Устройство для точной заточки сферических резцов
Номер патента: U 3532
Опубликовано: 30.04.2007
Авторы: Алампиев Олег Александрович, Хилькевич Николай Иванович, Кротиков Сергей Петрович, Андросенко Александр Павлович
Текст
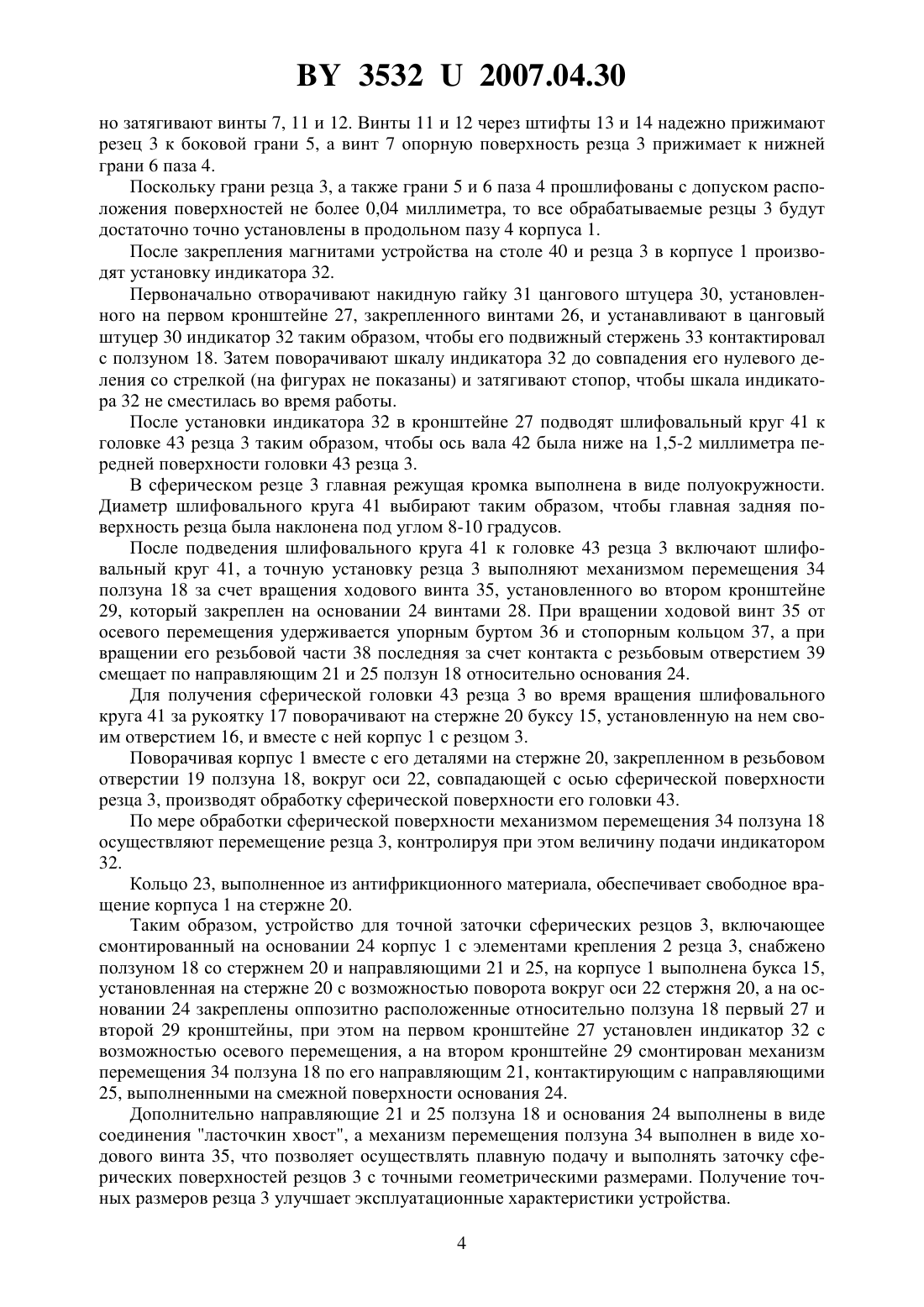
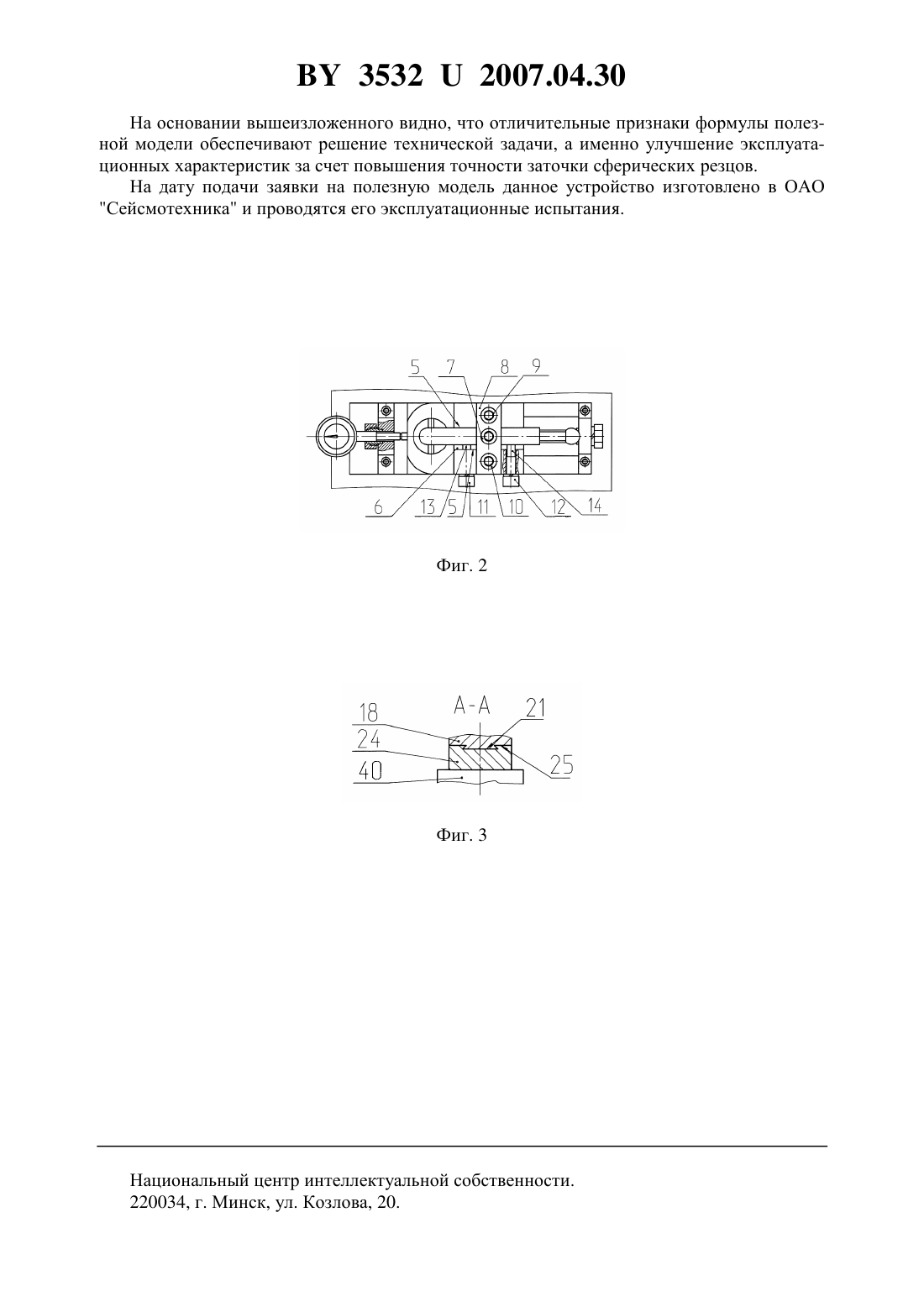
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ТОЧНОЙ ЗАТОЧКИ СФЕРИЧЕСКИХ РЕЗЦОВ(71) Заявитель Открытое акционерное общество Сейсмотехника(72) Авторы Алампиев Олег Александрович Кротиков Сергей Петрович Андросенко Александр Павлович Хилькевич Николай Иванович(73) Патентообладатель Открытое акционерное общество Сейсмотехника(57) 1. Устройство для точной заточки сферических резцов, включающее смонтированный на основании корпус с элементами крепления резца, отличающееся тем, что оно снабжено ползуном со стержнем и направляющими, на корпусе выполнена букса, установленная на стержне с возможностью поворота вокруг оси стержня, а на основании закреплены оппозитно расположенные относительно ползуна первый и второй кронштейны, при этом на первом кронштейне установлен индикатор с возможностью осевого перемещения, а на другом смонтирован механизм перемещения ползуна по его направляющим, контактирующим с направляющими, выполненными на смежной поверхности основания. 2. Устройство для точной заточки сферических резцов по п. 1, отличающееся тем, что направляющие ползуна и основания выполнены в виде соединения ласточкин хвост. 3. Устройство для точной заточки сферических резцов по п. 1, отличающееся тем, что механизм перемещения ползуна выполнен в виде ходового винта. 35322007.04.30 Полезная модель относится к станкостроению и может быть использована при точной заточке сферических резцов, применяемых для нарезки канавок, например, на прессформах, применяемых для отливки круглых уплотнительных резиновых колец. Известно приспособление для заточки и доводки резцов 1, включающее корпус с круговой линейкой, установленный на нем с возможностью поворота подручник, снабженный также круговой линейкой и устройством для крепления резца. Приспособление работает следующим образом. Затачиваемый резец устанавливают в подручнике, после чего последний поворачивают на корпусе на нужный угол заточки и закрепляют в этом положении. Шлифовальным кругом заточного станка производят заточку резца. Недостатком данного приспособления является то, что по лимбу устанавливают для заточки резец с допуском до 1 и более, что впоследствии получится неточный профиль канавки, например, в пресс-форме для отливки круглых резиновых колец. Известно также устройство для заточки резцов по цилиндрической поверхности 2,включающее основание с перегородками, в которых выполнены соосные отверстия. С одной стороны корпус посажен на палец, а с другой стороны неподвижно соединен с другим пальцем с маховиком для качания корпуса. В корпусе выполнено отверстие, и через него пропущен неподвижно закрепленный на салазках палец, а салазки соединены с ползуном. К нижней части салазок прикреплена планка, в которой установлен винт для регулирования по высоте положения ползуна,обеспечивающего изменение радиуса качания. В выполненные прорези и опорную плоскость устанавливается резец для заточки его поверхностей. Устройство работает следующим образом. Корпус устройства может качаться вокруг горизонтальной оси, совпадающей с осями пальцев. Маховик предназначен для качания корпуса. На пальце закреплены салазки, связанные с ползуном направляющими типа ласточкин хвост. Изменение радиуса качания корпуса производится перемещением ползуна в салазках. На ползуне выполнена плоскость под опорную плоскость резца при заточке его передней поверхности. Перпендикулярно плоскости выполнена прорезь для установки резца при заточке главной задней поверхности. Величина углов заточки устанавливается посредством нониуса. Крепление резца производят эксцентриковым прижимом. После требуемой установки резца шлифовальным кругом производят его заточку. Недостатком данного устройства является также то, что из-за большого количества кинематических связей не обеспечивается заточка резцов с выполнением высокой степени точности их геометрических размеров. Наиболее близким по технической сущности и достигаемому результату является устройство для заточки закругления вершины резца 3, включающее основание и поворотную часть, выполненную в виде корпуса с элементами крепления резца. Устройство работает следующим образом. Затачиваемый резец закрепляется на корпусе элементами крепления резца, и рукояткой поворачивают корпус вместе с резцом по дугообразным направляющим, выполненным на основании. Недостатком данного устройства является также то, что из-за большого количества кинематических неточных связей не представляется возможным выполнять заточки резцов с точными геометрическими параметрами. Техническая задача, на решение которой направлена заявляемая полезная модель, улучшение эксплуатационных характеристик за счет обеспечения заточки резцов с точными их геометрическими параметрами. Решение технической задачи достигается тем, что устройство для заточки резцов,включающее смонтированный на основании корпус с элементами крепления резца, снабжено ползуном со стержнем и направляющими, на корпусе выполнена букса, установлен 2 35322007.04.30 ная на стержне с возможностью поворота вокруг его оси, а на основании закреплены оппозитно расположенные относительно ползуна первый и второй кронштейны, при этом на первом кронштейне установлен индикатор с возможностью осевого перемещения, а на втором кронштейне смонтирован механизм перемещения ползуна по его направляющим,контактирующим с направляющими, выполненными на смежной поверхности основания. Дополнительно в устройстве для точной заточки сферических резцов направляющие ползуна и основания выполнены в виде соединения ласточкин хвост, а механизм перемещения ползуна выполнен в виде ходового винта. Сущность полезной модели поясняется чертежами, где на фиг. 1 представлен общий вид устройства для точной заточки сферических резцов, которое смонтировано на столе механизированного универсально-заточного станка 3 Д 642 Е на фиг. 2 - вид сверху на фиг. 1, а на фиг. 3 - сечение по А-А на фиг 2. Устройство для точной заточки сферических резцов (фиг. 1 и фиг. 2) содержит корпус 1 с элементами крепления 2 резца 3. Элементы крепления 2 резца 3 включают выполненный в корпусе 1 продольный паз 4 с его боковыми гранями 5 и нижней гранью 6, в который устанавливается резец 3. Сверху резец 3 прижимается к нижней грани 6 винтом 7 через резьбовое отверстие в планке 8. Планка 8, в свою очередь, прикреплена к корпусу 1 винтами 9 и 10. К верхней грани 5 резец 3 прижимается винтами 11 и 12 через штифты 13 и 14 соответственно. В корпусе 1 в левой нижней его части выполнена букса 15 с отверстием 16, а в верхней правой его части установлена ручка 17. Устройство снабжено ползуном 18, на котором в левой его части в резьбовое отверстие 19 ввернут стержень 20, а в нижней части ползуна выполнены направляющие 21(фиг. 3) типа ласточкин хвост. Буксой 15 на стержне 20 установлен отверстием 16 корпус 1 с возможностью его поворота вокруг оси 22 стержня 20. Между корпусом 1 и ползуном 18 установлено на стержне 20 кольцо 23, выполненное из антифрикционного материала, например бронзы. На основании 24 (см. фиг. 3) выполнены направляющие 25 типа ласточкин хвост,охватывающие направляющие 21 ползуна 18. На основании 24 закреплены винтами 26 первый кронштейн 27, а винтами 28 второй кронштейн 29. Первый и второй кронштейны 27 и 29 оппозитно расположены относительно ползуна 18. На первом кронштейне 27 выполнен цанговый штуцер 30 с накидной гайкой 31, обеспечивающие крепление с возможностью осевого перемещения индикатора 32 с его подвижным стержнем 33. На втором кронштейне 29 установлен механизм перемещения 34 ползуна 18. Механизм перемещения 34 включает ходовой винт 35 с упорным буртиком 36 и расположенное с противоположной стороны кронштейна 29 стопорное кольцо 37. Резьбовая часть 38 ходового винта 35 ввернута в резьбовое отверстие 39, выполненное в правой части ползуна 18. Устройство монтируется на столе 40 механизированного универсально-заточного станка ЗД 642 Е таким образом, чтобы шлифовальный круг 41 с его валом 42 были расположены в зоне головки 43 резца 3. Устройство работает следующим образом. Предварительно боковые грани и опорную поверхность (на фигурах не показаны) резца 3 шлифуют таким образом, чтобы допуск расположения его поверхностей не превышал 0,04 миллиметра. Затем отворачивают крепежные винты 7, 11 и 12 и устанавливают резец 3 в продольный паз 4 таким образом, чтобы ось обрабатываемой сферической поверхности совпала с осью 22 стержня 20. После установки резца 3 в продольный паз 4 надежно затягивают винты 9 и 10, которые прижимают планку 8 к корпусу 1. Для плотной посадки резца 3 в продольном пазу 4 поперемен 3 35322007.04.30 но затягивают винты 7, 11 и 12. Винты 11 и 12 через штифты 13 и 14 надежно прижимают резец 3 к боковой грани 5, а винт 7 опорную поверхность резца 3 прижимает к нижней грани 6 паза 4. Поскольку грани резца 3, а также грани 5 и 6 паза 4 прошлифованы с допуском расположения поверхностей не более 0,04 миллиметра, то все обрабатываемые резцы 3 будут достаточно точно установлены в продольном пазу 4 корпуса 1. После закрепления магнитами устройства на столе 40 и резца 3 в корпусе 1 производят установку индикатора 32. Первоначально отворачивают накидную гайку 31 цангового штуцера 30, установленного на первом кронштейне 27, закрепленного винтами 26, и устанавливают в цанговый штуцер 30 индикатор 32 таким образом, чтобы его подвижный стержень 33 контактировал с ползуном 18. Затем поворачивают шкалу индикатора 32 до совпадения его нулевого деления со стрелкой (на фигурах не показаны) и затягивают стопор, чтобы шкала индикатора 32 не сместилась во время работы. После установки индикатора 32 в кронштейне 27 подводят шлифовальный круг 41 к головке 43 резца 3 таким образом, чтобы ось вала 42 была ниже на 1,5-2 миллиметра передней поверхности головки 43 резца 3. В сферическом резце 3 главная режущая кромка выполнена в виде полуокружности. Диаметр шлифовального круга 41 выбирают таким образом, чтобы главная задняя поверхность резца была наклонена под углом 8-10 градусов. После подведения шлифовального круга 41 к головке 43 резца 3 включают шлифовальный круг 41, а точную установку резца 3 выполняют механизмом перемещения 34 ползуна 18 за счет вращения ходового винта 35, установленного во втором кронштейне 29, который закреплен на основании 24 винтами 28. При вращении ходовой винт 35 от осевого перемещения удерживается упорным буртом 36 и стопорным кольцом 37, а при вращении его резьбовой части 38 последняя за счет контакта с резьбовым отверстием 39 смещает по направляющим 21 и 25 ползун 18 относительно основания 24. Для получения сферической головки 43 резца 3 во время вращения шлифовального круга 41 за рукоятку 17 поворачивают на стержне 20 буксу 15, установленную на нем своим отверстием 16, и вместе с ней корпус 1 с резцом 3. Поворачивая корпус 1 вместе с его деталями на стержне 20, закрепленном в резьбовом отверстии 19 ползуна 18, вокруг оси 22, совпадающей с осью сферической поверхности резца 3, производят обработку сферической поверхности его головки 43. По мере обработки сферической поверхности механизмом перемещения 34 ползуна 18 осуществляют перемещение резца 3, контролируя при этом величину подачи индикатором 32. Кольцо 23, выполненное из антифрикционного материала, обеспечивает свободное вращение корпуса 1 на стержне 20. Таким образом, устройство для точной заточки сферических резцов 3, включающее смонтированный на основании 24 корпус 1 с элементами крепления 2 резца 3, снабжено ползуном 18 со стержнем 20 и направляющими 21 и 25, на корпусе 1 выполнена букса 15,установленная на стержне 20 с возможностью поворота вокруг оси 22 стержня 20, а на основании 24 закреплены оппозитно расположенные относительно ползуна 18 первый 27 и второй 29 кронштейны, при этом на первом кронштейне 27 установлен индикатор 32 с возможностью осевого перемещения, а на втором кронштейне 29 смонтирован механизм перемещения 34 ползуна 18 по его направляющим 21, контактирующим с направляющими 25, выполненными на смежной поверхности основания 24. Дополнительно направляющие 21 и 25 ползуна 18 и основания 24 выполнены в виде соединения ласточкин хвост, а механизм перемещения ползуна 34 выполнен в виде ходового винта 35, что позволяет осуществлять плавную подачу и выполнять заточку сферических поверхностей резцов 3 с точными геометрическими размерами. Получение точных размеров резца 3 улучшает эксплуатационные характеристики устройства. 4 35322007.04.30 На основании вышеизложенного видно, что отличительные признаки формулы полезной модели обеспечивают решение технической задачи, а именно улучшение эксплуатационных характеристик за счет повышения точности заточки сферических резцов. На дату подачи заявки на полезную модель данное устройство изготовлено в ОАО Сейсмотехника и проводятся его эксплуатационные испытания. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B24B 3/34
Метки: устройство, резцов, заточки, точной, сферических
Код ссылки
<a href="https://by.patents.su/5-u3532-ustrojjstvo-dlya-tochnojj-zatochki-sfericheskih-rezcov.html" rel="bookmark" title="База патентов Беларуси">Устройство для точной заточки сферических резцов</a>
Устройство для точной заточки резцов
Номер патента: U 3426
Опубликовано: 30.04.2007
Авторы: Алампиев Олег Александрович, Титков Владимир Петрович, Андросенко Александр Павлович, Хилькевич Николай Иванович
МПК: B24B 3/00
Метки: резцов, точной, устройство, заточки
Текст:
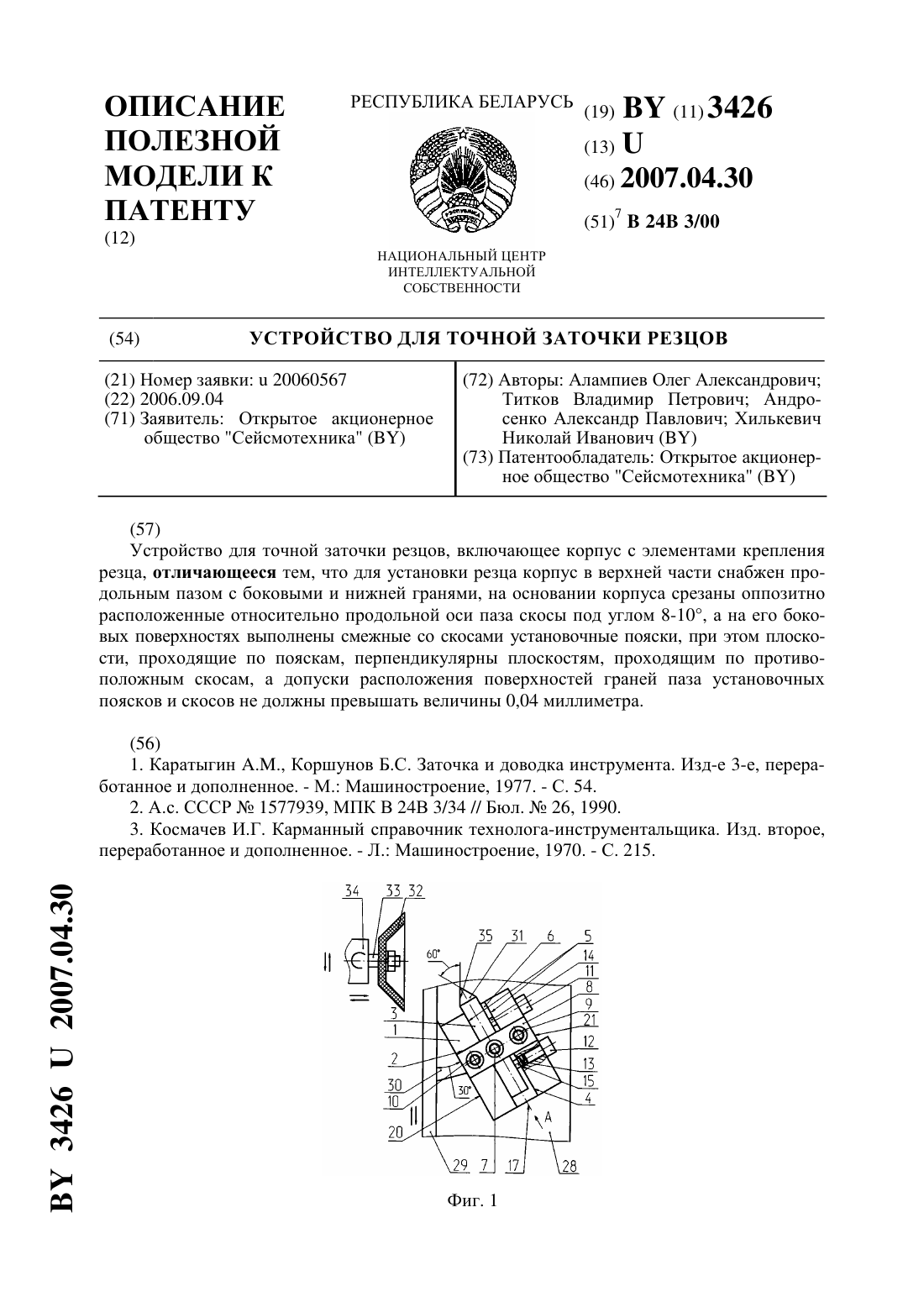
...паз 4 с его боковыми гранями 5 и нижней гранью 6, в который устанавливается резец 3. Сверху резец 3 прижимается к нижней грани 6 винтом 7 через резьбовое отверстие в планке 8. Планка 8 в свою очередь прикреплена к корпусу 1 винтами 9 и 10. К левой грани 5 резец 3 прижимается винтами 11 и 12 через пружины 13 и штифты 14 и 15 соответственно. В корпусе 1 на его основании 16 выполнены оппозитно расположенные относительно продольной оси 17...
Устройство для заточки ножей барабанного измельчителя

Номер патента: 7504
Опубликовано: 30.12.2005
Авторы: Рехлицкий Олег Валентинович, Паршиков Николай Павлович, Шуринов Валентин Алексеевич, Агиевич Василий Михайлович
МПК: A01F 29/22
Метки: устройство, заточки, измельчителя, ножей, барабанного
Текст:
...вдоль продольной оси барабанного измельчителя, и привод каретки, содержащий двигатель, вал которого связан с бесконечной гибкой связью, взаимодействующей с корпусом каретки, взаимодействие корпуса каретки с бесконечной гибкой связью осуществлено с помощью ролика, установленного на кронштейне, закрепленном на гибкой связи, и упоров, установленных на корпусе каретки, причем упоры расположены и выполнены таким образом, что ролик...
Устройство для измерения отклонений центра внутренних сферических элементов деталей

Номер патента: U 3045
Опубликовано: 30.10.2006
Авторы: Соломахо Владимир Леонтьевич, Соколовский Сергей Степанович, Соломахо Дмитрий Владимирович
МПК: G01B 5/22
Метки: деталей, центра, внутренних, измерения, отклонений, устройство, сферических, элементов
Текст:
...элементы, выполненные в виде роликов и установленные на узле регулировки так, что их оси расположены в плоскости, параллельной установочной плоскости, узел регулировки выполнен в виде равноплечих рычагов, одни концы которых закреплены шарнирно в корпусе симметрично его оси, а на других концах которых закреплены базовые элементы,средняя часть рычагов с помощью промежуточных звеньев одной длины шарнирно связана с втулкой, расположенной на...
Устройство для заточки ножей дискового измельчителя

Номер патента: 6302
Опубликовано: 30.06.2004
Авторы: Рехлицкий Олег Валентинович, Шуринов Валентин Алексеевич, Давиденко Михаил Николаевич
МПК: A01F 29/22
Метки: заточки, дискового, измельчителя, ножей, устройство
Текст:
...недостатком данного устройства. Задача, решаемая изобретением, - повышение удобства обслуживания. Для этого в устройстве для заточки ножей дискового измельчителя, содержащем опорный диск с подающим штоком, расположенным в корпусе, закрепленный на опорном диске заточный диск, связанную с корпусом и закрепленную на рамной части измельчителя стойку и механизм установки заточного диска параллельно диску измельчителя, связь корпуса со...
Устройство для шлифования сферических поверхностей
Номер патента: U 2376
Опубликовано: 30.12.2005
Авторы: Хилькевич Николай Иванович, Кротиков Сергей Петрович, Андросенко Александр Павлович, Алампиев Олег Александрович
МПК: B24B 11/00
Метки: поверхностей, сферических, устройство, шлифования
Текст:
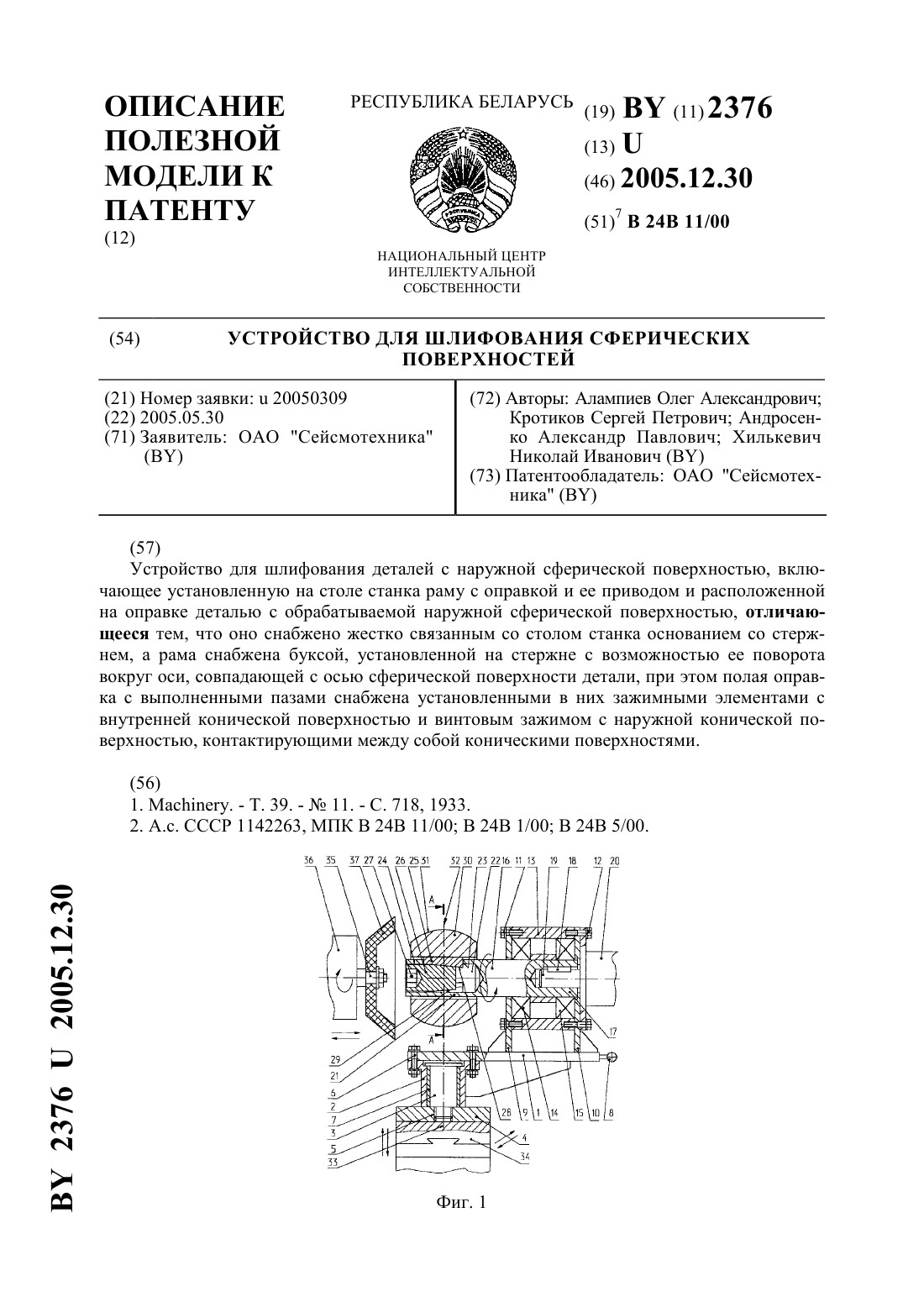
...поверхностью и винтовым зажимом с наружной конической поверхностью, контактирующими между собой коническими поверхностями. Сущность полезной модели поясняется чертежами, где на фиг. 1 представлен общий вид устройства для шлифования сферических поверхностей, а на фиг. 2 - сечение по на фиг. 1. Устройство для шлифования сферических поверхностей (фиг. 1 и фиг. 2) содержит раму 1 с буксой 2, которой она установлена на стержень 3 основания 4....
Предыдущий патент: Отопительный котел
Следующий патент: Запорное устройство для крышек наливных люков цистерн
Случайный патент: Аналоги витамина Д, способ их получения, промежуточное соединение и фармацевтическая композиция