Устройство для магнитно-абразивной обработки отверстий деталей
Номер патента: U 5191
Опубликовано: 30.04.2009
Авторы: Агейчик Валерий Александрович, Акулович Леонид Михайлович, Сергеев Леонид Ефимович
Текст
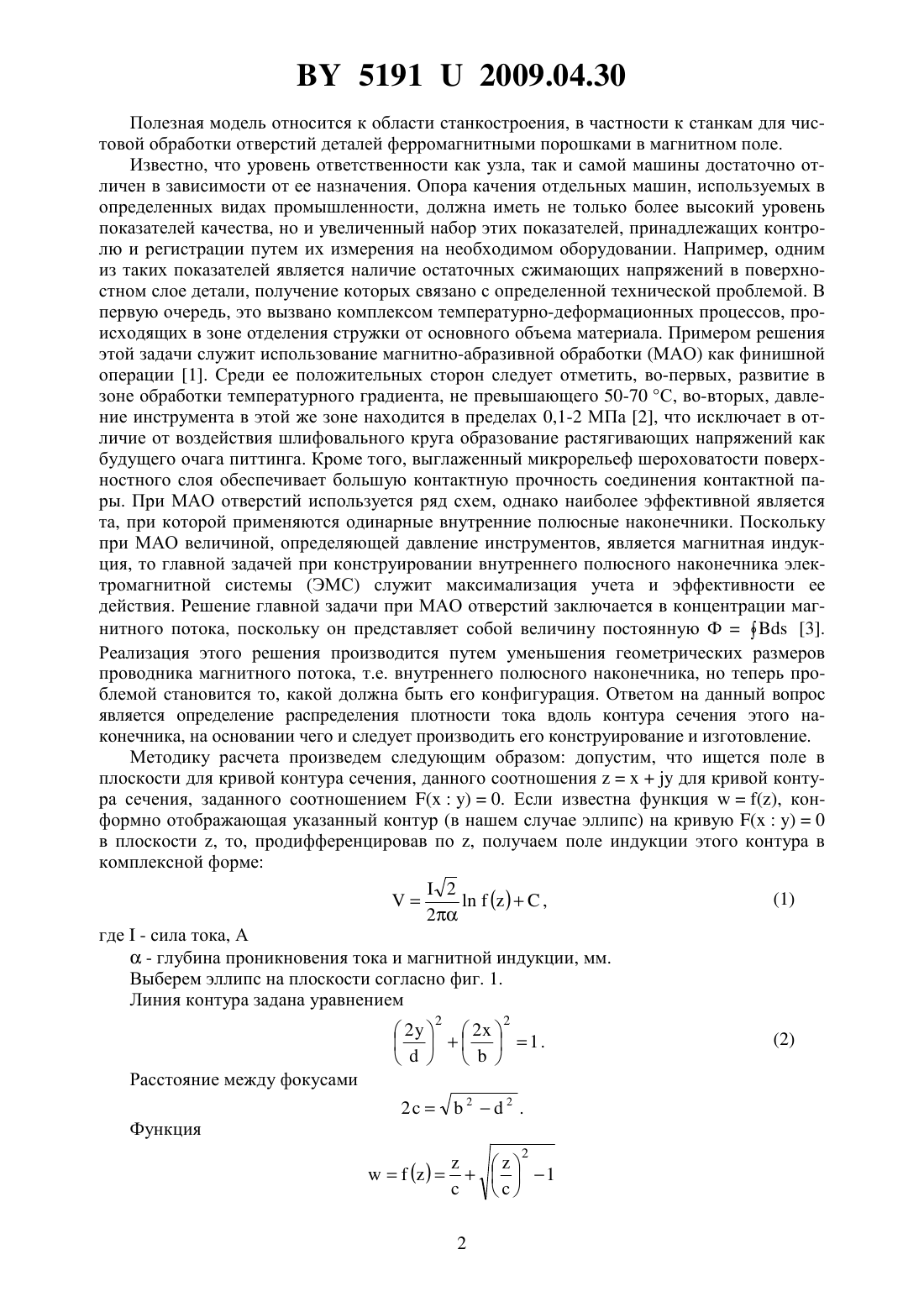
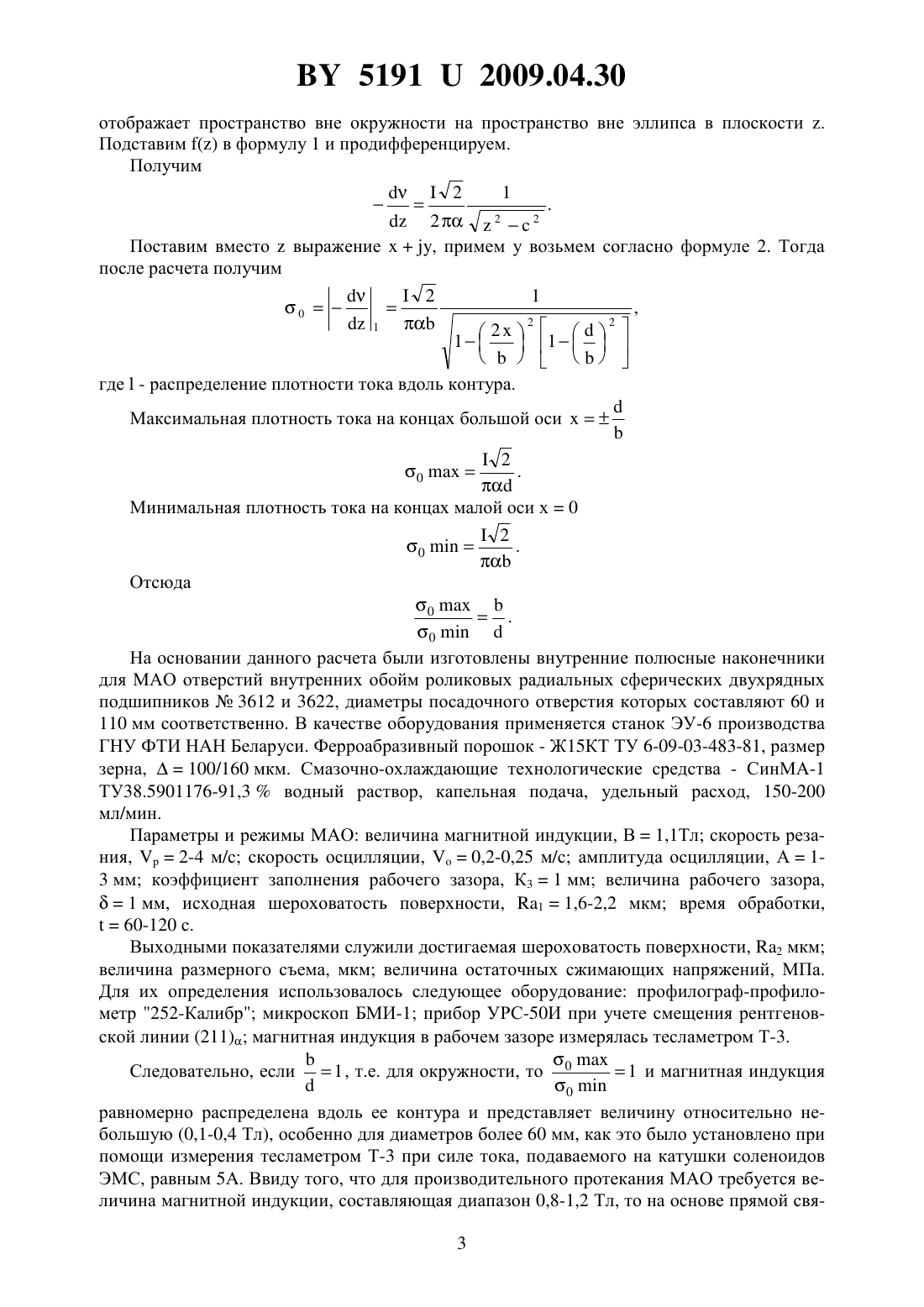
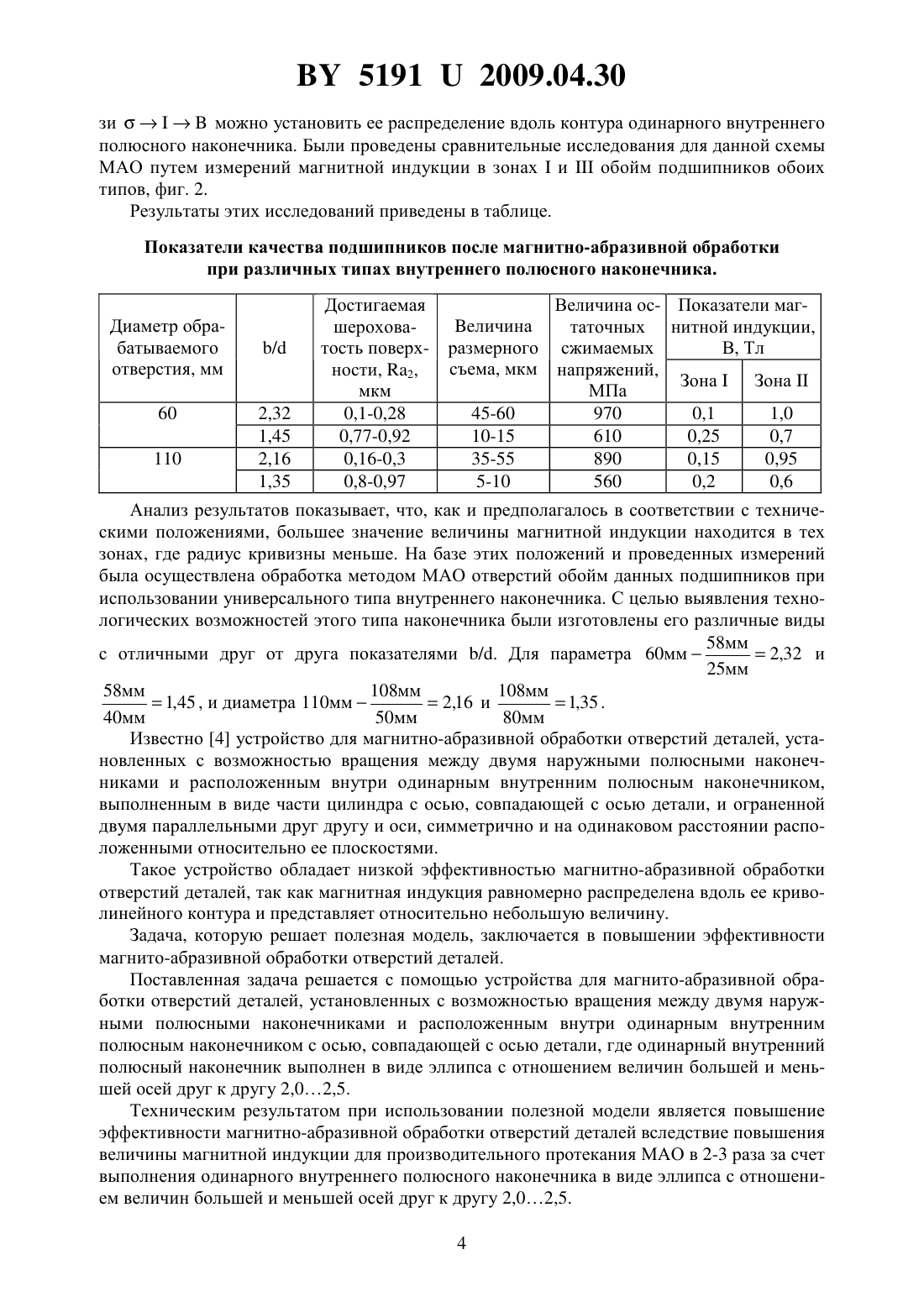
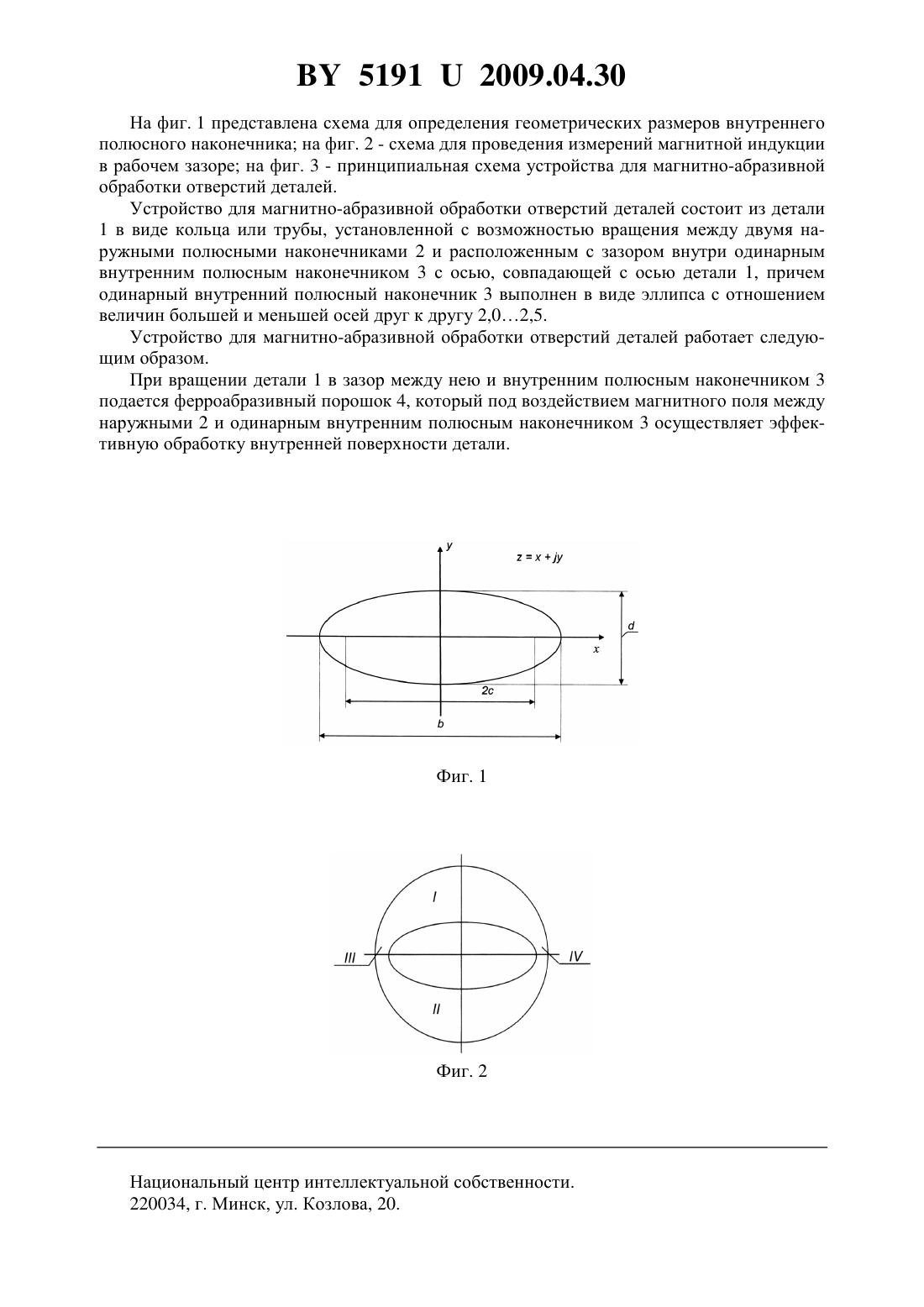
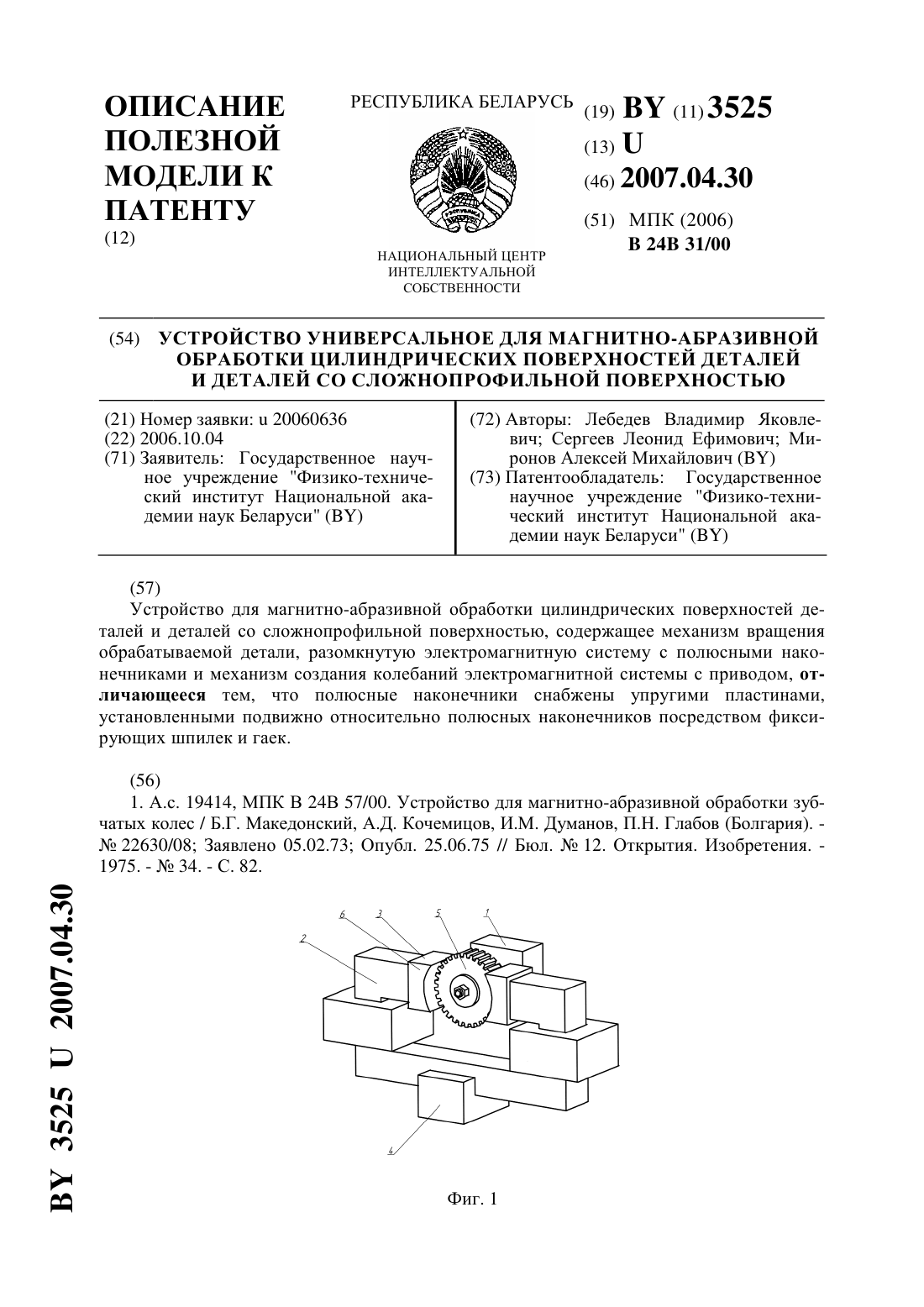
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Устройство для магнитно-абразивной обработки отверстий деталей, установленных с возможностью вращения между двумя наружными полюсными наконечниками и расположенным внутри одинарным внутренним полюсным наконечником с осью, совпадающей с осью детали, отличающееся тем, что одинарный внутренний полюсный наконечник выполнен в виде эллипса с отношением величин большей и меньшей осей друг к другу 2,02,5.(56) 1. Скворчевский Н.Я., Федорович Э.Н., Ящерицын П.И. Эффективность магнитноабразивной обработки. - Мн. Навукатэхнка, 1991. - 216 с. 2. Демиденко Е.Н. Исследование влияния давления магнитно-абразивного порошка на обрабатываемую поверхность при МАО. Тез. докл. МНТК. Современные проблемы машиноведения. - Гомель, 2004. - . 33-34. 3. Бессонов Л.А. Теоретические основы электротехники. Электромагнитное поле. - М. Гардарики, 2003. - 317 с. 4. Хомич Н. С. Магнитно-абразивная обработка изделий. - Мн. БНТУ, 2006. - С. 12. 51912009.04.30 Полезная модель относится к области станкостроения, в частности к станкам для чистовой обработки отверстий деталей ферромагнитными порошками в магнитном поле. Известно, что уровень ответственности как узла, так и самой машины достаточно отличен в зависимости от ее назначения. Опора качения отдельных машин, используемых в определенных видах промышленности, должна иметь не только более высокий уровень показателей качества, но и увеличенный набор этих показателей, принадлежащих контролю и регистрации путем их измерения на необходимом оборудовании. Например, одним из таких показателей является наличие остаточных сжимающих напряжений в поверхностном слое детали, получение которых связано с определенной технической проблемой. В первую очередь, это вызвано комплексом температурно-деформационных процессов, происходящих в зоне отделения стружки от основного объема материала. Примером решения этой задачи служит использование магнитно-абразивной обработки (МАО) как финишной операции 1. Среди ее положительных сторон следует отметить, во-первых, развитие в зоне обработки температурного градиента, не превышающего 50-70 С, во-вторых, давление инструмента в этой же зоне находится в пределах 0,1-2 МПа 2, что исключает в отличие от воздействия шлифовального круга образование растягивающих напряжений как будущего очага питтинга. Кроме того, выглаженный микрорельеф шероховатости поверхностного слоя обеспечивает большую контактную прочность соединения контактной пары. При МАО отверстий используется ряд схем, однако наиболее эффективной является та, при которой применяются одинарные внутренние полюсные наконечники. Поскольку при МАО величиной, определяющей давление инструментов, является магнитная индукция, то главной задачей при конструировании внутреннего полюсного наконечника электромагнитной системы (ЭМС) служит максимализация учета и эффективности ее действия. Решение главной задачи при МАО отверстий заключается в концентрации магнитного потока, поскольку он представляет собой величину постоянную Ф 3. Реализация этого решения производится путем уменьшения геометрических размеров проводника магнитного потока, т.е. внутреннего полюсного наконечника, но теперь проблемой становится то, какой должна быть его конфигурация. Ответом на данный вопрос является определение распределения плотности тока вдоль контура сечения этого наконечника, на основании чего и следует производить его конструирование и изготовление. Методику расчета произведем следующим образом допустим, что ищется поле в плоскости для кривой контура сечения, данного соотношениядля кривой контура сечения, заданного соотношением 0. Если известна функция, конформно отображающая указанный контур (в нашем случае эллипс) на кривую 0 в плоскости , то, продифференцировав по , получаем поле индукции этого контура в комплексной форме 2( ),2 где- сила тока, А- глубина проникновения тока и магнитной индукции, мм. Выберем эллипс на плоскости согласно фиг. 1. Линия контура задана уравнением 2 221.Расстояние между фокусами Функция 51912009.04.30 отображает пространство вне окружности на пространство вне эллипса в плоскости . Подставимв формулу 1 и продифференцируем. Получим 2 1 222 Поставим вместовыражение, примем у возьмем согласно формуле 2. Тогда после расчета получим где- распределение плотности тока вдоль контура. Максимальная плотность тока на концах большой оси Минимальная плотность тока на концах малой оси х 02 0 Отсюда 0.0 На основании данного расчета были изготовлены внутренние полюсные наконечники для МАО отверстий внутренних обойм роликовых радиальных сферических двухрядных подшипников 3612 и 3622, диаметры посадочного отверстия которых составляют 60 и 110 мм соответственно. В качестве оборудования применяется станок ЭУ-6 производства ГНУ ФТИ НАН Беларуси. Ферроабразивный порошок - Ж 15 КТ ТУ 6-09-03-483-81, размер зерна,100/160 мкм. Смазочно-охлаждающие технологические средства - СинМА-1 ТУ 38.5901176-91,3 водный раствор, капельная подача, удельный расход, 150-200 мл/мин. Параметры и режимы МАО величина магнитной индукции, В 1,1 Тл скорость резания,2-4 м/с скорость осцилляции,0,2-0,25 м/с амплитуда осцилляции, А 13 мм коэффициент заполнения рабочего зазора, К 31 мм величина рабочего зазора,1 мм, исходная шероховатость поверхности, 11,6-2,2 мкм время обработки,60-120 с. Выходными показателями служили достигаемая шероховатость поверхности, 2 мкм величина размерного съема, мкм величина остаточных сжимающих напряжений, МПа. Для их определения использовалось следующее оборудование профилограф-профилометр 252-Калибр микроскоп БМИ-1 прибор УРС-50 И при учете смещения рентгеновской линии (211) магнитная индукция в рабочем зазоре измерялась тесламетром Т-3. 0 равномерно распределена вдоль ее контура и представляет величину относительно небольшую (0,1-0,4 Тл), особенно для диаметров более 60 мм, как это было установлено при помощи измерения тесламетром Т-3 при силе тока, подаваемого на катушки соленоидов ЭМС, равным 5 А. Ввиду того, что для производительного протекания МАО требуется величина магнитной индукции, составляющая диапазон 0,8-1,2 Тл, то на основе прямой свя 3 51912009.04.30 зиможно установить ее распределение вдоль контура одинарного внутреннего полюсного наконечника. Были проведены сравнительные исследования для данной схемы МАО путем измерений магнитной индукции в зонахиобойм подшипников обоих типов, фиг. 2. Результаты этих исследований приведены в таблице. Показатели качества подшипников после магнитно-абразивной обработки при различных типах внутреннего полюсного наконечника. Диаметр обрабатываемого отверстия, мм Величина ос- Показатели магличина таточных нитной индукции,размерного сжимаемых В, Тл съема, мкм напряжений,ЗонаЗонаМПа 45-60 970 0,1 1,0 10-15 610 0,25 0,7 35-55 890 0,15 0,95 5-10 560 0,2 0,6 Анализ результатов показывает, что, как и предполагалось в соответствии с техническими положениями, большее значение величины магнитной индукции находится в тех зонах, где радиус кривизны меньше. На базе этих положений и проведенных измерений была осуществлена обработка методом МАО отверстий обойм данных подшипников при использовании универсального типа внутреннего наконечника. С целью выявления технологических возможностей этого типа наконечника были изготовлены его различные виды 58 мм 2,32 и с отличными друг от друга показателями /. Для параметра 60 мм 25 мм 58 мм 108 мм 108 мм 1,45 , и диаметра 110 мм 2,16 и 1,35 . 40 мм 50 мм 80 мм Известно 4 устройство для магнитно-абразивной обработки отверстий деталей, установленных с возможностью вращения между двумя наружными полюсными наконечниками и расположенным внутри одинарным внутренним полюсным наконечником,выполненным в виде части цилиндра с осью, совпадающей с осью детали, и ограненной двумя параллельными друг другу и оси, симметрично и на одинаковом расстоянии расположенными относительно ее плоскостями. Такое устройство обладает низкой эффективностью магнитно-абразивной обработки отверстий деталей, так как магнитная индукция равномерно распределена вдоль ее криволинейного контура и представляет относительно небольшую величину. Задача, которую решает полезная модель, заключается в повышении эффективности магнито-абразивной обработки отверстий деталей. Поставленная задача решается с помощью устройства для магнито-абразивной обработки отверстий деталей, установленных с возможностью вращения между двумя наружными полюсными наконечниками и расположенным внутри одинарным внутренним полюсным наконечником с осью, совпадающей с осью детали, где одинарный внутренний полюсный наконечник выполнен в виде эллипса с отношением величин большей и меньшей осей друг к другу 2,02,5. Техническим результатом при использовании полезной модели является повышение эффективности магнитно-абразивной обработки отверстий деталей вследствие повышения величины магнитной индукции для производительного протекания МАО в 2-3 раза за счет выполнения одинарного внутреннего полюсного наконечника в виде эллипса с отношением величин большей и меньшей осей друг к другу 2,02,5. 51912009.04.30 На фиг. 1 представлена схема для определения геометрических размеров внутреннего полюсного наконечника на фиг. 2 - схема для проведения измерений магнитной индукции в рабочем зазоре на фиг. 3 - принципиальная схема устройства для магнитно-абразивной обработки отверстий деталей. Устройство для магнитно-абразивной обработки отверстий деталей состоит из детали 1 в виде кольца или трубы, установленной с возможностью вращения между двумя наружными полюсными наконечниками 2 и расположенным с зазором внутри одинарным внутренним полюсным наконечником 3 с осью, совпадающей с осью детали 1, причем одинарный внутренний полюсный наконечник 3 выполнен в виде эллипса с отношением величин большей и меньшей осей друг к другу 2,02,5. Устройство для магнитно-абразивной обработки отверстий деталей работает следующим образом. При вращении детали 1 в зазор между нею и внутренним полюсным наконечником 3 подается ферроабразивный порошок 4, который под воздействием магнитного поля между наружными 2 и одинарным внутренним полюсным наконечником 3 осуществляет эффективную обработку внутренней поверхности детали. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24B 31/00
Метки: магнитно-абразивной, отверстий, устройство, деталей, обработки
Код ссылки
<a href="https://by.patents.su/5-u5191-ustrojjstvo-dlya-magnitno-abrazivnojj-obrabotki-otverstijj-detalejj.html" rel="bookmark" title="База патентов Беларуси">Устройство для магнитно-абразивной обработки отверстий деталей</a>
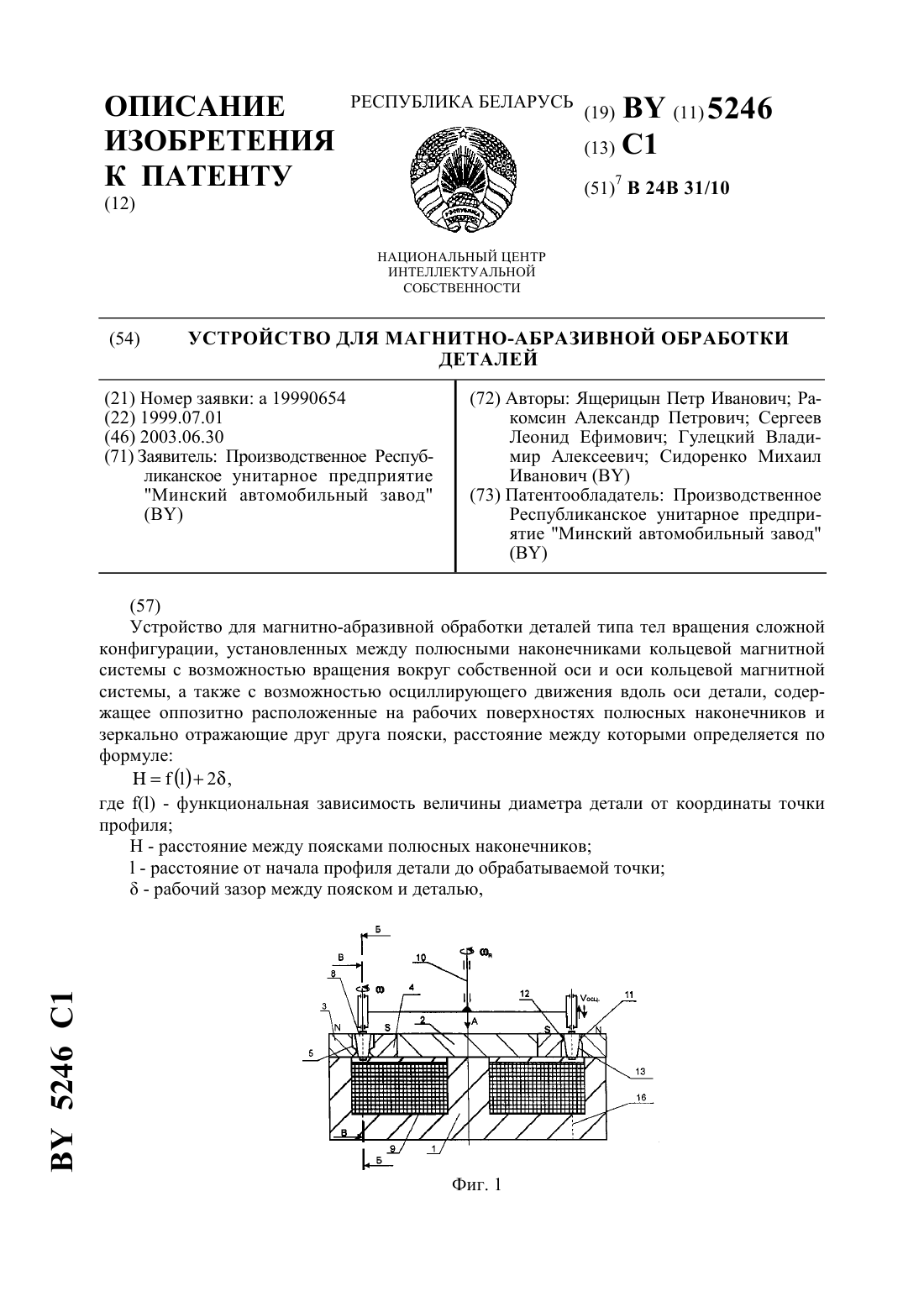
Устройство универсальное для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью
Номер патента: U 3525
Опубликовано: 30.04.2007
Авторы: Миронов Алексей Михайлович, Лебедев Владимир Яковлевич, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: деталей, устройство, поверхностью, обработки, универсальное, магнитно-абразивной, поверхностей, цилиндрических, сложнопрофильной
Текст:
...прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с...
Устройство для магнитно-абразивной обработки цилиндрических и сложнопрофильных поверхностей деталей машин

Номер патента: U 5020
Опубликовано: 28.02.2009
Авторы: Лебедев Владимир Яковлевич, Федорович Элла Николаевна, Бабич Виталий Евгеньевич
МПК: B24B 31/00
Метки: деталей, машин, магнитно-абразивной, поверхностей, обработки, устройство, сложнопрофильных, цилиндрических
Текст:
...относительного скольжения происходит микрорезание только наружной поверхности колеса и кромок зубьев. Задачей предлагаемой полезной модели является обеспечение возможности обработки цилиндрических поверхностей деталей типа вал разного диаметра, а также деталей с прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной...
Устройство для магнитно-абразивной обработки деталей
Номер патента: 5246
Опубликовано: 30.06.2003
Авторы: Гулецкий Владимир Алексеевич, Сергеев Леонид Ефимович, Сидоренко Михаил Иванович, Ящерицын Петр Иванович, Ракомсин Александр Петрович
МПК: B24B 31/10
Метки: магнитно-абразивной, обработки, деталей, устройство
Текст:
...с линейной скоростью каждая точка сложнопрофильной поверхности по всей высоте обрабатывается за одно и то же время, что позволяет осуществить равномерность съема материала для любой точки с постоянной скоростью резания без изменения скорости их вращения, а значит, без применения дополнительных дорогостоящих устройств регулирования скорости, поскольку каждая точка обрабатываемой поверхности будет находиться в контакте с ферроабразивным порошком...
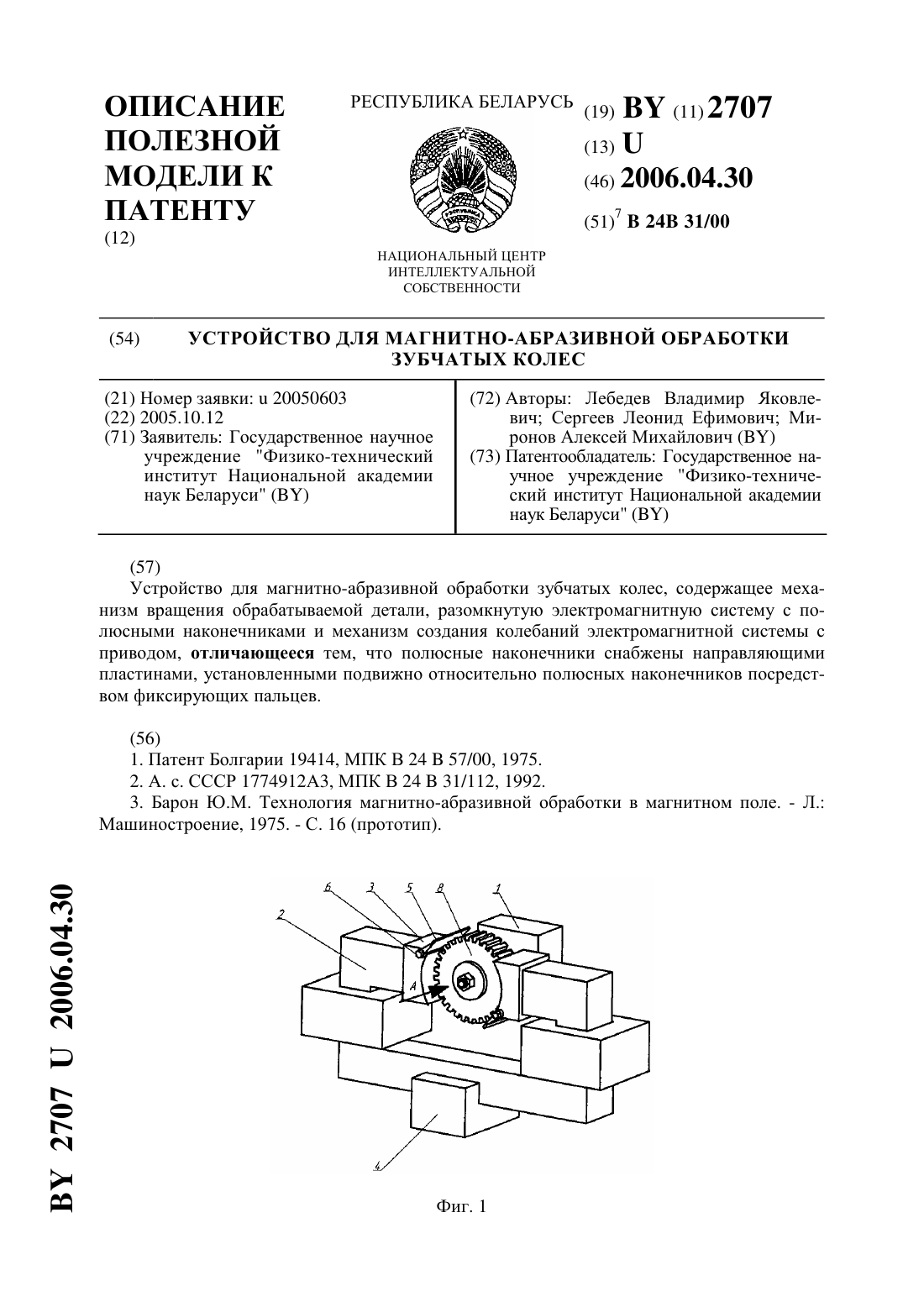
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2707
Опубликовано: 30.04.2006
Авторы: Сергеев Леонид Ефимович, Лебедев Владимир Яковлевич, Миронов Алексей Михайлович
МПК: B24B 31/00
Метки: магнитно-абразивной, устройство, обработки, колес, зубчатых
Текст:
...деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки зубчатых колес, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, полюсные наконечники снабжены направляющими пластинами,...
Устройство для магнитно-абразивной обработки плоской поверхности детали
Номер патента: 11337
Опубликовано: 30.12.2008
Авторы: Луговик Алексей Юрьевич, Кухто Петр Васильевич, Пасевич Петр Иванович, Власенко Евгений Петрович, Хомич Николай Степанович, Дидковский Ярослав Иванович, Фёдорцев Ростислав Валерьевич
МПК: B24B 31/00
Метки: магнитно-абразивной, обработки, устройство, поверхности, детали, плоской
Текст:
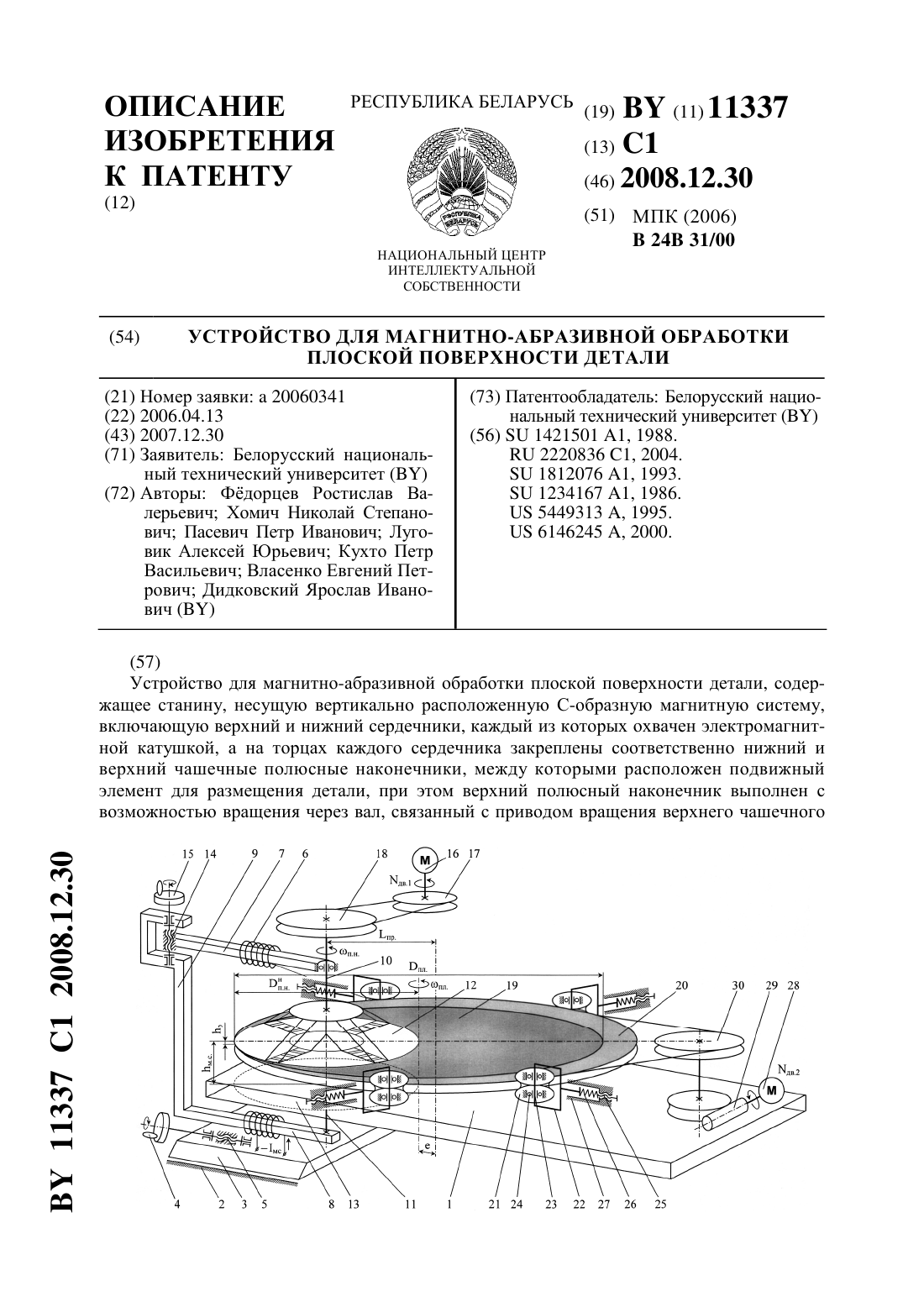
...совместного перемещения в горизонтальной плоскости относительно оси шкива по направляющим. На чертеже показана укрупненная кинематическая схема устройства для магнитноабразивной обработки плоской поверхности детали. Устройство состоит из двух взаимосвязанных модулей узла магнитной системы, связанного с приводом вращения верхнего чашечного полюсного наконечника, а также механизма устройства и крепления заготовки, связанного с...
Предыдущий патент: Хедер для расчёсывания и обрезки стелющихся побегов клюквы
Следующий патент: Оборудование для промывки дренажных колодцев
Случайный патент: Двухтактный двигатель внутреннего сгорания