Устройство для обработки резанием с обкатыванием
Номер патента: U 7076
Опубликовано: 28.02.2011
Авторы: Жолобов Александр Алексеевич, Шатуров Денис Геннадьевич
Текст
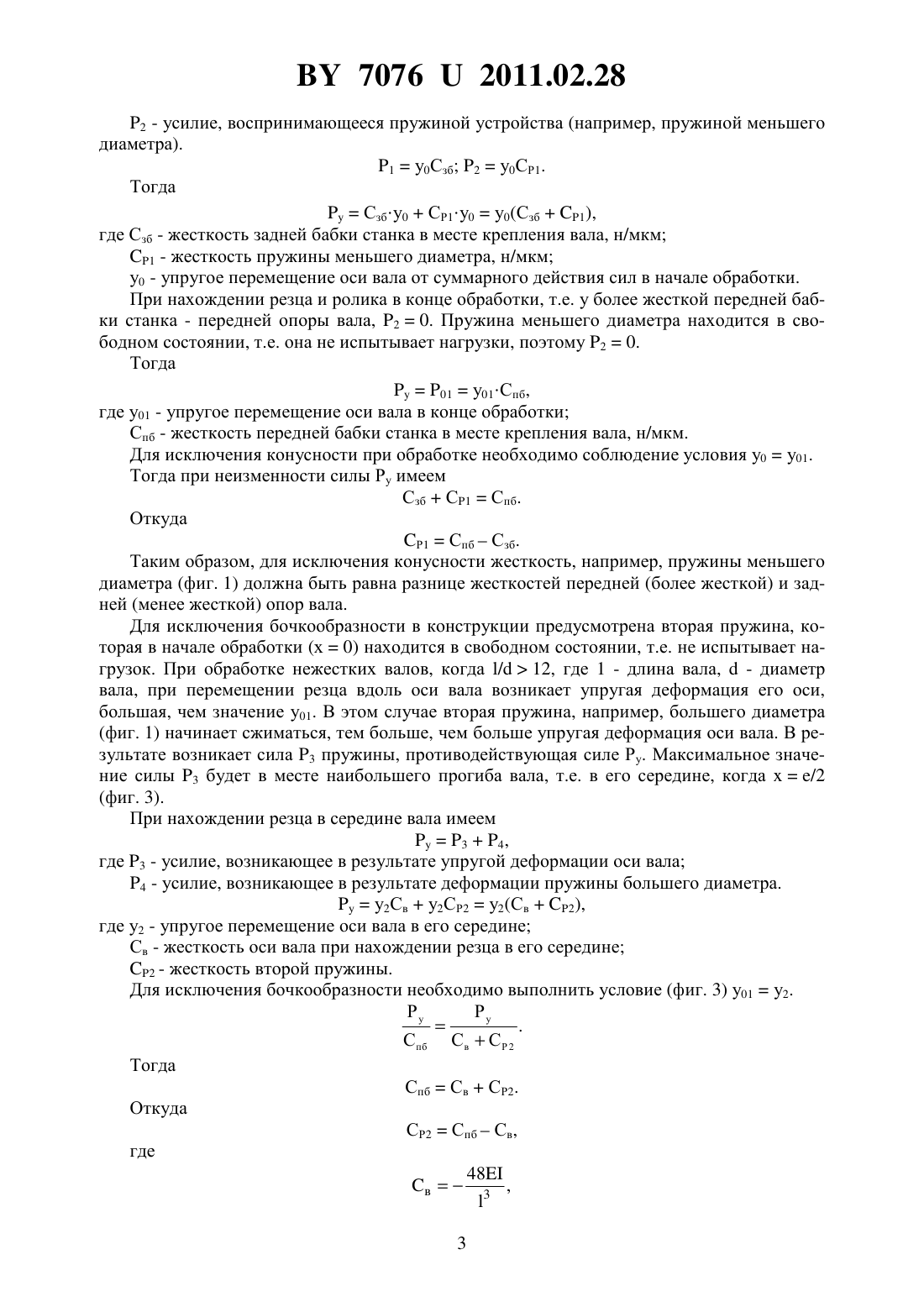
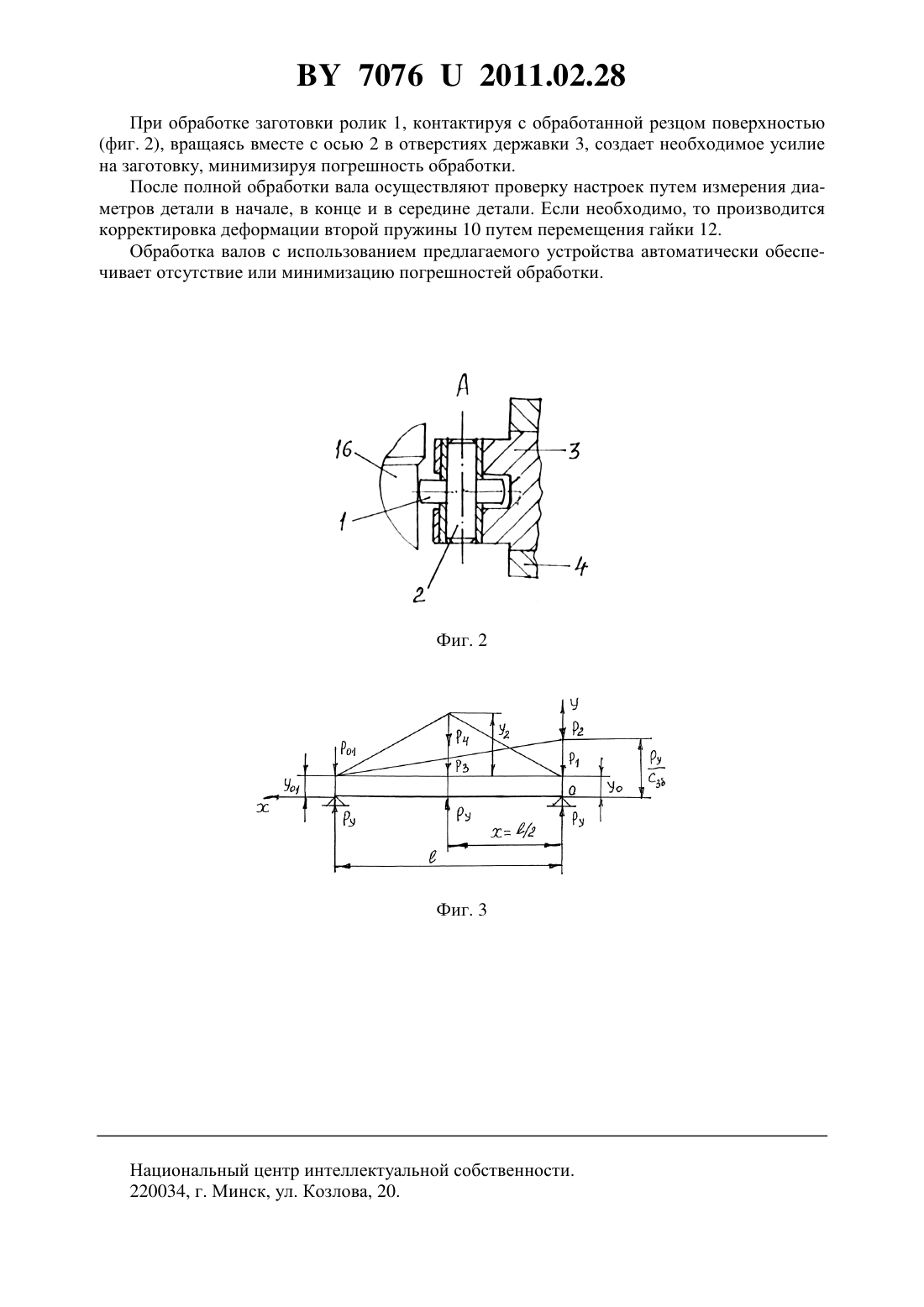
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ С ОБКАТЫВАНИЕМ(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Жолобов Александр Алексеевич Шатуров Денис Геннадьевич(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) Устройство для обработки резанием с обкатыванием, содержащее деформирующий элемент, например ролик, установленный относительно детали оппозитно резцу на оси в торце державки, размещенной в отверстии корпуса с возможностью осевого перемещения,и пружины, установленной на хвостовике державки с упором с одной стороны в ее торцевой уступ, а с другой - в гайку корпуса, отличающееся тем, что соосно с пружиной в отверстии корпуса размещена вторая пружина с упором в торцевой уступ державки и опорой на фигурную шайбу наружной гайки корпуса, при этом жесткость первой пружины равна разнице жесткостей передней и задней бабок станка, а жесткость второй пружины равна разнице жесткостей передней бабки станка и заготовки в месте ее наибольшего прогиба.(56) 1. Чистосердов П.С. Комбинированные инструменты для отделочно-упрочняющей обработки. - Минск Беларусь, 1977. - С. 63. 2. Шнейдер Ю.Г. Инструмент для чистовой обработки металлов давлением. - Л. Машиностроение, 1970. - С. 102. 70762011.02.28 Полезная модель относится к области машиностроения, в частности к металлообработке заготовок на металлорежущих станках. Известно устройство для совмещенной обработки резанием с обкатыванием деформирующим элементом 1, содержащее резец и обкатывающий ролик одностороннего действия. Однако увеличенная сила резания от действия резца и ролика увеличивает упругие деформации элементов технологической системы, что уменьшает точность обработки. Известно устройство для совмещенной обработки резанием с одновременным обкатыванием, содержащее деформирующий элемент - шарик, упруго действующий на обрабатываемую поверхность заготовки посредством пружины и установленный относительно вала оппозитно резцу 2. Однако устройство не обеспечивает равенство радиальной силы резания и оптимальной величины силы давления деформирующего элемента на обрабатываемую поверхность. Это приводит к нестабильной шероховатости на всей длине обработки. Кроме того, устройство не учитывает изменение жесткости элементов (опор вала и самого вала) технологической системыпри перемещении резца вдоль оси вала при обработке. Поскольку существует разница в величинах радиальной силы резания и оптимальной силы давления шарика, обеспечивающего наименьшую шероховатость обрабатываемой поверхности, то, в силу изменения жесткости элементов технологической системы при продольном перемещении резца, происходит изменение упругой деформации оси вала относительно вершины резца. Это приводит к изменению диаметра вала в процессе обработки, что уменьшает точность. Задачей настоящей полезной модели является повышение точности обработки. Указанная задача достигается тем, что в устройстве для обработки резанием с обкатыванием, содержащем деформирующий элемент, например ролик, установленный относительно детали оппозитно резцу на оси в торце державки, размещенной в отверстии корпуса с возможностью осевого перемещения, и пружины, установленной на хвостовике державки с упором с одной стороны в ее торцевой уступ, а с другой - в гайку корпуса, согласно полезной модели, соосно с пружиной в отверстии корпуса размещена вторая пружина с упором в торцевой уступ державки и опорой на фигурную шайбу наружной гайки корпуса, при этом жесткость первой пружины равна разнице жесткостей передней и задней бабок станка, а жесткость второй пружины равна разнице жесткостей передней бабки станка и заготовки в месте ее наибольшего прогиба. Устройство для совмещенной обработки резанием с обкатыванием роликом предусматривает компенсацию радиальной силы резания на продольный изгиб вала и деформацию его опор, не осуществляя при этом поверхностного пластического деформирования обработанной резцом поверхности. Для получения точности диаметральных размеров валы после токарной обработки обычно шлифуют. Совмещенная обработка валов резанием с одновременным поверхностным пластическим деформированием, например, роликом обработанной резцом поверхности не обеспечивает ни точности размеров, ни одинаковой шероховатости в продольном сечении вала. Поэтому разработка устройств для обработки нежестких валов точением с управлением упругих деформаций для получения необходимой точности после токарной обработки с последующим финишным обкатыванием, исключающим процесс шлифования и тем самым шаржирование обработанной поверхности абразивом, является актуальной задачей машиностроения. При нахождении резца и ролика в начале обработки, т.е. у задней бабки станка, можно составить уравнение сил, действующих на вал (фиг. 3)12,где- радиальная составляющая силы резания 1 - усилие, воспринимающееся задней бабкой станка - опорой вала 2 70762011.02.28 2 - усилие, воспринимающееся пружиной устройства (например, пружиной меньшего диаметра). 1 у 0 Сзб 2 у 0 СР 1. ТогдаСзбу 0 СР 1 у 0 у 0(Сзб 1),где Сзб - жесткость задней бабки станка в месте крепления вала, н/мкм 1 - жесткость пружины меньшего диаметра, н/мкм у 0 - упругое перемещение оси вала от суммарного действия сил в начале обработки. При нахождении резца и ролика в конце обработки, т.е. у более жесткой передней бабки станка - передней опоры вала, 20. Пружина меньшего диаметра находится в свободном состоянии, т.е. она не испытывает нагрузки, поэтому 20. Тогда 01 у 01 Спб,где у 01 - упругое перемещение оси вала в конце обработки Спб - жесткость передней бабки станка в месте крепления вала, н/мкм. Для исключения конусности при обработке необходимо соблюдение условия у 0 у 01. Тогда при неизменности силы Ру имеем СзбС 1 Спб. Откуда Р 1 СпбСзб. Таким образом, для исключения конусности жесткость, например, пружины меньшего диаметра (фиг. 1) должна быть равна разнице жесткостей передней (более жесткой) и задней (менее жесткой) опор вала. Для исключения бочкообразности в конструкции предусмотрена вторая пружина, которая в начале обработки (х 0) находится в свободном состоянии, т.е. не испытывает нагрузок. При обработке нежестких валов, когда /12, где 1 - длина вала,- диаметр вала, при перемещении резца вдоль оси вала возникает упругая деформация его оси,большая, чем значение у 01. В этом случае вторая пружина, например, большего диаметра(фиг. 1) начинает сжиматься, тем больше, чем больше упругая деформация оси вала. В результате возникает сила 3 пружины, противодействующая силе Ру. Максимальное значение силы 3 будет в месте наибольшего прогиба вала, т.е. в его середине, когда/2(фиг. 3). При нахождении резца в середине вала имеем 34,где 3 - усилие, возникающее в результате упругой деформации оси вала 4 - усилие, возникающее в результате деформации пружины большего диаметра.у 2 Сву 2 СР 2 у 2(Св 2),где у 2 - упругое перемещение оси вала в его середине Св - жесткость оси вала при нахождении резца в его середине 2 - жесткость второй пружины. Для исключения бочкообразности необходимо выполнить условие (фиг. 3) у 01 у 2. Ру Ру 70762011.02.28 где- модуль упругости обрабатываемого материала для стали,2107 н/см 2- момент инерции сечения,0,054- диаметр вала- длина вала. Жесткостьпружины равна 4,3 2(1) 64 где- диаметр проволки- средний диаметр витков- число рабочих витков- модуль сдвига- модуль упругости- коэффициент Пуассона. Таким образом, для исключения бочкообразности необходимо, чтобы жесткость второй пружины наибольшего диаметра была равна разнице жесткостей передней бабки станка и заготовки (вала) в месте ее наибольшего прогиба. В настоящее время авторам неизвестны технические решения, в которых были бы отражены указанные отличия, достаточные для получения эффекта, указанного в цели полезной модели. На фиг. 1 изображена конструкция предлагаемого устройства для совмещенной обработки на фиг. 2 изображен ролик вместе с осью на фиг. 3 изображена схема упругих деформаций задней, передней бабок станка и вала при обработке. Устройство содержит ролик 1, жестко установленный на оси 2 в торце державки 3,размещенной в отверстии корпуса 4 с возможностью осевого перемещения. На хвостовике 5 державки 3 установлена первая пружина 6 меньшего диаметра с опорой с одной стороны на уступ 7 державки 3, а с другой стороны - на шайбу 8 и внутреннюю гайку 9 корпуса 4. В отверстии корпуса соосно с первой пружиной 6 установлена вторая пружина 10 большего диаметра с опорой с одной стороны на уступ 7 державки 3, а с другой стороны - на фигурную крестообразную шайбу 11 и наружную гайку 12 корпуса 4. Крестообразная шайба 11 установлена в отверстие корпуса 4, а четырьмя выступами в пазы 13 корпуса 4. Державка 3 в угловом и в осевом положениях фиксируется винтом 14, входящим в полуоткрытый паз 15. Величина усилия пружин регулируется внутренней гайкой 9 и наружной гайкой 12. Отметим, что корпус устройства может быть выполнен и закреплен на суппорте станка (фиг. 1), а может быть выполнен вместе с держателем резца и закреплен в резцедержателе станка. Настройка и работа устройства происходит следующим образом. При отсутствии контакта ролика 1 с заготовкой 16 резцом 17 (фиг. 1) на выбранных режимах обработки обрабатывают конец заготовки вблизи передней более жесткой опоры. Фиксируют диаметр обработанной поверхности. После чего на выбранных (тех же) режимах обработки обрабатывают конец заготовки вблизи задней менее жесткой опоры (у задней бабки станка). При неравенстве диаметров поверхностей обработанных концов заготовки с помощью гайки 9 за счет сжатия пружины 6 при контакте ролика 1 с заготовкой 16 создается усилиедо получения диаметра обработанной поверхности, равного диаметру поверхности, полученной после проточки у передней опоры вала. Настройка на отсутствие погрешности по конусности осуществлена. После этого вторая пружина 10 гайкой 12 в начале обработки подводится до соприкосновения с уступом 7 с минимальным ее сжатием. При этом ролик 1 находится в контакте с поверхностью обработанной заготовки. Жесткость второй пружины рассчитана по формуле 482 пбвСпб 3 . 70762011.02.28 При обработке заготовки ролик 1, контактируя с обработанной резцом поверхностью(фиг. 2), вращаясь вместе с осью 2 в отверстиях державки 3, создает необходимое усилие на заготовку, минимизируя погрешность обработки. После полной обработки вала осуществляют проверку настроек путем измерения диаметров детали в начале, в конце и в середине детали. Если необходимо, то производится корректировка деформации второй пружины 10 путем перемещения гайки 12. Обработка валов с использованием предлагаемого устройства автоматически обеспечивает отсутствие или минимизацию погрешностей обработки. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B23B 27/00
Метки: обработки, обкатыванием, резанием, устройство
Код ссылки
<a href="https://by.patents.su/5-u7076-ustrojjstvo-dlya-obrabotki-rezaniem-s-obkatyvaniem.html" rel="bookmark" title="База патентов Беларуси">Устройство для обработки резанием с обкатыванием</a>
Устройство для токарной обработки нежестких деталей
Номер патента: 3802
Опубликовано: 30.03.2001
Автор: Бурский Вячеслав Александрович
МПК: B23B 1/00, B23Q 15/00
Метки: нежестких, деталей, токарной, устройство, обработки
Текст:
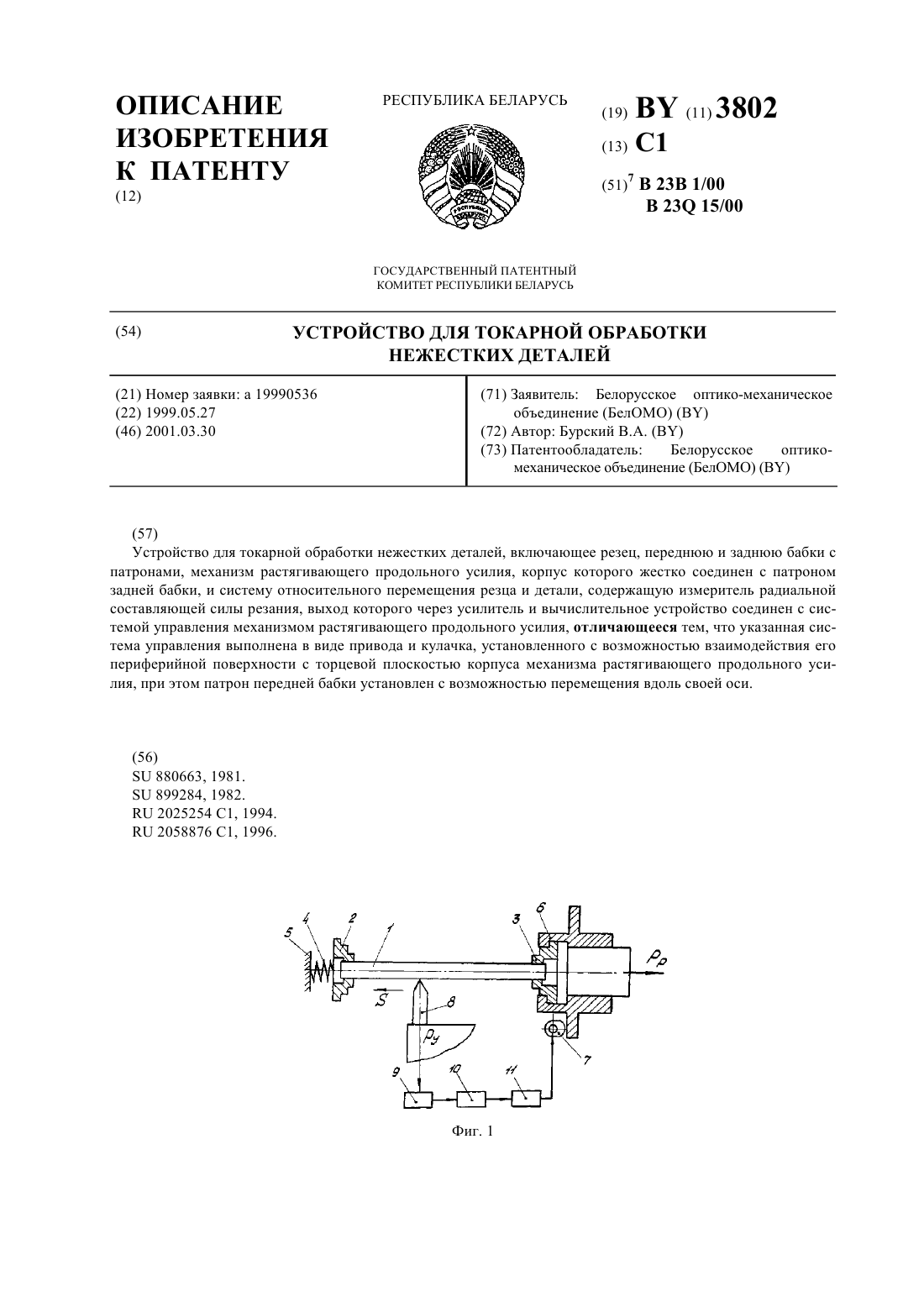
...для токарной обработки нежестких деталей, включающем резец, переднюю и заднюю бабки с патронами, механизм растягивающего продольного усилия, корпус которого жестко соединен с патроном задней бабки, и систему относительного перемещения резца и детали, содержащую измеритель радиальной составляющей силы резания, выход которого через усилитель и вычислительное устройство соединен с системой управления механизмом растягивающего продольного...
Способ и устройство для смазки и охлаждения режущего лезвия инструмента и/или заготовки в процессе обработки металлов резанием
Номер патента: 3599
Опубликовано: 30.12.2000
Автор: Вильфрид ВАЛЬ
МПК: B23Q 11/10, B23D 59/02
Метки: инструмента, обработки, устройство, резанием, смазки, заготовки, режущего, лезвия, металлов, способ, охлаждения, процессе
Текст:
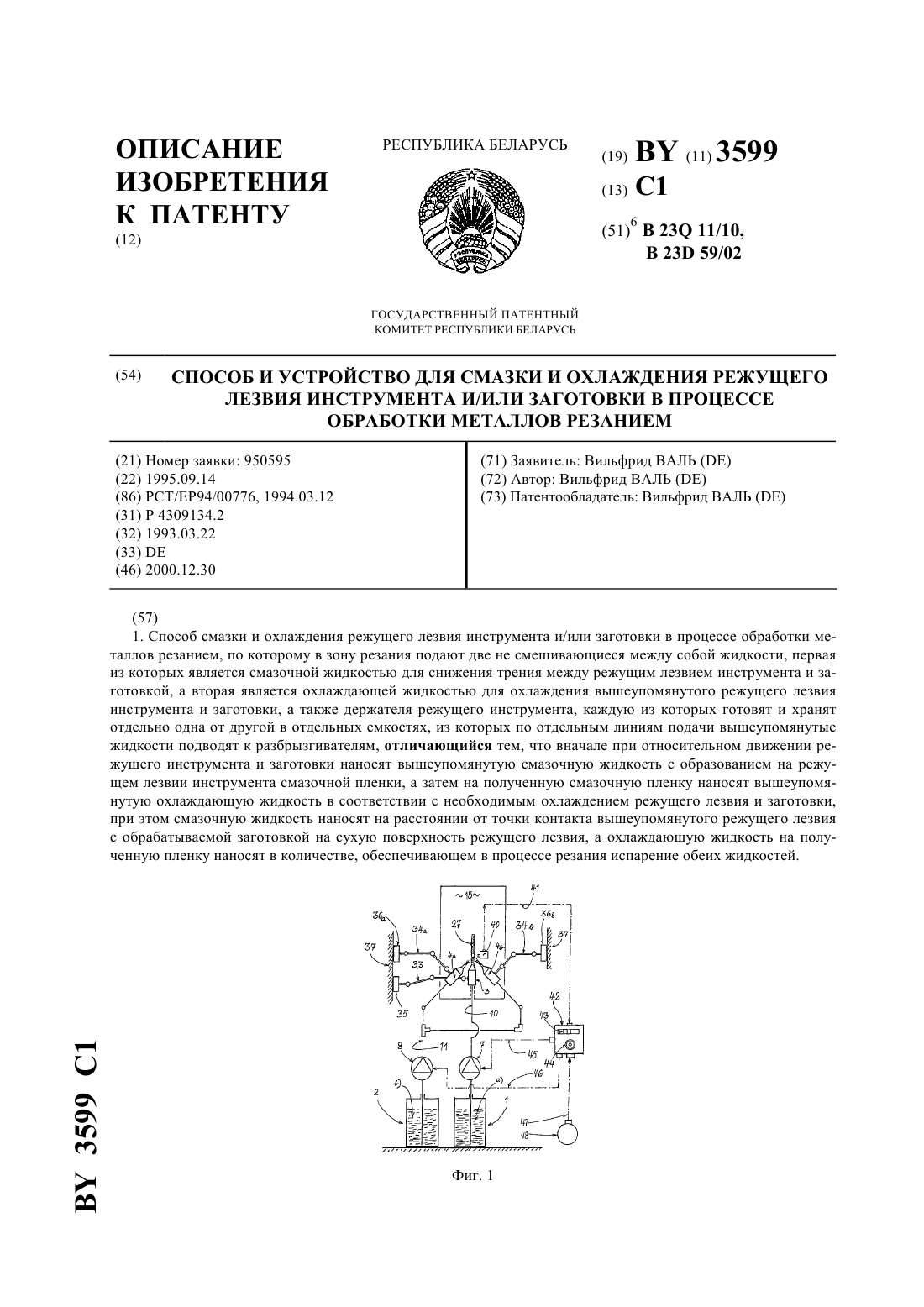
...с помощью круглого или ленточного пильного полотна охлаждающую жидкость подают в соответствии с требующимся охлаждением заготовки или полотна пилы в таком расчетном количестве, чтобы она в процессе обработки спонтанно испарялась, так что отдельно наносимую смазочную жидкость при разбрызгивании на участок пильного полотна можно подавать в просвет перед участком резания на свободную от охлаждавшей жидкости сухую поверхность полотна с...
Способ получения смазочно-охлаждающей жидкости для обработки металлов резанием
Номер патента: 5842
Опубликовано: 30.12.2003
Авторы: Халапсина Татьяна Ивановна, Смуругов Владимир Алексеевич, Шелобод Людмила Ивановна, Русый Владимир Харитонович, Злотников Игорь Иванович
МПК: C10M 177/00
Метки: смазочно-охлаждающей, резанием, жидкости, способ, металлов, получения, обработки
Текст:
...натрия и калия позволяет ускорить процесс нейтрализации, снизить его температуру, добиться более полного омыления и, как следствие, большей стабильности СОЖ и избежать токсичного действия триэтаноламина. Использование для нейтрализации гудрона щелочи, содержащей гидроксид калия в количестве меньшем, чем 0,081 по отношению к гидроксиду натрия, удлиняет процесс омыления, так как образующиеся в малом количестве калиевые мыла играют роль...
Способ токарной обработки отверстий
Номер патента: 3800
Опубликовано: 30.03.2001
Автор: Бурский Вячеслав Александрович
МПК: B23B 1/00
Метки: обработки, отверстий, способ, токарной
Текст:
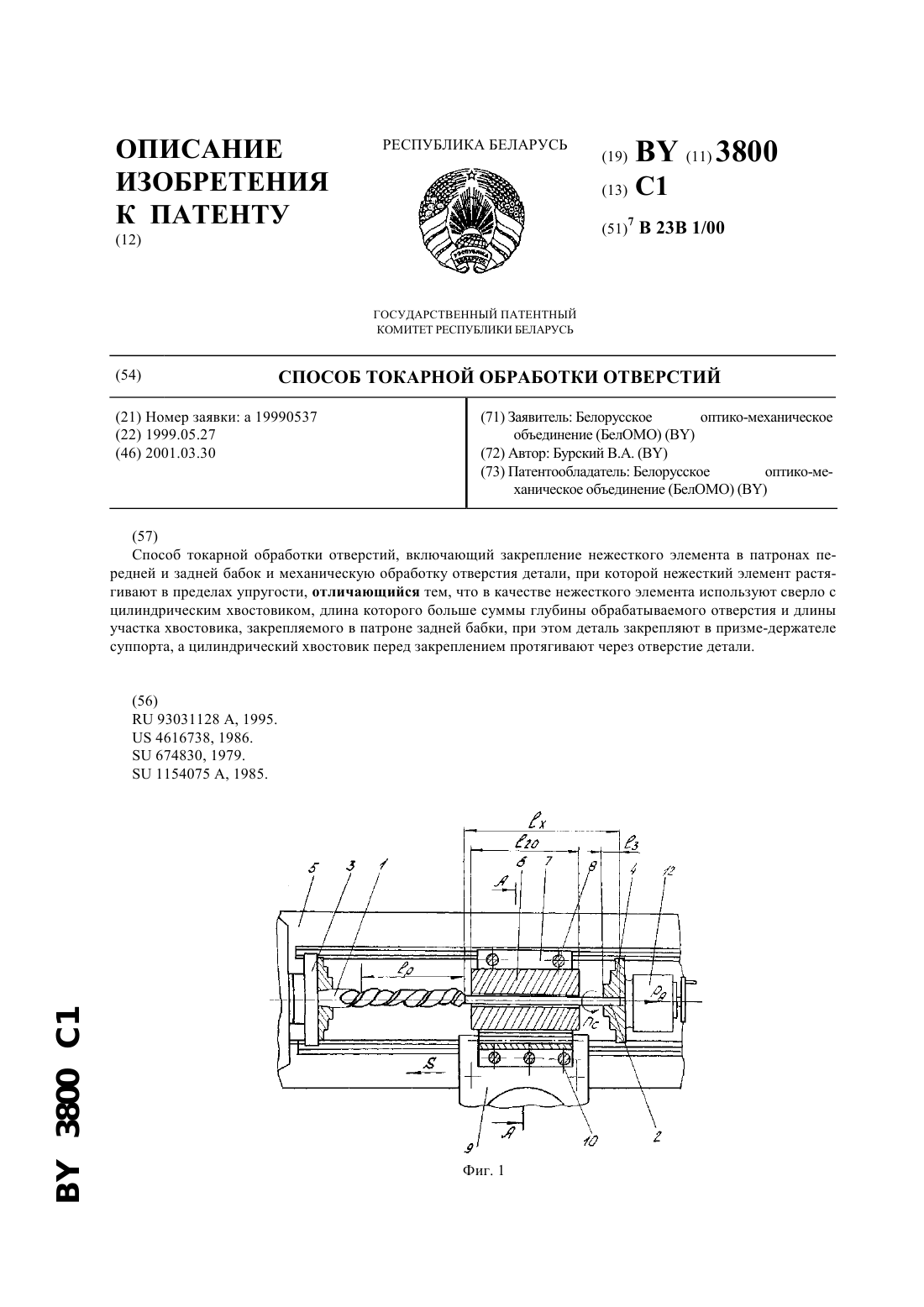
...отверстия. При обычном сверлении (без растяжения инструмента), при обработке отверстий малого диаметра и значительной глубины обработку отверстий, если она возможна, ведут с очень малой подачей, на низких режимах резания. В таких условиях возможна потеря динамической устойчивости инструмента (сверла), его поперечный изгиб с изломом. Закрепление сверла в двух патронах и растяжение его обеспечивает не только многократное повышение...
Устройство для чистовой и упрочняющей обработки поверхностей деталей
Номер патента: U 5212
Опубликовано: 30.04.2009
Авторы: Котиков Пётр Филиппович, Сургунт Ярослав Михайлович, Абакунчик Надежда Михайловна
МПК: B24B 39/00
Метки: поверхностей, обработки, устройство, упрочняющей, чистовой, деталей
Текст:
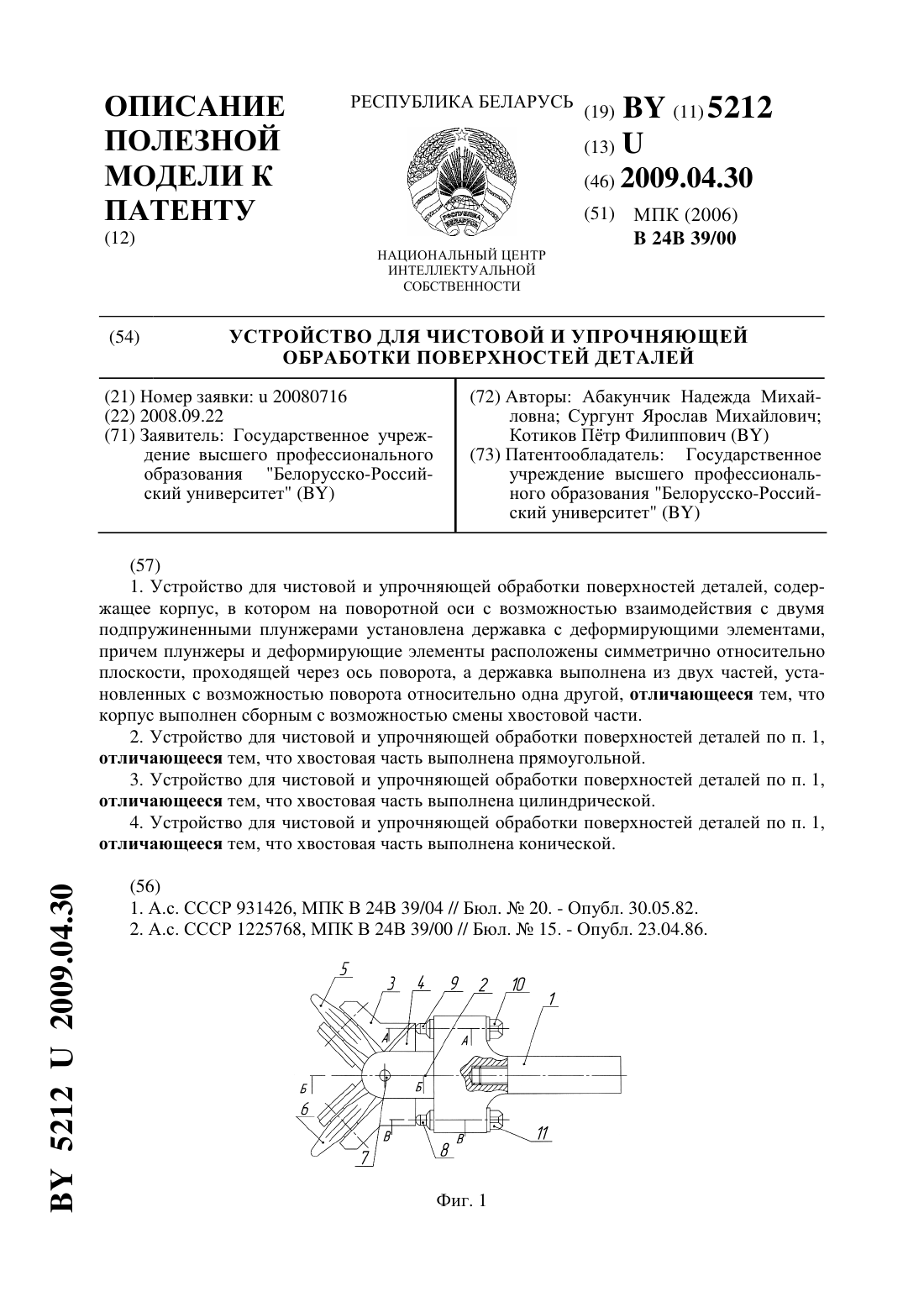
...станке для обработки плоских поверхностей деталей. Задачей настоящей полезной модели является расширение технологических возможностей за счет обработки плоских, цилиндрических и торцовых поверхностей деталей. Поставленная задача достигается тем, что в устройстве для чистовой и упрочняющей обработки поверхностей деталей, содержащем корпус, в котором на поворотной оси с возможностью взаимодействия с двумя подпружиненными плунжерами установлена...
Предыдущий патент: Дисковый почвообрабатывающий орган
Следующий патент: Кристаллизатор для непрерывного литья плоских слитков
Случайный патент: Установка для контактной сварки полиэтиленовых труб