Линия изготовления экструзионных плит
Текст
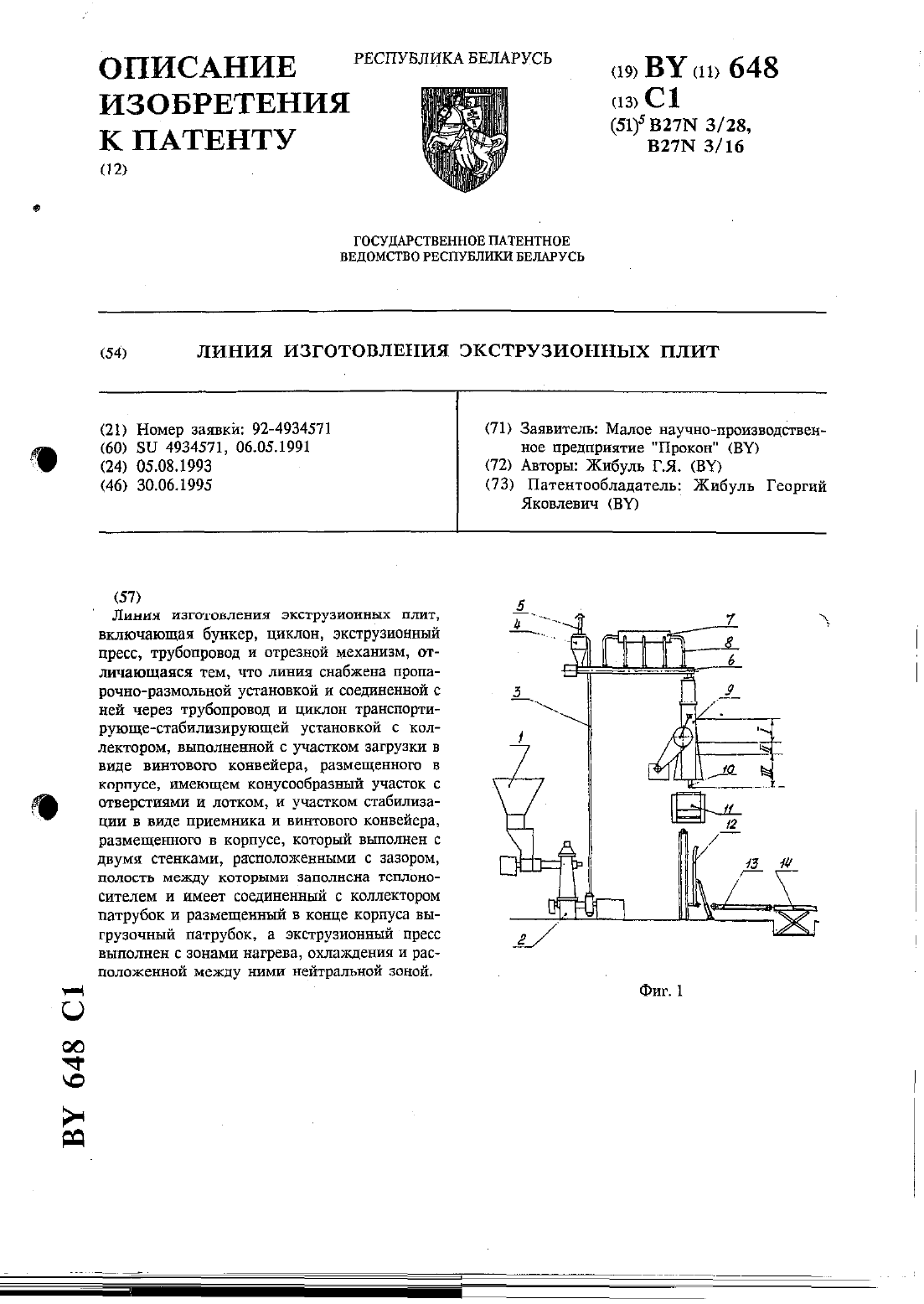
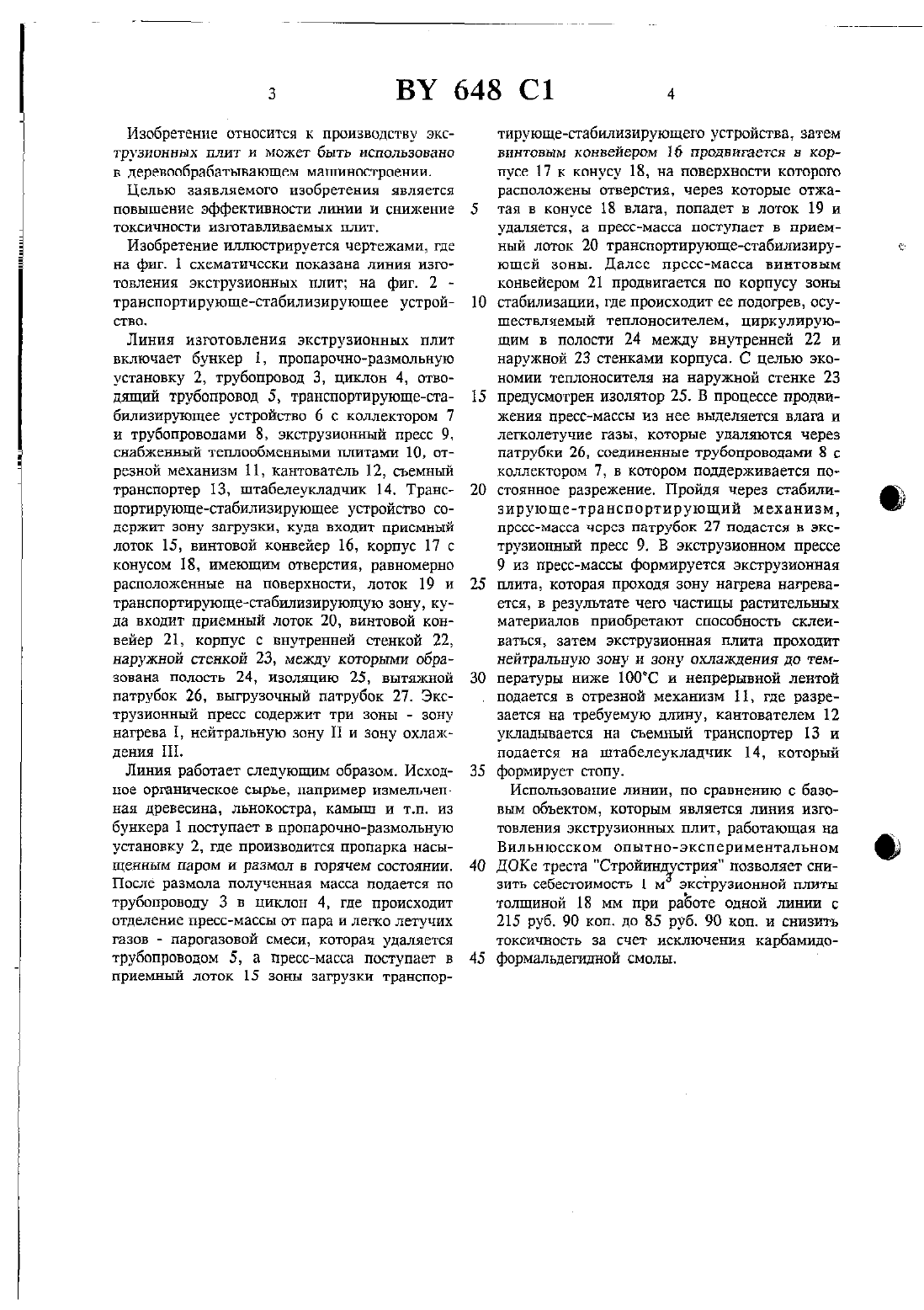
(12) ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ведомство РЕСПУБЛИКИ ввшусь(54) ЛИНИЯ ИЗГОТОВЛЕНИЯ ЭКСТРУЗИОННЫХ ПЛИТ(71) Заявитель Малое научноыпроизводственное предприятие Прокон (ВЧ)ЛИНИЯ ИЗГОТОВЛЕНИЯ ЭКСТРУЗИОННЫХ ПЛИТ,включающая бункер, циклон, экструзионный пресс, трубопровод и отрезной механизм, отличающаяся тем, что линия снабжена пропарочно-размольной установкой и соединенной с ней через трубопровод и циклон транспортирующе-стабилизирующей установкой с коллектором, выполненной с участком загрузки в виде винтового конвейера, размещенного в корпусе, имеющем конусообразный участок с отверстиями и лотком, и участком стабилизации в виде приемника и винтового конвейера,размещенного в корпусе, который выполнен с двумя стенками, расположенными с зазором,ПОЛОСТЬ МЕЖДУ КОТОРЫМИ заполнена ТЕПЛОНОсителем и имеет соединенный с коллектором патрубок и размещенный в конце корпуса выгрузочный патрубок, а экструзионный пресс выполнен с зонами нагрева, охлаждения и расположенной между ними нейтральной зоной.Изобретение относится к производству эксТРУЗИВННЫХ ПЛИТ И МОЖЕТ бЫТЬ ИСПОЛЬЭВВЗНО в деревообрабатывающем машиностроении.ЦСЛЪЮ ЗЗЯВЛЯЕМОГО ИЗОБРЕТЕНИЯ ЯВЛЯЕТСЯ повышение эффективности линии и снижение ТОКСИЧНОСГИ ИЗГОТЗВЛИВВМЫХ ПЛИТ, Изобретение иллюстрируется чертежами, где на фиг. 1 схематически показана линия изготовления экструзионных плит на фиг. 2 транспортируюЩе-стабилизирующее устройСТВО.Линия изготовления экструзионных плит включает бункер 1, пропарочно-размольную установку 2, трубопровод 3, циклон 4, отводящий трубопровод 5, транспортирующе-стабилизирующее устройство 6 с коллектором 7 и трубопроводами 8, экструзиошшй пресс 9,снабженный теплообменными плитами 10, отрезной механизм 11, кантователь 12, съемный транспортер 13, штабелеукладчик 14. Транспортирующе-стабштизирующее устройство содержит зону загрузки, куда входит приемный лоток 15, винтовой конвейер 16, корпус 17 с конусом 18, имеющим отверстия, равномерно расположенные на поверхности, лоток 19 и транспортирующе-стабилизирующую зону, куда входит приемный лоток 20, винтовой конвейер 21, корпус с внутренней стенкой 22,наружной стенкой 23, между которыми образована полость 24, изоляцию 25, вытяжной патрубок 26, выгрузочный патрубок 27. Экструзионный пресс содержит три зоны - зону нагрева 1, нейтральную зону 11 и зону охлаждения 111.Линия работает следующим образом. Исходное органическое сырье, например измельченная древесина, льнокостра, камыш и т.п. из бункера 1 поступает в пропарочно-размольную установку 2, где производится пропарка насыщенным паром и размол в горячем состоянии. После размола полученная масса подается по трубопроводу 3 в Циклон 4, где происходит отделение пресс-массы от пара и легко летучих газов - парогазовой смеси, которая удаляется трубопроводом 5, а пресс-масса поступает в приемный лоток 15 зоны загрузки транспор 10тирующе-стабилизирующего устройства, затем винтовым конвейером 16 продвигается в корпусе 17 к конусу 18, на поверхности которою расположены отверстия, через которые отжатая в конусе 18 влага, попадет в лоток 19 и удаляется, а пресс-масса поступает в приемный лоток 20 транспортирующе-стабилизирующей зоны. Далее пресс-масса винтовым конвейером 21 продвигается по корпусу зоны стабилизации, где происходит ее подогрев, осушествляемый теплоносителем, циркулирующим в полости 24 между внутренней 22 и наружной 23 стенками корпуса. С целью экономии теплоносителя на наружной стенке 23 предусмотрен изолятор 25. В процессе продвижения пресс-массы из нее выделяется влага и легколетучие газы, которые удаляются через патрубки 26, соединенные трубопроводами 8 с коллектором 7, в котором поддерживается постоянное разрежение. Пройдя через стабилизирующе-транспортирующий механизм,пресс-масса через патрубок 27 подается в экструзионный пресс 9. В экструзионном прессе 9 из пресс-массы формируется экструзионная плита, которая проходя зону нагрева нагревается, в результате чего частицы растительных материалов приобретают способность склеиваться, затем экструзионная плита проходит нейтральную зону и зону охлаждения до температуры ниже 100 С и непрерывной лентой подается в отрезной механизм 11, где разрезается на требуемую длину, кантователем 12 укладывается на съемный транспортер 13 и подается на штабелеукладчик 14, который формирует стопу.Использование линии, по сравнению с базовым объектом, которым является линия изготовления экструзионных плит, работающая на Вильнюсском опытно-экспериментальном ДОКе треста Стройи стрия позволяет снизить себестоимость 1 м экструзионной плиты толщиной 18 мм при работе одной линии с 215 руб. 90 коп. до 85 руб. 90 хоп. и снизить токсичность за счет исключения карбамидоформальдегидиой смолы.Заказ 904. Тираж 20 экз. Государственное патентное ведомство Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.РЕЙ ъййп жир Г г г г 1
МПК / Метки
Метки: плит, линия, экструзионных, изготовления
Код ссылки
<a href="https://by.patents.su/3-648-liniya-izgotovleniya-ekstruzionnyh-plit.html" rel="bookmark" title="База патентов Беларуси">Линия изготовления экструзионных плит</a>
Способ изготовления малотоксичных древесностружечных плит
Номер патента: 63
Опубликовано: 30.09.1994
Авторы: Снопков В. Б., Соловьева Т. В., Хмызов И. А., Хоровьева Л. И., Максименко В. В., Богуш В. Д., Янушко Е. В., Гловацкий Г. Г., Верига С. В.
МПК: B27N 3/02
Метки: способ, малотоксичных, плит, древесностружечных, изготовления
Текст:
...полученного смешиванием 16.5 г водного раствора хлористогоаммония концентрацией 20 33 г парафи новой эмульсии. 329 г карбамидоформальдегидной смолы концентрацией 65 и 21.4древесно-клеевую композицию тщательно перемешивают. Далее формируют ковер ипрессуют ДСП по режимшуказанному в примере 1Физике-механические показатели дре весностружечных плит определялись по ГОСТ 10634-78. 10635-78. содержание сво бодно формальдегида пооГОСТ-276 Т...
Экструзионный пресс
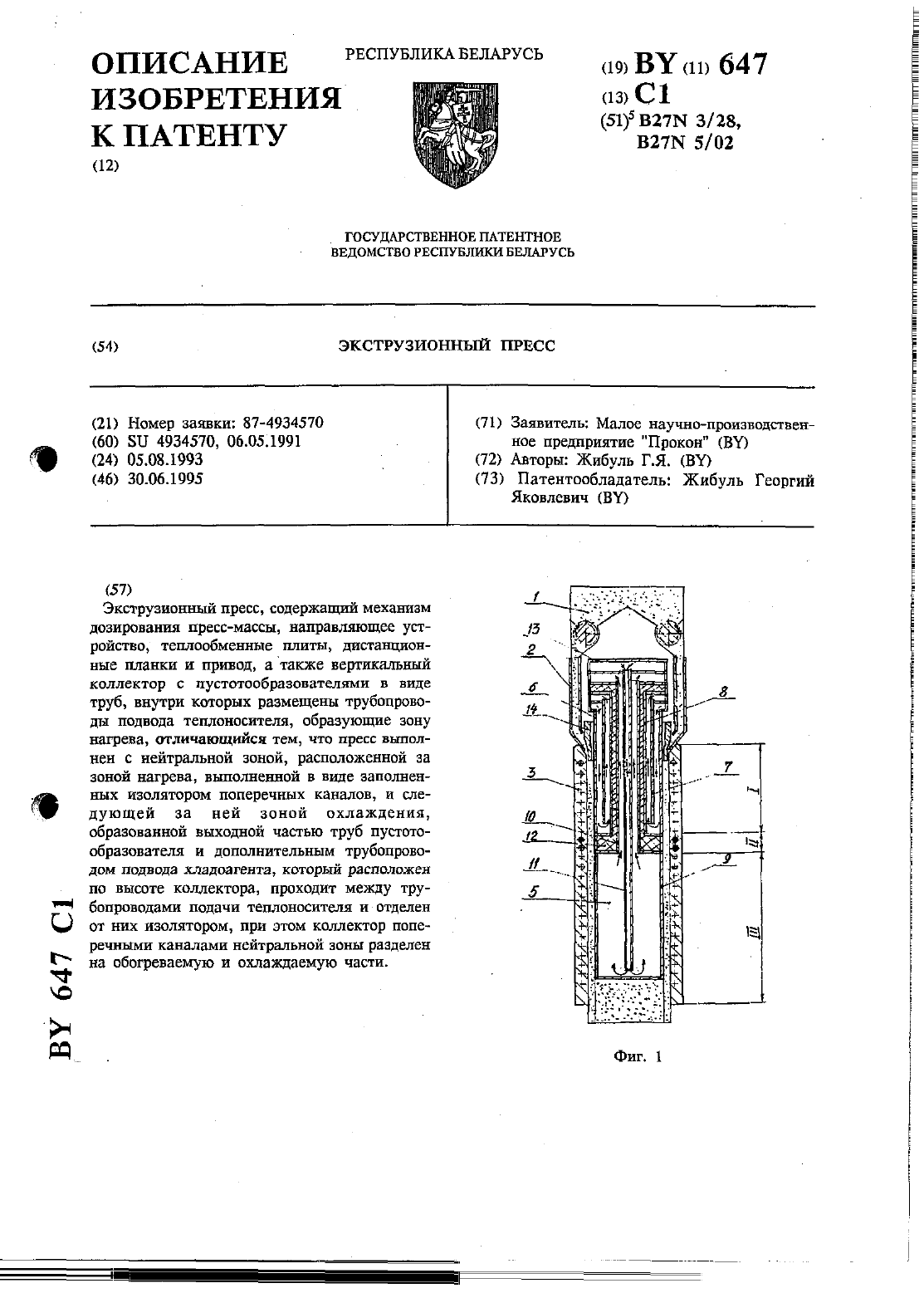
Номер патента: 647
Опубликовано: 30.06.1995
Автор: Жибуль Георгий Яковлевич
Метки: пресс, экструзионный
Текст:
...13, состоящий из двух частей - для теплоносителя и охладителя, разделенныизолятором 12 и пуансон 14.Пресс работает следующим образом. Прессмассу дозирующим механизмом 1 подают по боковым направляющим 2 в формирующий канал, образованный теплообменными плитами 3 и наружными трубами 6,9 пустотообразователей. Под действием давления, создаваемого пуансоном 14, из пресс-массы формируется эксгрузионная плита. Плита проталкивается пуансоном 14 через...
Линия для формования подошв на голенища обуви
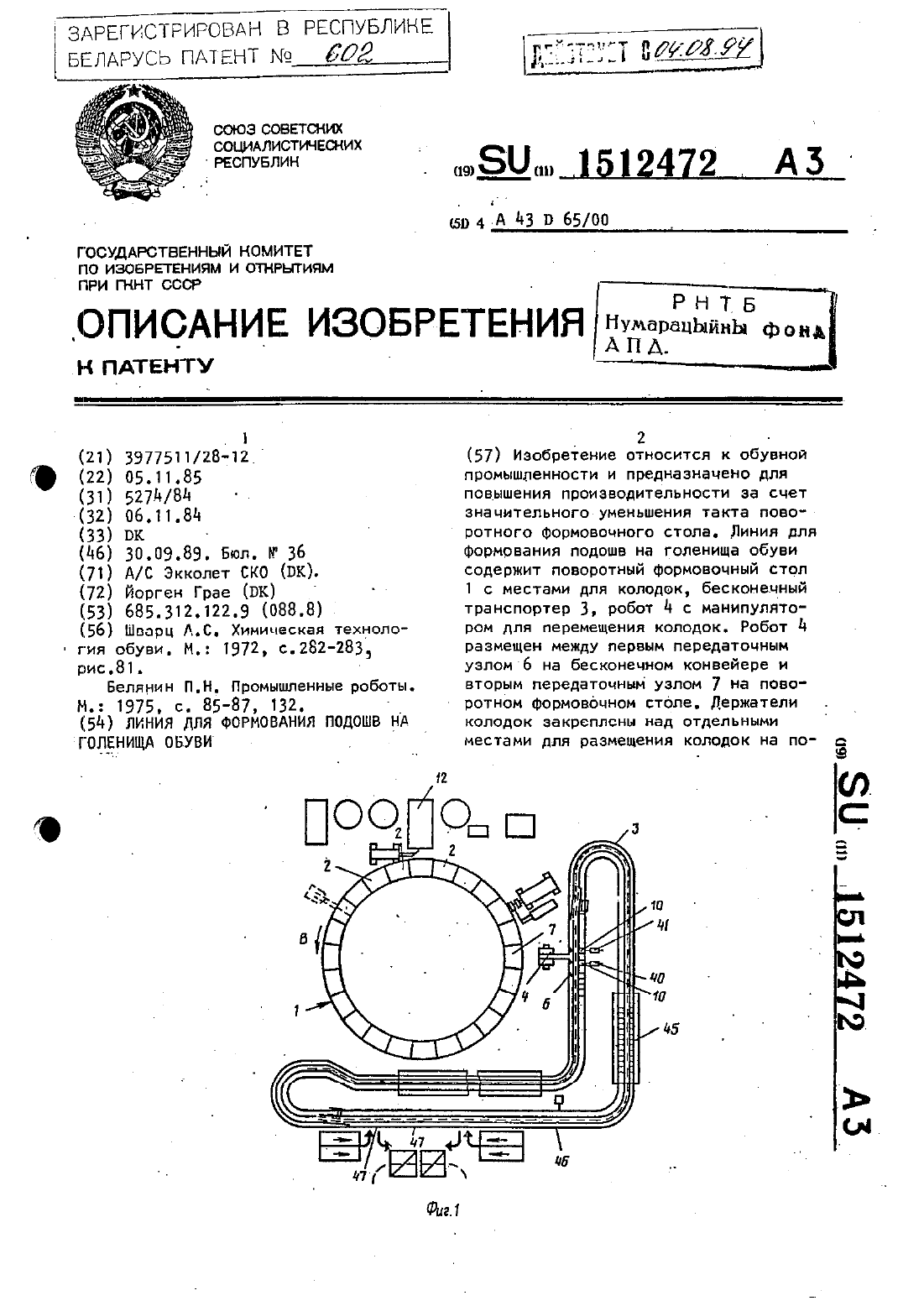
Номер патента: 602
Опубликовано: 30.06.1995
Автор: Йорген Грае
МПК: A43D 65/00
Метки: формования, подошв, голенища, обуви, линия
Текст:
...боковых элементах Пдобразного направляющего основания установлены направляющие Эд, расположенные с некоторым между ними промежутком, в результате чего образован паз, ширина этого паза немного больше толщины зажимной пластины 11 каждой колодки8 (на фиг 1 Ю показан пунктирными пи 7 ниями зажимной пластины 11). Между каждой направляющей Зд и находящимся под ней свободным боковым элементом 33 нижней части образован свободный направляющий паз для...
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
Метки: изготовления, способ, инструмента, алмазного
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Масса для изготовления абразивного инструмента
Номер патента: 444
Опубликовано: 30.03.1995
Авторы: Мороз В. В., Купчик П. В., Минец В. В., Катюк А. В., Мастюгин Л. И.
МПК: B24D 3/34
Метки: изготовления, абразивного, инструмента, масса
Текст:
...придает ей ВНТИСВПТИЧВСКИВ СБОЙСТВВ. у В предложенном составе в качестве аб разива применяется алмазный порошок. гексогональный нитрид бора. кубический НИТрИд бора, В КЭЧЗСТВЕ НЗПОЛНИТЭЛЯ ИСользуются полирит каолин. порошки металлов с размером частиц 0.02200 мкм. а также полимерные материалы. например,полиэтилен. фторопласт. капрон с размером частиц не более 8 мм. либо смеси указанных веществ. Для получения инстру мента из предложенной массы...
Предыдущий патент: Экструзионный пресс
Следующий патент: Способ устройства армирующего слоя дорожной одежды
Случайный патент: Устройство для обеззараживания воздуха