Литейная форма с модельной оснасткой
Номер патента: U 3865
Опубликовано: 30.10.2007
Авторы: Лукашевич Федор Сергеевич, Писаренко Леонид Зотович, Лешко Андрей Васильевич, Хацкевич Владимир Анатольевич, Филипчик Виктор Константинович
Текст
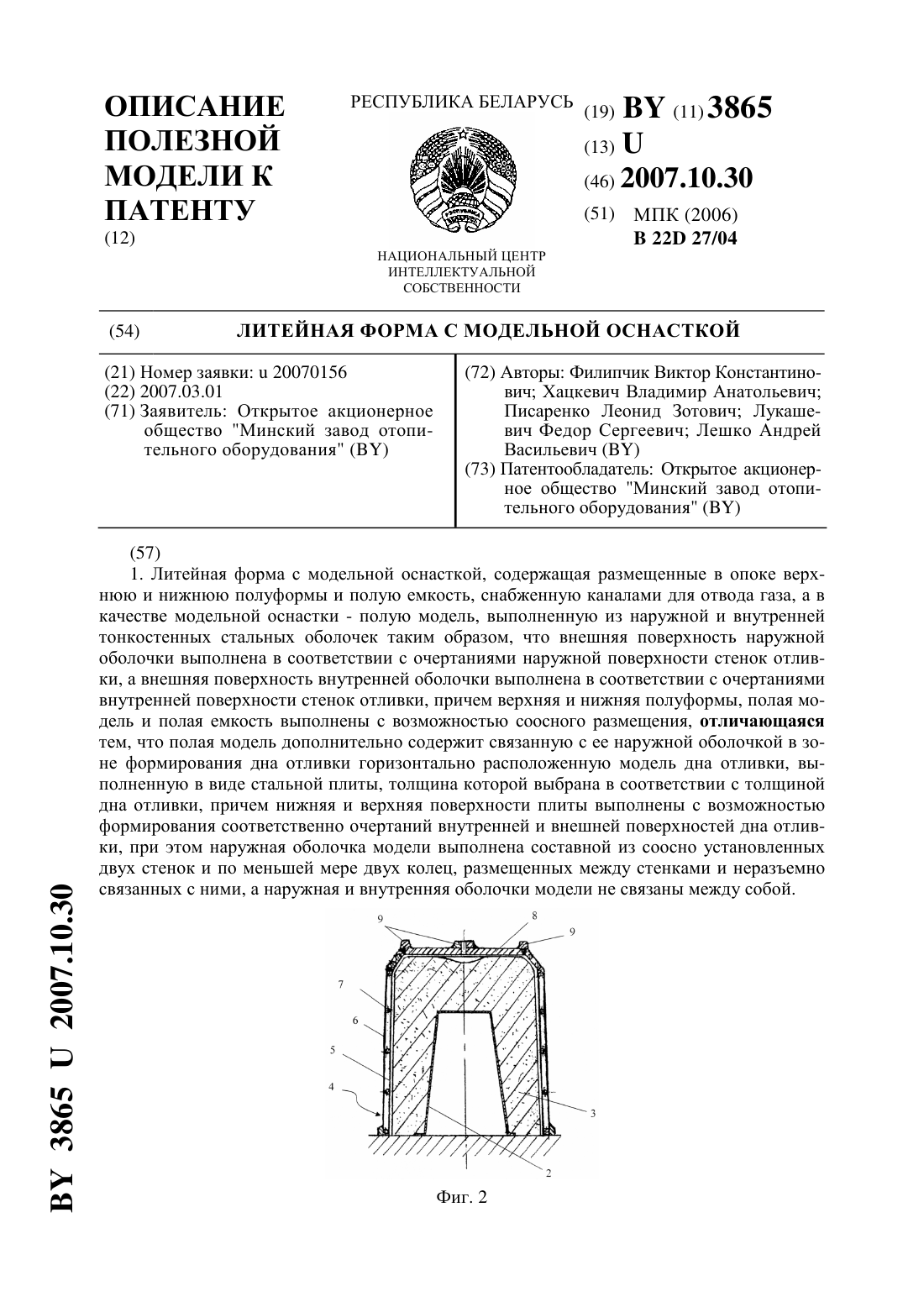
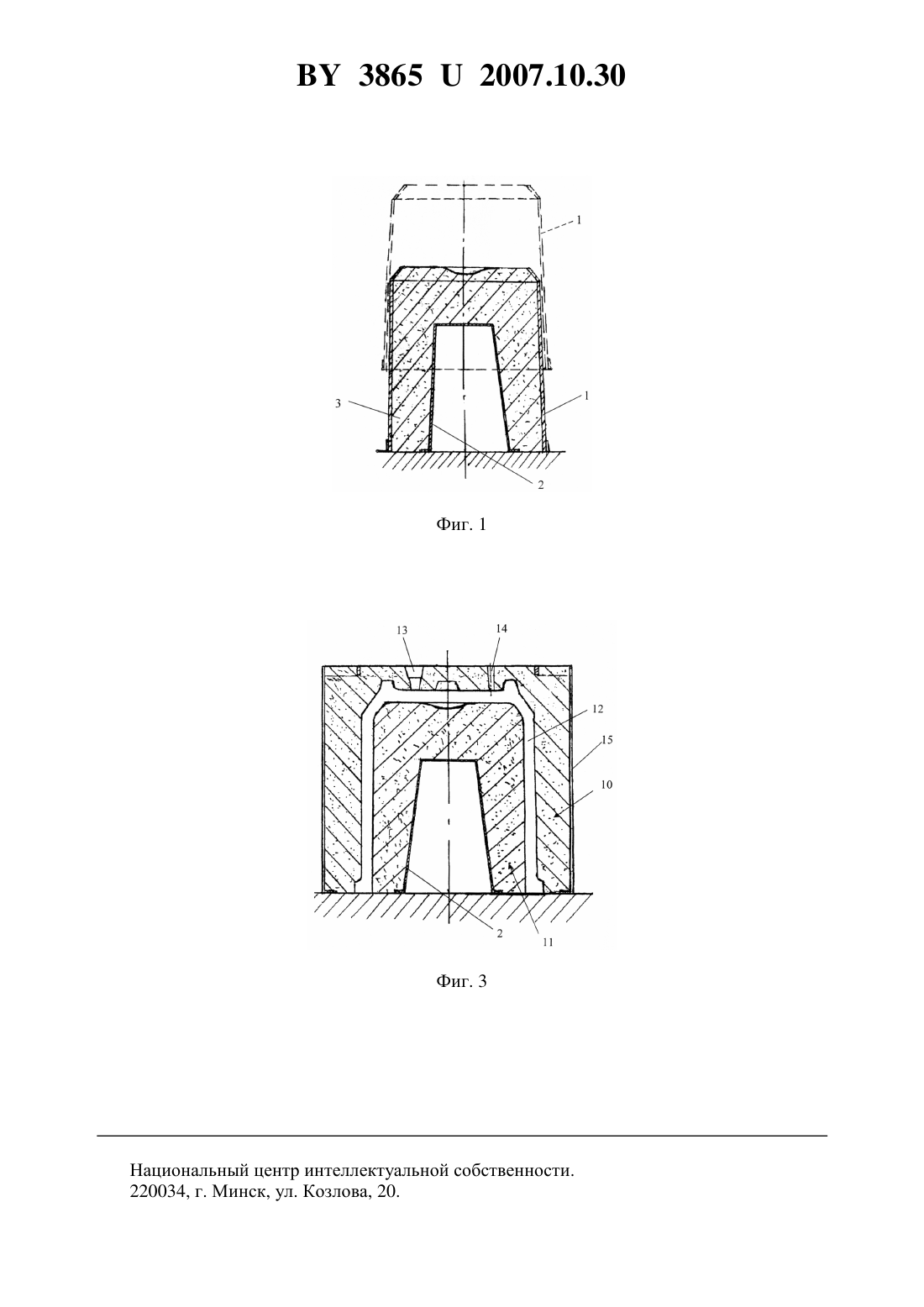
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Открытое акционерное общество Минский завод отопительного оборудования(72) Авторы Филипчик Виктор Константинович Хацкевич Владимир Анатольевич Писаренко Леонид Зотович Лукашевич Федор Сергеевич Лешко Андрей Васильевич(73) Патентообладатель Открытое акционерное общество Минский завод отопительного оборудования(57) 1. Литейная форма с модельной оснасткой, содержащая размещенные в опоке верхнюю и нижнюю полуформы и полую емкость, снабженную каналами для отвода газа, а в качестве модельной оснастки - полую модель, выполненную из наружной и внутренней тонкостенных стальных оболочек таким образом, что внешняя поверхность наружной оболочки выполнена в соответствии с очертаниями наружной поверхности стенок отливки, а внешняя поверхность внутренней оболочки выполнена в соответствии с очертаниями внутренней поверхности стенок отливки, причем верхняя и нижняя полуформы, полая модель и полая емкость выполнены с возможностью соосного размещения, отличающаяся тем, что полая модель дополнительно содержит связанную с ее наружной оболочкой в зоне формирования дна отливки горизонтально расположенную модель дна отливки, выполненную в виде стальной плиты, толщина которой выбрана в соответствии с толщиной дна отливки, причем нижняя и верхняя поверхности плиты выполнены с возможностью формирования соответственно очертаний внутренней и внешней поверхностей дна отливки, при этом наружная оболочка модели выполнена составной из соосно установленных двух стенок и по меньшей мере двух колец, размещенных между стенками и неразъемно связанных с ними, а наружная и внутренняя оболочки модели не связаны между собой. 38652007.10.30 2. Литейная форма по п. 1, отличающаяся тем, что модель дна отливки дополнительно содержит модели технологических опор, расположенные на верхней поверхности стальной плиты. 3. Литейная форма по любому из пп. 1 или 2, отличающаяся тем, что полая модель выполнена с возможностью последовательной установки внутренней оболочки модели с формированием очертания внутренней поверхности отливки и с последующими удалением внутренней оболочки модели отливки и установкой связанных наружной оболочки модели и модели дна отливки с формированием очертания наружной поверхности отливки.(56) 1. ТИ 25310.03048. Получение спецчугунов ОАО МЗОО, 2003. 2. Патент 1795 , МПК В 22 27/04, 2004. Полезная модель относится к области литейного производства, а именно к литейным формам и литейной (модельной) оснастке для получения отливок емкостей, например, томильных горшков для отжига отливок. Известна литейная форма для получения отливок с днищем и цилиндрической поверхностью по высоте, например, томильных горшков для отжига отливок из белого чугуна на ковкий. Литейная форма состоит из двух полуформ, заполненных формовочной смесью 1. Недостатком существующей литейной формы является трудоемкость ее изготовления,связанная с необходимостью наполнения внутренней части модели формовочной смесью,ее уплотнением, с последующей кантовкой алюминиевой модели на 180 и с установкой на земляную постель, набивкой верхней полуформы, с последующим извлечением модели и извлечением из алюминиевой модели земляного болвана посредством нанесения ударов. Это приводит к снижению ее долговечности. Кроме того, сама кантовка модели с набитым земляным болваном является, с точки зрения, соблюдения правил охраны труда небезопасной и трудоемкой. Наиболее близкой к предлагаемой полезной модели является литейная форма 2, получаемая с использованием модельной оснастки, содержащей две связанные между собой тонкостенные стальные оболочки, размещенные между верхней и нижней полуформами так, что внешняя поверхность наружной оболочки выполнена в соответствии с очертаниями наружной поверхности отливки, внешняя поверхность внутренней оболочки выполнена в соответствии с очертаниями внутренней поверхности отливки, а расстояние между внешними поверхностями наружной и внутренней оболочки установлено в соответствии с толщиной стенки отливки, и содержащей соосно установленную полую емкость с отверстиями для отвода газов. Однако данная литейная форма в некоторых случаях ее применения имеет ряд недостатков, среди которых можно отметить следующие так как литейная форма заливается в открытую форму через дно, т.е. без литниковой системы, требуется точная установка формы по горизонтальному уровню толщина дна нестабильная и визуально трудно регулируется в процессе заливки горшка невозможно получение цельнолитых с днищем технологических опор томильного горшка. Таким образом, задачей полезной модели является разработка литейной формы для получения отливок с заданной толщиной стенок и, прежде всего, с заданной толщиной дна. Литейная форма, в частности, должна обеспечивать простое получение отливок томильных горшков с технологическими опорами цельнолитыми с днищем. Литейная форма должна 2 38652007.10.30 также обеспечивать получение отливок емкостей, в частности томильных горшков, с уменьшенной и стабилизированной массой и увеличенной эксплуатационной стойкостью. Поставленная задача решается заявляемой литейной формой с модельной оснасткой,содержащей размещенные в опоке верхнюю и нижнюю полуформы и полую емкость,снабженную каналами для отвода газа, а в качестве модельной оснастки - полую модель,выполненную из наружной и внутренней тонкостенных стальных оболочек таким образом,что внешняя поверхность наружной оболочки выполнена в соответствии с очертаниями наружной поверхности стенок отливки, а внешняя поверхность внутренней оболочки выполнена в соответствии с очертаниями внутренней поверхности стенок отливки, причем верхняя и нижняя полуформы, полая модель и полая емкость выполнены с возможностью соосного размещения. Задача решается за счет того, что полая модель дополнительно содержит связанную с ее наружной оболочкой в зоне формирования дна отливки горизонтально расположенную модель дна отливки, выполненную в виде стальной плиты, толщина которой выбрана в соответствии с толщиной дна отливки, причем нижняя и верхняя поверхности плиты выполнены с возможностью формирования соответственно очертаний внутренней и внешней поверхностей дна отливки, при этом наружная оболочка модели выполнена составной из соосно установленных двух стенок и, по меньшей мере, двух колец, размещенных между стенками и неразъемно связанных с ними, а наружная и внутренняя оболочки модели не связаны между собой. Для возможности получения отливок томильных горшков с технологическими опорами модель дна отливки дополнительно содержит модели технологических опор, расположенные на верхней поверхности стальной плиты. В предпочтительных формах реализации полая модель выполнена с возможностью последовательной установки внутренней оболочки модели с формированием очертания внутренней поверхности отливки и с последующими удалением внутренней оболочки модели отливки и установкой связанных составной наружной оболочкой модели и модели дна отливки с формированием очертания наружной поверхности отливки. При этом вначале формируется очертание внутренней поверхности отливки горшка (земляной болван) посредством внутренней оболочки (модели земляного болвана), отдельной от наружной оболочки модели отливки. После чего внутреннюю оболочку модели отливки снимают с земляного болвана и устанавливают наружную оболочку модели с моделью дна отливки. Величина зазора, необходимая для установки наружной оболочки модели и модели дна отливки на земляной болван без его разрушения и формирования стенок отливки, выбрана таким образом, чтобы величина зазора и толщина составной наружной оболочки модели в сумме составляли заданную толщину стенки отливки. Упомянутые выше и другие возможные достоинства и преимущества заявляемой полезной модели будут рассмотрены более подробно на одном из возможных предпочтительных, но не ограничивающих объем притязаний, примеров реализации литейной формы с модельной оснасткой со ссылками на позиции фигур чертежей, на которых схематично представлены фиг. 1 - внутренняя оболочка модели отливки, установленная на земляном болване (в разрезе) фиг. 2 - наружная оболочка модели отливки, установленная на земляном болване со сформированным очертанием внутренней поверхности отливки (в разрезе) фиг. 3 - литейная форма (в разрезе). На фиг. 1 изображена в разрезе внутренняя оболочка 1 стальной полой модели отливки (томильного горшка) и полая емкость, выполненная в виде опустошителя 2, предназначенные для формовки земляного болвана 3, определяющего очертание внутренней поверхности стенки отливки. Штриховыми линиями на фиг. 1 изображена внутренняя оболочка 1 модели отливки в момент ее снятия с земляного болвана. 3 38652007.10.30 На фиг. 2 изображены в разрезе составная наружная оболочка 4 стальной модели томильного горшка. Наружная оболочка 4 стальной модели состоит из соосно установленных двух стенок 5 и 6 из стального листа и, в данном примере реализации, семи колец 7,размещенных между стенками 5 и 6 и неразъемно связанных с ними, например приваренных к стенкам 5 и 6. К наружной оболочке 4 приварена стальная плита 8 с моделями 9 технологических опор. На фиг. 3 изображена в разрезе собранная форма, содержащая верхнюю 10 и нижнюю 11 полуформы, в которых сформированы очертания поверхностей внутренней и внешней стенок, а также дна (с технологическими опорами) отливки томильного горшка, между которыми сформирована полость 12, соответствующая форме томильного горшка. Литейная форма содержит также литник 13, выпор 14 и опоку 15. Изготовление формы производится в следующей последовательности. На подготовленную земляную постель устанавливается опустошитель 2, на который соосно устанавливается внутренняя оболочка 1 модели томильного горшка, предназначенная для формовки земляного болвана, формирующего очертание внутренней поверхности стенок томильного горшка. В пространство между опустошителем 1 и внутренней оболочкой 1 модели томильного горшка насыпается формовочная смесь и послойно утрамбовывается при помощи пневмотрамбовки. Затем внутренняя оболочка модели остукивается и снимается (см. фиг. 1, изображение штриховыми линиями) со сформованного описанным выше образом земляного болвана 3. На земляной болван 3, соосно с ним, устанавливается составная наружная оболочка 4 модели томильного горшка с приваренной к ней стальной плитой 8 с моделями 6 технологических опор. Наружная оболочка 4 изготавливается из двух соосно установленных стенок 5 и 6, выполненных из стальных листов, между которыми привариваются кольца. Такая конструкция обеспечивает увеличение прочности и жесткости наружной оболочки. Между наружной оболочкой 4 модели томильного горшка со стальной плитой 8 и земляным болваном 3 предусмотрен технологический зазор во избежание обжимов и обвалов земляного болвана 3 при установке наружной оболочки 4 модели томильного горшка со стальной плитой 8. Толщина наружной оболочки 4 модели томильного горшка и величина технологического зазора выбираются таким образом, чтобы в сумме они составляли заданную толщину стенки и дна томильного горшка. Например, стенки наружной 4 оболочки модели выполнены из стальных листов 5 и 6 толщиной 8 мм, между которыми приварены кольца из проката диаметром 15 мм. Таким образом, суммарная толщина наружной оболочки 4 модели составляет 31 мм. Заданная толщина стенки отливки принята, например, 35 мм. Тогда, величина оптимального технологического зазора между земляным болваном 3 и стенкой 5 внешней оболочки 4 модели составит 4 мм. На установленную на земляной болван 3 внешнюю оболочку 4 модели, соосно с ней,устанавливают опоку 15, в которую насыпают формовочную смесь и послойно утрамбовывают. На верхнюю поверхность стальной плиты 8 устанавливают литник 13 и выпор 14 и продолжают формовку до полного заполнения опоки утрамбованной формовочной смесью. Остатки земли срезают. Затем при помощи строп и кран-балки снимают верхнюю полуформу 10, при помощи молотка и выколотки извлекают внешнюю оболочку 4 модели, верхняя полуформа 10 уже без внешней оболочки 4 модели соосно устанавливается на нижнюю полуформу 11, т.е. на земляной болван 3. Собранная форма нагружается грузом и готова к заливке. Полученную форму возможно заливать как немодифицированным чугуном, так и модифицированным в ковше и внутри формы. После заливки и охлаждения отливка горшка извлекается из формы и после удаления литника и выпора, очистки от пригоревшей формовочной смеси отправляется по назначению. Использование данной полезной модели позволит стабилизировать массу отливки,уменьшить массу горшка на 150-180 кг, снизить расход газана 10 м 3 на нагрев в термической печи горшка, что обеспечит экономию газа около 500 м 3 в сутки, улучшить условия прогреваемости отливок, снизить расход модификаторов. 4 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B22D 27/04
Метки: оснасткой, литейная, форма, модельной
Код ссылки
<a href="https://by.patents.su/5-u3865-litejjnaya-forma-s-modelnojj-osnastkojj.html" rel="bookmark" title="База патентов Беларуси">Литейная форма с модельной оснасткой</a>
Литейная форма для получения отливок
Номер патента: U 1795
Опубликовано: 30.03.2005
Авторы: Филипчик Виктор Константинович, Марков Александр Михайлович, Лукашевич Сергей Федорович, Писаренко Леонид Зотович, Вершинин Владимир Александрович
МПК: B22D 27/04
Метки: литейная, форма, отливок, получения
Текст:
...выламывается и часть днища горшка, что сказывается на его эксплуатационной стойкости. Использование газорезки экономически не эффективно. Задачей полезной модели является создание литейной формы, которая обеспечивала бы упрощение технологии и снижение трудоемкости изготовления форм, получение отливок без литника и выпоров, исключение повреждения алюминиевой модели при извлечении из верхней и нижней полуформы, сокращение расхода формовочной...
Литейная форма для изготовления отливок из стали
Номер патента: U 2572
Опубликовано: 30.04.2006
Авторы: Орлов Юрий Григорьевич, Мулярчик Александр Николаевич, Галкина Алла Владиславовна, Дудецкая Лариса Романовна, Костюкович Геннадий Александрович, Кравченко Виктор Иванович
МПК: B22D 15/00
Метки: стали, отливок, литейная, форма, изготовления
Текст:
...составляющая огнеупорный облицовочный слой литейной формы и определяющая конфигурацию и размеры отливки. Форма содержит металлический поддон 1 с графитовой вставкой 2, на котором размещена профильная металлическая опока 3. Точное положение профильной опоки 3 на металлическом поддоне 1 определяется двумя штырями 10. В профильной опоке 3 вдоль ее боковых стенок размещены огнеупорный наполнительный слой 4 многократного использования, состоящий...
Литейная форма для изготовления отливок из стали
Номер патента: U 2131
Опубликовано: 30.09.2005
Авторы: Дудецкая Лариса Романовна, Мулярчик Александр Николаевич, Белый Леонид Степанович, Костюкович Геннадий Александрович, Орлов Юрий Григорьевич, Кравченко Виктор Иванович, Галкина Алла Владиславовна
МПК: B22D 15/00
Метки: отливок, форма, литейная, изготовления, стали
Текст:
...3, состоящий из шамотных изделий, и облицовочный огнеупорный слой в виде жесткой керамической вставки 4, состоящий из двух торцевых и двух боковых керамических элементов, плотно прижатых к огнеупорному слою 3, и стержня-перемычки 5, разделяющего полости формы и прибыли. В центре стержня-перемычки расположено отверстие 6 для питания отливки жидким металлом. На профильной опоке 2 расположены профильная опока 7 с огнеупорным слоем 8, выполняющие...
Литейная форма для изготовления отливок из стали
Номер патента: U 3453
Опубликовано: 30.04.2007
Авторы: Дешук Николай Александрович, Костюкович Геннадий Александрович, Галкина Алла Владиславовна, Орлов Юрий Григорьевич, Кравченко Виктор Иванович, Дудецкая Лариса Романовна
МПК: B22D 15/00
Метки: отливок, изготовления, стали, литейная, форма
Текст:
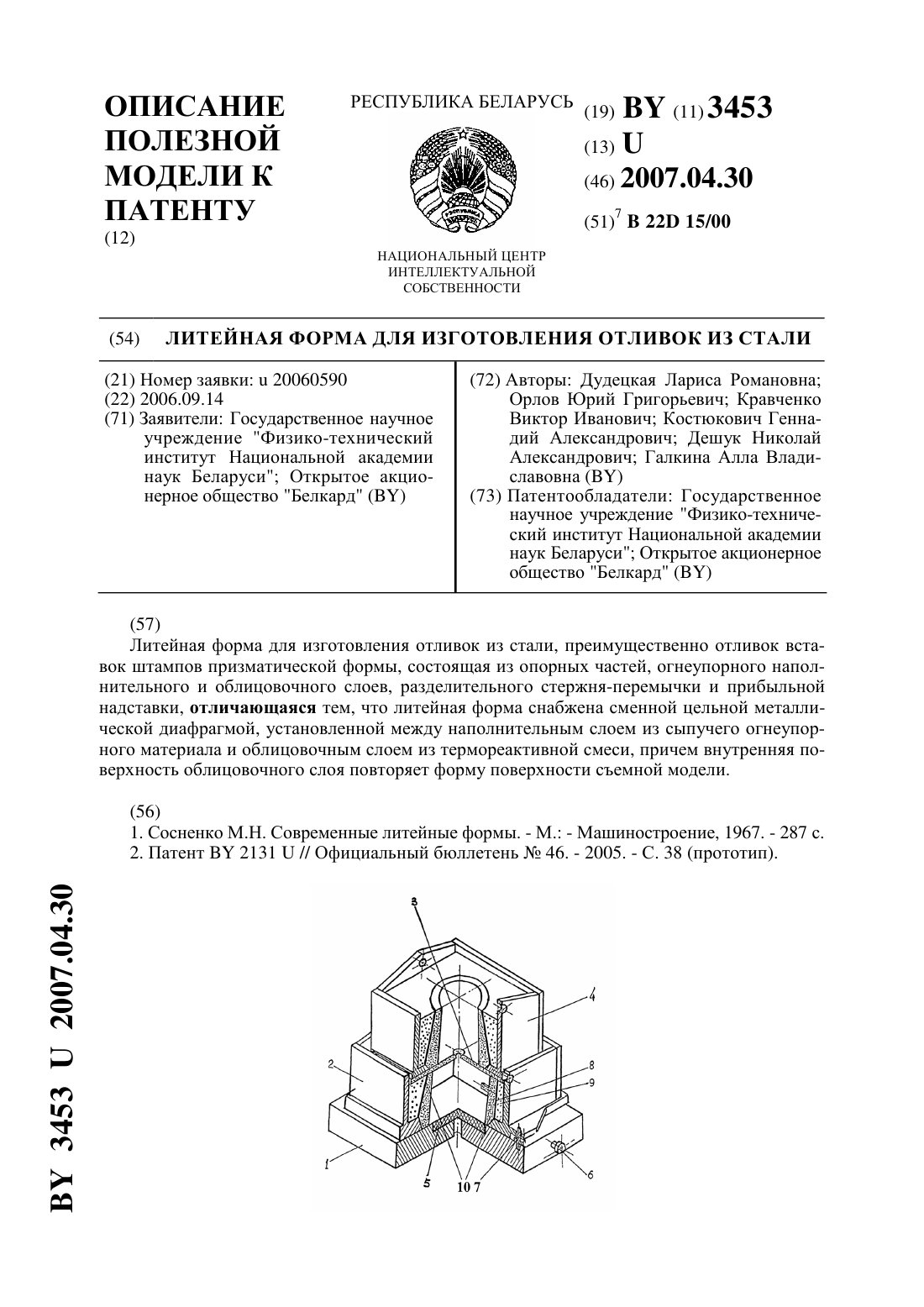
...вид литейной формы с частичным разрезом. Форма содержит металлический поддон 1 (внешний холодильник), корпус 2 формы,стержень-перемычку 3 и прибыльную надставку 4. Металлический поддон 1 снабжен графитовой или керамической набивной вставкой 5, транспортировочными цапфами 6 и направляющими штырями 7 для совмещения поддона 1 с корпусом 2 формы. Корпус 2 формы снабжен сменной металлической диафрагмой 8, установленной между наполнительным 9...
Литейная форма для изготовления отливок из стали
Номер патента: U 1922
Опубликовано: 30.06.2005
Авторы: Кравченко Виктор Иванович, Мулярчик Александр Николаевич, Белый Леонид Степанович, Галкина Алла Владиславовна, Дудецкая Лариса Романовна, Костюкович Геннадий Александрович, Орлов Юрий Григорьевич
МПК: B22D 15/00
Метки: литейная, изготовления, стали, форма, отливок
Текст:
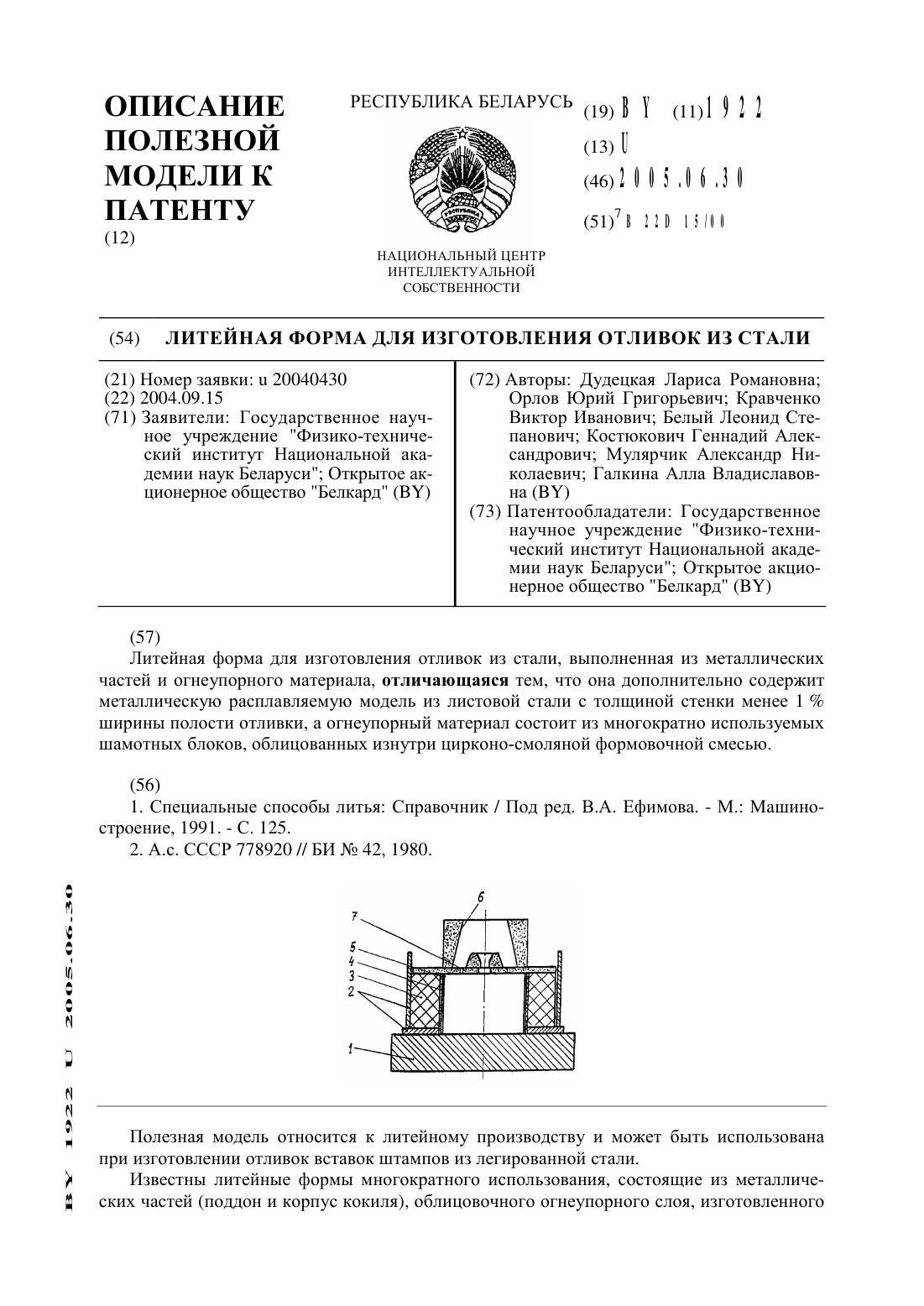
...уменьшение расхода формовочных материалов при изготовлении форм И повышение размерной точности отливок.Указанная задача решается за счет того, что литейная форма для изготовления отливок из стали, выполненная из металлических частей И огнеупорного материала, дополнительно содержит металлическую расплавляемую модель из листовой стали с толщиной стенки менее 1 ширины полости отливки, а огнеупорный материал состоит из многократно используемых...
Предыдущий патент: Секция отопительного чугунного радиатора
Следующий патент: Электрическая печь-каменка для бань и саун
Случайный патент: Способ нанесения алюминиевых покрытий на изделия из чугуна или стали