Штамп для изготовления ступенчатой поковки с глухими полостями
Номер патента: U 9187
Опубликовано: 30.04.2013
Авторы: Липницкий Алексей Станиславович, Клушин Валерий Александрович, Ананчук Алексей Никитич, Клубович Владимир Владимирович, Демидович Александр Васильевич
Текст
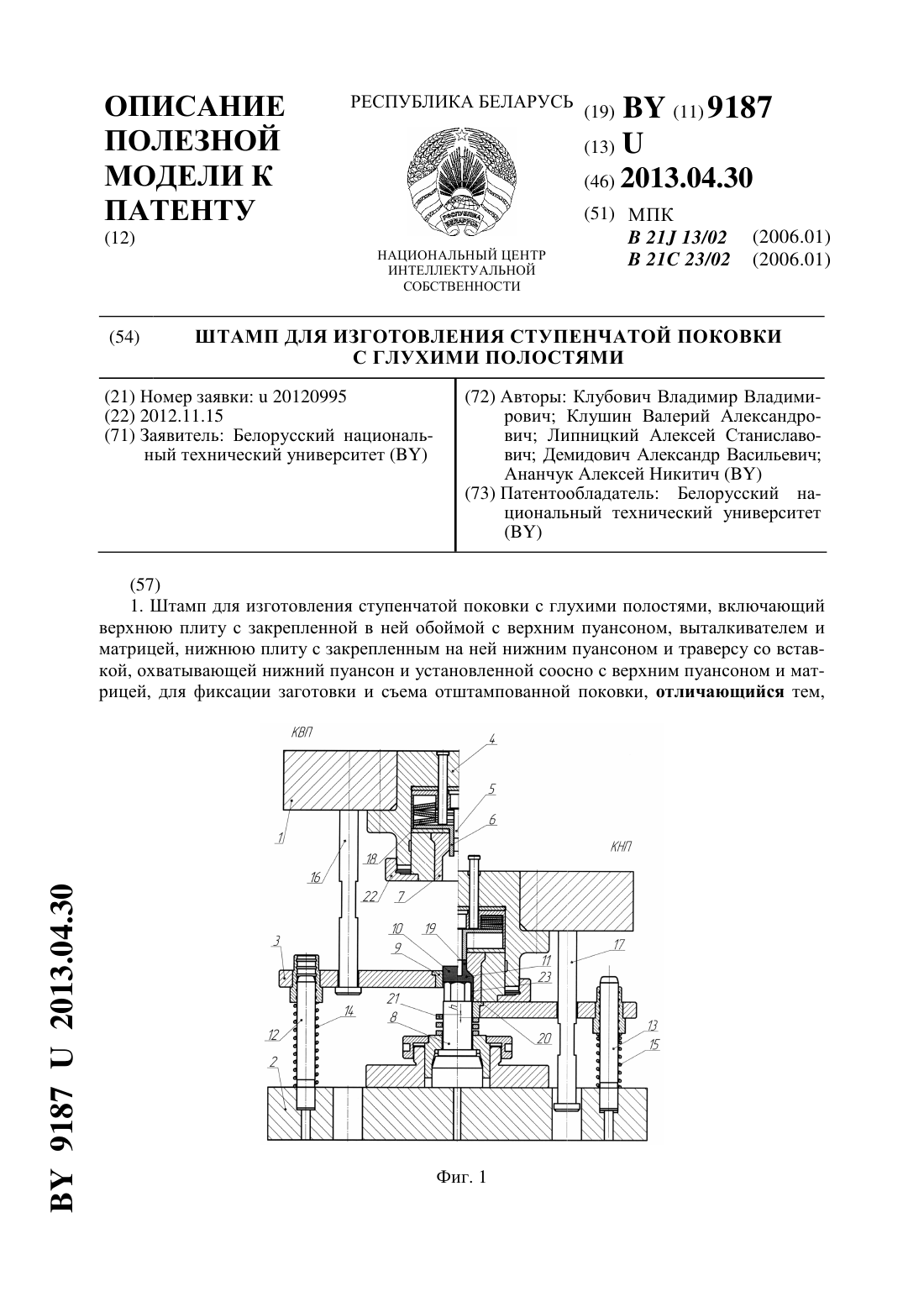
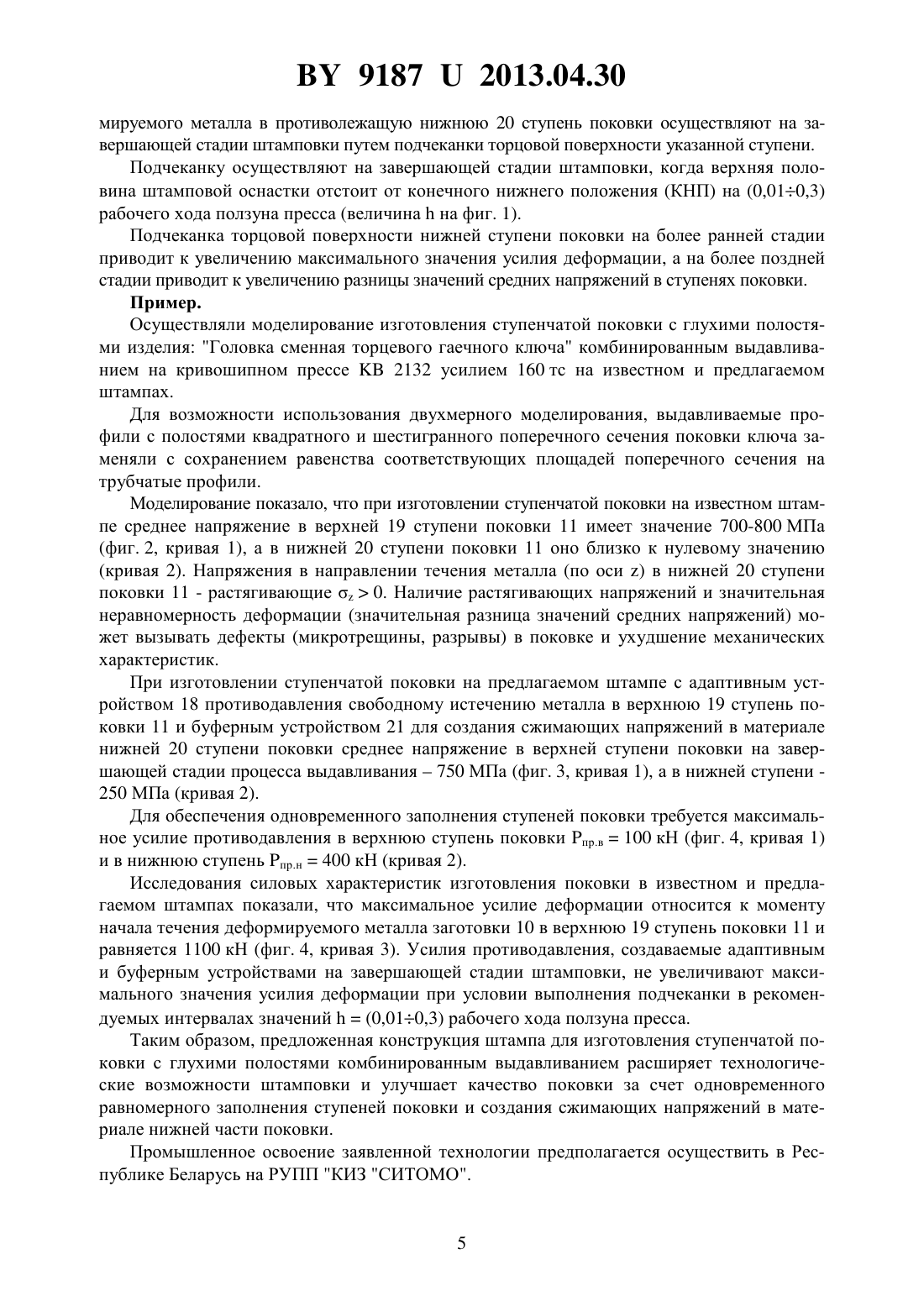
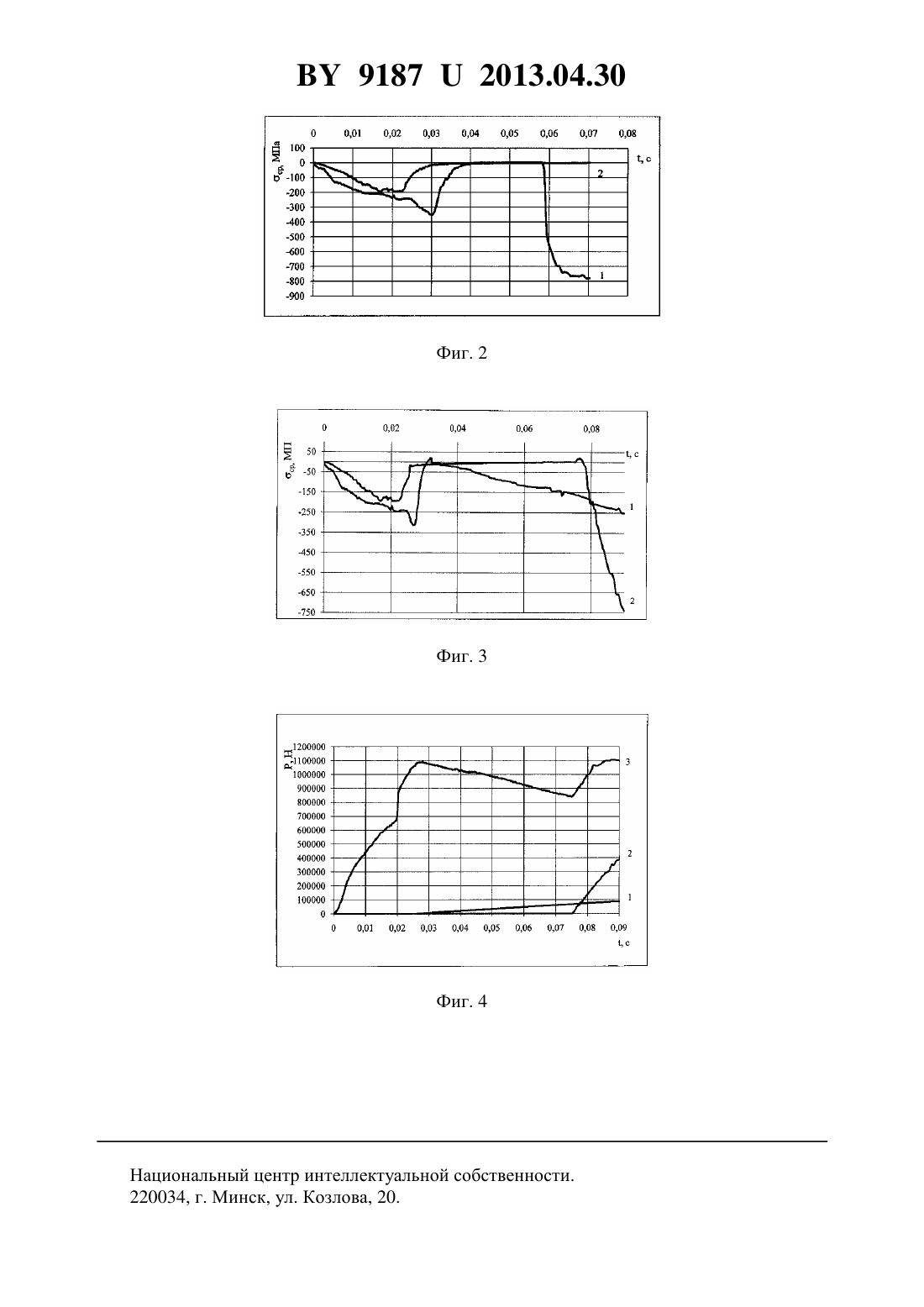
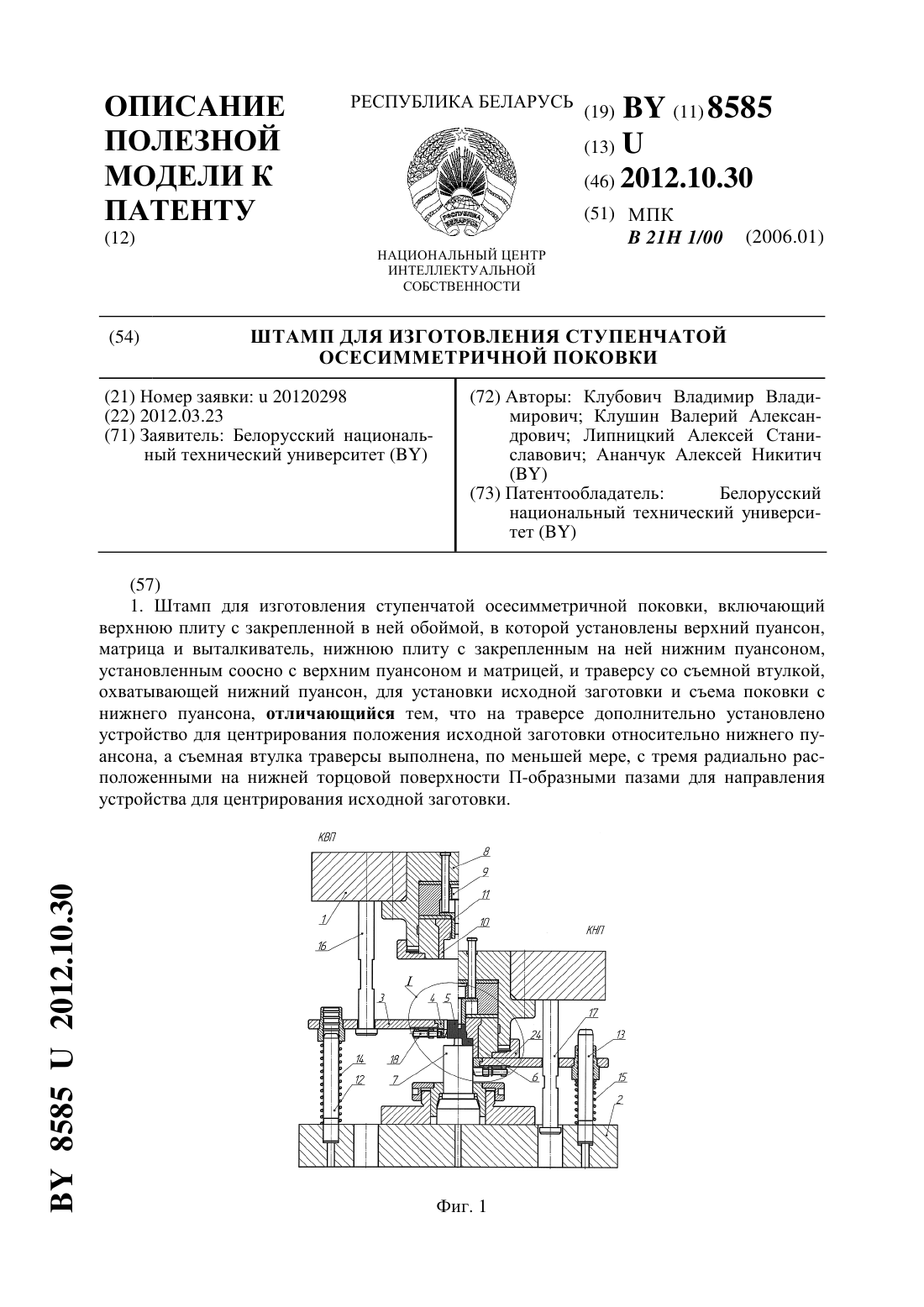
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТОЙ ПОКОВКИ С ГЛУХИМИ ПОЛОСТЯМИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Клубович Владимир Владимирович Клушин Валерий Александрович Липницкий Алексей Станиславович Демидович Александр Васильевич Ананчук Алексей Никитич(73) Патентообладатель Белорусский национальный технический университет(57) 1. Штамп для изготовления ступенчатой поковки с глухими полостями, включающий верхнюю плиту с закрепленной в ней обоймой с верхним пуансоном, выталкивателем и матрицей, нижнюю плиту с закрепленным на ней нижним пуансоном и траверсу со вставкой, охватывающей нижний пуансон и установленной соосно с верхним пуансоном и матрицей, для фиксации заготовки и съема отштампованной поковки, отличающийся тем, Фиг. 1 91872013.04.30 что выталкиватель снабжен адаптивным устройством противодавления свободному истечению металла в верхнюю ступень поковки для одновременного равномерного заполнения верхней и нижней ступеней поковки, а под вставку дополнительно установлено охватывающее нижний пуансон буферное устройство для создания сжимающих напряжений в материале нижней части поковки. 2. Штамп по п. 1, отличающийся тем, что адаптивное устройство выполнено в виде пакета тарельчатых пружин, размещенных в обойме штампа над выталкивателем. 3. Штамп по п. 1, отличающийся тем, что буферное устройство выполнено в виде прорезной пружины.(56) 1. Ковка и штамповка Справочник. В 4-х т. / Ред. совет Е.И. Семенов (пред.) и др. М. Машиностроение, 1987. - Т. 3. Холодная объемная штамповка / Под ред. Г.А.Навроцкого, 1987. - С. 143, рис. 25. 2. Рудович А.О., Клушин В.А., и др. Ресурсосберегающие технологии на КИЗ СИТОМО / Под общ. ред. академика НАН Беларуси А.В.Степаненко / Прогрессивные технологии обработки металлов давлением материалы Международной научно-технической конференции, посвященной 100-летию со дня рождения академика АН БССР В.П.Северденко. В 2 ч. - Минск УП Экопереспектива, 2004. - Ч. 1. - С. 153-160. Полезная модель относится к обработке металлов давлением и может быть использована при разработке штампов для малоотходных процессов пластического формообразования ступенчатых поковок с глухими полостями комбинированным выдавливанием,например головок сменных торцовых ключей. Известен штамп для изготовления ступенчатой поковки с глухими полостями обратным выдавливанием на прессе с кантовкой заготовки 1. Недостаток штампа заключается в низкой производительности изготовления поковок. Указанный штамп целесообразно использовать при многопозиционной штамповке на прессе с кантующим устройством. В качестве прототипа полезной модели выбран штамп для изготовления ступенчатой поковки с глухими полостями, включающий верхнюю плиту с закрепленным в ней обоймой с верхним пуансоном, выталкивателем и матрицей, нижнюю плиту с закрепленной на ней нижним пуансоном и траверсу со вставкой, охватывающей нижний пуансон и установленной соосно с верхним пуансоном и матрицей, для фиксации заготовки и съема отштампованной поковки 2. Недостаток известной конструкции штампа заключается в том, что при изготовлении поковки комбинированное выдавливание верхней и нижней противолежащих ступеней с глухими полостями происходит путем саморегулируемого свободного истечения деформируемого металла. Учитывая, что поковки реальных ступенчатых изделий могут иметь различные формы, размеры и объемы противолежащих ступеней с глухими полостями, то окончательное заполнение ступеней свободным истечением деформируемого металла происходит не одновременно, что обуславливает неравномерность деформации поковки. Неравномерность деформации и наличие растягивающих напряжений в поковке в процессе ее штамповки может быть причиной зарождения дефектов (микротрещин, разрывов) поковки. Таким образом, недостаток известного штампа для изготовления ступенчатой поковки с глухими полостями в недостаточно высоком качестве получаемых поковок из-за его ограниченных технологических возможностей, заключающихся в невозможности одновременного равномерного заполнения верхней и нижней ступеней поковки и в наличии в поковке растягивающих напряжений. В ступенях поковки возможны микротрещины и разрывы деформируемого металла. 2 91872013.04.30 В основу полезной модели положена задача повышения качества изготовления ступенчатой поковки с глухими полостями комбинированным выдавливанием за счет создания конструкции штампа, в котором управляют кинематикой течения деформируемого металла для обеспечения равномерного заполнения верхней и нижней противолежащих ступеней с глухими полостями вне зависимости от соотношения их объемов и сжимающих напряжений в материале нижней части поковки на завершающей стадии штамповки. Поставленная задача достигается тем, что в штампе для изготовления ступенчатой поковки с глухими полостями, включающем верхнюю плиту с закрепленной в ней обоймой с верхним пуансоном, выталкивателем и матрицей, нижнюю плиту с закрепленным на ней нижним пуансоном и траверсу со вставкой, охватывающей нижний пуансон и установленной соосно с верхним пуансоном и матрицей, для фиксации заготовки и съема отштампованной поковки, согласно полезной модели, выталкиватель снабжен адаптивным устройством противодавления свободному истечению металла в верхнюю ступень поковки для одновременного равномерного заполнения верхней и нижней ступеней поковки, а под вставку дополнительно установлено охватывающее нижний пуансон буферное устройство для создания сжимающих напряжений в материале нижней части поковки. В штампе адаптивное устройство выполнено в виде пакета тарельчатых пружин, размещенных в обойме штампа над выталкивателем. В штампе буферное устройство выполнено в виде прорезной пружины. Технический результат реализован тем, что улучшено качество изготовления ступенчатой поковки. Улучшение качества поковки достигается за счет одновременного равномерного заполнения верхней и нижней ступеней поковки и наличия сжимающих напряжений в материале нижней части поковки на завершающей стадии штамповки, что позволяет оптимизировать кинематику течения металла при формообразовании поковки для исключения образования дефектов в виде микротрещин, разрывов, прострелов и др. Штамп для изготовления ступенчатой поковки с глухими полостями поясняется чертежами, где фиг. 1 - общий вид штампа слева - верхняя часть штампа в конечном верхнем положении (КВП), справа - верхняя часть штампа в конечном нижнем положении (КНП) фиг. 2 - график изменения напряжений в выдавливаемых ступенях поковки при штамповке на известном штампе фиг. 3 - график изменения напряжений в выдавливаемых ступенях поковки при штамповке с противодавлением течению деформируемого металла в верхнюю и нижнюю ступени поковки фиг. 4 - графики изменения усилий деформации и противодавлений при штамповке на предлагаемом штампе. Штамп (фиг. 1) для изготовления ступенчатой поковки с глухими полостями включает верхнюю плиту 1, нижнюю плиту 2 и траверсу 3. На верхней плите 1 штампа закреплена обойма 4 с верхним пуансоном 5, выталкивателем 6 и матрицей 7. На нижней плите 2 закреплен нижний пуансон 8. Верхняя и нижняя части штампа связаны направляющими колонками (на чертеже не показаны). Траверса 3 выполнена со вставкой 9, охватывающей нижний пуансон 8 и установленной соосно с верхним пуансоном 5 и матрицей 7, для фиксации заготовки 10 и съема отштампованной поковки 11. Траверса 3 установлена на колонках 12, 13 и опирается на пружины 14, 15. Подъем траверсы 3 и съем отштампованной поковки 11 с нижнего пуансона 8 осуществляют тягами 16, 17 при возврате верхней плиты 1 из конечного нижнего положения (КНП) в конечное верхнее положения (КВП) штампа. 3 91872013.04.30 Выталкиватель 6 снабжен адаптивным устройством 18 противодавления свободному истечению металла в верхнюю ступень 19 поковки 11 для одновременного равномерного заполнения верхней 19 и нижней 20 ступеней поковки 11. Под вставку 9 дополнительно установлено охватывающее нижний пуансон 8 буферное устройство 21 для создания сжимающих напряжений в материале нижней части поковки 11. Адаптивное устройство 18 выполнено в виде пакета тарельчатых пружин, размещенных в обойме 4 штампа над выталкивателем 6. Буферное устройство 21 выполнено в виде прорезной пружины. Работу штампа осуществляют следующим образом. В КВП штампа (фиг. 1, слева) производят укладку и фиксацию заготовки 10 во вставке 9 с опорой на нижний пуансон 8. Включают рабочий ход пресса. Верхняя плита 1 с закрепленной в ней обоймой 4, в которой установлены верхний пуансон 5, выталкиватель 6 и матрица 7, движется вниз. Обойма 8 через гайку 22 воздействует на траверсу 3 со вставкой 9 и перемещает их вниз. В момент начала деформации заготовки 10 матрица 7 охватывает нижний пуансон 8,образуя закрытый калибр 23 для последующего формообразования ступенчатой поковки 11. Изготовления ступенчатой поковки 11 с глухими полостями комбинированным выдавливание деформируемого металла в каждую из ступеней 19 и 20 осуществляют со средними скоростями истечения, пропорциональными их объемам (вс / .вснс / .нс) путем создания противодавления течению деформируемого металла в ступени поковки. вс и .вс - объем и средняя скорость истечения металла в верхнюю ступень поковки,а нс и .нс - объем и средняя скорость истечения металла в нижнюю ступень поковки. В начальной стадии деформации заготовки 10 адаптивным устройством 18 создают противодавление течению металла в верхнюю 19 ступень поковки 11, в которой, при свободном саморегулируемом истечении металла, заполнение калибра 23 матрицы 7 деформируемым металлом происходит ранее. Противодавление течению металла изменяет кинематику течения металла, сдерживает заполнение верхней 19 ступени, обеспечивая при этом одновременное равномерное заполнение обеих (верхней 19 и нижней 20) ступеней поковки 11. На завершающей стадии штамповки заготовки 10 буферным устройством 21 через вставку 9 сдерживают свободное истечение металла в нижнюю ступень 20, создавая при этом сжимающие напряжения в материале нижней части поковки 11. Противодавление течению деформируемого металла в ступень 19 поковки 11 создают путем приложения дополнительных сил противодавления к верхнему торцу заготовки 10 через выталкиватель 6. Противодавление течению деформируемого металла в ступень 20 поковки 11 создают путем приложения дополнительных сил противодавления к нижнему торцу заготовки 10 через вставку 9 штампа. Таким образом, создавая противодавление течению металла в обе ступени поковки (в верхнюю 19 ступень адаптивным устройством 18, а в нижнюю 20 ступень буферным устройством 21) изменяют кинематику течения металла для одновременного равномерного заполнения обеих ступеней поковки 11 и напряженно-деформированное состояние поковки для создания сжимающих напряжений в материале нижней части поковки. Равномерное заполнение поковки 11 уменьшает неоднородность деформации и значительно сокращает разницу значений средних напряжений в ступенях 19, 20 поковки 11, а условия всестороннего неравномерного сжатия деформируемого металла на завершающей стадии штамповки способствуют повышению качества поковки за счет улучшения комплекса ее механических свойств. Противодавление течению деформируемого металла в верхнюю 19 ступень поковки 11 осуществляют с момента начала ее заполнения металлом, а противодавление течению дефор 4 91872013.04.30 мируемого металла в противолежащую нижнюю 20 ступень поковки осуществляют на завершающей стадии штамповки путем подчеканки торцовой поверхности указанной ступени. Подчеканку осуществляют на завершающей стадии штамповки, когда верхняя половина штамповой оснастки отстоит от конечного нижнего положения (КНП) на (0,010,3) рабочего хода ползуна пресса (величинана фиг. 1). Подчеканка торцовой поверхности нижней ступени поковки на более ранней стадии приводит к увеличению максимального значения усилия деформации, а на более поздней стадии приводит к увеличению разницы значений средних напряжений в ступенях поковки. Пример. Осуществляли моделирование изготовления ступенчатой поковки с глухими полостями изделия Головка сменная торцевого гаечного ключа комбинированным выдавливанием на кривошипном прессе 2132 усилием 160 тс на известном и предлагаемом штампах. Для возможности использования двухмерного моделирования, выдавливаемые профили с полостями квадратного и шестигранного поперечного сечения поковки ключа заменяли с сохранением равенства соответствующих площадей поперечного сечения на трубчатые профили. Моделирование показало, что при изготовлении ступенчатой поковки на известном штампе среднее напряжение в верхней 19 ступени поковки 11 имеет значение 700-800 МПа(кривая 2). Напряжения в направлении течения металла (по оси ) в нижней 20 ступени поковки 11 - растягивающие 0. Наличие растягивающих напряжений и значительная неравномерность деформации (значительная разница значений средних напряжений) может вызывать дефекты (микротрещины, разрывы) в поковке и ухудшение механических характеристик. При изготовлении ступенчатой поковки на предлагаемом штампе с адаптивным устройством 18 противодавления свободному истечению металла в верхнюю 19 ступень поковки 11 и буферным устройством 21 для создания сжимающих напряжений в материале нижней 20 ступени поковки среднее напряжение в верхней ступени поковки на завершающей стадии процесса выдавливания 750 МПа (фиг. 3, кривая 1), а в нижней ступени 250 МПа (кривая 2). Для обеспечения одновременного заполнения ступеней поковки требуется максимальное усилие противодавления в верхнюю ступень поковки пр.в 100 кН (фиг. 4, кривая 1) и в нижнюю ступень пр.н 400 кН (кривая 2). Исследования силовых характеристик изготовления поковки в известном и предлагаемом штампах показали, что максимальное усилие деформации относится к моменту начала течения деформируемого металла заготовки 10 в верхнюю 19 ступень поковки 11 и равняется 1100 кН (фиг. 4, кривая 3). Усилия противодавления, создаваемые адаптивным и буферным устройствами на завершающей стадии штамповки, не увеличивают максимального значения усилия деформации при условии выполнения подчеканки в рекомендуемых интервалах значений(0,010,3) рабочего хода ползуна пресса. Таким образом, предложенная конструкция штампа для изготовления ступенчатой поковки с глухими полостями комбинированным выдавливанием расширяет технологические возможности штамповки и улучшает качество поковки за счет одновременного равномерного заполнения ступеней поковки и создания сжимающих напряжений в материале нижней части поковки. Промышленное освоение заявленной технологии предполагается осуществить в Республике Беларусь на РУПП КИЗ СИТОМО. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B21J 13/02, B21C 23/02
Метки: поковки, ступенчатой, глухими, изготовления, штамп, полостями
Код ссылки
<a href="https://by.patents.su/6-u9187-shtamp-dlya-izgotovleniya-stupenchatojj-pokovki-s-gluhimi-polostyami.html" rel="bookmark" title="База патентов Беларуси">Штамп для изготовления ступенчатой поковки с глухими полостями</a>
Штамп для изготовления ступенчатой осесимметричной поковки
Номер патента: U 8585
Опубликовано: 30.10.2012
Авторы: Ананчук Алексей Никитич, Клушин Валерий Александрович, Клубович Владимир Владимирович, Липницкий Алексей Станиславович
МПК: B21H 1/00
Метки: изготовления, осесимметричной, ступенчатой, поковки, штамп
Текст:
...заготовки выполнены с клиновыми торцовыми поверхностями с уклоном вниз в направлении нижнего пуансона. Технический результат полезной модели реализован тем, что улучшено качество изготовления ступенчатой осесимметричной поковки. Улучшение качества поковки достигается за счет центрирования исходной заготовки с диаметром сечения, меньшим максимального диаметра штампуемой поковки, что позволяет оптимизировать кинематику течения металла...
Штамп для изготовления ступенчатой фланцевой поковки с глухой полостью

Номер патента: U 8584
Опубликовано: 30.10.2012
Авторы: Липницкий Алексей Станиславович, Клушин Валерий Александрович, Ананчук Алексей Никитич, Демидович Александр Васильевич
МПК: B21H 1/00
Метки: фланцевой, поковки, изготовления, ступенчатой, штамп, глухой, полостью
Текст:
...формообразования стержневой части поковки фиг. 5 - технологические переходы штамповки, положение деталей штампа на стадии окончательного формообразования поковки фиг. 6 - вид А по фиг. 1 фиг. 7 - вид Б по фиг. 1. Штамп (фиг. 1) для изготовления ступенчатой фланцевой поковки с глухой полостью включает верхнюю плиту 1, нижнюю плиту 2 и траверсу 3 с приемником 4 для установки исходной заготовки 5. 85842012.10.30 На верхней плите 1 закреплена...
Штамп для изготовления осесимметричной поковки с глухой полостью и фланцем

Номер патента: U 8831
Опубликовано: 30.12.2012
Авторы: Ананчук Алексей Никитич, Клушин Валерий Александрович, Демидович Александр Васильевич
МПК: B21H 1/00
Метки: штамп, осесимметричной, изготовления, поковки, глухой, полостью, фланцем
Текст:
...переходы штамповки, положение деталей штампа в начальной стадии деформации исходной заготовки фиг. 3 - технологические переходы штамповки, положение деталей штампа на стадии формообразования стержневой части поковки фиг. 4 - технологические переходы штамповки, положение деталей штампа на стадии окончательного формообразования поковки. Штамп (фиг. 1) для изготовления осесимметричной поковки с глухой полостью и фланцем включает верхнюю...
Способ производства стержневых изделий с глубокими глухими полостями
Номер патента: 13344
Опубликовано: 30.06.2010
Авторы: Клушин Валерий Александрович, Ковальчук Олег Николаевич
МПК: B21K 5/00, B21K 21/00
Метки: глубокими, изделий, способ, стержневых, глухими, производства, полостями
Текст:
...деформации и трения горячего металла о пуансон. Новая технология. Апробацию новой технологии осуществляли на Кобринском инструментальном заводе СИТОМО (КИЗ СИТОМО) в следующей последовательности предварительное многоступенчатое профилирование заготовки 32214 мм поперечно-клиновой прокаткой на вальцах Н 500 13344 1 2010.06.30 штамповка профилированной заготовки за 2-3 перехода на ГКМ на первом переходе в одном из концевых участков заготовки...
Способ производства торцовых ключей с глубокими глухими полостями
Номер патента: 13345
Опубликовано: 30.06.2010
Авторы: Клушин Валерий Александрович, Ковальчук Олег Николаевич
МПК: B21K 5/00
Метки: ключей, торцовых, производства, способ, глубокими, глухими, полостями
Текст:
...на ГКМ за 2-3 перехода на первом переходе штамповки в одном из концевых участков заготовки на ступени большего диаметра осуществляли предварительное формообразование головки ключа обратным выдавливанием, а на втором и последующих переходах на ступени меньшего диаметра этого же концевого участка заготовки осуществляли глубокую прошивку путем радиальной раздачи металла, с возможностью неполного заполнения торцовой наружной поверхности...
Предыдущий патент: Энергетическая свая
Следующий патент: Устройство когенерации из солнечного излучения
Случайный патент: Каток для трамбовки силоса