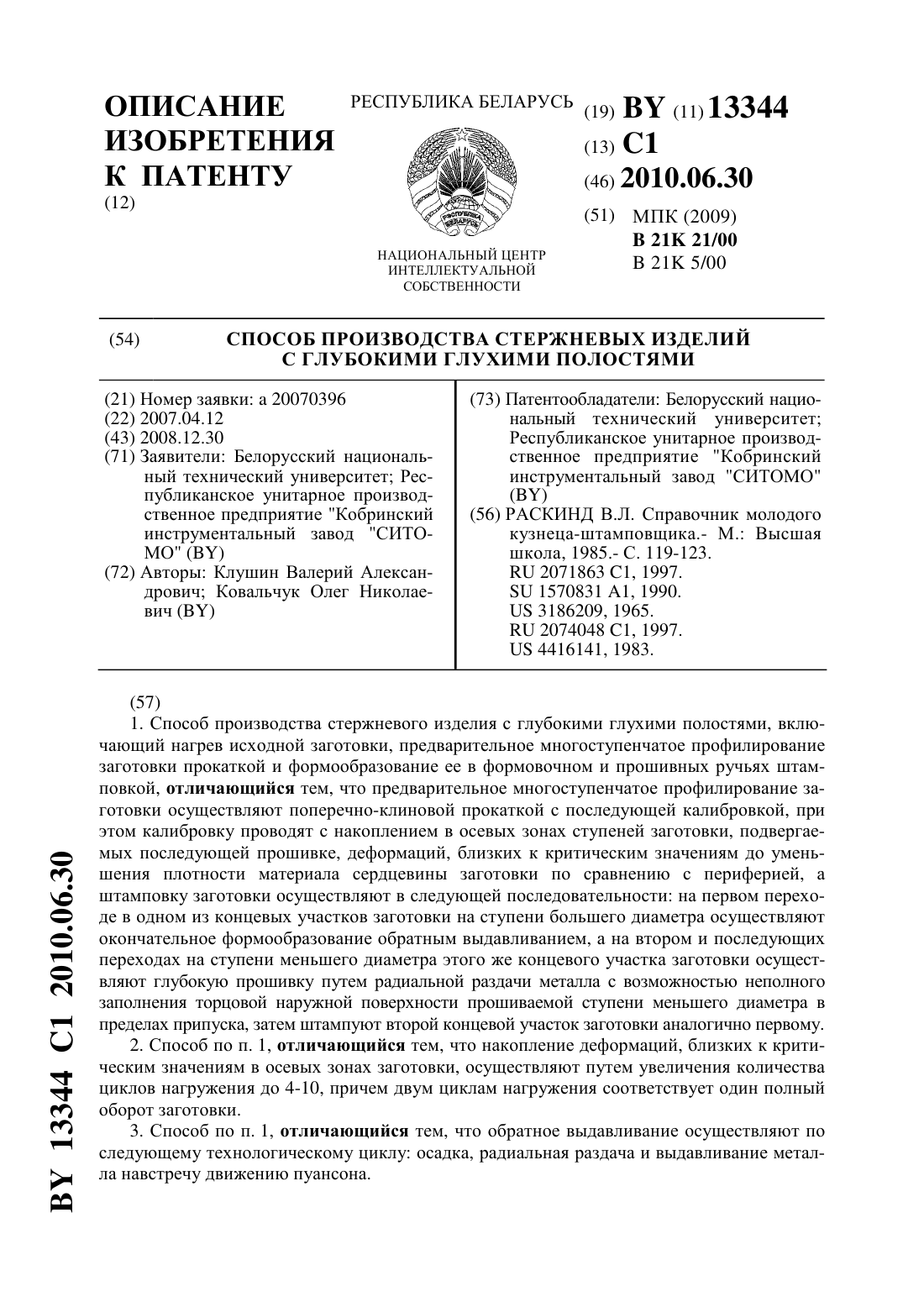
...заготовки выполнены с клиновыми торцовыми поверхностями с уклоном вниз в направлении нижнего пуансона. Технический результат полезной модели реализован тем, что улучшено качество изготовления ступенчатой осесимметричной поковки. Улучшение качества поковки достигается за счет центрирования исходной заготовки с диаметром сечения, меньшим максимального диаметра штампуемой поковки, что позволяет оптимизировать кинематику течения металла...
Штамп для изготовления ступенчатой фланцевой поковки с глухой полостью

Номер патента: U 8584
Опубликовано: 30.10.2012
Авторы: Клушин Валерий Александрович, Ананчук Алексей Никитич, Демидович Александр Васильевич, Липницкий Алексей Станиславович
МПК: B21H 1/00
Метки: ступенчатой, полостью, поковки, изготовления, фланцевой, глухой, штамп
Текст:
...формообразования стержневой части поковки фиг. 5 - технологические переходы штамповки, положение деталей штампа на стадии окончательного формообразования поковки фиг. 6 - вид А по фиг. 1 фиг. 7 - вид Б по фиг. 1. Штамп (фиг. 1) для изготовления ступенчатой фланцевой поковки с глухой полостью включает верхнюю плиту 1, нижнюю плиту 2 и траверсу 3 с приемником 4 для установки исходной заготовки 5. 85842012.10.30 На верхней плите 1 закреплена...
Штамп для изготовления осесимметричной поковки с глухой полостью и фланцем

Номер патента: U 8831
Опубликовано: 30.12.2012
Авторы: Клушин Валерий Александрович, Демидович Александр Васильевич, Ананчук Алексей Никитич
МПК: B21H 1/00
Метки: осесимметричной, изготовления, поковки, глухой, фланцем, полостью, штамп
Текст:
...переходы штамповки, положение деталей штампа в начальной стадии деформации исходной заготовки фиг. 3 - технологические переходы штамповки, положение деталей штампа на стадии формообразования стержневой части поковки фиг. 4 - технологические переходы штамповки, положение деталей штампа на стадии окончательного формообразования поковки. Штамп (фиг. 1) для изготовления осесимметричной поковки с глухой полостью и фланцем включает верхнюю...
Способ производства стержневых изделий с глубокими глухими полостями
Номер патента: 13344
Опубликовано: 30.06.2010
Авторы: Ковальчук Олег Николаевич, Клушин Валерий Александрович
МПК: B21K 21/00, B21K 5/00
Метки: полостями, глухими, стержневых, глубокими, изделий, производства, способ
Текст:
...деформации и трения горячего металла о пуансон. Новая технология. Апробацию новой технологии осуществляли на Кобринском инструментальном заводе СИТОМО (КИЗ СИТОМО) в следующей последовательности предварительное многоступенчатое профилирование заготовки 32214 мм поперечно-клиновой прокаткой на вальцах Н 500 13344 1 2010.06.30 штамповка профилированной заготовки за 2-3 перехода на ГКМ на первом переходе в одном из концевых участков заготовки...
Предыдущий патент: Транспортное средство для сбора и трелевки древесины
Следующий патент: Устройство для тестирования скорости воспламенения жидких топлив
Случайный патент: Генератор сухого пара