Устройство для магнитно-абразивной обработки прутков и проволоки
Номер патента: U 5717
Опубликовано: 30.12.2009
Авторы: Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Агейчик Валерий Александрович, Ермаков Николай Иванович
Текст
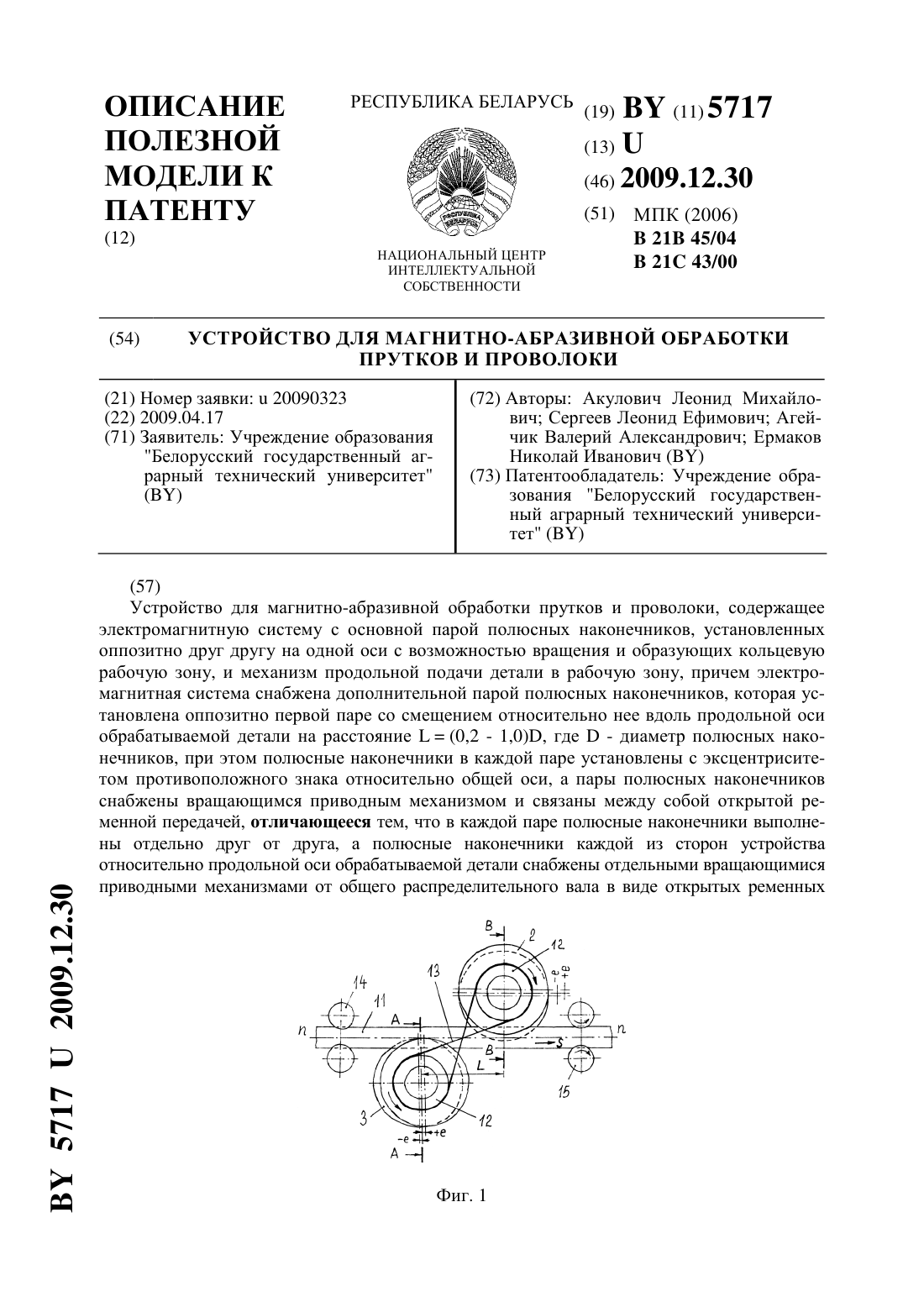
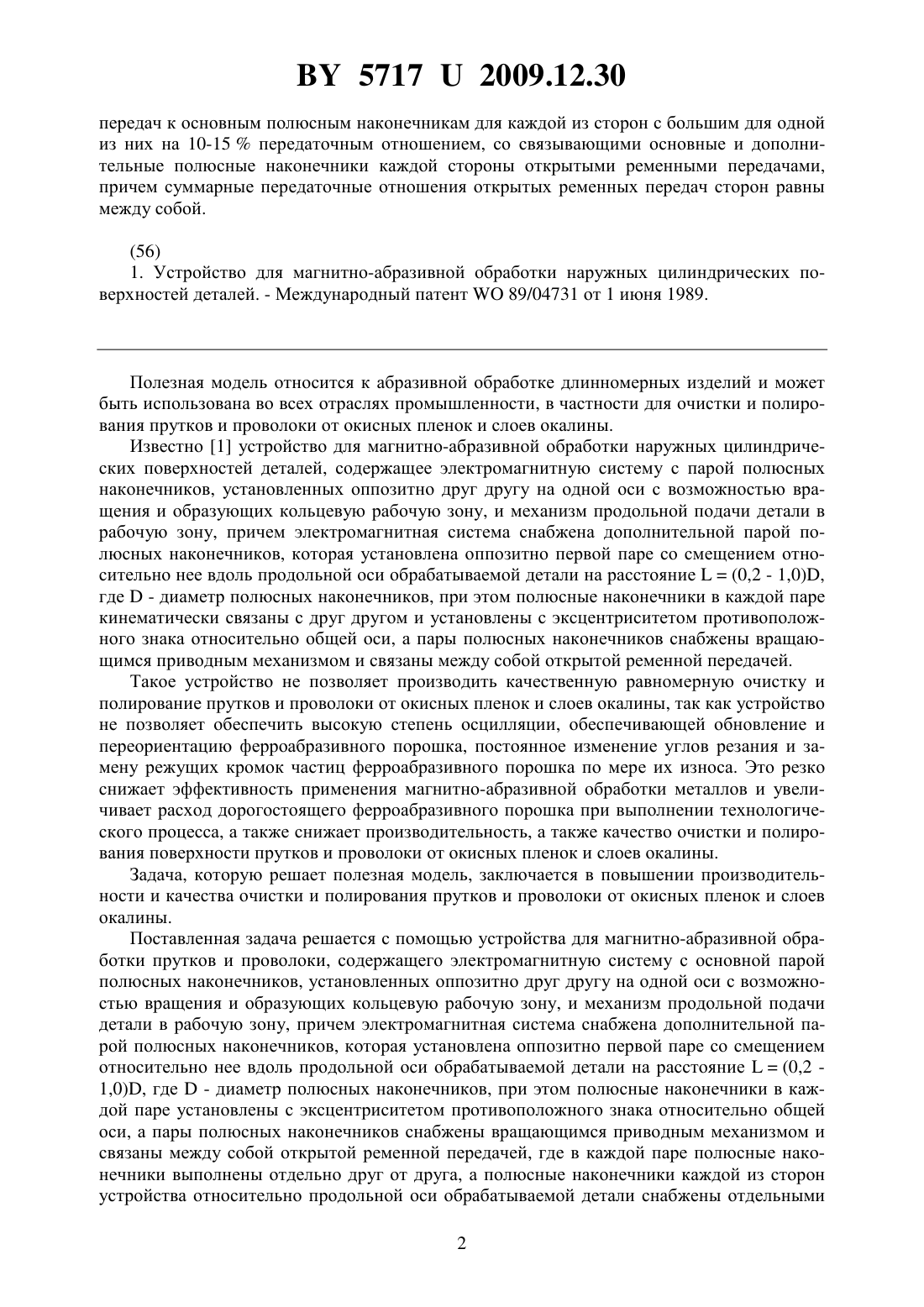
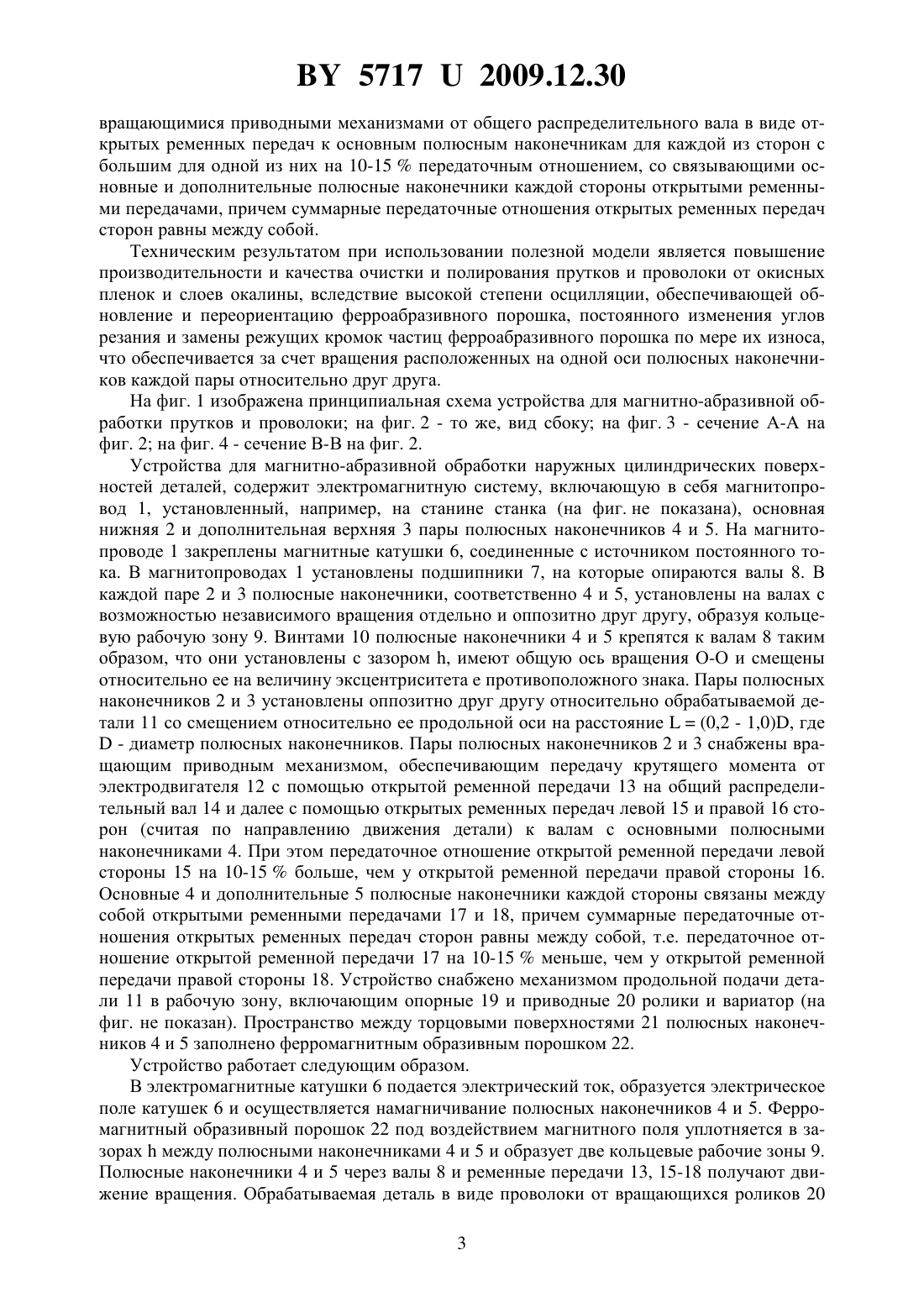
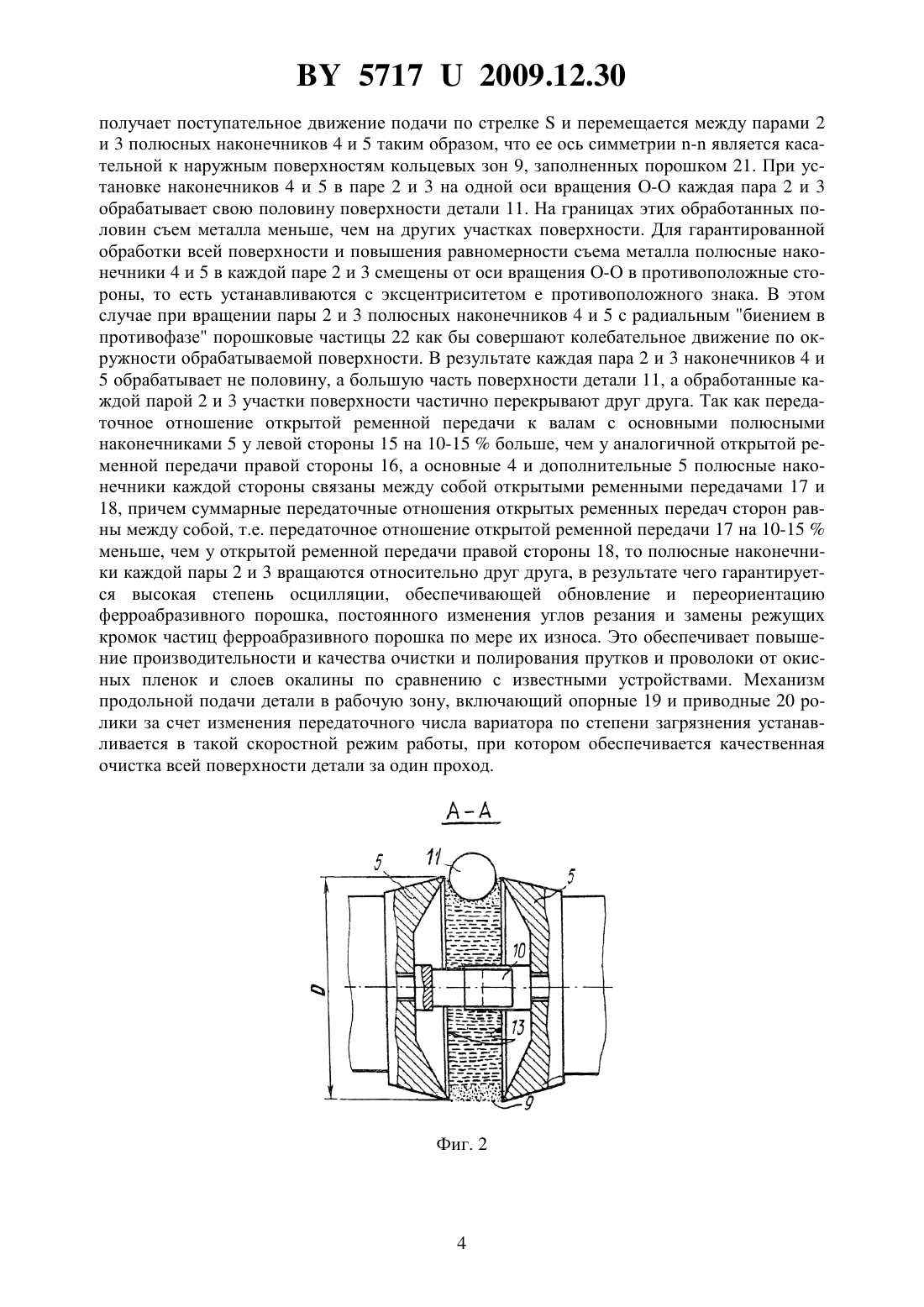
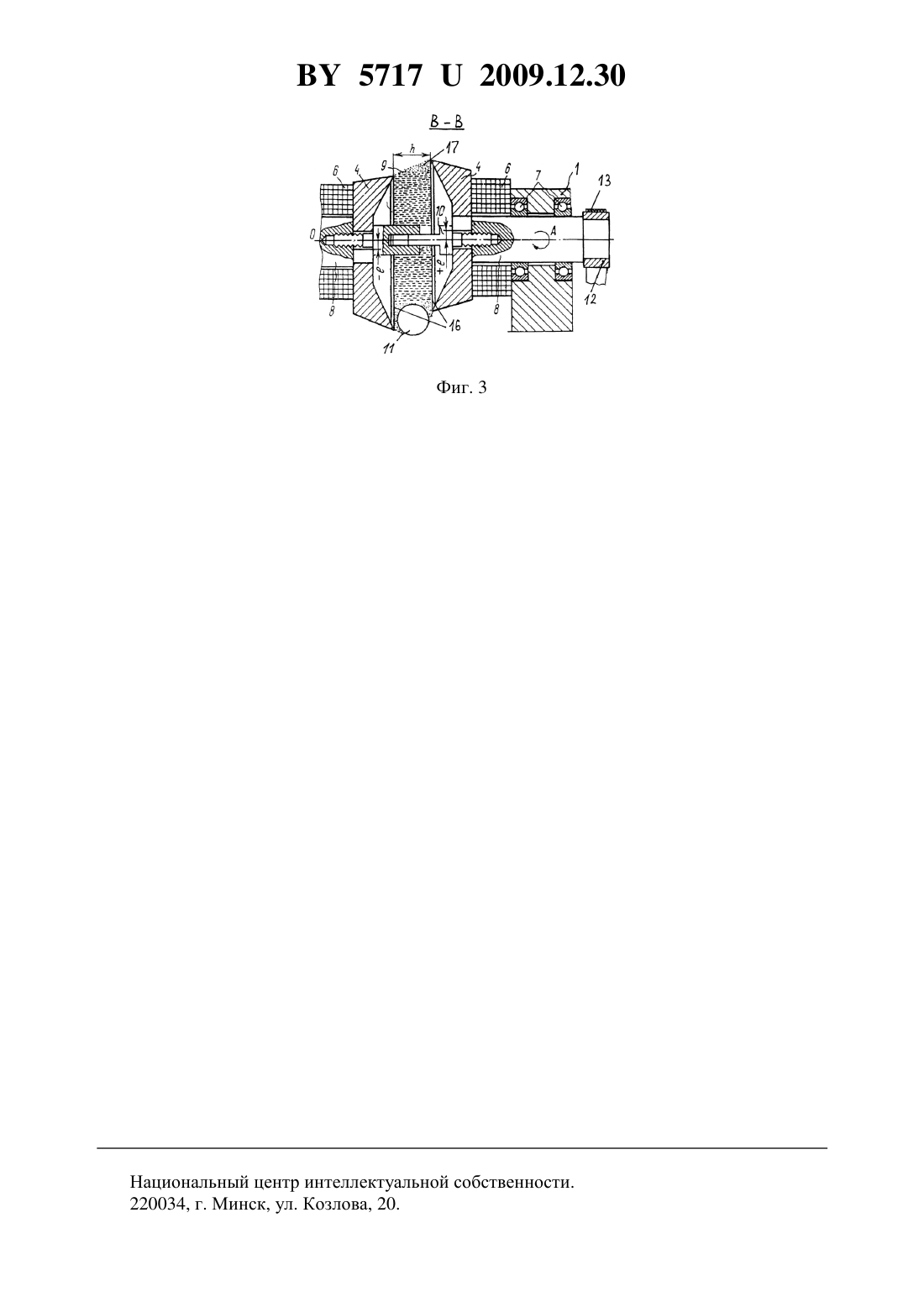
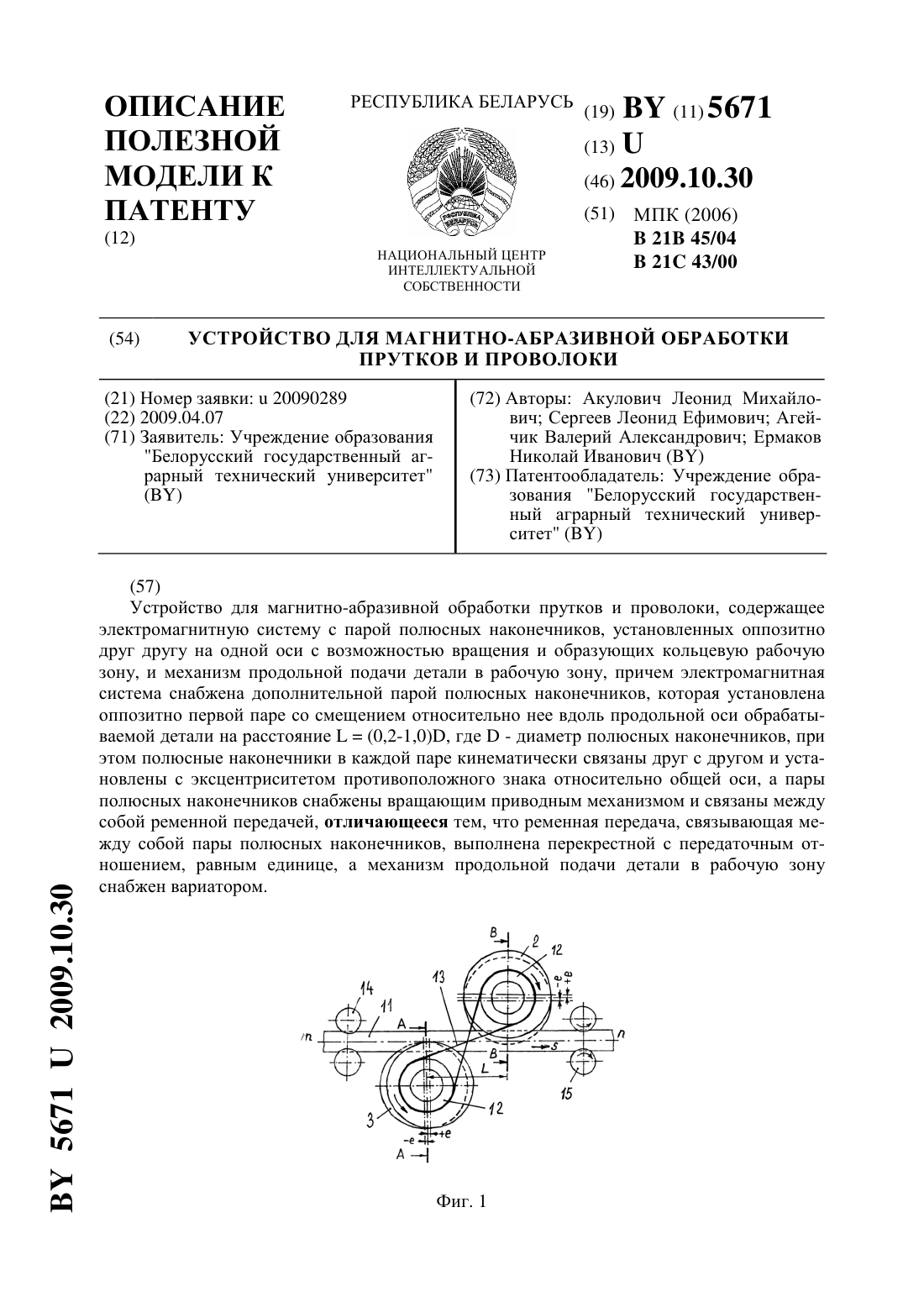
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Устройство для магнитно-абразивной обработки прутков и проволоки, содержащее электромагнитную систему с основной парой полюсных наконечников, установленных оппозитно друг другу на одной оси с возможностью вращения и образующих кольцевую рабочую зону, и механизм продольной подачи детали в рабочую зону, причем электромагнитная система снабжена дополнительной парой полюсных наконечников, которая установлена оппозитно первой паре со смещением относительно нее вдоль продольной оси обрабатываемой детали на расстояние(0,2 - 1,0), где- диаметр полюсных наконечников, при этом полюсные наконечники в каждой паре установлены с эксцентриситетом противоположного знака относительно общей оси, а пары полюсных наконечников снабжены вращающимся приводным механизмом и связаны между собой открытой ременной передачей, отличающееся тем, что в каждой паре полюсные наконечники выполнены отдельно друг от друга, а полюсные наконечники каждой из сторон устройства относительно продольной оси обрабатываемой детали снабжены отдельными вращающимися приводными механизмами от общего распределительного вала в виде открытых ременных 57172009.12.30 передач к основным полюсным наконечникам для каждой из сторон с большим для одной из них на 10-15 передаточным отношением, со связывающими основные и дополнительные полюсные наконечники каждой стороны открытыми ременными передачами,причем суммарные передаточные отношения открытых ременных передач сторон равны между собой.(56) 1. Устройство для магнитно-абразивной обработки наружных цилиндрических поверхностей деталей. - Международный патент 89/04731 от 1 июня 1989. Полезная модель относится к абразивной обработке длинномерных изделий и может быть использована во всех отраслях промышленности, в частности для очистки и полирования прутков и проволоки от окисных пленок и слоев окалины. Известно 1 устройство для магнитно-абразивной обработки наружных цилиндрических поверхностей деталей, содержащее электромагнитную систему с парой полюсных наконечников, установленных оппозитно друг другу на одной оси с возможностью вращения и образующих кольцевую рабочую зону, и механизм продольной подачи детали в рабочую зону, причем электромагнитная система снабжена дополнительной парой полюсных наконечников, которая установлена оппозитно первой паре со смещением относительно нее вдоль продольной оси обрабатываемой детали на расстояние(0,2 - 1,0),где- диаметр полюсных наконечников, при этом полюсные наконечники в каждой паре кинематически связаны с друг другом и установлены с эксцентриситетом противоположного знака относительно общей оси, а пары полюсных наконечников снабжены вращающимся приводным механизмом и связаны между собой открытой ременной передачей. Такое устройство не позволяет производить качественную равномерную очистку и полирование прутков и проволоки от окисных пленок и слоев окалины, так как устройство не позволяет обеспечить высокую степень осцилляции, обеспечивающей обновление и переориентацию ферроабразивного порошка, постоянное изменение углов резания и замену режущих кромок частиц ферроабразивного порошка по мере их износа. Это резко снижает эффективность применения магнитно-абразивной обработки металлов и увеличивает расход дорогостоящего ферроабразивного порошка при выполнении технологического процесса, а также снижает производительность, а также качество очистки и полирования поверхности прутков и проволоки от окисных пленок и слоев окалины. Задача, которую решает полезная модель, заключается в повышении производительности и качества очистки и полирования прутков и проволоки от окисных пленок и слоев окалины. Поставленная задача решается с помощью устройства для магнитно-абразивной обработки прутков и проволоки, содержащего электромагнитную систему с основной парой полюсных наконечников, установленных оппозитно друг другу на одной оси с возможностью вращения и образующих кольцевую рабочую зону, и механизм продольной подачи детали в рабочую зону, причем электромагнитная система снабжена дополнительной парой полюсных наконечников, которая установлена оппозитно первой паре со смещением относительно нее вдоль продольной оси обрабатываемой детали на расстояние(0,2 1,0), где- диаметр полюсных наконечников, при этом полюсные наконечники в каждой паре установлены с эксцентриситетом противоположного знака относительно общей оси, а пары полюсных наконечников снабжены вращающимся приводным механизмом и связаны между собой открытой ременной передачей, где в каждой паре полюсные наконечники выполнены отдельно друг от друга, а полюсные наконечники каждой из сторон устройства относительно продольной оси обрабатываемой детали снабжены отдельными 2 57172009.12.30 вращающимися приводными механизмами от общего распределительного вала в виде открытых ременных передач к основным полюсным наконечникам для каждой из сторон с большим для одной из них на 10-15 передаточным отношением, со связывающими основные и дополнительные полюсные наконечники каждой стороны открытыми ременными передачами, причем суммарные передаточные отношения открытых ременных передач сторон равны между собой. Техническим результатом при использовании полезной модели является повышение производительности и качества очистки и полирования прутков и проволоки от окисных пленок и слоев окалины, вследствие высокой степени осцилляции, обеспечивающей обновление и переориентацию ферроабразивного порошка, постоянного изменения углов резания и замены режущих кромок частиц ферроабразивного порошка по мере их износа,что обеспечивается за счет вращения расположенных на одной оси полюсных наконечников каждой пары относительно друг друга. На фиг. 1 изображена принципиальная схема устройства для магнитно-абразивной обработки прутков и проволоки на фиг. 2 - то же, вид сбоку на фиг. 3 - сечение А-А на фиг. 2 на фиг. 4 - сечение В-В на фиг. 2. Устройства для магнитно-абразивной обработки наружных цилиндрических поверхностей деталей, содержит электромагнитную систему, включающую в себя магнитопровод 1, установленный, например, на станине станка (на фиг. не показана), основная нижняя 2 и дополнительная верхняя 3 пары полюсных наконечников 4 и 5. На магнитопроводе 1 закреплены магнитные катушки 6, соединенные с источником постоянного тока. В магнитопроводах 1 установлены подшипники 7, на которые опираются валы 8. В каждой паре 2 и 3 полюсные наконечники, соответственно 4 и 5, установлены на валах с возможностью независимого вращения отдельно и оппозитно друг другу, образуя кольцевую рабочую зону 9. Винтами 10 полюсные наконечники 4 и 5 крепятся к валам 8 таким образом, что они установлены с зазором , имеют общую ось вращения О-О и смещены относительно ее на величину эксцентриситетапротивоположного знака. Пары полюсных наконечников 2 и 3 установлены оппозитно друг другу относительно обрабатываемой детали 11 со смещением относительно ее продольной оси на расстояние(0,2 - 1,0), где- диаметр полюсных наконечников. Пары полюсных наконечников 2 и 3 снабжены вращающим приводным механизмом, обеспечивающим передачу крутящего момента от электродвигателя 12 с помощью открытой ременной передачи 13 на общий распределительный вал 14 и далее с помощью открытых ременных передач левой 15 и правой 16 сторон (считая по направлению движения детали) к валам с основными полюсными наконечниками 4. При этом передаточное отношение открытой ременной передачи левой стороны 15 на 10-15 больше, чем у открытой ременной передачи правой стороны 16. Основные 4 и дополнительные 5 полюсные наконечники каждой стороны связаны между собой открытыми ременными передачами 17 и 18, причем суммарные передаточные отношения открытых ременных передач сторон равны между собой, т.е. передаточное отношение открытой ременной передачи 17 на 10-15 меньше, чем у открытой ременной передачи правой стороны 18. Устройство снабжено механизмом продольной подачи детали 11 в рабочую зону, включающим опорные 19 и приводные 20 ролики и вариатор (на фиг. не показан). Пространство между торцовыми поверхностями 21 полюсных наконечников 4 и 5 заполнено ферромагнитным образивным порошком 22. Устройство работает следующим образом. В электромагнитные катушки 6 подается электрический ток, образуется электрическое поле катушек 6 и осуществляется намагничивание полюсных наконечников 4 и 5. Ферромагнитный образивный порошок 22 под воздействием магнитного поля уплотняется в зазорахмежду полюсными наконечниками 4 и 5 и образует две кольцевые рабочие зоны 9. Полюсные наконечники 4 и 5 через валы 8 и ременные передачи 13, 15-18 получают движение вращения. Обрабатываемая деталь в виде проволоки от вращающихся роликов 20 3 57172009.12.30 получает поступательное движение подачи по стрелкеи перемещается между парами 2 и 3 полюсных наконечников 4 и 5 таким образом, что ее ось симметрии - является касательной к наружным поверхностям кольцевых зон 9, заполненных порошком 21. При установке наконечников 4 и 5 в паре 2 и 3 на одной оси вращения О-О каждая пара 2 и 3 обрабатывает свою половину поверхности детали 11. На границах этих обработанных половин съем металла меньше, чем на других участках поверхности. Для гарантированной обработки всей поверхности и повышения равномерности съема металла полюсные наконечники 4 и 5 в каждой паре 2 и 3 смещены от оси вращения О-О в противоположные стороны, то есть устанавливаются с эксцентриситетомпротивоположного знака. В этом случае при вращении пары 2 и 3 полюсных наконечников 4 и 5 с радиальным биением в противофазе порошковые частицы 22 как бы совершают колебательное движение по окружности обрабатываемой поверхности. В результате каждая пара 2 и 3 наконечников 4 и 5 обрабатывает не половину, а большую часть поверхности детали 11, а обработанные каждой парой 2 и 3 участки поверхности частично перекрывают друг друга. Так как передаточное отношение открытой ременной передачи к валам с основными полюсными наконечниками 5 у левой стороны 15 на 10-15 больше, чем у аналогичной открытой ременной передачи правой стороны 16, а основные 4 и дополнительные 5 полюсные наконечники каждой стороны связаны между собой открытыми ременными передачами 17 и 18, причем суммарные передаточные отношения открытых ременных передач сторон равны между собой, т.е. передаточное отношение открытой ременной передачи 17 на 10-15 меньше, чем у открытой ременной передачи правой стороны 18, то полюсные наконечники каждой пары 2 и 3 вращаются относительно друг друга, в результате чего гарантируется высокая степень осцилляции, обеспечивающей обновление и переориентацию ферроабразивного порошка, постоянного изменения углов резания и замены режущих кромок частиц ферроабразивного порошка по мере их износа. Это обеспечивает повышение производительности и качества очистки и полирования прутков и проволоки от окисных пленок и слоев окалины по сравнению с известными устройствами. Механизм продольной подачи детали в рабочую зону, включающий опорные 19 и приводные 20 ролики за счет изменения передаточного числа вариатора по степени загрязнения устанавливается в такой скоростной режим работы, при котором обеспечивается качественная очистка всей поверхности детали за один проход. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B21C 43/00, B21B 45/04
Метки: обработки, устройство, прутков, магнитно-абразивной, проволоки
Код ссылки
<a href="https://by.patents.su/5-u5717-ustrojjstvo-dlya-magnitno-abrazivnojj-obrabotki-prutkov-i-provoloki.html" rel="bookmark" title="База патентов Беларуси">Устройство для магнитно-абразивной обработки прутков и проволоки</a>
Устройство для магнитно-абразивной обработки прутков и проволоки
Номер патента: U 5671
Опубликовано: 30.10.2009
Авторы: Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Ермаков Николай Иванович, Агейчик Валерий Александрович
МПК: B21C 43/00, B21B 45/04
Метки: прутков, обработки, проволоки, устройство, магнитно-абразивной
Текст:
...наконечников, выполнена перекрестной с передаточным отношением, равным единице, а механизм продольной подачи детали в рабочую зону снабжен вариатором. Техническим результатом при использовании полезной модели является повышение производительности и качества очистки и полирования прутков и проволоки от окисных пленок и слоев окалины вследствие установленной, в зависимости от степени плотности и толщины пленок покрытия прутков и...
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2707
Опубликовано: 30.04.2006
Авторы: Миронов Алексей Михайлович, Лебедев Владимир Яковлевич, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: обработки, колес, зубчатых, магнитно-абразивной, устройство
Текст:
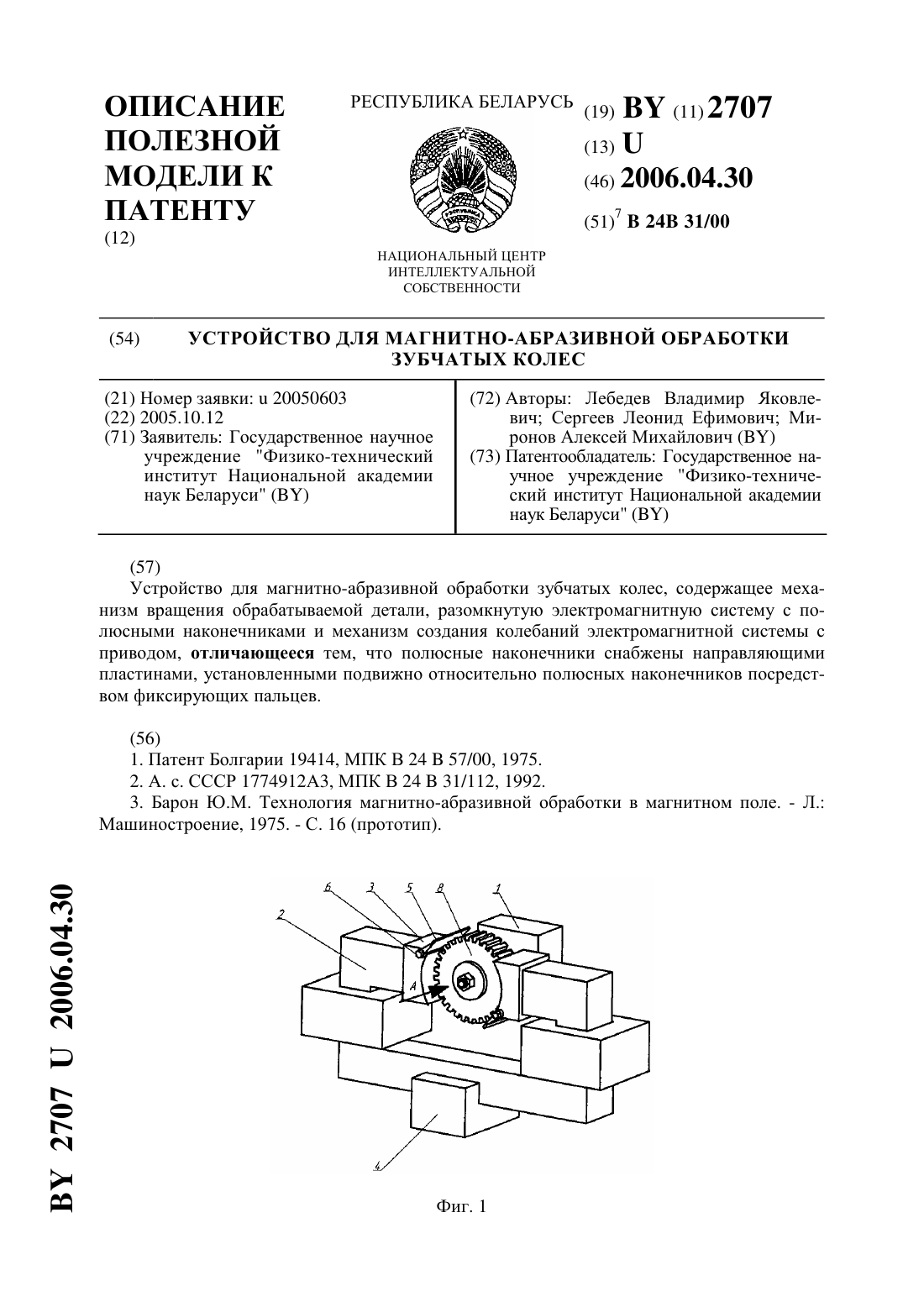
...деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки зубчатых колес, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, полюсные наконечники снабжены направляющими пластинами,...
Устройство для магнитно-абразивной обработки цилиндрических и сложнопрофильных поверхностей деталей машин

Номер патента: U 5020
Опубликовано: 28.02.2009
Авторы: Лебедев Владимир Яковлевич, Федорович Элла Николаевна, Бабич Виталий Евгеньевич
МПК: B24B 31/00
Метки: деталей, поверхностей, магнитно-абразивной, сложнопрофильных, обработки, машин, устройство, цилиндрических
Текст:
...относительного скольжения происходит микрорезание только наружной поверхности колеса и кромок зубьев. Задачей предлагаемой полезной модели является обеспечение возможности обработки цилиндрических поверхностей деталей типа вал разного диаметра, а также деталей с прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной...
Устройство универсальное для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью
Номер патента: U 3525
Опубликовано: 30.04.2007
Авторы: Сергеев Леонид Ефимович, Лебедев Владимир Яковлевич, Миронов Алексей Михайлович
МПК: B24B 31/00
Метки: цилиндрических, поверхностей, деталей, магнитно-абразивной, устройство, поверхностью, универсальное, обработки, сложнопрофильной
Текст:
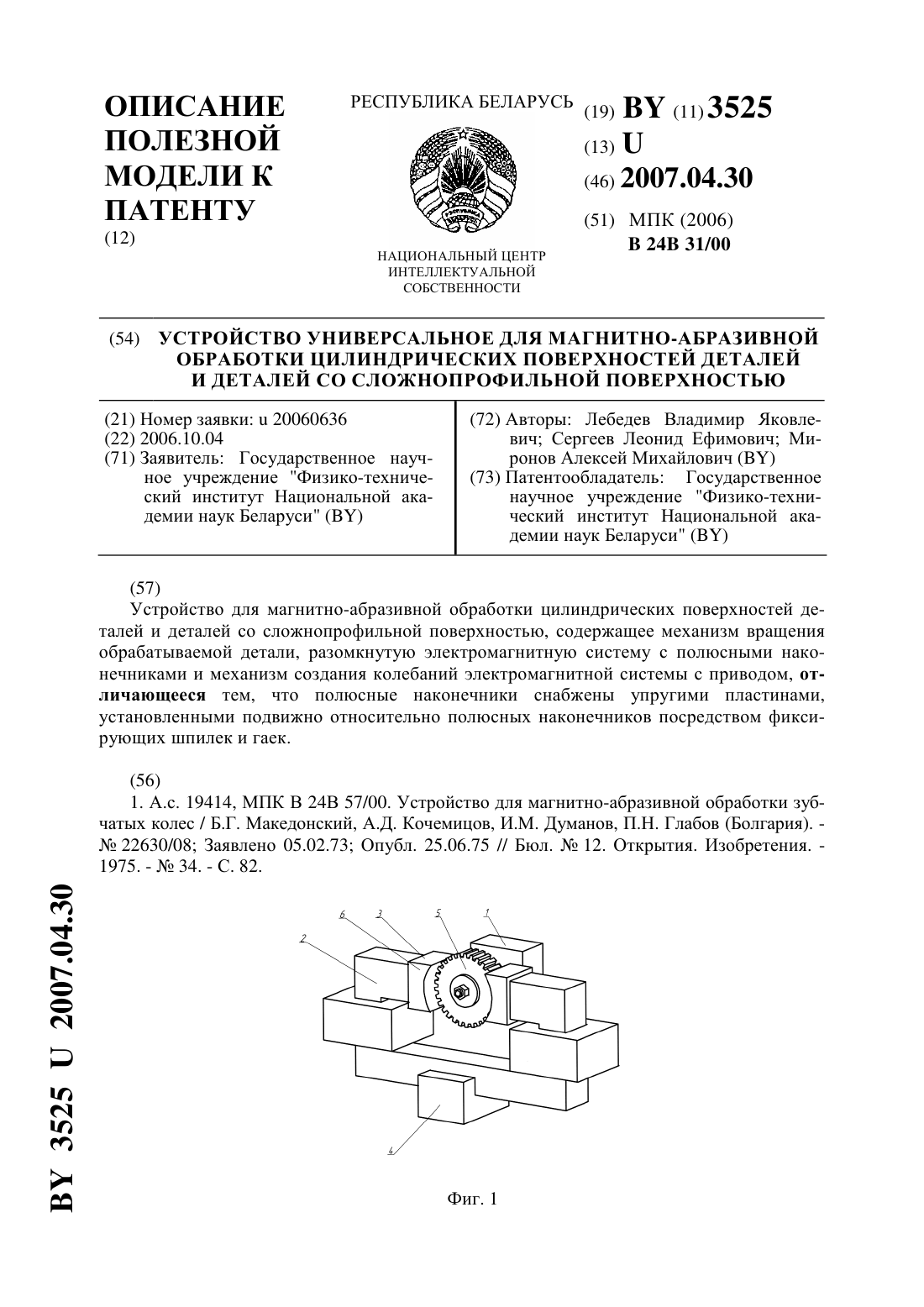
...прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с...
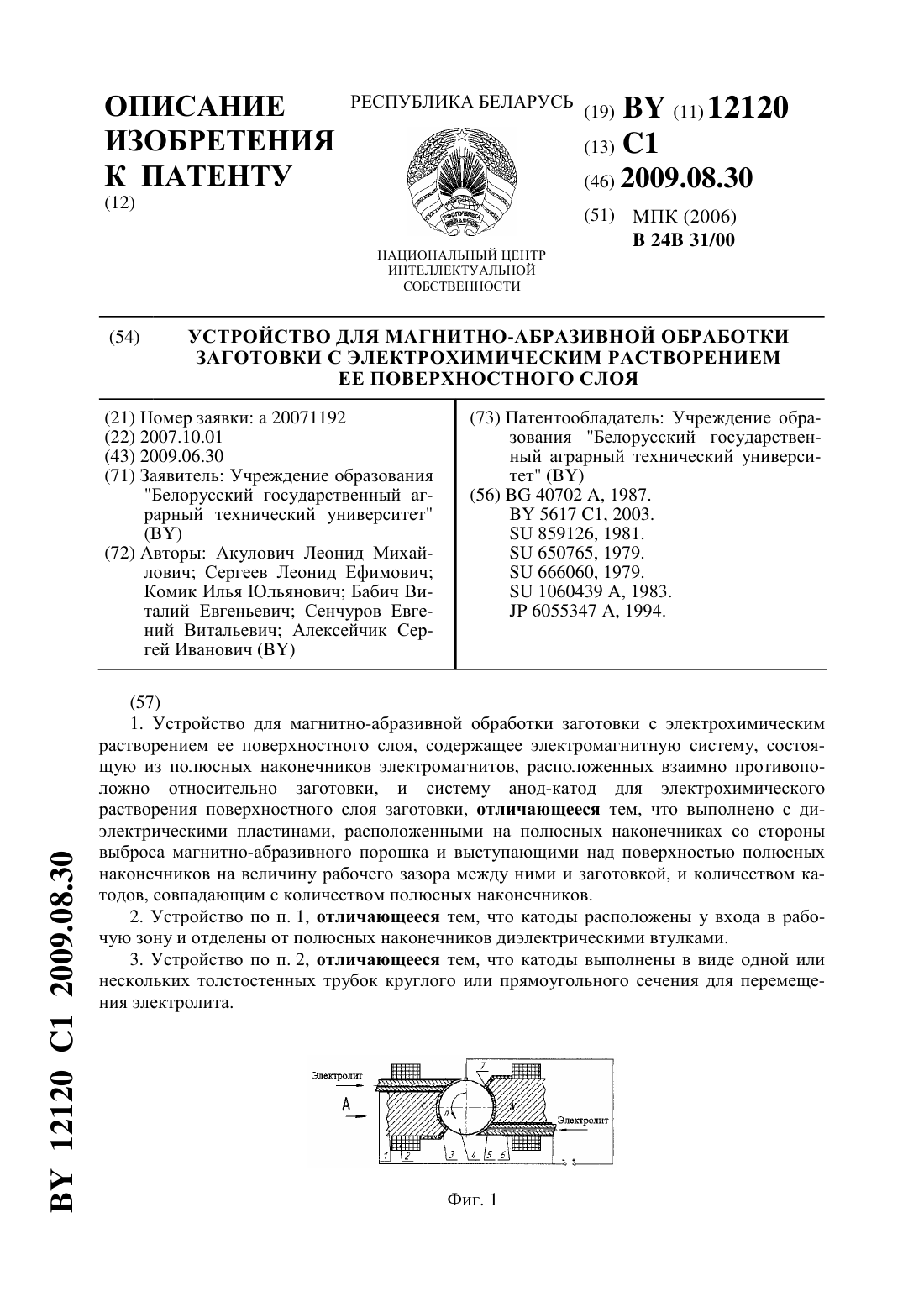
Устройство для магнитно-абразивной обработки заготовки с электрохимическим растворением ее поверхностного слоя
Номер патента: 12120
Опубликовано: 30.08.2009
Авторы: Алексейчик Сергей Иванович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Бабич Виталий Евгеньевич, Сенчуров Евгений Витальевич, Комик Илья Юльянович
МПК: B24B 31/00
Метки: заготовки, электрохимическим, слоя, устройство, растворением, обработки, магнитно-абразивной, поверхностного
Текст:
...наконечников на величину рабочего зазора между ними и заготовкой, и количеством катодов, совпадающим с количеством полюсных наконечников, при этом катоды расположены у входа в рабочую зону и отделены от полюсных наконечников диэлектрическими втулками, и выполнены в виде одной или нескольких толстостенных трубок круглого или прямоугольного сечения для перемещения электролита. 2 12120 1 2009.08.30 На фиг. 1 показаны рабочие органы...
Предыдущий патент: Устройство бесперебойного электроснабжения потребителей, работающее на нестабильных источниках энергии
Следующий патент: Вальцовая плющилка для зерна
Случайный патент: Способ получения износостойкого плазменного покрытия