Установка сварочная ультразвуковая
Номер патента: U 2183
Опубликовано: 30.09.2005
Авторы: Мартыненко Александр Владимирович, Новиков Руслан Вячеславович
Текст
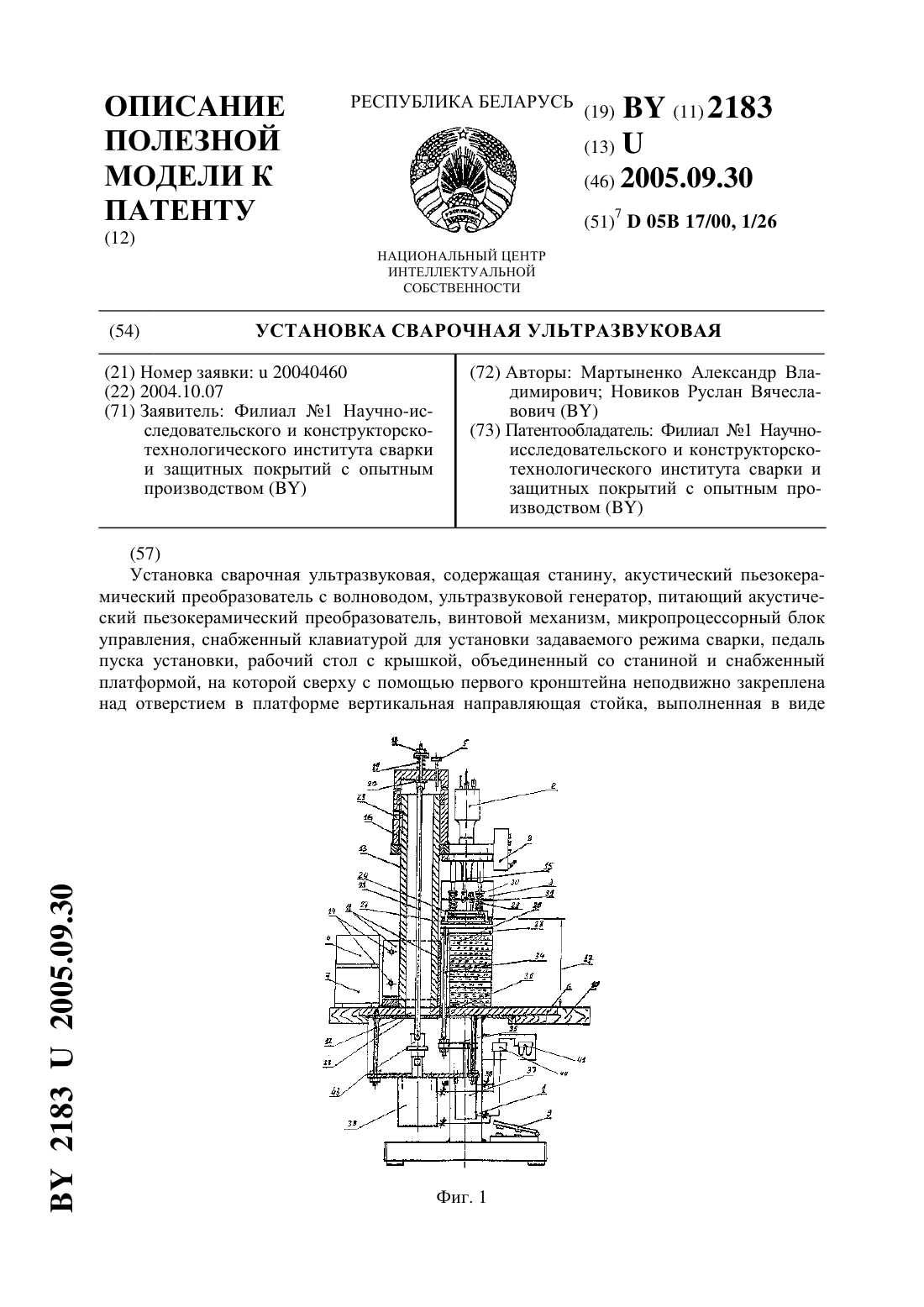
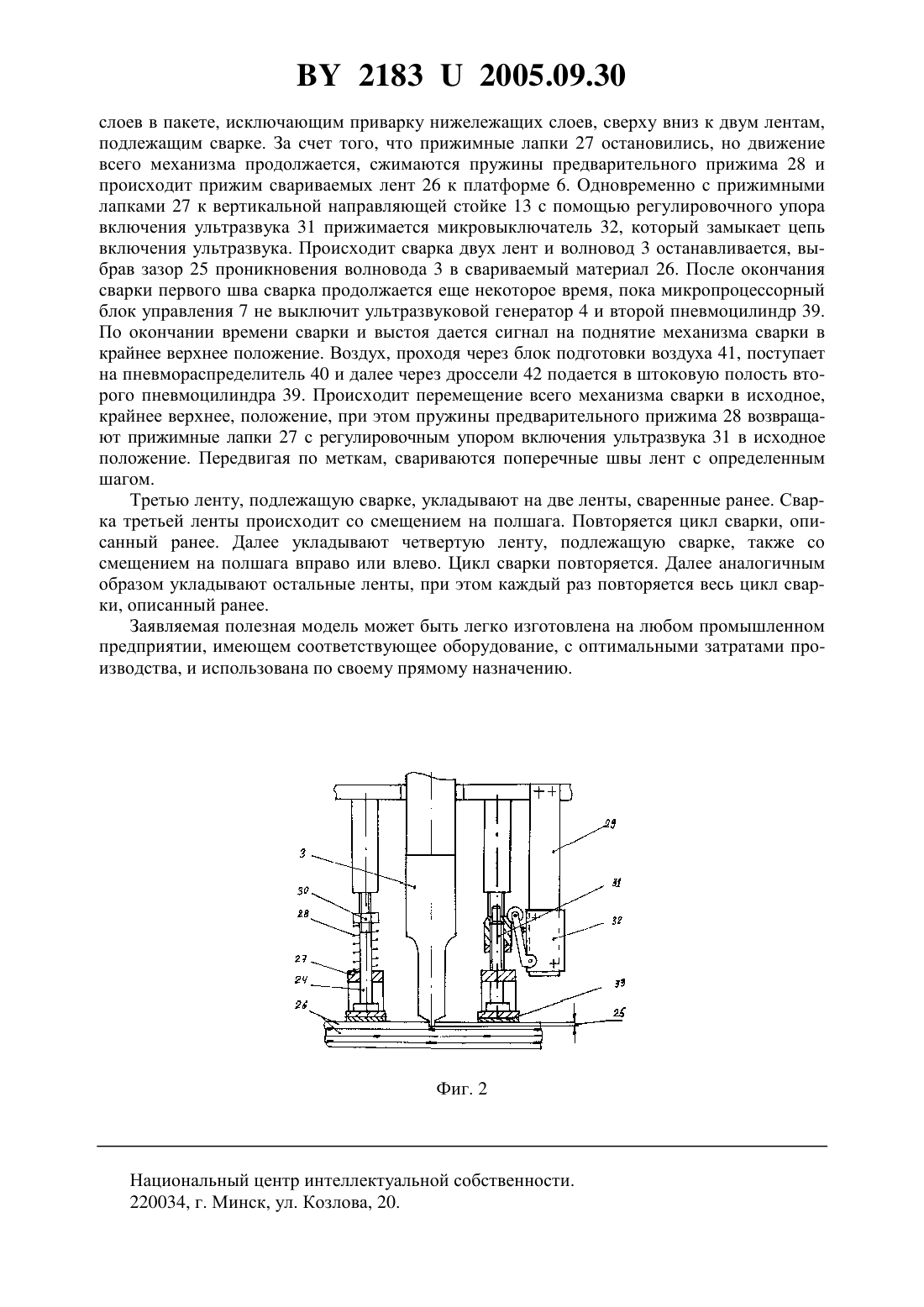
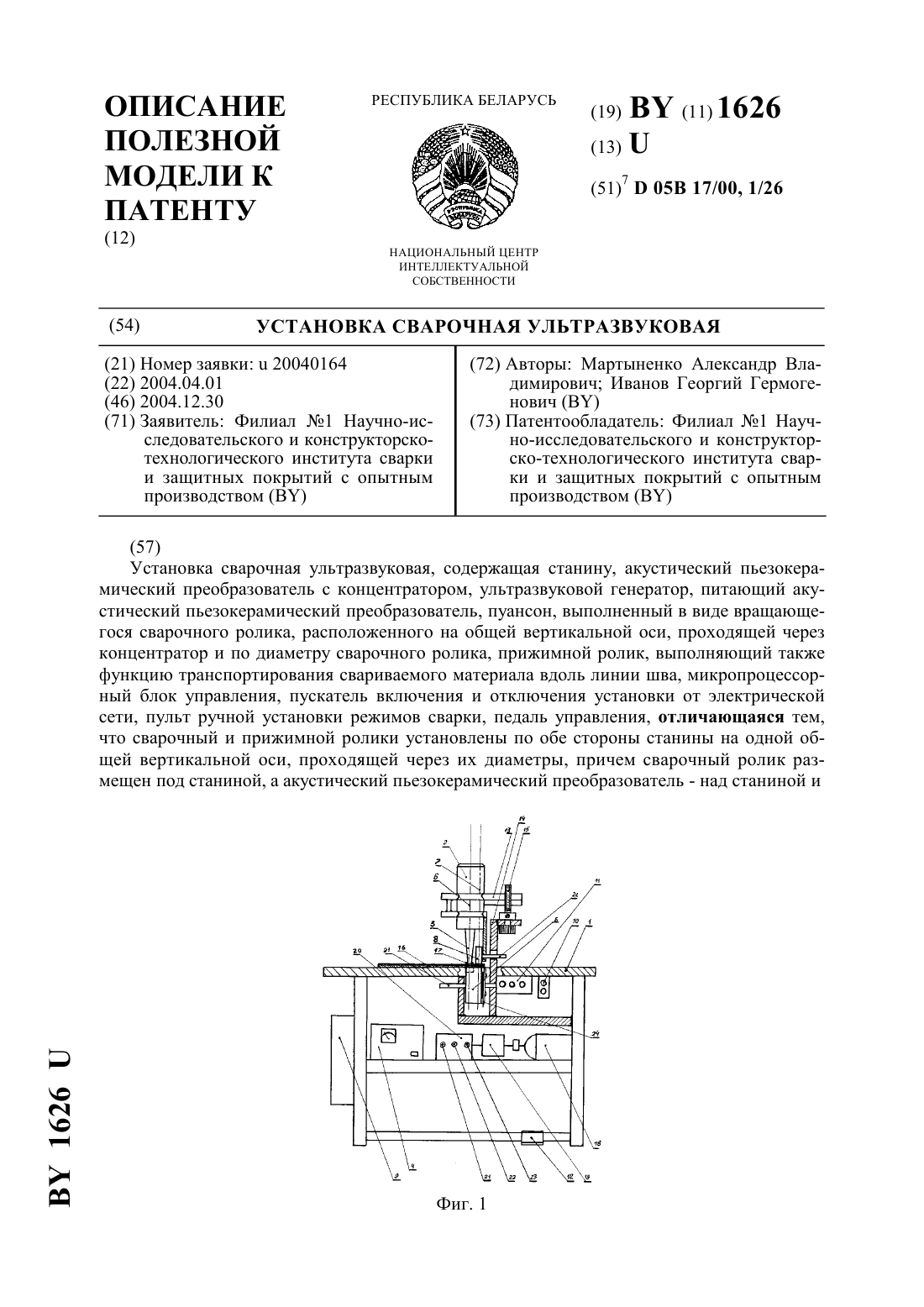
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Филиал 1 Научно-исследовательского и конструкторскотехнологического института сварки и защитных покрытий с опытным производством(72) Авторы Мартыненко Александр Владимирович Новиков Руслан Вячеславович(73) Патентообладатель Филиал 1 Научноисследовательского и конструкторскотехнологического института сварки и защитных покрытий с опытным производством(57) Установка сварочная ультразвуковая, содержащая станину, акустический пьезокерамический преобразователь с волноводом, ультразвуковой генератор, питающий акустический пьезокерамический преобразователь, винтовой механизм, микропроцессорный блок управления, снабженный клавиатурой для установки задаваемого режима сварки, педаль пуска установки, рабочий стол с крышкой, объединенный со станиной и снабженный платформой, на которой сверху с помощью первого кронштейна неподвижно закреплена над отверстием в платформе вертикальная направляющая стойка, выполненная в виде 21832005.09.30 трубы, причем первый кронштейн, выполненный в виде хомута, жестко зафиксирован на вертикальной направляющей стойке с помощью винтов, вертикальную ось, на которой размещены акустический пьезокерамический преобразователь с волноводом, расположенную параллельно вертикальной направляющей стойке, ползун, на котором сбоку неподвижно закреплены акустический пьезокерамический преобразователь с волноводом и который одет на верхушку вертикальной направляющей стойки, с винтом и пружинный тяговый механизм с пружиной, подпятником и длинной тягой, размещенный на боковой поверхности второго кронштейна, расположенного на платформе, отличающаяся тем,кто она дополнительно снабжена механизмом сварки двух верхних слоев в пакете, исключающим приварку нижележащих слоев, конструктивно размещенным на ползуне вместе с акустическим пьезокерамическим преобразователем и волноводом и включающим четыре упора, расположенных на ползуне по два упора симметрично справа и слева от волновода,две прижимные лапки, размещенные на упорах симметрично справа и слева от волновода с возможностью передвижения по ползуну, четыре пружины предварительного прижима,закрепленные на упорах с помощью третьего кронштейна по две пружины симметрично справа и слева от волновода, регулировочный упор включения ультразвука, размещенный на вертикальной направляющей стойке, и микровыключатель, закрепленный на ползуне с помощью третьего кронштейна, кроме того, установка дополнительно содержит механизм предварительного прижима пакета свариваемых лент, конструктивно размещенный на платформе и включающий две планки, расположенные симметрично по обе стороны волновода, две тяги, закрепленные на четвертом кронштейне, две направляющие втулки, размещенные на платформе, первый пневмоцилиндр, закрепленный с помощью второго кронштейна под платформой, при этом шток первого пневмоцилиндра прикреплен к четвертому кронштейну, и два дросселя, расположенные на первом пневмоцилиндре, помимо этого, установка дополнительно снабжена пневмосистемой, размещенной на стойке станины и включающей второй пневмоцилиндр, закрепленный под платформой с помощью второго кронштейна, пневмораспределитель, блок подготовки воздуха, также размещенные на стойке станины, и два дросселя, расположенные не втором пневмоцилиндре.(56) 1. Патент Б 1272 на полезную модель. Машина сварочная ультразвуковая // Официальный бюллетень Изобретения. Полезные модели. Промышленные образцы. 1/2004. - С. 246. Заявляемая полезная модель откосится к ультразвуковым сварочным установкам, выполняющим сшивание (сварку) плоских материалов из полимерных веществ с помощью ультразвуковых колебаний. Подобные установки широко используются в различных отраслях народного хозяйства, в частности в строительных отраслях для изготовления многослойных ячеистых структур с расположением ячеек в шахматном порядке из полимерных лент шириной до 240 мм и толщиной до 2 мм. Такие многослойные ячеистые структуры в развернутом состоянии используются в качестве форм, заполняемых бетоном, при возведении автомагистралей, взлетно-посадочных полос аэродромов и других подобных площадок. Известна машина сварочная ультразвуковая, содержащая станину, акустический пьезокерамический преобразователь с волноводом, ультразвуковой генератор, питающий акустический пьезокерамический преобразователь, винтовой механизм, микропроцессорный блок управления, снабженный клавиатурой для установки задаваемого режима сварки,педаль пуска машины, рабочий стол с крышкой, объединенный со станиной и снабженный платформой, на которой сверху с помощью первого кронштейна неподвижно закреплена над отверстием в платформе вертикальная направляющая стойка, выполненная в виде трубы, причем первый кронштейн, выполненный в виде хомута, жестко зафиксирован 2 21832005.09.30 на вертикальной направляющей стойке с помощью винтов, вертикальную ось, на которой размещены акустический пьезокерамический преобразователь с волноводом, расположенную параллельно вертикальной направляющей стойке, ползун, на котором сбоку неподвижно закреплены акустический пьезокерамический преобразователь с волноводом и который одет на верхушку вертикальной направляющей стойки, с винтом и пружинный тяговый механизм с пружиной, подпятником и длинной тягой, размещенный на боковой поверхности второго кронштейна, расположенного на платформе 1. Однако машине-прототипу присущи некоторые недостатки, которые сужают ее технические возможности, а именно она обеспечивает сварку только двух слоев с промежуточным столиком и пуансоном,что увеличивает трудности при сварке лент, так как при работе оператору необходимо каждый раз надевать два свариваемых слоя, затем вынимать их и так далее, что отнимает много времени и является достаточно трудоемкой операцией конструкция машины-прототипа является достаточно громоздкой, особенно конструкция дополнительного пружинного рычажно-тягового механизма, что затрудняет процесс изготовления и обслуживания машины конструкция машины-прототипа не позволяет увеличить рабочий ход ползуна с волноводом. При разработке заявляемой полезной модели ставились следующие технические задачи разработать универсальную конструкцию механизма сварки двух верхних слоев в пакете без прокладок и без приварки нижележащих слоев с возможностью наращивания до 60 слоев, применение которого было бы возможно в ранее разработанных заявителем сварочных ультразвуковых машинах упростить конструкцию установки с целью упрощения производственного процесса,снижения трудоемкости и металлоемкости разработать конструкцию механизма предварительного прижима пакета свариваемых лент с целью увеличения усилия предварительного прижима увеличить рабочий ход ползуна с волноводом. Указанные технические задачи решены тем, что установка сварочная ультразвуковая,содержащая станину, акустический пьезокерамический преобразователь с волноводом,ультразвуковой генератор, питающий акустический пьезокерамический преобразователь,винтовой механизм, микропроцессорный блок управления, снабженный клавиатурой для установки задаваемого режима сварки, педаль пуска установки, рабочий стол с крышкой,объединенный со станиной и снабженный платформой, на которой сверху с помощью первого кронштейна неподвижно закреплена над отверстием в платформе вертикальная направляющая стойка, выполненная в виде трубы, причем первый кронштейн, выполненный в виде хомута, жестко зафиксирован на вертикальной направляющей стойке с помощью винтов, вертикальную ось, на которой размещены акустический пьезокерамический преобразователь с волноводом, расположенную параллельно вертикальной направляющей стойке, ползун, на котором сбоку неподвижно закреплены акустический пьезокерамический преобразователь с волноводом и который одет на верхушку вертикальной направляющей стойки, с винтом и пружинный тяговый механизм с пружиной, подпятником и длинной тягой, размещенный на боковой поверхности второго кронштейна, расположенного на платформе, дополнительно снабжена механизмом сварки двух верхних слоев в пакете, исключающим приварку нижележащих слоев, конструктивно размещенным на ползуне вместе с акустическим пьезокерамическим преобразователем и волноводом и включающим четыре упора, расположенных на ползуне по два упора симметрично справа и слева от волновода, две прижимные лапки, размещенные на упорах симметрично справа и слева от волновода с возможностью передвижения по ползуну, четыре пружины предварительного прижима, закрепленные на упорах с помощью третьего кронштейна по две пружины симметрично справа и слева от волновода, регулировочный упор включения ультразвука, размещенный на вертикальной направляющей стойке, и микровыключатель,3 21832005.09.30 закрепленный на ползуне с помощью третьего кронштейна, кроме того, установка дополнительно содержит механизм предварительного прижима пакета свариваемых лент, конструктивно размещенный на платформе и включающий две планки, расположенные симметрично по обе стороны волновода, две тяги, закрепленные на четвертом кронштейне, две направляющие втулки, размещенные на платформе, первый пневмоцилиндр,закрепленный с помощью второго кронштейна под платформой, при этом шток первого пневмоцилиндра прикреплен к четвертому кронштейну, и два дросселя, расположенные на первом пневмоцилиндре, помимо этого, установка дополнительно снабжена пневмосистемой, размещенной на стойке станины и включающей второй пневмоцилиндр, закрепленный под платформой с помощью второго кронштейна, пневмораспределитель, блок подготовки воздуха, также размещенные на стойке станины, и два дросселя, расположенные на втором пневмоцилиндре. Решением поставленных задач достигнуты следующие технические результаты разработана универсальная конструкция механизма сварки двух верхних слоев в пакете, исключающего приварку нижележащих слоев, применение которого возможно в ранее разработанных заявителем сварочных ультразвуковых установках обеспечена возможность сварки двух верхних слоев в пакете с возможностью наращивания слоев (до 60 слоев) упрощена конструкция пружинного рычажно-тягового механизма установки путем замены электромагнитного привода на пневмосистему с пневмоцилиндром, размещенным на втором кронштейне под платформой (из конструкции исключены правый и левый рычаги, серьга, шарнирная ось, одна пружина) разработана конструкция механизма предварительного прижима пакета свариваемых лент, что позволяет осуществить достаточно сильный прижим пакета лент при недостаточности усилия пружин предварительного прижима увеличен рабочий ход ползуна с волноводом (также благодаря замене электромагнитного привода на пневмосистему с пневмоцилиндром), вследствие чего упрощена конструкция установки, увеличен исходный зазор между волноводом и платформой и обеспечена возможность размещения всего пакета свариваемых лент. На прилагаемых чертежах представлены фиг. 1 - общий вид установки фиг. 2 - механизм сварки двух верхних слоев в пакете, исключающий приварку нижележащих слоев. Установка сварочная ультразвуковая содержит станину 1, акустический пьезокерамический преобразователь 2 с волноводом 3, ультразвуковой генератор 4, питающий акустический пьезокерамический преобразователь 2, винтовой механизм 5, предохраняющий соприкосновение волновода 3 с платформой 6, микропроцессорный блок управления 7,снабженный клавиатурой 8 для установки задаваемого режима сварки, педаль пуска установки 9, рабочий стол с крышкой 10, объединенный со станиной 1 и снабженный платформой 6, на которой сверху с помощью первого кронштейна 11 закреплена над отверстием 12 в платформе 6 вертикальная направляющая стойка 13, выполненная в виде трубы, причем первый кронштейн 11, выполненный в виде хомута, жестко зафиксирован на вертикальной направляющей стойке 13 с помощью винтов 14 (2 шт.), при этом акустический пьезокерамический преобразователь 2 с волноводом 3 размещены вверху над платформой 6 на максимальном расстоянии от нее на одной общей для них вертикальной оси 15, расположенной параллельно вертикальной направляющей стойке 13, ползун 16, на котором сбоку неподвижно закреплены акустический пьезокерамический преобразователь 2 с волноводом 3 и который одет на верхушку вертикальной направляющей стойки 13 с возможностью возвратно-поступательного перемещения вдоль нее в пределах, ограниченных максимальным размером исходного зазора 17 между волноводом 3 и платформой 6, пружинный тяговый механизм 18, содержащий пружину 19, подпятник 20 и длинную тягу 21, размещенный на боковой поверхности второго кронштейна 22, расположенного на платформе 6. 4 21832005.09.30 Верхний конец длинной тяги 21 шарнирно связан с подпятником 20 механизма 18. Винт 23 на ползуне 16 блокирует возможность вращательного движения ползуна 16 вокруг вертикальной направляющей стойки 13. Механизм сварки двух верхних слоев в пакете, исключающий приварку нижележащих слоев, конструктивно размещен на ползуне 16 вместе с акустическим пьезокерамическим преобразователем 2 с волноводом 3 и содержит упоры 24 (4 шт.), расположенные на ползуне 16 по два упора симметрично справа и слева от волновода 3 и служащие для установления зз 25, ограничивающего проникновение волновода 3 в свариваемый материал 26,прижимные лапки 27 (2 шт.), размещенные на упорах 24 симметрично справа и слева от волновода 3, передвигающиеся по ползуну 16 и выполняющие предварительное сжатие пакета свариваемых лент 26, пружины предварительного прижима 28 (4 шт.), закрепленные на упорах 24 с помощью третьего кронштейна 29 по две пружины симметрично справа и слева от волновода 3, создающие усилие прижима прижимных лапок 27 к свариваемому материалу 26, при этом регулировка усилия прижима производится с помощью гайки 30,регулировочный упор включения ультразвука 31, размещенный на вертикальной направляющей стойке 13, предназначенный для включения ультразвука в необходимый момент времени, и микровыключатель 32, закрепленный на ползуне 16 с помощью третьего кронштейна 29 и осуществляющий замыкание цепи включения ультразвукового генератора 4. Механизм предварительного прижима пакета свариваемых лент 26 конструктивно размещен на платформе 6 и содержит планки 33 (2 шт.), расположенные симметрично по обе стороны волновода 3 и непосредственно выполняющие прижим пакета свариваемых лент 26,тяги 34 (2 шт.), закрепленные на четвертом кронштейне 35 и служащие для перемещения планок 33 внутри направляющих втулок 36 (2 шт.), размещенных на платформе 6, первый пневмоцилиндр 37, размещенный под платформой 6 с помощью второго кронштейна 22 и используемый для перемещения механизма предварительного прижима пакета свариваемых лент 26 вдоль оси направляющих втулок 36, а также для опускания ползуна 16 с акустическим пьезокерамическим преобразователем 2 и волноводом 3 вместе с механизмом сварки двух верхних слоев в пакете, исключающим приварку нижележащих слоев,сверху вниз, прижатия к пакету свариваемых лент 26 и возвращения в исходное, крайнее верхнее, положение, при этом шток первого пневмоцилиндра 37 прикреплен к четвертому кронштейну 35, и дроссели 38 (2 шт.), размещенные на первом пневмоцилиндре 37 и служащие для настраивания скорости опускания и поднятия вышеуказанного механизма. Указанный механизм выполняет функцию предварительного прижима пакета свариваемых лент 26 в случае недостаточности усилия прижима прижимных лапок 27 к свариваемым лентам 26, создаваемого пружинами предварительного прижима 28, при необходимости большего усилия прижима и при более жестком материале. Пневмосистема крепится на стойке станины 1 и содержит второй пневмоцилиндр 39,закрепленный под платформой 6 с помощью второго кронштейна 22 и используемый вместе с первым пневмоцилиндром 37 или отдельно для опускания ползуна 16 с акустическим пьезокерамическим преобразователем 2 и волноводом 3 вместе с механизмом сварки двух верхних слоев в пакете, исключающим приварку нижележащих слоев, сверху вниз,прижатия к пакету свариваемых лент 26 и возвращения в исходное, крайнее верхнее, положение, пневмораспределитель 40, размещенный на стойке станины 1, общий для первого 37 и второго пневмоцилиндра 39, служащий для подачи воздуха в вышеуказанные пневмоцилиндры, блок подготовки воздуха 41, также размещенный на стойке станины 1, через который поступает воздух на пневмораспределитель 40, и дроссели 42 (2 шт.), закрепленные на втором пневмоцилиндре 39 и используемые, как и дроссели 38, для настраивания скорости опускания и поднятия вышеуказанного механизма. Для соединения второго пневмоцилиндра 39 с длинной тягой 21 служит шаровой механизм 43. Исходное положение установки соответствует такому ее состоянию, когда ползун 16 и жестко связанные с ним акустический пьезокерамический преобразователь 2 с волноводом 3 вместе с размещенным на ползуне 16 механизмом сварки двух верхних слоев в пакете, ис 5 21832005.09.30 ключающим приварку нижележащих слоев, находятся в крайнем верхнем положении, при котором обеспечивается свободная закладка всего пакета свариваемых лент 26 и шток второго пневмоцилиндра 39 находится в выдвинутом положении. Благодаря тому, что акустический пьезокерамический преобразователь 2 с волноводом 3 находятся в крайнем верхнем положении, образовался исходный зазор 17 между волноводом 3 и платформой 6. Сварку полимерных лент 26 производят следующим образом. Перед началом сварки с помощью упоров 24 настраивают зазор 25 проникновения волновода 3 в свариваемый материал 26. На клавиатуре 8 микропроцессорного блока управления 7 устанавливают заданное время сварки, на которое будет включен ультразвуковой генератор 4, и время выстоя (время, в течение которого установка находится без включенного ультразвука), а с помощью пружины 19 настраивают усилие сварки. После этого подготавливают для сварки до 60 отрезков лент одинаковой заданной длины, ширины и толщины, затем на каждом отрезке делают отметки для места расположения будущих поперечных швов через каждые шаг и полшага. Далее укладывают две ленты друг на друга на платформу 6 по разметке и левой ногой нажимают на педаль пуска установки 9. При использовании механизма предварительного прижима пакета свариваемых лент 26 дальнейшая работа установки происходит следующим образом. После нажатия педали 9 включаются первый пневмоцилиндр 37 и второй пневмоцилинр 39, после чего подается сигнал на пневмораспределитель 40, который подает воздух в бесштоковые полости вышеуказанных пневмоцилиндров. С помощью дросселей 38 и 42 настраивают скорости опускания и поднятия механизма сварки двух верхних слоев в пакете, исключающего приварку нижележащих слоев, при этом два дросселя - по одному из дросселей 38 и 42 служат для настраивания скорости опускания, а два других из этих же дросселей - скорости поднятия. Первый пневмоцилиндр 37 с помощью тяг 34 перемещает планки 33 по направляющим втулкам 36 и с помощью прижимных лапок 27 прижимает пакет свариваемых лент 26 к платформе 6. С помощью первого пневмоцилиндра 37 и второго пневмоцилиндра 39 посредством длинной тяги 21 осуществляют перемещение ползуна 16 с волноводом 3 и акустическим пьезокерамическим преобразователем 2 вместе с механизмом сварки двух верхних слоев в пакете, исключающим приварку нижележащих слоев, сверху вниз к двум лентам, подлежащим сварке. Далее с помощью регулировочного упора включения ультразвука 31 к вертикальной направляющей стойке 13 прижимается микровыключатель 32,который замыкает цепь включения ультразвука. Происходит сварка двух лент и волновод 3 останавливается, выбрав зазор 25 проникновения волновода 3 в свариваемый материал 26. После окончания сварки первого шва сварка продолжается еще некоторое время, пока микропроцессорный блок управления 7 не выключит ультразвуковой генератор 4 и первый и второй пневмоцилиндры 37 и 39. По окончании времени сварки и выстоя дается сигнал на поднятие вышеуказанного механизма в крайнее верхнее положение. Воздух,проходя через блок подготовки воздуха 41, поступает на пневмораспределитель 40 и далее через дроссели 38 и 42 подается в штоковые полости первого и второго пневмоцилиндров 37 и 39. Происходит перемещение всего механизма сварки в исходное, крайнее верхнее, положение, при этом пружины предварительного прижима 28 возвращают прижимные лапки 27 с регулировочным упором включения ультразвука 31 в исходное положение. Передвигая по меткам, свариваются поперечные швы лент с определенным шагом. При использовании пружин предварительного прижима 28 последующая работа установки происходит следующим образом. После нажатия педали 9 включается второй пневмоцилиндр 39 и подается сигнал на пневмораспределитель 40, который подает воздух в бесштоковую полость второго пневмоцилиндра 39. С помощью дросселей 42 настраивают скорости опускания и поднятия механизма сварки двух верхних слоев в пакете, исключающего приварку нижележащих слоев (один дроссель служит для настраивания скорости опускания, другой - скорости поднятия). С помощью второго пневмоцилиндра 39 посредством длинной тяги 21 осуществляют перемещение ползуна 16 с акустическим пьезокерамическим преобразователем 2 и волноводом 3 вместе с механизмом сварки двух верхних 6 21832005.09.30 слоев в пакете, исключающим приварку нижележащих слоев, сверху вниз к двум лентам,подлежащим сварке. За счет того, что прижимные лапки 27 остановились, но движение всего механизма продолжается, сжимаются пружины предварительного прижима 28 и происходит прижим свариваемых лент 26 к платформе 6. Одновременно с прижимными лапками 27 к вертикальной направляющей стойке 13 с помощью регулировочного упора включения ультразвука 31 прижимается микровыключатель 32, который замыкает цепь включения ультразвука. Происходит сварка двух лент и волновод 3 останавливается, выбрав зазор 25 проникновения волновода 3 в свариваемый материал 26. После окончания сварки первого шва сварка продолжается еще некоторое время, пока микропроцессорный блок управления 7 не выключит ультразвуковой генератор 4 и второй пневмоцилиндр 39. По окончании времени сварки и выстоя дается сигнал на поднятие механизма сварки в крайнее верхнее положение. Воздух, проходя через блок подготовки воздуха 41, поступает на пневмораспределитель 40 и далее через дроссели 42 подается в штоковую полость второго пневмоцилиндра 39. Происходит перемещение всего механизма сварки в исходное,крайнее верхнее, положение, при этом пружины предварительного прижима 28 возвращают прижимные лапки 27 с регулировочным упором включения ультразвука 31 в исходное положение. Передвигая по меткам, свариваются поперечные швы лент с определенным шагом. Третью ленту, подлежащую сварке, укладывают на две ленты, сваренные ранее. Сварка третьей ленты происходит со смещением на полшага. Повторяется цикл сварки, описанный ранее. Далее укладывают четвертую ленту, подлежащую сварке, также со смещением на полшага вправо или влево. Цикл сварки повторяется. Далее аналогичным образом укладывают остальные ленты, при этом каждый раз повторяется весь цикл сварки, описанный ранее. Заявляемая полезная модель может быть легко изготовлена на любом промышленном предприятии, имеющем соответствующее оборудование, с оптимальными затратами производства, и использована по своему прямому назначению. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: D05B 17/00, D05B 1/26
Метки: сварочная, установка, ультразвуковая
Код ссылки
<a href="https://by.patents.su/7-u2183-ustanovka-svarochnaya-ultrazvukovaya.html" rel="bookmark" title="База патентов Беларуси">Установка сварочная ультразвуковая</a>
Установка сварочная ультразвуковая
Номер патента: U 1626
Опубликовано: 30.12.2004
Авторы: Мартыненко Александр Владимирович, Иванов Георгий Гермогенович
МПК: D05B 1/26, D05B 17/00
Метки: сварочная, ультразвуковая, установка
Текст:
...причем сварочный ролик размещен под станиной, а акустический пьезокерамический преобразователь - над станиной и закреплен в вертикальном положении с помощью хомута с кронштейном, жестко связанным со станиной, и регулировочного винта, которым устанавливается исходный зазор между концентратором и сварочным роликом в зависимости от толщины свариваемого материала, выполняющим в совокупности функции механизма перемещения преобразователя по...
Машина сварочная ультразвуковая

Номер патента: U 1272
Опубликовано: 30.03.2004
Авторы: Иванов Георгий Гермогенович, Мартыненко Александр Владимирович
МПК: D05B 1/26, D05B 23/00
Метки: сварочная, ультразвуковая, машина
Текст:
...с дополнительным пружинным рычажно-тяговым механизмом 24 усиления прижима свариваемых лент 9 в рабочем зазоре 7,при этом основные элементы механизма 24 размещены на боковой поверхности второго кронштейна 23, а также внутри трубы вертикальной направляющей стойки 18 и сверху на ползуне 21. Дополнительный пружинный рычажно-тяговый механизм 24 усиления прижима свариваемых лент 9 в рабочем зазоре 7 содержит две пружины, одна из которых 25...
Машина сварочная ультразвуковая
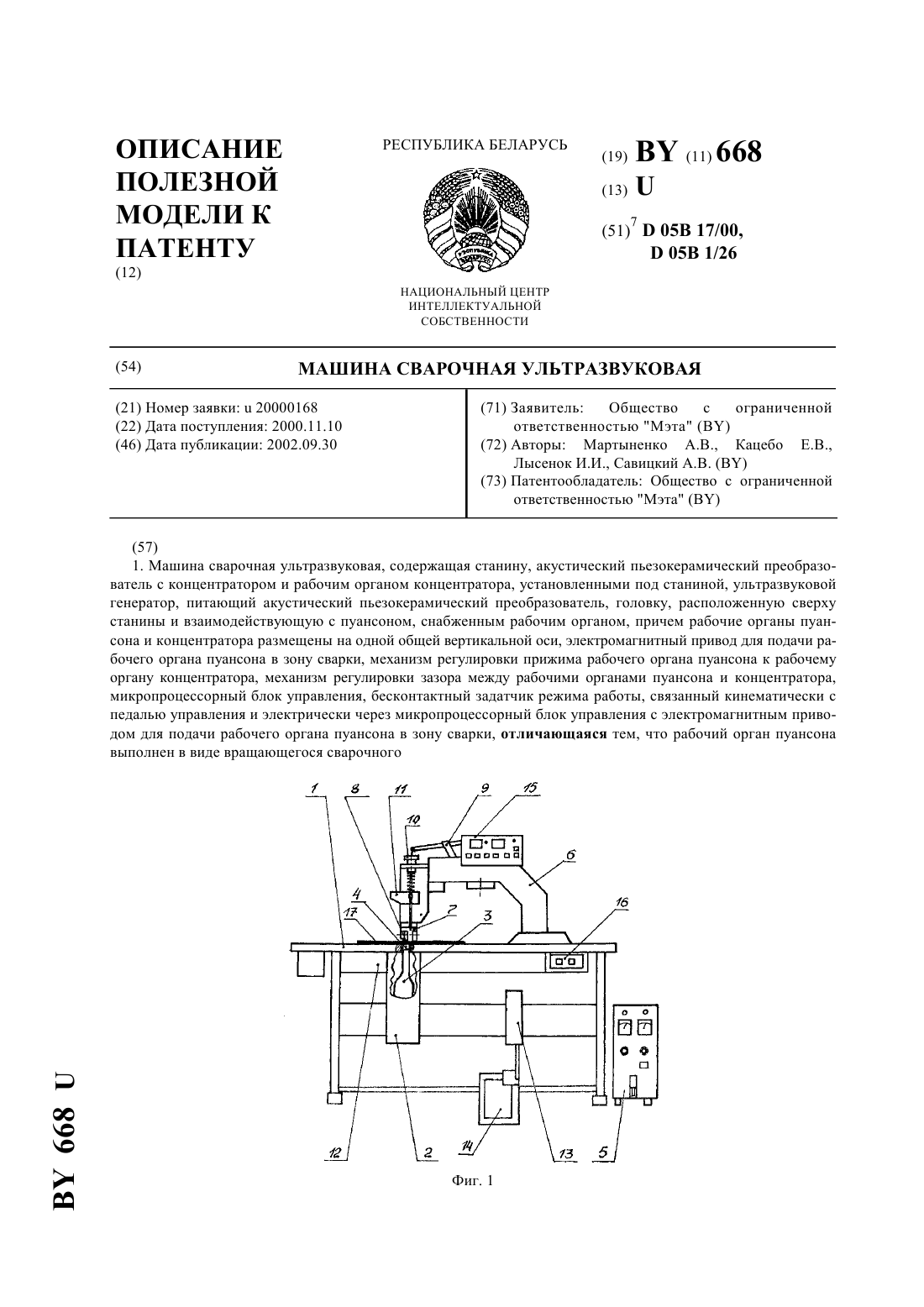
Номер патента: U 668
Опубликовано: 30.09.2002
Авторы: Савицкий Анатолий Васильевич, Кацебо Евгений Васильевич, Мартыненко Александр Владимирович, Лысенок Иосиф Иосифович
МПК: D05B 17/00, D05B 1/26
Метки: ультразвуковая, машина, сварочная
Текст:
...но разных толщин и различных зубчатых конфигураций по окружности каждого диска,причем сварочный ролик расположен по отношению к пуансону так, что вертикальная ось, проходящая через рабочий орган концентратора, проходит также по диаметру сварочного ролика, кроме того, машина дополнительно снабжена механизмом транспортирования свариваемых деталей вдоль шва в процессе сварки, в качестве которого служат вышеупомянутый сварочный ролик и...
Машина сварочная ультразвуковая
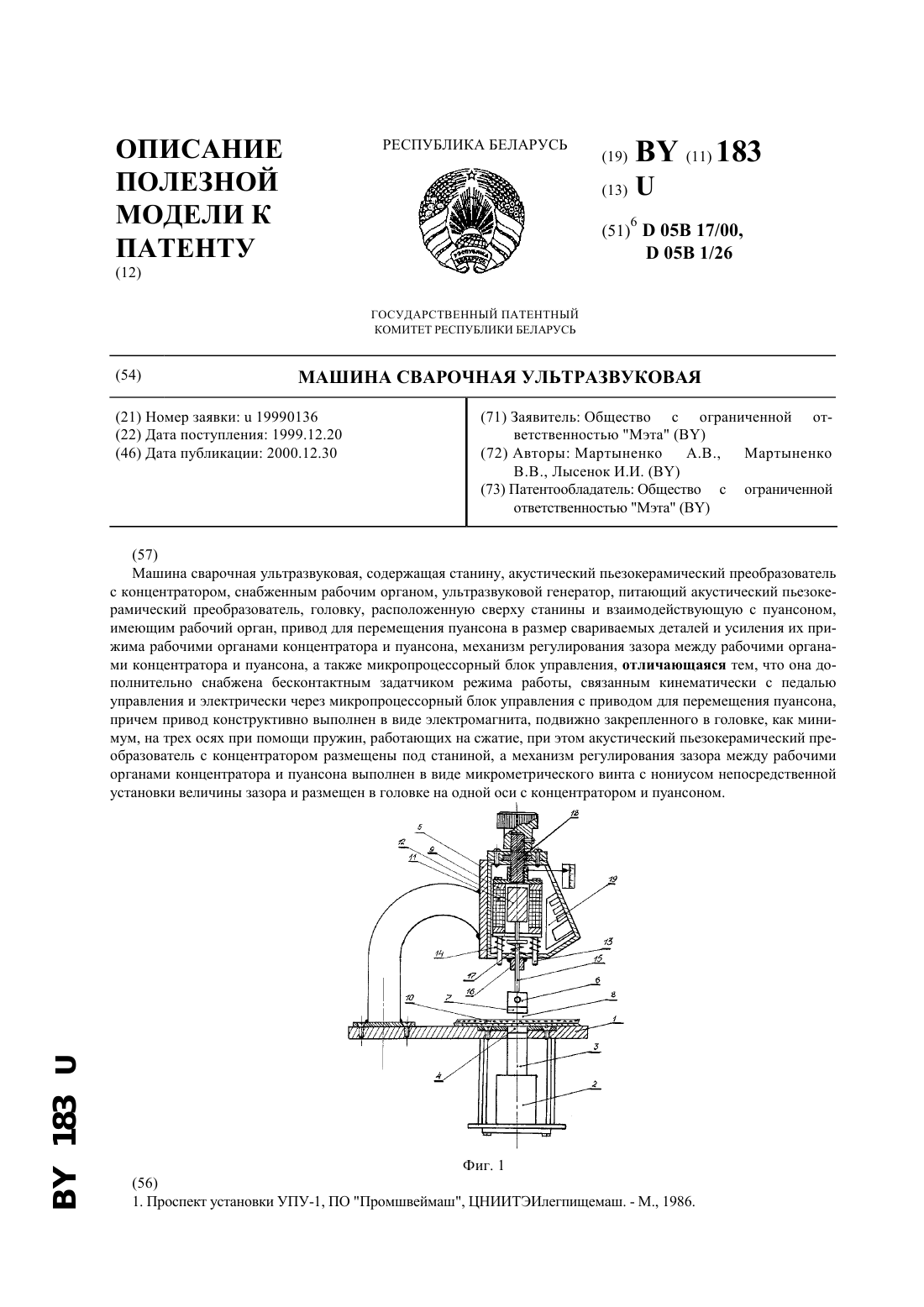
Номер патента: U 183
Опубликовано: 30.12.2000
Авторы: Мартыненко Александр Владимирович, Мартыненко Владимир Владимирович, Лысенок Иосиф Иосифович
МПК: D05B 1/26, D05B 17/00
Метки: сварочная, машина, ультразвуковая
Текст:
...блок управления, дополнительно снабжена бесконтактным задатчиком режима работы, связанным кинематически с педалью управления и электрически через микропроцессорный блок управления с приводом для перемещения пуансона, причем привод конструктивно выполнен в виде электромагнита, подвижно закрепленного в головке, как минимум, на трех осях при помощи пружин, работающих на сжатие, при этом акустический пьезокерамический преобразователь с...
Машина сварочная ультразвуковая

Номер патента: U 1153
Опубликовано: 30.12.2003
Авторы: Новиков Руслан Вячеславович, Кацебо Евгений Васильевич, Мартыненко Александр Владимирович
МПК: D05B 1/26, D05B 17/00
Метки: ультразвуковая, сварочная, машина
Текст:
...контроллером с линейной скоростью передвижения рукава сварочным и прижимным роликами. Величина зазора между коробом нижней части головки и станиной машины выбрана с учетом обеспечения в процессе сварки свободного прохождения через него свариваемого рукава заданного максимального диаметра, а ширина платформы короба нижней части головки выбрана с учетом обеспечения свободного прохождения в процессе сварки всей нижней части головки...
Предыдущий патент: Градирня
Следующий патент: Пластинчатый гидромотор
Случайный патент: Установка термической очистки технологического конденсата в производстве аммиака