Станок для заточки пил
Номер патента: 3268
Опубликовано: 30.03.2000
Авторы: Вайнштейн Вячеслав Наумович, Калугин Аркадий Павлович, Зиндер Анатолий Михайлович
Текст
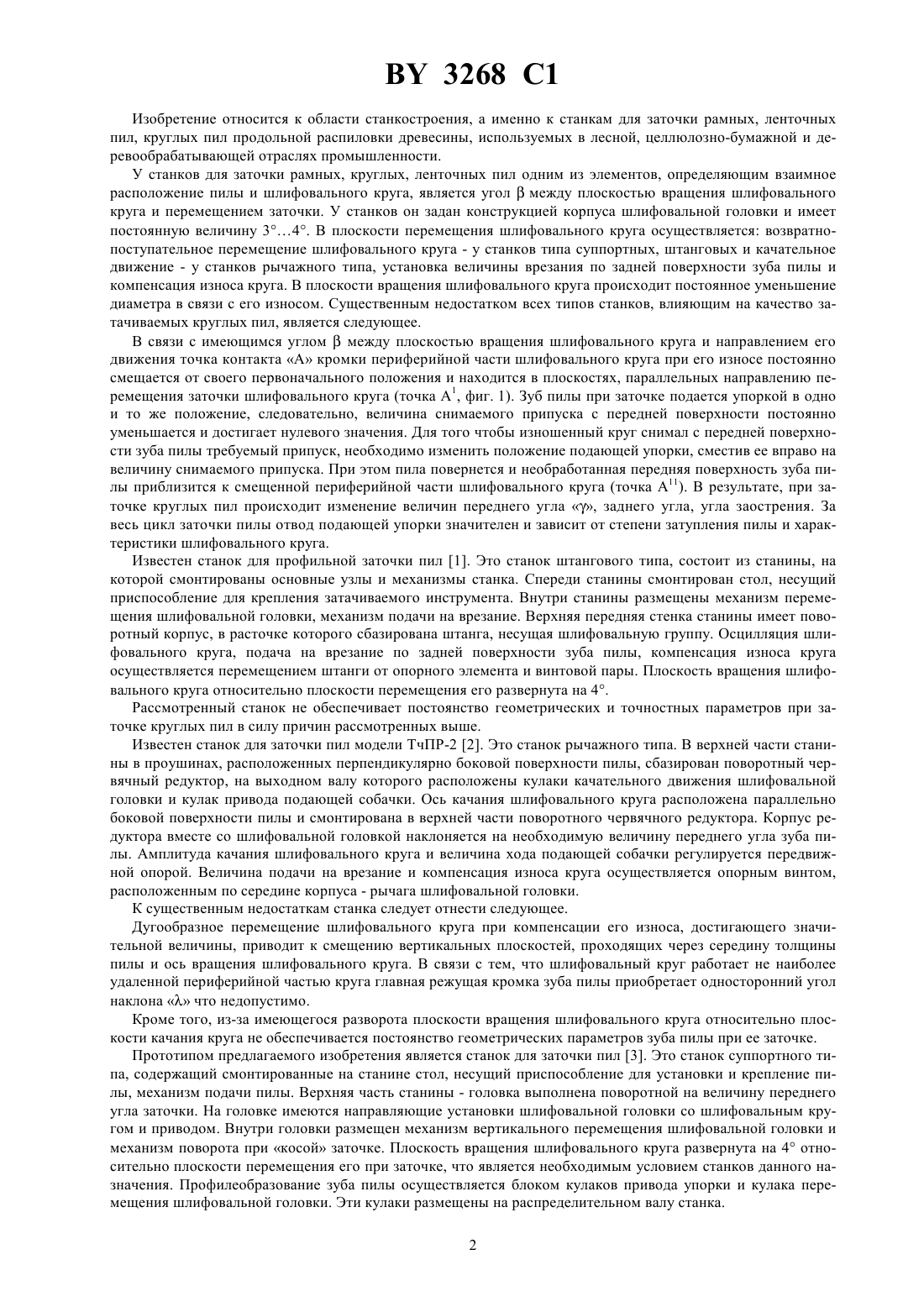
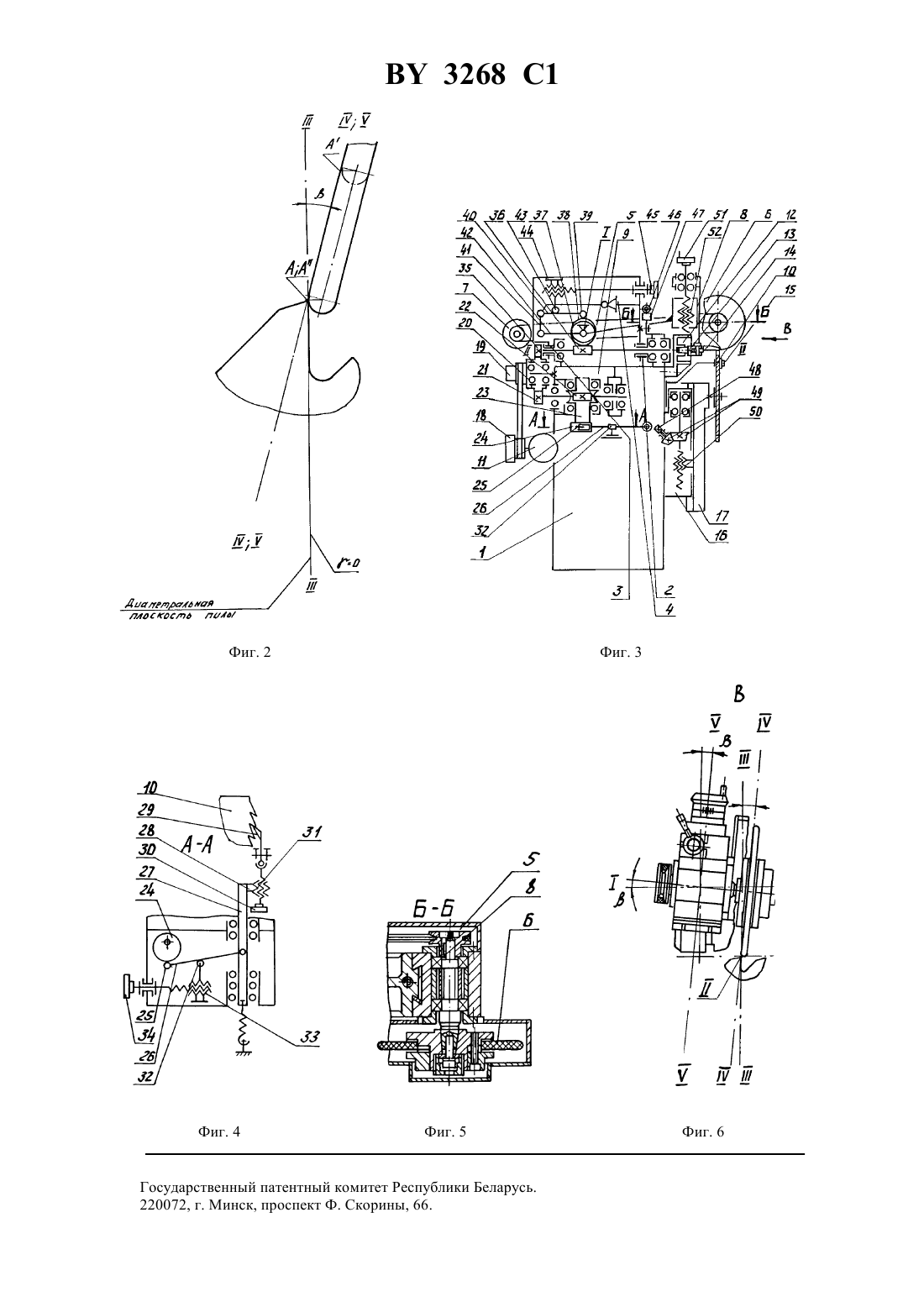
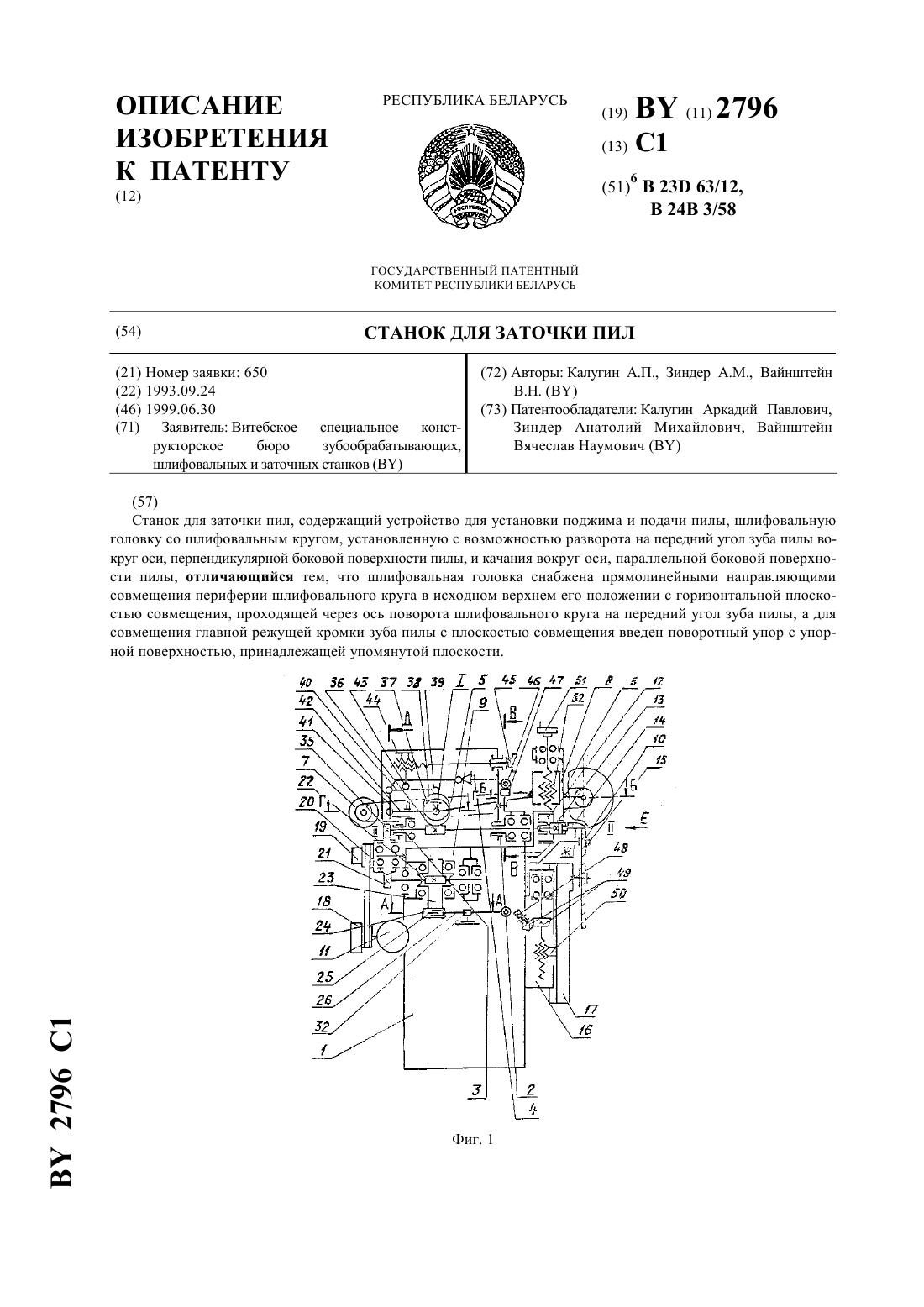
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СТАНОК ДЛЯ ЗАТОЧКИ ПИЛ(73) Патентообладатели Калугин Аркадий Павлович,Зиндер Анатолий Михайлович, Вайнштейн Вячеслав Наумович(57) Станок для заточки пил, содержащий смонтированные на станине устройство для установки, поджима и подачи пилы, шлифовальную головку, установленную с возможностью разворота на передний угол зуба пилы и включающую шпиндель для крепления шлифовального круга, и механизм вертикального перемещения шлифовальной головки, отличающийся тем, что шпиндель шлифовальной головки установлен в введенных в станок направляющих, расположенных в упомянутой головке под углом к плоскости ее перемещения, равным углу, заключенному между указанной плоскостью и плоскостью вращения шлифовального круга, а станок снабжен средством для перемещения шпинделя по направляющим.(56) 1.803257 , 1988. 2. Рожков Д.С. и др. Конструкция, настройка и эксплуатация оборудования для подготовки и заточки дереворежущего инструмента. - М. Лесная промышленность, 1978. - С. 5561. 3.1033274 , 1983. 3268 1 Изобретение относится к области станкостроения, а именно к станкам для заточки рамных, ленточных пил, круглых пил продольной распиловки древесины, используемых в лесной, целлюлозно-бумажной и деревообрабатывающей отраслях промышленности. У станков для заточки рамных, круглых, ленточных пил одним из элементов, определяющим взаимное расположение пилы и шлифовального круга, является уголмежду плоскостью вращения шлифовального круга и перемещением заточки. У станков он задан конструкцией корпуса шлифовальной головки и имеет постоянную величину 34. В плоскости перемещения шлифовального круга осуществляется возвратнопоступательное перемещение шлифовального круга - у станков типа суппортных, штанговых и качательное движение - у станков рычажного типа, установка величины врезания по задней поверхности зуба пилы и компенсация износа круга. В плоскости вращения шлифовального круга происходит постоянное уменьшение диаметра в связи с его износом. Существенным недостатком всех типов станков, влияющим на качество затачиваемых круглых пил, является следующее. В связи с имеющимся угломмежду плоскостью вращения шлифовального круга и направлением его движения точка контакта А кромки периферийной части шлифовального круга при его износе постоянно смещается от своего первоначального положения и находится в плоскостях, параллельных направлению перемещения заточки шлифовального круга (точка А 1, фиг. 1). Зуб пилы при заточке подается упоркой в одно и то же положение, следовательно, величина снимаемого припуска с передней поверхности постоянно уменьшается и достигает нулевого значения. Для того чтобы изношенный круг снимал с передней поверхности зуба пилы требуемый припуск, необходимо изменить положение подающей упорки, сместив ее вправо на величину снимаемого припуска. При этом пила повернется и необработанная передняя поверхность зуба пилы приблизится к смещенной периферийной части шлифовального круга (точка А 11). В результате, при заточке круглых пил происходит изменение величин переднего угла , заднего угла, угла заострения. За весь цикл заточки пилы отвод подающей упорки значителен и зависит от степени затупления пилы и характеристики шлифовального круга. Известен станок для профильной заточки пил 1. Это станок штангового типа, состоит из станины, на которой смонтированы основные узлы и механизмы станка. Спереди станины смонтирован стол, несущий приспособление для крепления затачиваемого инструмента. Внутри станины размещены механизм перемещения шлифовальной головки, механизм подачи на врезание. Верхняя передняя стенка станины имеет поворотный корпус, в расточке которого сбазирована штанга, несущая шлифовальную группу. Осцилляция шлифовального круга, подача на врезание по задней поверхности зуба пилы, компенсация износа круга осуществляется перемещением штанги от опорного элемента и винтовой пары. Плоскость вращения шлифовального круга относительно плоскости перемещения его развернута на 4. Рассмотренный станок не обеспечивает постоянство геометрических и точностных параметров при заточке круглых пил в силу причин рассмотренных выше. Известен станок для заточки пил модели ТчПР-2 2. Это станок рычажного типа. В верхней части станины в проушинах, расположенных перпендикулярно боковой поверхности пилы, сбазирован поворотный червячный редуктор, на выходном валу которого расположены кулаки качательного движения шлифовальной головки и кулак привода подающей собачки. Ось качания шлифовального круга расположена параллельно боковой поверхности пилы и смонтирована в верхней части поворотного червячного редуктора. Корпус редуктора вместе со шлифовальной головкой наклоняется на необходимую величину переднего угла зуба пилы. Амплитуда качания шлифовального круга и величина хода подающей собачки регулируется передвижной опорой. Величина подачи на врезание и компенсация износа круга осуществляется опорным винтом,расположенным по середине корпуса - рычага шлифовальной головки. К существенным недостаткам станка следует отнести следующее. Дугообразное перемещение шлифовального круга при компенсации его износа, достигающего значительной величины, приводит к смещению вертикальных плоскостей, проходящих через середину толщины пилы и ось вращения шлифовального круга. В связи с тем, что шлифовальный круг работает не наиболее удаленной периферийной частью круга главная режущая кромка зуба пилы приобретает односторонний угол наклоначто недопустимо. Кроме того, из-за имеющегося разворота плоскости вращения шлифовального круга относительно плоскости качания круга не обеспечивается постоянство геометрических параметров зуба пилы при ее заточке. Прототипом предлагаемого изобретения является станок для заточки пил 3. Это станок суппортного типа, содержащий смонтированные на станине стол, несущий приспособление для установки и крепление пилы, механизм подачи пилы. Верхняя часть станины - головка выполнена поворотной на величину переднего угла заточки. На головке имеются направляющие установки шлифовальной головки со шлифовальным кругом и приводом. Внутри головки размещен механизм вертикального перемещения шлифовальной головки и механизм поворота при косой заточке. Плоскость вращения шлифовального круга развернута на 4 относительно плоскости перемещения его при заточке, что является необходимым условием станков данного назначения. Профилеобразование зуба пилы осуществляется блоком кулаков привода упорки и кулака перемещения шлифовальной головки. Эти кулаки размещены на распределительном валу станка. 2 3268 1 Существенным недостатком станка является искажение профиля зуба круглой пилы при заточке из-за износа круга и имеющегося необходимого угла разворота плоскости вращения шлифовального круга относительно плоскости его перемещения. Сущность явления рассмотрено выше при анализе недостатков станков для заточки пил деревообрабатывающей промышленности. Задача изобретения - повысить качество затачиваемого инструмента. Задача достигается тем, что шпиндель шлифовальной головки установлен в введенных в станок направляющих, расположенных в упомянутой головке под углом к плоскости ее перемещения, равным углу, заключенному между указанной плоскостью и плоскостью вращения шлифовального круга, а станок снабжен средством для перемещения шпинделя по направляющим. В этом случае при перемещении шлифовальной головки по этим направляющим, отошедшая от плоскости резания режущая кромка шлифовального круга, в связи с его износом, будет возвращаться в свое первоначальное положение относительно передней и задней поверхностей затачиваемого зуба пилы. В связи с тем, что подающая собачка подводит режущую кромку зуба пилы в одно и то же положение процесс съема припуска с поверхности зуба пилы возобновится без поворота пилы, а геометрические параметры профиля зуба пилы остаются без изменений (см. фиг. 2). Изобретение поясняется чертежами, где фиг. 1 - схема расположения шлифовального круга при заточке и изменении диаметра круга в результате износа и компенсации присущая аналогам и прототипу,фиг. 2 - схема расположения шлифовального круга при заточке, изменении диаметра круга в результате износа и при компенсации по предлагаемому изобретению,на фиг. 3 изображена кинематическая схема станка с направляющими прямолинейного перемещения,на фиг. 4 - разрез А-А на фиг. 1, кинематическая цепь привода подающей собачки,на фиг. 5 - разрез Б-Б на фиг. 1, прямолинейные направляющие,на фиг. 6 - вид по стрелке В на фиг. 1-направляющие прямолинейного перемещения при компенсации износа круга и подачи на величину врезания по задней поверхности зуба пилы,- на фиг. 3, фиг. 6 - ось качания шлифовальной головки,- на фиг. 3, фиг. 6 - ось поворота шлифовальной головки на передний угол зуба пилы,- на фиг. 1, фиг. 2, фиг. 6 - плоскость перемещения заточки шлифовальной головки,- на фиг. 1, фиг. 2, фиг. 6 - плоскость вращения шлифовального круга,- на фиг. 1, фиг. 2, фиг. 6 - плоскость перемещения шлифовального круга при компенсации износа круга и подачи на врезание по задней поверхности зуба пилы. Станок для заточки пил содержит станину 1, в верхней части которой на опорах качения 2 и 3 сбазирована стойка 4, несущая шлифовальную головку 5 со шлифовальным кругом 6. Плоскость вращения шлифовального круга наклонена на уголотносительно плоскости перемещения заточки шлифовального круга. На левом торце корпуса шлифовальной головки 5 установлен электродвигатель 7 привода шлифовального круга 6. Правый торец корпуса шлифовальной головки 5 имеет направляющие 8 прямолинейного перемещения шпиндельной группы шлифовального круга 6. Направляющие 8 установлены под углом относительно плоскости перемещения шлифовального круга. В полости станины 1 установлен механизм перемещения 9 шлифовального круга 6 и подачи пилы 10. Приводом механизма 9 является электродвигатель11. На лицевой стенке станины 1 закреплен корпус 12, в котором установлена оправка 13 с поворотным упором 14. В этой же зоне расположен рычаг 15 поджима корпуса пилы 10. Кроме того, на лицевой стороне станины на неподвижном корпусе 16 сбазирована подвижная каретка 17 с установленной на ней пилой 10. Кинематическая цепь подачи пилы 10 на шаг зубьев состоит из электродвигателя 11, ременной передачи со шкивами 18, 19, ведущей шестерни 20. Ведущая шестерня 20 находится в зацеплении с ведомой шестерней 21, расположенной на одном валу с червяком 22. Червяк 22 находится в зацеплении с червячным колесом 23, на ступице которого закреплен кулак 24. Ролик 25, расположенный на одном конце двуплечего рычага 26, контактирует с кулаком 24, а другой конец двуплечего рычага 26 шарнирно связан со скалкой 27,несущей кронштейн 28 с подающей собачкой 29. Кинематическая цепь установки величины снимаемого припуска с передней и задней поверхностей зуба пилы 10 состоит из кнопки 30 и винтовой пары 31. Кинематическая цепь изменения величины возвратно-поступательного перемещения подающей упорки 29 состоит из опорного ролика 32, подвижной опоры 33 и маховичка 34, изменяющего положение места контакта ролика 32 с двуплечим рычагом 26. Кинематическая цепь перемещения шлифовального круга 6 состоит из электродвигателя 11, ременной передачи со шкивами 18, 19, ведущей шестерни 20, входящей в зацепление с ведомой шестерней 35. Ведомая шестерня 35 расположена на одном валу с червяком 36, который находится в зацеплении с червячным колесом 37. На ступице червячного колеса 37 расположен кулак 38. Ролик 39, расположенный на одном кон 3 3268 1 це двуплечего рычага 40, контактирует с кулаком 38. Другой конец двуплечего рычага 40 шарнирно соединен рычагом 41 с корпусом-рычагом 42, имеющим ось качания 1 (фиг. 3, 6). Кинематическая цепь изменения величины перемещения шлифовального круга 6 состоит из опорного ролика 43, подвижной опоры 44 и маховичка 45, изменяющего положение места контакта ролика 43 с двуплечим рычагом 40. Вращение шлифовального круга 6 осуществляется от электродвигателя 7, расположенного на корпусерычаге 42 шлифовальной головки 5, с помощью ременной передачи. Кинематическая цепь установки шлифовальной головки 5 на величину переднего угла зуба пилы 10 относительно оси - включает вал-червяк 46 и червячный сектор 47. Кинематическая цепь установочного перемещения пилы состоит из конической пары 49 и винтовой пары 50. Кинематическая цепь установочного перемещения шлифовального круга, подачи на величину врезания по задней поверхности зуба пилы, компенсации износа круга состоит из винтовой пары 52 и осуществляется по направляющим прямолинейного перемещения 8, установленных под углом, образованным плоскостью вращения шлифовального круга и плоскостью его перемещения при заточке. Станок работает следующим образом. Перед нажатием кнопки Пуск цикла необходимо произвести следующие наладочные операции. На подвижную каретку 17 устанавливается и поджимается поджимным рычагом 15 пила 10. Упор 14 поворачивается из исходного положения в положение, показанное на фиг. 3. Вертикальным перемещением подвижной каретки 17 главная режущая кромка пилы 10 совмещается с упорной поверхностью упора 14, находящегося в горизонтальной плоскости, проходящей через ось поворота -. По лимбам маховичков 34 и 45 устанавливается шаг зубьев пилы и величина осцилляции шлифовального круга 6 в зависимости от высоты зуба пилы 10. Затем шлифовальная головка 5 разворачивается на величину переднего угла зуба пилы 10, а упор 14 возвращается в исходное положение. Станок включается в наладочном режиме, и маховичком 51 перемещением шпиндельной группы по прямолинейным направляющим 8, периферия шлифовального круга 6 совмещается с главной режущей кромкой зуба пилы 10. При этом для равномерного контакта периферии шлифовального круга 6 с профилем зуба пилы 10 маховичком 34 производится корректировка шага. По лимбам кнопки 30 и маховичка 51 устанавливают величину съема припуска по передней и задней поверхностям зуба пилы 10. Пилу 10 возвращают в исходное положение для заточки первого зуба. С нажатием кнопки Пуск включается привод 7 вращения шлифовального круга и привод 11 качания шлифовальной головки 5 и перемещения подающей упорки 29. Шлифовальный круг 6 при неподвижной пиле 10 опускается вниз, при этом подающая упорка 29 перемещается в исходное правое положение, скользя по боковой поверхности пилы 10 на величину шага. В крайнем нижнем положении шлифовального круга 6 заканчивается съем припуска с передней поверхности зуба пилы 10. С движением шлифовального круга 6 вверх начинается движение подающей собачки 29 из исходного положения влево. В связи с тем, что подающая собачка 29 в крайнем правом положении запала в межзубую впадину пилы 10, при своем движении влево, подающая собачка 29 перемещает пилу 10 на величину шага. Соотношение скоростей перемещения шлифовального круга 6 и пилы 10 определяет форму задней грани зуба пилы. Перемещение пилы 10 заканчивается в крайнем верхнем положении шлифовального круга 6. Следующий зуб пилы 10 затачивается аналогичным образом. Поддержание величины снимаемого припуска с передней и задней поверхностей осуществляется маховичком 51. В отличие от аналогов и прототипа подача на врезание по передней поверхности путем отвода упорки вправо, на заявленном станке не производят, т. к. режущая кромка периферийной части круга при компенсации износа перемещается в одной и той же плоскости, что соответствует неизменности первоначально установленной величины припуска под заточку по передней поверхности. Выключение станка осуществляется как оператором, так и автоматически. Заявленное техническое решение используется в станке для заточки пил продольного пиления и позволяет повысить качество заточки круглых пил. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 5
МПК / Метки
МПК: B24B 3/58, B23D 63/12
Код ссылки
<a href="https://by.patents.su/5-3268-stanok-dlya-zatochki-pil.html" rel="bookmark" title="База патентов Беларуси">Станок для заточки пил</a>
Станок для заточки пил
Номер патента: 2796
Опубликовано: 30.06.1999
Авторы: Вайнштейн Вячеслав Наумович, Калугин Аркадий Павлович, Зиндер Анатолий Михайлович
МПК: B23D 63/12, B24B 3/58
Текст:
...схема станка с устройством совмещения периферии шлифовального круга на фиг. 2 - разрез А-А на фиг.1, кинематическая цепь привода подающей собачки на фиг. 3 - разрез Б-Б на фиг.1, прямолинейные направляющие совмещения периферии шлифовального круга на фиг 4 - разрез В-В на фиг.1. Кинематическая цепь поворота шлифовальной головки на передний угол зуба пилы на фиг. 5 - разрез Г-Г, ось качания шлифовальной головки на фиг. 6 - разрез Д-Д, рычажная...
Станок для заточки ножей
Номер патента: 1976
Опубликовано: 30.12.1997
Авторы: Бондарев Анатолий Федорович, Коновалов Геннадий Иосифович, Хаги Григорий Яковлевич, Давгилов Николай Иванович, Симаков Виктор Васильевич
Текст:
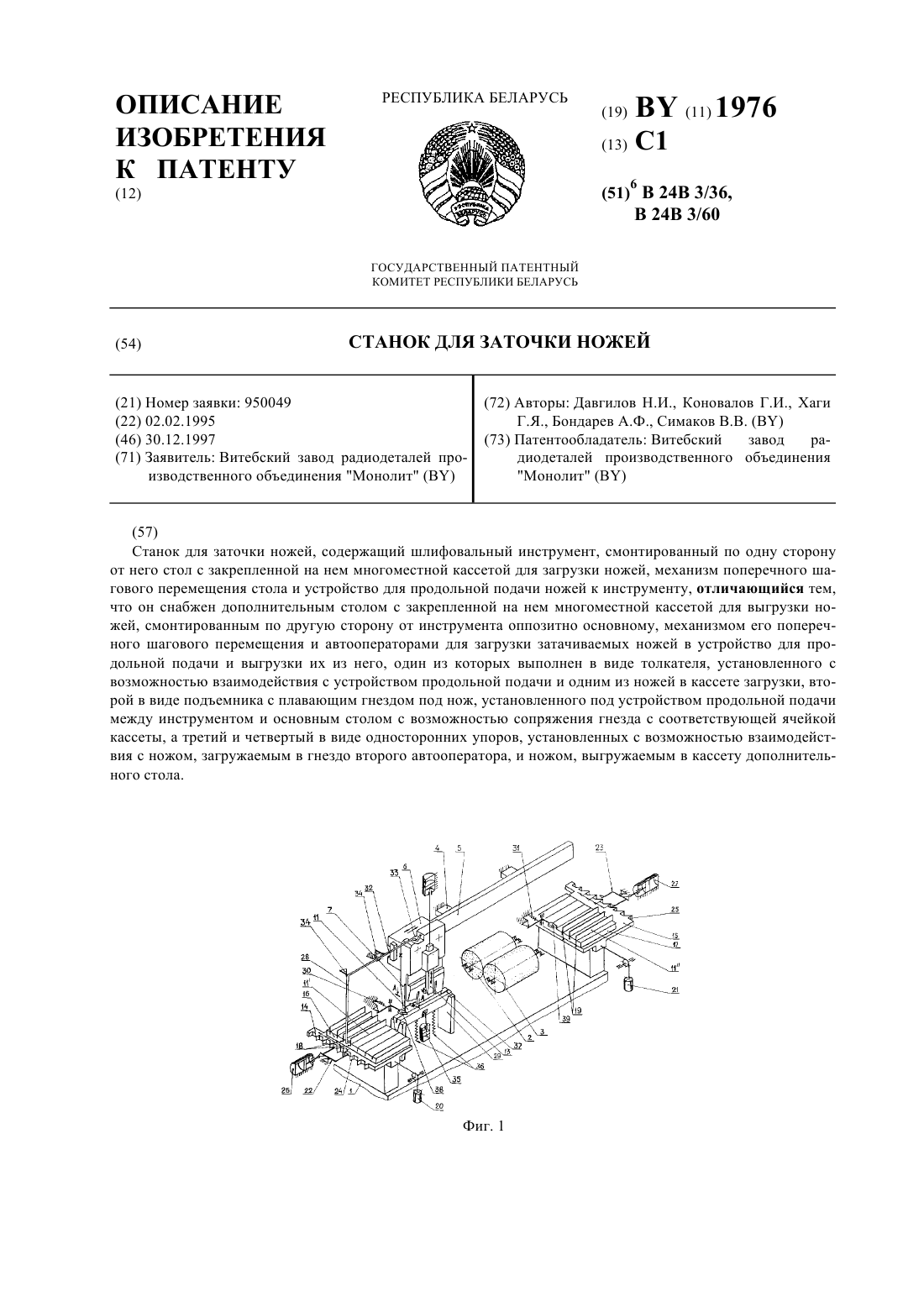
...на станке 1 оппозитно установленные шлифовальные головки 2, 3 и устройство 4 продольной подачи ножей. Устройство 4 содержит установленную на траверсе 5 подвижную каретку 6, несущую зажим 7, губки 8 и 9 которого образуют щелеобразный паз 10 для размещения затачиваемого ножа 11. Нож 11 в пазу 10 уста 2 1976 1 навливается до упора в опоры 12 и зажимается губкой 9 под воздействием клинового механизма 13, для чего губка 9 выполнена в виде...
Ленточнопильный станок для продольной распиловки лесоматериалов

Номер патента: 2672
Опубликовано: 30.03.1999
Авторы: Гришин Владимир Иванович, Семенов Владимир Александрович, Гришин Виктор Иванович, Забелло Сергей Константинович
МПК: B27B 15/02
Метки: лесоматериалов, продольной, станок, ленточнопильный, распиловки
Текст:
...осей вращения и в правом и в левом плече обеспечивают синхронное движение опорных муфт траверсы не позволяя любой из двух опорных муфт опережать друг друга при движении их по направляющим стойкам. На фиг.изображн вариант выполнения ленточнопильного станка в сборе на фиг. 2 показан вид сбоку на ленточнопильный станок перед началом распиловки на фиг. 3 показан вид сбоку после распиловки пиловочника на фиг. 4 изображн вариант стабилизатора...
Деревообрабатывающий станок
Номер патента: 1337
Опубликовано: 16.09.1996
Авторы: Сенько Л. В., Цыбуленко П. В.
МПК: B27C 1/08
Метки: станок, деревообрабатывающий
Текст:
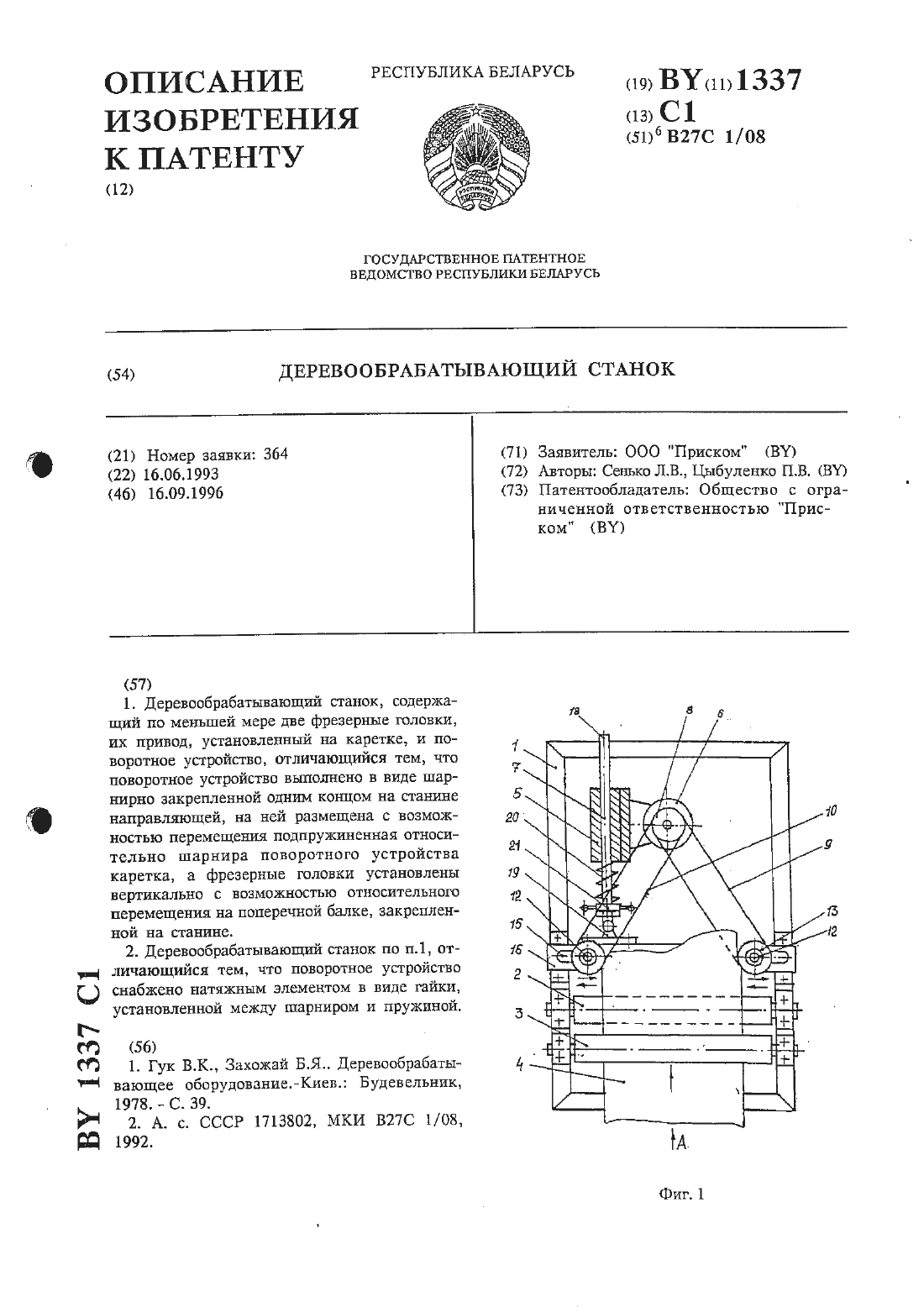
...меньшей мере две фрезерные головки, их привод, установленный на каретке, и поворотное устройство, имеются существенные отличия в том, что поворотное устройство выполнено в виде гпарнирно закрепленной одним концом на станине направляющей, на ней размещена с возможностью перемещения подпружиненная относительно шарнира поворотного устройства каретка, а фрезерные головки установлены вертикально с возможностью относительного перемещения на...
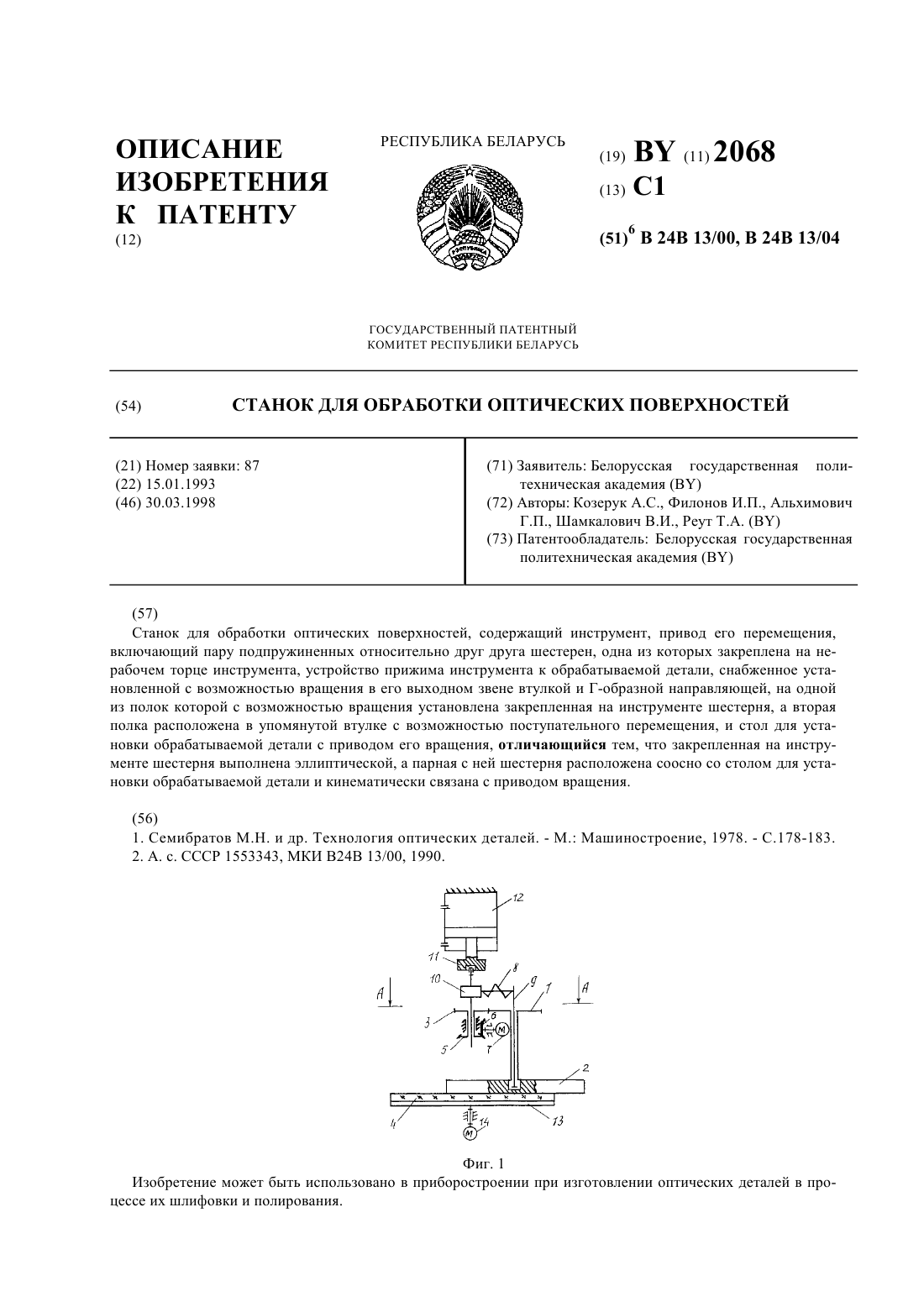
Станок для обработки оптических поверхностей
Номер патента: 2068
Опубликовано: 30.03.1998
Авторы: Шамкалович Владимир Иванович, Козерук Альбин Степанович, Филонов Игорь Павлович, Альхимович Геннадий Петрович, Реут Татьяна Аркадьевна
МПК: B24B 13/00, B24B 13/04
Метки: поверхностей, обработки, станок, оптических
Текст:
...с возможностью вращения установлена закрепленная на инструменте шестерня, а вторая полка расположена в упомянутой втулке с возможностью поступательного перемещения, и стол для установки обрабатываемой детали с приводом его вращения, при этом закрепленная на инструменте шестерня выполнена эллиптической, а парная с ней шестерня расположена сн со столом для установки обрабатываемой детали и кинематически связана с приводом вращения....
Предыдущий патент: Устройство для компенсации переменного напряжения, возникающего между средой и металлическим трубопроводом, находящимся в этой среде
Следующий патент: Способ удаления мягких отходов от оборудования деревообрабатывающих цехов и устройство для его осуществления
Случайный патент: Гиря