Устройство для точной заточки резцов
Номер патента: U 3426
Опубликовано: 30.04.2007
Авторы: Хилькевич Николай Иванович, Андросенко Александр Павлович, Алампиев Олег Александрович, Титков Владимир Петрович
Текст
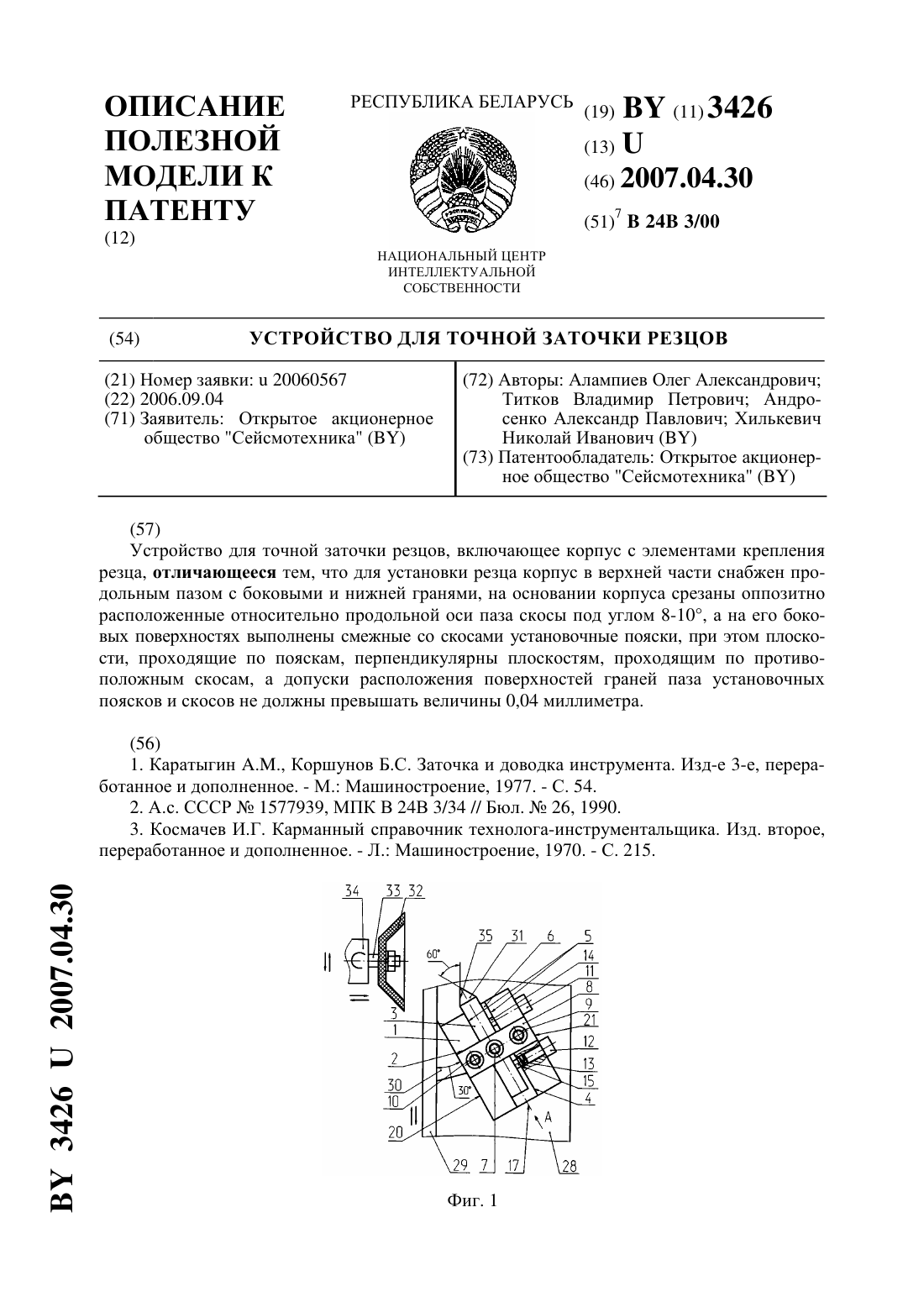
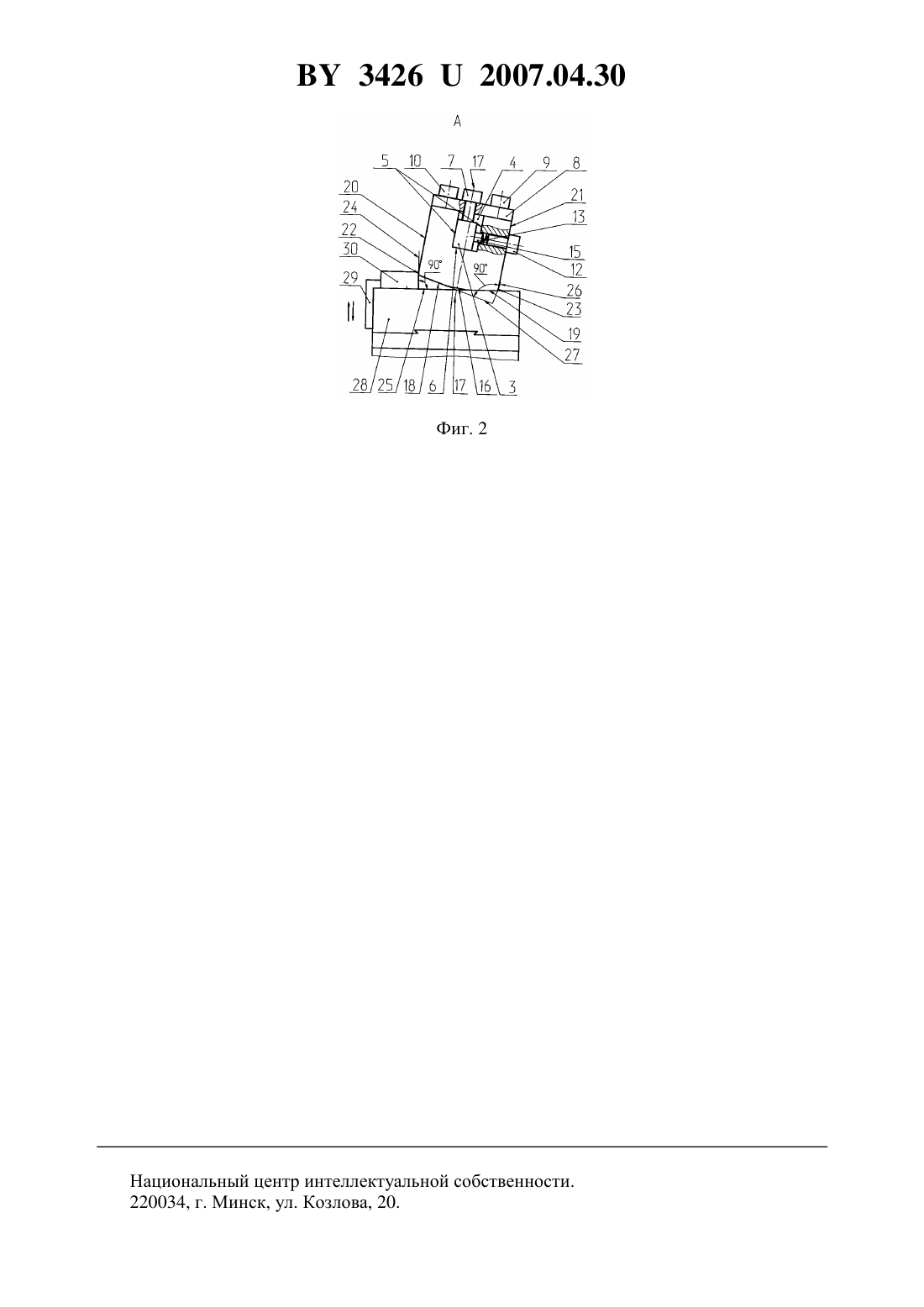
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ТОЧНОЙ ЗАТОЧКИ РЕЗЦОВ(71) Заявитель Открытое акционерное общество Сейсмотехника(72) Авторы Алампиев Олег Александрович Титков Владимир Петрович Андросенко Александр Павлович Хилькевич Николай Иванович(73) Патентообладатель Открытое акционерное общество Сейсмотехника(57) Устройство для точной заточки резцов, включающее корпус с элементами крепления резца, отличающееся тем, что для установки резца корпус в верхней части снабжен продольным пазом с боковыми и нижней гранями, на основании корпуса срезаны оппозитно расположенные относительно продольной оси паза скосы под углом 8-10, а на его боковых поверхностях выполнены смежные со скосами установочные пояски, при этом плоскости, проходящие по пояскам, перпендикулярны плоскостям, проходящим по противоположным скосам, а допуски расположения поверхностей граней паза установочных поясков и скосов не должны превышать величины 0,04 миллиметра. 34262007.04.30 Полезная модель относится к станкостроению и может быть использована при точной заточке резцов, применяемых для нарезки конических замковых резьб элементов бурильных колонн по ГОСТ 28487-90 с углом наклона боковых сторон профиля резьбы 3030. Известно приспособление для заточки и доводки резцов 1, включающее корпус с круговой линейкой, установленный на нем с возможностью поворота подручник также с круговой линейкой и устройством для крепления резца. Приспособление работает следующим образом. Затачиваемый резец, устанавливают в подручнике, после чего последний поворачивают на корпусе на нужный угол заточки и закрепляют в этом положении. Шлифовальным кругом заточного станка производят заточку кромок резца. Недостатком данного приспособления является то, что по лимбу устанавливают для заточки резец с допуском до 1 и более, что в последствии получится неточный профиль резьбы, например конической замковой. Неточный профиль изготовления конической замковой резьбы не обеспечивает герметичности бурильной колонны, что недопустимо при бурении скважин. Известно также устройство для заточки резцов по цилиндрической поверхности 2,включающее основание с перегородками, в которых выполнены соосные отверстия. С одной стороны корпус посажен на палец, а с другой стороны неподвижно соединен с другим пальцем с маховиком для качания корпуса. В корпусе выполнено отверстие, и через него пропущен неподвижно закрепленный на салазках палец, а салазки соединены с ползуном. К нижней части салазок прикреплена планка, в которой установлен винт для регулирования по высоте положения ползуна,обеспечивающего изменение радиуса качания. В выполненные прорези и опорную плоскость устанавливается резец для заточки его поверхностей. Устройство работает следующим образом. Корпус устройства может качаться вокруг горизонтальной оси, совпадающей с осями пальцев. Маховик предназначен для качания корпуса. На пальце закреплены салазки, связанные с ползуном направляющими типа ласточкин хвост. Изменение радиуса качания корпуса производится перемещением ползуна в салазках. На ползуне выполнена плоскость под опорную плоскость резца при заточке его передней поверхности. Перпендикулярно плоскости выполнена прорезь для установки резца при заточке главной задней поверхности. Величина углов заточки устанавливается посредством нониуса. Крепление резца производят прижимом за счет поворота эксцентрика. После требуемой установки резца шлифовальным кругом производят его заточку. Недостатком данного устройства является также то, что из-за большого количества кинематических связей не обеспечивается заточка резцов с высокой степенью точности его геометрических размеров. Наиболее близким по технической сущности и достигаемому результату является устройство для заточки резцов, выполненное в виде трехповоротных тисков 3, включающее корпус, закрепленный на столе заточного станка, и промежуточные переходные кронштейны со шкалами, устройствами их поворота и фиксации в повернутых положениях. На верхнем кронштейне установлены элементы крепления резца. Устройство работает следующим образом. Так как устройство имеет поворот в трех взаимно перпендикулярных плоскостях, то по их шкалам за счет поворота кронштейнов устанавливают резец в требуемое для заточки положение. Шлифовальным кругом в установленном положении производят его заточку. Недостатком данного устройства является также то, что из-за большого количества кинематических неточных связей не представляется возможным выполнять заточки резцов с точными геометрическими параметрами. 2 34262007.04.30 Техническая задача, на решение которой направлена заявляемая полезная модель улучшение эксплуатационных характеристик за счет обеспечения заточки резцов с точными его геометрическими параметрами. Решение технической задачи достигается тем, что в устройстве для точной заточки резцов, включающем корпус с элементами крепления резца, для установки резца корпус в верхней части снабжен продольным пазом с боковыми и нижней гранями, на основании корпуса срезаны оппозитно расположенные относительно продольной оси паза скосы под углом 8-10, а на боковых поверхностях корпуса выполнены смежные со скосами установочные пояски, при этом плоскости, проходящие по пояскам, перпендикулярны плоскостям, проходящим по противоположным скосам, а допуски расположения поверхностей граней паза, установочных поясков и скосов не должны превышать величины 0,04 миллиметра. Сущность полезной модели поясняется чертежами, где на фиг. 1 представлен общий вид устройства для точной заточки резцов, которое смонтировано на столе механизированного универсально-заточного станка 3 Д 642 Е а на фиг. 2 - вид по стрелке А на фиг 1. Устройство для точной заточки резцов (см. фиг. 1 и фиг. 2) содержит корпус 1 с элементами крепления 2 резца 3. Элементы крепления 2 резца 3 включают выполненный в корпусе 1 продольный паз 4 с его боковыми гранями 5 и нижней гранью 6, в который устанавливается резец 3. Сверху резец 3 прижимается к нижней грани 6 винтом 7 через резьбовое отверстие в планке 8. Планка 8 в свою очередь прикреплена к корпусу 1 винтами 9 и 10. К левой грани 5 резец 3 прижимается винтами 11 и 12 через пружины 13 и штифты 14 и 15 соответственно. В корпусе 1 на его основании 16 выполнены оппозитно расположенные относительно продольной оси 17 паза 4 скосы 18 и 19 под углом в пределах 8-10, а на боковых его поверхностях 20 и 21 выполнены смежные со скосами 18 и 19 установочные пояски 22 и 23 соответственно. Установочный поясок 22 выполнен таким образом, что проходящая через него плоскость 24 перпендикулярна плоскости 25, проходящей через скос 19, а установочный поясок 23 в свою очередь выполнен таким образом, что проходящая через него плоскость 26 перпендикулярна плоскости 27, проходящей через скос 18. Монтаж устройства на универсально-заточном станке 3 Д 642 Е производится следующим образом. Подвижный стол 28 механизированного универсально-заточного станка 3 Д 642 Е имеет неподвижный упор 29, к которому пристыковывают призматическую угловую меру 30 с одним рабочим углом 30, направленную в сторону головки 31 резца 3. Затем на стол 28 устанавливают устройство для точной заточки резцов таким образом, чтобы установочный поясок 22 контактировал с боковой гранью призматической угловой меры 30, а скос 19 контактировал с плоскостью стола 28, после чего включают магнитный прижим (на фигуре не показан) стола 28 и надежно закрепляют установленное на нем устройство. При такой установке главная задняя поверхность (на фигуре не показана) головки 31 резца 3 будет установлена параллельно шлифовальному кругу 32. Шлифовальный круг 32 установлен на валу 33 шпинделя 34 станка, при этом шлифовальный круг 32, вращаясь,может перемещаться в осевом направлении, а также перемещаться вверх или вниз. При такой установке резца 3 главная режущая кромка 35 головки 31 установлена также параллельно плоскости шлифовального круга 30. Устройство работает следующим образом. Предварительно боковые грани и опорную поверхность (на фигуре не показаны) резца 3 шлифуют таким образом, чтобы допуск расположения его поверхностей не превышал 0,04 миллиметра. Затем отворачивают крепежные винты 7, 11 и 12 и устанавливают резец 3 в продольный паз 4. После установки резца 3 в продольный паз 4 надежно затягивают винты 9 и 10, которые надежно прижимают планку 8 к корпусу 1. Для плотной посадки резца 3 в продоль 3 34262007.04.30 ном пазу 4 попеременно затягивают винты 7, 11 и 12. Винты 11 и 12 через пружины 13 и штифты 14 и 15 надежно прижимают резец 3 к левой боковой грани 5, а винт 7 опорную поверхность резца 3 прижимает к нижней грани 6 паза 4. Поскольку грани резца 3, а также боковые грани 5 и нижняя грань 6 паза 4 прошлифованы с допуском расположения поверхностей не более 0,04 миллиметра, то все резцы 3 будут иметь достаточно точную установку в продольном пазу 4 корпуса 1. Закрепленный в корпусе 1 элементами крепления 2 резец 3 монтируется на столе 28 по описанному выше признаку. При монтаже устройство устанавливают на столе 28 скосом 19,его установочный поясок 22 контактирует с призматической угловой мерой 30, при этом главная задняя поверхность и главная режущая кромка 35 резца 3 будут расположены параллельно плоскости шлифовального круга 32. Поскольку скосы 18 и 19 относительно основания 16 корпуса 1 выполнены под углом 8-10, то и главная задняя поверхность резца 3 будет выполнена под таким же углом относительно передней поверхности и главной режущей кромки 35 резца 3. Ввиду того, что установочные пояски 22 и 23, расположенные в плоскостях 24 и 26,перпендикулярным к плоскостям 25 и 27 соответственно, то за счет этого условия обеспечивается установка главных задних поверхностей резца 3 параллельно плоскости шлифовального круга 32. После закрепления магнитами устройства на столе 28 включают его шпиндель 34, который приводит во вращение вал 33 с закрепленным на нем шлифовальным кругом 32. Шлифовальный круг 32, вращаясь и имея осевое перемещение, обрабатывает главную заднюю поверхность и главную режущую кромку 35 головки 31 резца 3. После окончания обработки этих поверхностей отводят шпиндель 34 вместе с шлифовальным кругом 32 от резца 3, останавливают вращение шлифовального круга 32 и отключают магнитный прижим стола 28. Для обработки противоположной главной задней поверхности резца 3 устройство поворачивают на 180. При этом призматическую угловую меру 30 поворачивают также на 180 и доводят до неподвижного упора 29, а затем корпус 1 вместе с резцом 3 устанавливают на столе 28 на скос 18. При такой установке установочный поясок 23 контактирует с боковой гранью призматической угловой меры 30. Для обработки противоположной главной задней поверхности и главной режущей кромки производят вышеописанные операции с закрепленным в корпусе 1 резцом 3. По окончании обработки одного резца 3 вышеописанными операциями производят обработку всех последующих. Таким образом, в устройстве для точной заточки резцов, включающем корпус 1 с элементами крепления 2 резца 3, для установки резца 3 корпус 1 в верхней части снабжен продольным пазом 4 с боковыми 5 и нижней 6 гранями, на его основании 16 срезаны оппозитно расположенные относительно продольной оси 17 паза 4 скосы 18 и 19 под углом 8-10, а на его боковых поверхностях 20 и 21 выполнены смежные со скосами 18 и 19 установочные пояски 22 и 23, при этом плоскости 24 и 26, проходящие по пояскам 22 и 23,перпендикулярны плоскостям 25 и 27, проходящим по противоположным скосам 19 и 18 соответственно, а допуски расположения поверхностей граней 5 и 6 паза 4, установочных поясков 22 и 23 и скосов 18 и 19 не должны превышать величины 0,04 миллиметра. Данная конструкция устройства для точной заточки резцов с точными допусками расположения поверхностей позволяет производить заточку резцов с точными параметрами,что обеспечивает решение технической задачи, а именно улучшение эксплуатационных характеристик. На дату подачи заявки на полезную модель данное устройство изготовлено в ОАО Сейсмотехника и проходит эксплуатационные испытания, которые планируется закончить в сентябре 2006 г. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B24B 3/00
Метки: резцов, заточки, устройство, точной
Код ссылки
<a href="https://by.patents.su/5-u3426-ustrojjstvo-dlya-tochnojj-zatochki-rezcov.html" rel="bookmark" title="База патентов Беларуси">Устройство для точной заточки резцов</a>
Устройство для заточки ножей барабанного измельчителя

Номер патента: 7504
Опубликовано: 30.12.2005
Авторы: Агиевич Василий Михайлович, Шуринов Валентин Алексеевич, Паршиков Николай Павлович, Рехлицкий Олег Валентинович
МПК: A01F 29/22
Метки: заточки, измельчителя, устройство, барабанного, ножей
Текст:
...вдоль продольной оси барабанного измельчителя, и привод каретки, содержащий двигатель, вал которого связан с бесконечной гибкой связью, взаимодействующей с корпусом каретки, взаимодействие корпуса каретки с бесконечной гибкой связью осуществлено с помощью ролика, установленного на кронштейне, закрепленном на гибкой связи, и упоров, установленных на корпусе каретки, причем упоры расположены и выполнены таким образом, что ролик...
Устройство для заточки ножей дискового измельчителя

Номер патента: 6302
Опубликовано: 30.06.2004
Авторы: Рехлицкий Олег Валентинович, Давиденко Михаил Николаевич, Шуринов Валентин Алексеевич
МПК: A01F 29/22
Метки: измельчителя, ножей, устройство, заточки, дискового
Текст:
...недостатком данного устройства. Задача, решаемая изобретением, - повышение удобства обслуживания. Для этого в устройстве для заточки ножей дискового измельчителя, содержащем опорный диск с подающим штоком, расположенным в корпусе, закрепленный на опорном диске заточный диск, связанную с корпусом и закрепленную на рамной части измельчителя стойку и механизм установки заточного диска параллельно диску измельчителя, связь корпуса со...
Приспособление для заточки и правки столярного инструмента

Номер патента: 6130
Опубликовано: 30.06.2004
Автор: Будаков Анатолий Сергеевич
МПК: B24B 3/38
Метки: столярного, приспособление, правки, заточки, инструмента
Текст:
...для стяжек 8, по одной подвижной планке 4 (с передними и задними упорами), закрепляемые на боковинах 1 винтами 5, и окна 6 (фиг. 1, 3) для визуального наблюдения прилегания плоскости фаски затачиваемого инструмента к плоскости точильного бруска, оселка при установке затачиваемого инструмента в каретке (фиг. 4), двух сменных сборок ( 7 с точильным бруском и 8 с оселком), имеющих по два поперечных 7 (фиг. 1, 2, 3, 7, 8) и по два продольных 9...
Станок для заточки пил
Номер патента: 3268
Опубликовано: 30.03.2000
Авторы: Калугин Аркадий Павлович, Вайнштейн Вячеслав Наумович, Зиндер Анатолий Михайлович
МПК: B24B 3/58, B23D 63/12
Текст:
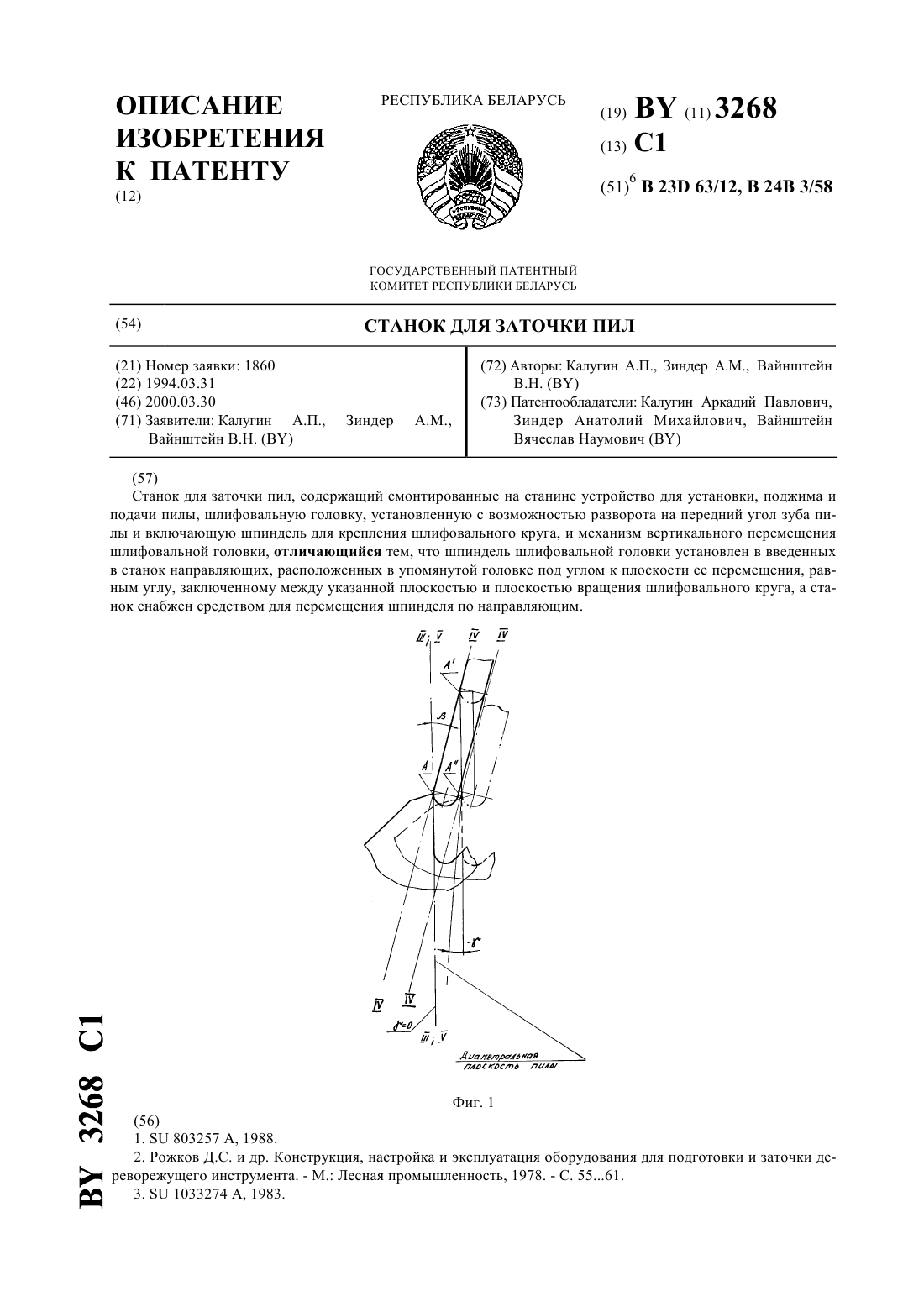
...подводит режущую кромку зуба пилы в одно и то же положение процесс съема припуска с поверхности зуба пилы возобновится без поворота пилы, а геометрические параметры профиля зуба пилы остаются без изменений (см. фиг. 2). Изобретение поясняется чертежами, где фиг. 1 - схема расположения шлифовального круга при заточке и изменении диаметра круга в результате износа и компенсации присущая аналогам и прототипу,фиг. 2 - схема расположения...
Станок для заточки боковых сторон зубьев пил
Номер патента: 6119
Опубликовано: 30.06.2004
Авторы: Калугин Аркадий Павлович, Чичерин Владимир Иванович, Гольман Игорь Вульфович
МПК: B23D 63/14
Метки: заточки, боковых, станок, пил, зубьев, сторон
Текст:
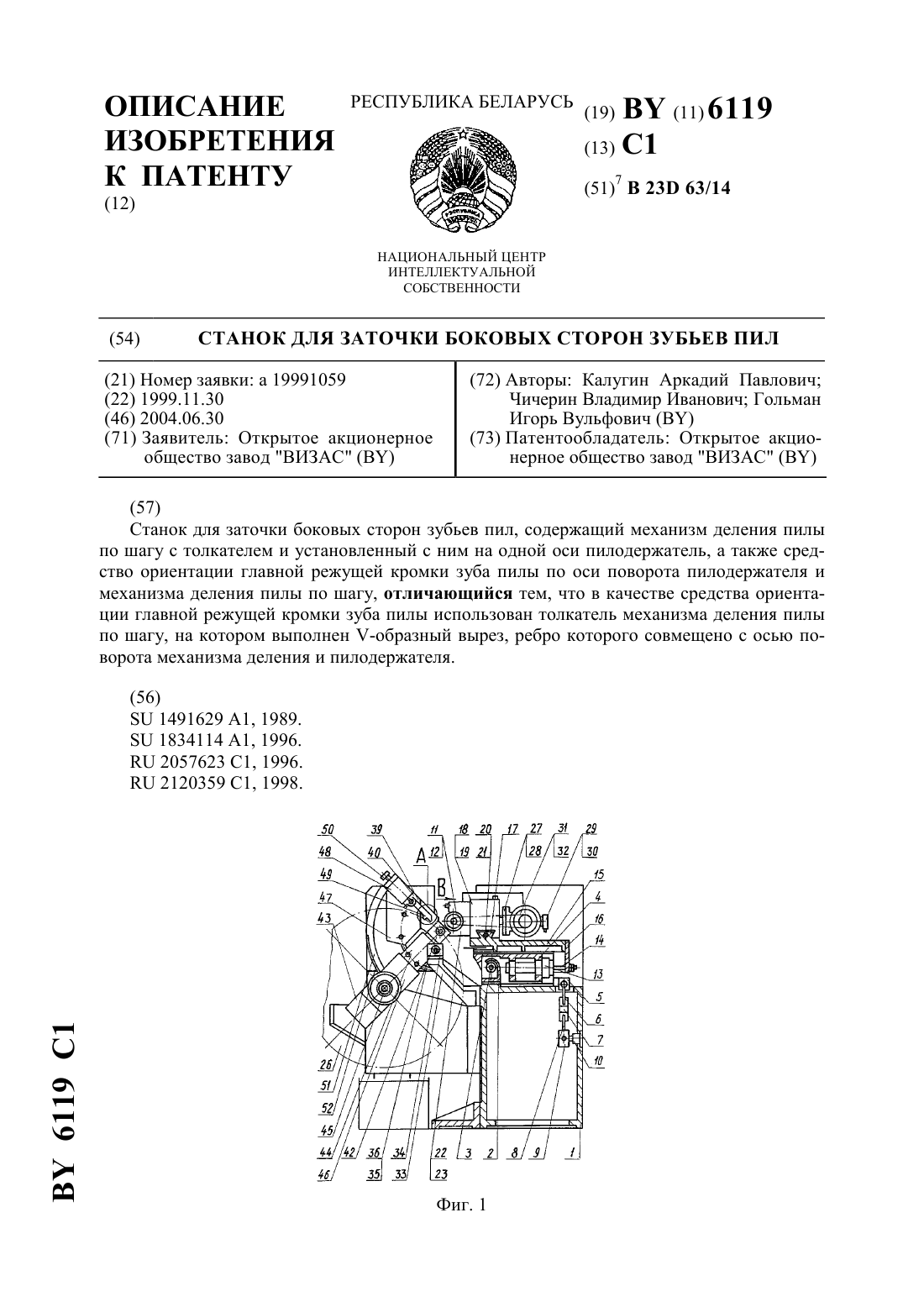
...26. На осях 24, 25 (фиг. 4) установлены кронштейны 27, 28 приводов 29, 30 главного движения. Шпиндельные группы 22, 23 имеют гибкую связь с приводами 29, 30 главного движения с помощью поликлиновой передачи 31, 32. На боковой стенке станка закреплен кронштейн 33, несущий гидроцилиндр 34 фиксации пилы 26 в цикле. К этой же стенке прикреплена тумба 35 с круговым пазом 36 и кронштейном 37. В расточке кронштейна 37 (фиг. 3) установлена втулка 38,...
Предыдущий патент: Возбудитель вибрации гидравлического источника сейсмических сигналов
Следующий патент: Бронежилет
Случайный патент: Способ герметичного ввода электрического проводника и герметичный ввод электрического проводника