Устройство для фрикционно-механического нанесения покрытия на поверхности вращения
Номер патента: U 2570
Опубликовано: 30.04.2006
Авторы: Титов Николай Владимирович, Басинюк Владимир Леонидович, Мардосевич Елена Ивановна, Коломейченко Александр Викторович
Текст
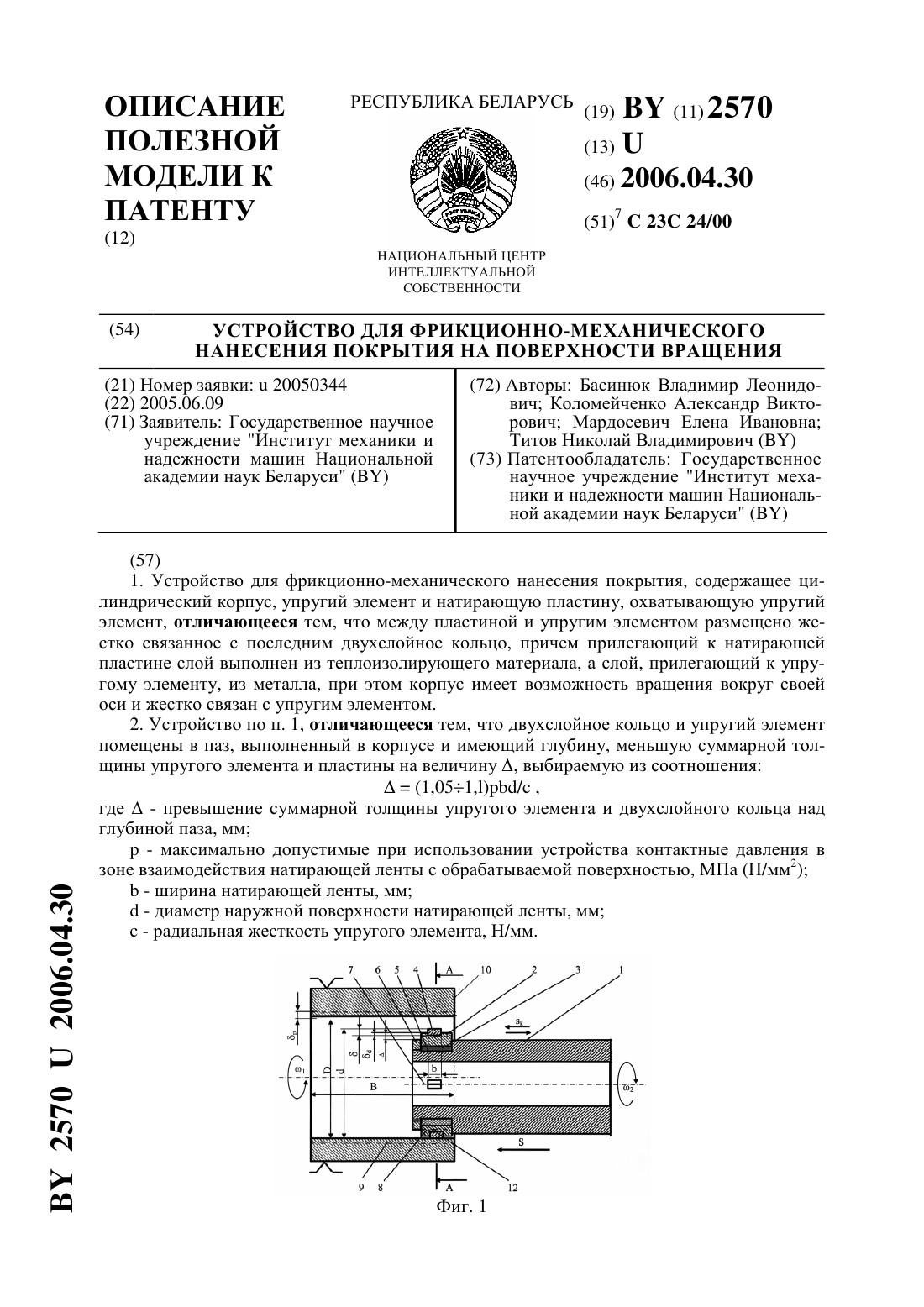
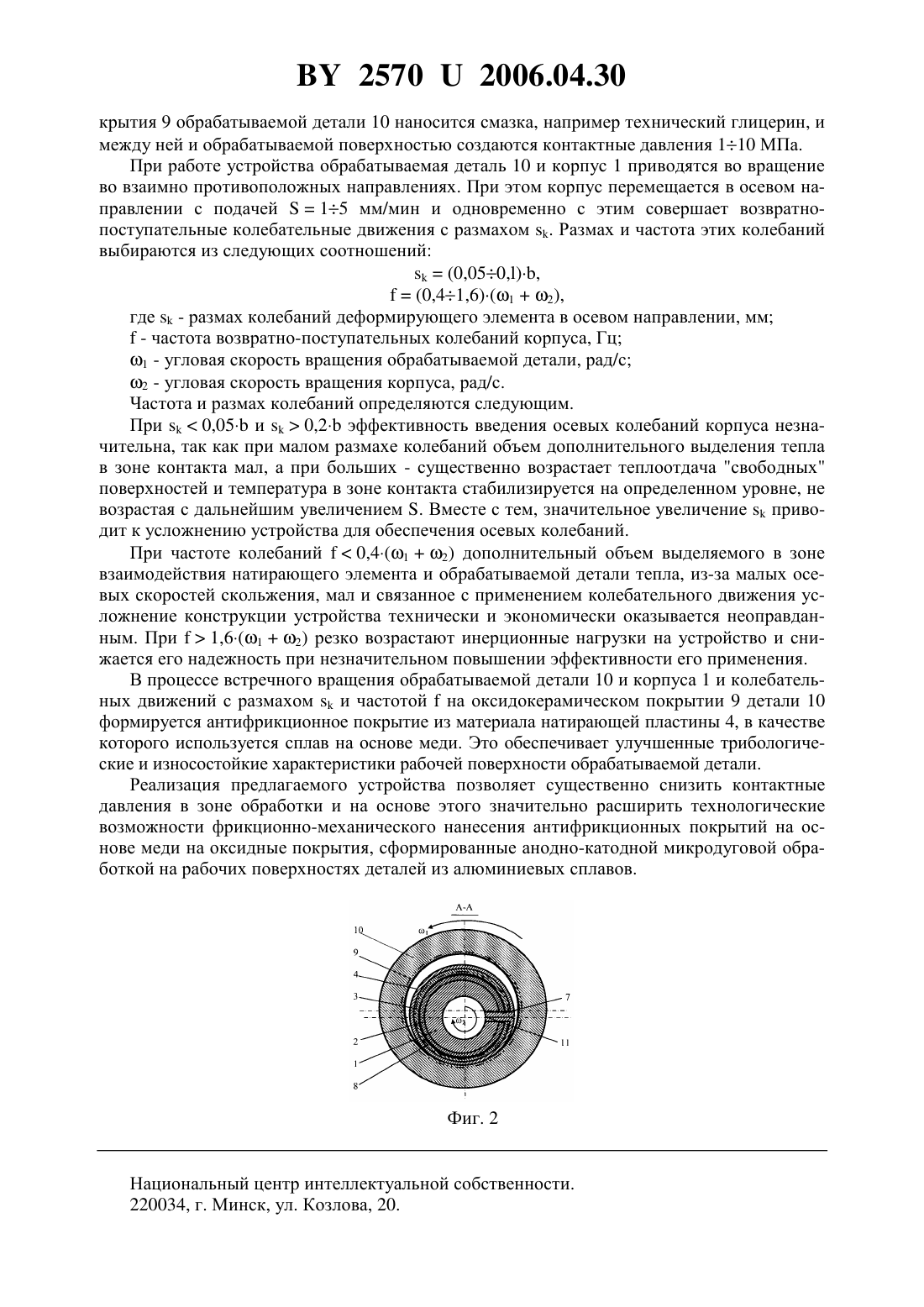
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ВРАЩЕНИЯ(71) Заявитель Государственное научное учреждение Институт механики и надежности машин Национальной академии наук Беларуси(72) Авторы Басинюк Владимир Леонидович Коломейченко Александр Викторович Мардосевич Елена Ивановна Титов Николай Владимирович(73) Патентообладатель Государственное научное учреждение Институт механики и надежности машин Национальной академии наук Беларуси(57) 1. Устройство для фрикционно-механического нанесения покрытия, содержащее цилиндрический корпус, упругий элемент и натирающую пластину, охватывающую упругий элемент, отличающееся тем, что между пластиной и упругим элементом размещено жестко связанное с последним двухслойное кольцо, причем прилегающий к натирающей пластине слой выполнен из теплоизолирующего материала, а слой, прилегающий к упругому элементу, из металла, при этом корпус имеет возможность вращения вокруг своей оси и жестко связан с упругим элементом. 2. Устройство по п. 1, отличающееся тем, что двухслойное кольцо и упругий элемент помещены в паз, выполненный в корпусе и имеющий глубину, меньшую суммарной толщины упругого элемента и пластины на величину , выбираемую из соотношения(1,051,)/ ,где- превышение суммарной толщины упругого элемента и двухслойного кольца над глубиной паза, мм- максимально допустимые при использовании устройства контактные давления в зоне взаимодействия натирающей ленты с обрабатываемой поверхностью, МПа (Н/мм 2)- ширина натирающей ленты, мм- диаметр наружной поверхности натирающей ленты, мм- радиальная жесткость упругого элемента, Н/мм. 25702006.04.30 3. Устройство по п. 1 или 2, отличающееся тем, что на наружной поверхности двухслойного кольца выполнена кольцевая проточка, в которой размещена натирающая пластина, толщина которой превышает глубину упомянутой проточки. 4. Устройство по любому из пп. 1 - 3, отличающееся тем, что в двухслойном кольце,упругом элементе и корпусе выполнен сквозной паз, ширина которого равна ширине натирающей ленты, концы которой закреплены в упомянутом пазе.(56) 1. А.с. 1235990, МПК 4 С 23 С 24/06, 1984. 2. А.с. 1079697, МПК 4 С 23 С 17/00, 1984. Полезная модель относится к устройствам для нанесения антифрикционных покрытий на рабочие цилиндрические поверхности деталей из алюминиевых сплавов с оксидокерамическими покрытиями, сформированными методом анодно-катодной микродуговой обработки. Оксидокерамические покрытия на деталях из алюминиевых сплавов имеют твердость 1222 ГПа и за счет этого обеспечивают повышенные износостойкость и ресурс трущегося сопряжения. Вместе с тем, в режиме трения без смазки или граничного трения у них проявляются повышенные фрикционные свойства, существенно сужающие области применения этих покрытий. Известно устройство для фрикционно-механического нанесения покрытия, содержащее корпус, натирающие элементы в виде щеток и привод их вращения 1. Устройство обеспечивает нанесение антифрикционных покрытий на поверхности стальных деталей. Вместе с тем, при его использовании для нанесения антифрикционных покрытий на окидокерамику взаимодействие щеток с обрабатываемой поверхностью с ударом приводит к разрушению окидокерамического слоя, поскольку она имеет относительно рыхлую пористую наружную поверхность. Из известных наиболее близким по технической сущности к предлагаемому является устройство для фрикционно-механического нанесения покрытия, содержащее корпус, упругоподатливый элемент и натирающий элемент, выполненный в виде двух пластин, охватывающих упругоподатливый элемент 2. Использование устройства по 2 позволяет нанести антифрикционные покрытия на поверхности деталей из стали. При этом создаются контактные давления в зоне взаимодействия натирающего элемента с обрабатываемой деталью, существенно превышающие 40 МПа. У оксидокерамических покрытий, сформированных анодно-катодной микродуговой обработкой на поверхностях деталей из алюминиевых сплавов, прочностные свойства существенно ниже, чем у стали, поскольку они размещаются на достаточно мягкой, по сравнению со сталью, основе из сплава алюминия и имеют толщину менее 300 мкм. Вследствие этого уже при давлениях шарика, превышающих, в зависимости от толщины покрытия, 610 МПа, они разрушаются из-за пластической деформации прилегающего к ним материала основы под воздействием локализованной нагрузки, создаваемой шариком. Задачей полезной модели является фрикционно-механическое нанесение покрытий из сплавов на основе меди на оксидокерамические покрытия, сформированные анодно-катодной микродуговой обработкой на рабочих поверхностях деталей из алюминиевых сплавов. Поставленная задача решается путем того, что в устройстве для фрикционно-механического нанесения покрытия, содержащем цилиндрический корпус, упругий элемент и натирающую пластину, охватывающую упругий элемент, согласно техническому решению между пластиной и упругим элементом размещено жестко связанное с последним двухслойное кольцо, причем прилегающий к натирающей пластине слой выполнен из теплоизолирующего материала, а слой, прилегающий к упругому элементу, - из металла, при этом корпус имеет возможность вращения вокруг своей оси и жестко связан с упругим элементом. 2 25702006.04.30 Двухслойное кольцо и упругий элемент помещены в паз, выполненный в корпусе и имеющий глубину, меньшую суммарной толщины упругого элемента и пластины на величину, выбираемую из соотношения(1,051,)/ ,где- превышение суммарной толщины упругого элемента и двухслойного кольца над глубиной паза, мм- максимально допустимые при использовании устройства контактные давления в зоне взаимодействия натирающей ленты с обрабатываемой поверхностью, МПа (Н/мм 2)- ширина натирающей ленты, мм- диаметр наружной поверхности натирающей ленты, мм с - радиальная жесткость упругого элемента, Н/мм. На наружной поверхности двухслойного кольца выполнена кольцевая проточка, в которой размещена натирающая пластина, толщина которой превышает глубину упомянутой проточки. В двухслойном кольце, упругом элементе и корпусе выполнен сквозной паз, ширина которого равна ширине натирающей ленты, концы которой закреплены в упомянутом пазе. Фрикционно-механическое нанесение покрытия из сплава на основе меди на окидокерамическое покрытие, сформированное анодно-катодной микродуговой обработкой на детали из алюминиевого сплава при пониженных до 210 МПа давлениях и отсутствии разрушающих оксидокерамическое покрытие локализованных нагрузок, обеспечивается за счет следующего размещенное между пластиной и упругим элементом двухслойное кольцо с прилегающим к натирающей пластине из сплава на основе меди слоем из теплоизолирующего материала и вращение корпуса с натирающей пластиной обеспечивают ее локализованный нагрев, что приводит к интенсификации процесса нанесения покрытия на оксидокерамический слой при относительно невысоких контактных давлениях выполнение прилегающего к упругому элементу слоя двухслойного кольца из металла обеспечивает его повышенную радиальную жесткость и смещение на упругом элементе в радиальном направлении при взаимодействии натирающей ленты с обрабатываемой поверхностью как одно целое, что позволяет исключить усталостное разрушение натирающей ленты в процессе создания покрытия на оксидокерамическом слое размещение двухслойного кольца и упругого элемента в пазу на корпусе препятствует его смещению в осевом направлении, не ограничивая упругоподатливых смещений в радиальном направлении глубина паза, меньшая суммарной толщины упругого элемента и пластины на приведенную выше величину, исключает контакт наружной поверхности двухслойного кольца с обрабатываемой поверхностью при деформации упругого элемента, причем при 1,05 / вследствие определенных перекосов осей натирающей ленты, корпуса и двухслойного кольца возникают кратковременные контакты наружной поверхности двухслойного кольца с обрабатываемой поверхностью, а при 1,1 / появляется значительный момент сил трения относительно кромок паза, приводящий к перекосу оси двухслойного элемента размещение натирающей пластины в проточку на наружной поверхности двухслойного кольца препятствует ее смещению относительно его в осевом направлении, а выполнение глубины упомянутой проточки, меньше толщины натирающей пластины, исключает контакт наружной поверхности двухслойного кольца с обрабатываемой поверхностью выполнение в двухслойном кольце, упругом элементе и корпусе сквозного паза, ширина которого равна ширине натирающей ленты, и закрепление в нем ее концов препятствуют смещению натирающей ленты относительно двухслойного кольца в окружном направлении. Пониженный уровень контактных давлений позволяет использовать в качестве упругого элемента упругоподатливый полимерный материал, размещенный между корпусом и двухслойным кольцом и соединенный с ними жестко посредством клеевой композиции для исключения проскальзывания в окружном направлении. 3 25702006.04.30 На фиг. 1 показана схема устройства для фрикционно-механического нанесения покрытия на поверхности вращения. На фиг. 2 - сечение А-А на фиг. 1. Устройство состоит (фиг. 1) из корпуса 1, выполненного в виде полого цилиндра,двухслойного кольца 2, упругого элемента 3 из упругоподатливого полимерного материала и натирающей пластины 4, охватывающей двухслойное кольцо 2. Двухслойное кольцо 2 и упругий элемент 3 размещены в пазу 5, образованном проточкой в корпусе 1 и дополнительным кольцевым элементом 6, взаимодействующим с корпусом 1 посредством резьбового соединения. Торцевые поверхности паза 5 взаимодействуют с ответными торцевыми поверхностями двухслойного кольца 2, обеспечивая его фиксацию в осевом направлении при сохранении подвижности в радиальном. Упругий элемент 3 выполнен из вулканизированной резины или упругоподатливого полимерного материала, жестко, посредством клеевой композиции, соединенных с корпусом 1 и двухслойным кольцом 2. Для крепления в окружном направлении натирающей пластины 4 в корпусе 1, двухслойном кольце 2 и упругом элементе 3 выполнен сквозной паз 7, имеющий ширину, равную шириненатирающей пластины 4, и выходящий на внутреннюю поверхность корпуса 1 и наружную поверхность двухслойного кольца 2. Двухслойное кольцо 2 имеет теплоизолирующее покрытие 8 на наружной поверхности, обращенной к натирающей пластине 4. Внутренний слой (не показан), обращенный к упругому элементу 3, выполнен из металла. Двухслойное кольцо 2 может быть выполнено из сплава алюминия с теплоизолирующим оксидокерамическим слоем на наружной поверхности. Натирающая пластина 4 размещена на наружной поверхности двухслойного кольца 2 между его теплоизолирующим покрытием 8 и оксидокерамическим покрытием 9 обрабатываемой детали 10. При его установке на двухслойном кольце 2 для предотвращения проскальзывания относительно последнего в окружном направлении концы 11 (фиг. 2) натирающей пластины 4 размещаются в пазу 7 и, при необходимости, крепятся в нем. Для предотвращения проскальзывая натирающей пластины 4 относительно двухслойного кольца 2 в осевом направлении на наружной поверхности последнего выполнена кольцевая проточка 12 глубиной 0,3, где- толщина натирающей пластины, которая размещена в ней. Толщина натирающей пластины 4, выполняемой, изготовленной из антифрикционного сплава на основе меди, выбирается из соотношения(1,32)(/)(/),где- толщина натирающего элемента, мм- толщина формируемого покрытия, мм- диаметр обрабатываемой поверхности вращения, мм- диаметр наружной поверхности натирающего элемента, мм В - ширина обрабатываемой поверхности, мм- ширина натирающего элемента, мм. Выбор наиболее рациональной толщины натирающей пластины 4 определяется следующим. При 1,3(/)(/) толщина натирающего элемента не обеспечивает его прочности на завершающей стадии формирования покрытия на поверхности обрабатываемой детали, вследствие чего происходит разрушение натирающего элемента и повреждение созданного покрытия. При 2(/)(/) существенно возрастает теплоотвод из зоны взаимодействия натирающего элемента с обрабатываемой оксидокерамической поверхностью, вследствие чего эффективность использования устройства значительно снижается. Перед нанесением антифрикционного покрытия из материала натирающей пластины 4 на оксидокерамическую поверхность обрабатываемой детали 10 корпус 1 устройства вводится в отверстие обрабатываемой детали 10. На поверхность оксидокерамического по 4 25702006.04.30 крытия 9 обрабатываемой детали 10 наносится смазка, например технический глицерин, и между ней и обрабатываемой поверхностью создаются контактные давления 110 МПа. При работе устройства обрабатываемая деталь 10 и корпус 1 приводятся во вращение во взаимно противоположных направлениях. При этом корпус перемещается в осевом направлении с подачей 15 мм/мин и одновременно с этим совершает возвратнопоступательные колебательные движения с размахом . Размах и частота этих колебаний выбираются из следующих соотношений(0,050,),(0,41,6)(12),где- размах колебаний деформирующего элемента в осевом направлении, мм- частота возвратно-поступательных колебаний корпуса, Гц 1 - угловая скорость вращения обрабатываемой детали, рад/с 2 - угловая скорость вращения корпуса, рад/с. Частота и размах колебаний определяются следующим. При 0,05 и 0,2 эффективность введения осевых колебаний корпуса незначительна, так как при малом размахе колебаний объем дополнительного выделения тепла в зоне контакта мал, а при больших - существенно возрастает теплоотдача свободных поверхностей и температура в зоне контакта стабилизируется на определенном уровне, не возрастая с дальнейшим увеличением . Вместе с тем, значительное увеличениеприводит к усложнению устройства для обеспечения осевых колебаний. При частоте колебаний 0,4(12) дополнительный объем выделяемого в зоне взаимодействия натирающего элемента и обрабатываемой детали тепла, из-за малых осевых скоростей скольжения, мал и связанное с применением колебательного движения усложнение конструкции устройства технически и экономически оказывается неоправданным. При 1,6(12) резко возрастают инерционные нагрузки на устройство и снижается его надежность при незначительном повышении эффективности его применения. В процессе встречного вращения обрабатываемой детали 10 и корпуса 1 и колебательных движений с размахоми частотойна оксидокерамическом покрытии 9 детали 10 формируется антифрикционное покрытие из материала натирающей пластины 4, в качестве которого используется сплав на основе меди. Это обеспечивает улучшенные трибологические и износостойкие характеристики рабочей поверхности обрабатываемой детали. Реализация предлагаемого устройства позволяет существенно снизить контактные давления в зоне обработки и на основе этого значительно расширить технологические возможности фрикционно-механического нанесения антифрикционных покрытий на основе меди на оксидные покрытия, сформированные анодно-катодной микродуговой обработкой на рабочих поверхностях деталей из алюминиевых сплавов. Фиг. 2 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C23C 24/00
Метки: покрытия, поверхности, устройство, фрикционно-механического, вращения, нанесения
Код ссылки
<a href="https://by.patents.su/5-u2570-ustrojjstvo-dlya-frikcionno-mehanicheskogo-naneseniya-pokrytiya-na-poverhnosti-vrashheniya.html" rel="bookmark" title="База патентов Беларуси">Устройство для фрикционно-механического нанесения покрытия на поверхности вращения</a>
Устройство для фрикционно-механического нанесения покрытий

Номер патента: U 2154
Опубликовано: 30.09.2005
Авторы: Лукашок Александр Николаевич, Константинов Валерий Михайлович
МПК: C23C 26/00
Метки: устройство, нанесения, фрикционно-механического, покрытий
Текст:
...подачи жидкой активной среды в рабочую зону, установленный с возможностью вертикального и горизонтального перемещения. Инструмент выполнен в виде прутка, ось которого расположена под углом к оси обрабатываемой детали 3. Недостатком известной конструкции является невозможность увеличения скорости нанесения покрытия из-за возникновения вибраций инструмента и увеличения пористости покрытия. Задачей полезной модели является повышение качества и...
Устройство для фрикционно-механического нанесения покрытий
Номер патента: U 2516
Опубликовано: 28.02.2006
Авторы: Брезгунов Александр Викторович, Брезгунов Геннадий Викторович
МПК: C23C 26/00
Метки: устройство, нанесения, покрытий, фрикционно-механического
Текст:
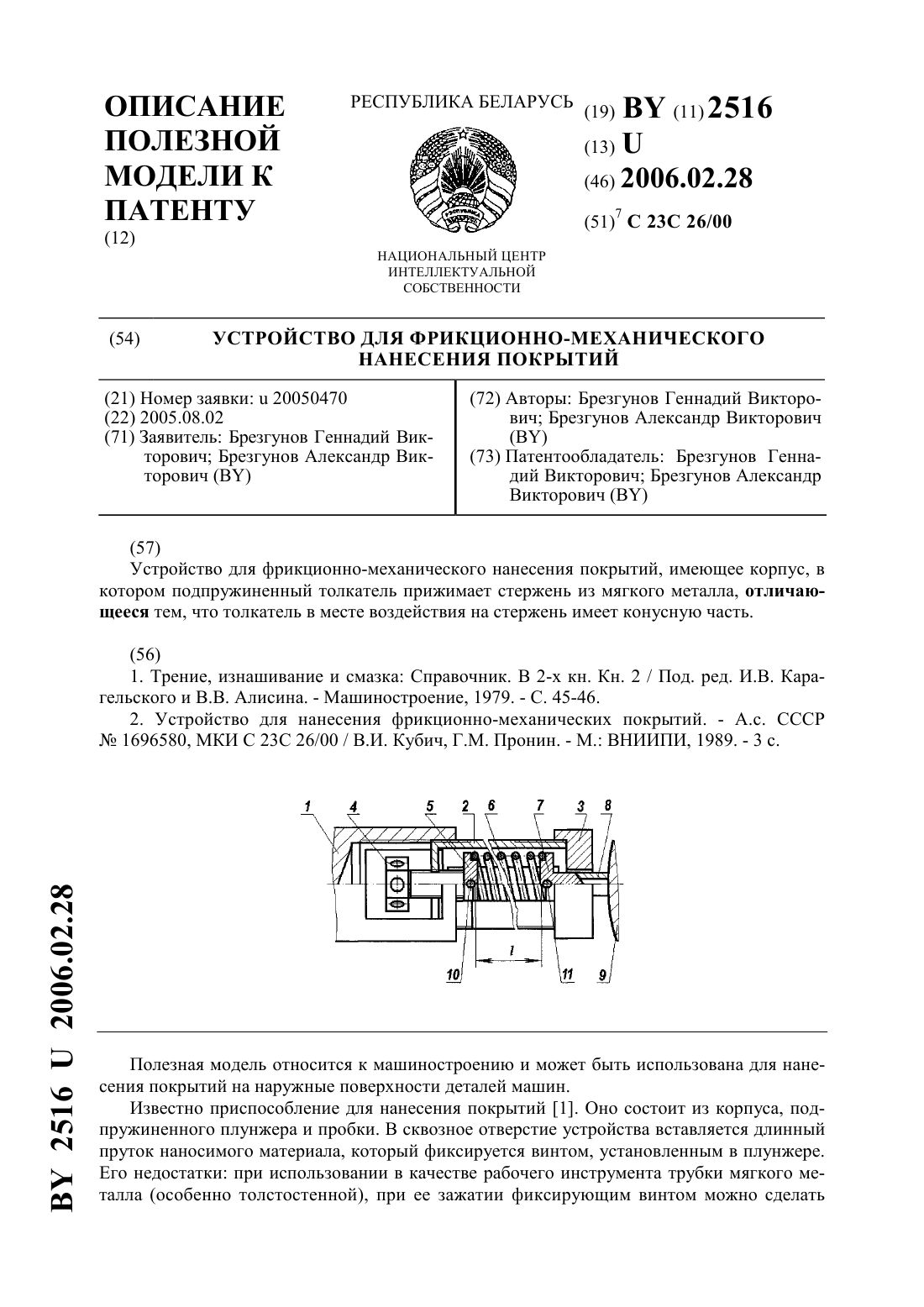
...позволяющего вести обработку детали прутковым инструментом мягкого материала и возможность его быстрой замены. Поставленная задача достигается использованием в качестве рабочего инструмента стержня изготавливаемого из прутка или трубки, свободно скользящего в направляющем отверстии головки, прижимаемого толкателем под воздействием пружины. На рисунке показан общий вид устройства для нанесения фрикционно-механических покрытий на наружные...
Устройство для фрикционно-механического нанесения покрытий

Номер патента: U 1439
Опубликовано: 30.06.2004
Авторы: Константинов Валерий Михайлович, Лукашок Александр Николаевич
МПК: C23C 26/00
Метки: покрытий, устройство, фрикционно-механического, нанесения
Текст:
...труда. Задачей полезной модели является повышение качества наносимого покрытия, снижение расхода наносимого материала и повышение производительности труда. Указанная задача достигается тем, что в устройстве для фрикционно-механического нанесения покрытий, содержащее корпус с размещенным в нем подпружиненным плунжером, стержень, закрепленный в плунжере, пробку, в плунжере выполнен канал, на конце которого установлена масленка для подведения...
Установка для нанесения металлического покрытия на наружные цилиндрические поверхности
Номер патента: 5488
Опубликовано: 30.09.2003
Авторы: Карпушин Вячеслав Алексеевич, Бурский Вячеслав Александрович, Маслаков Вячеслав Николаевич
Метки: нанесения, металлического, наружные, покрытия, цилиндрические, установка, поверхности
Текст:
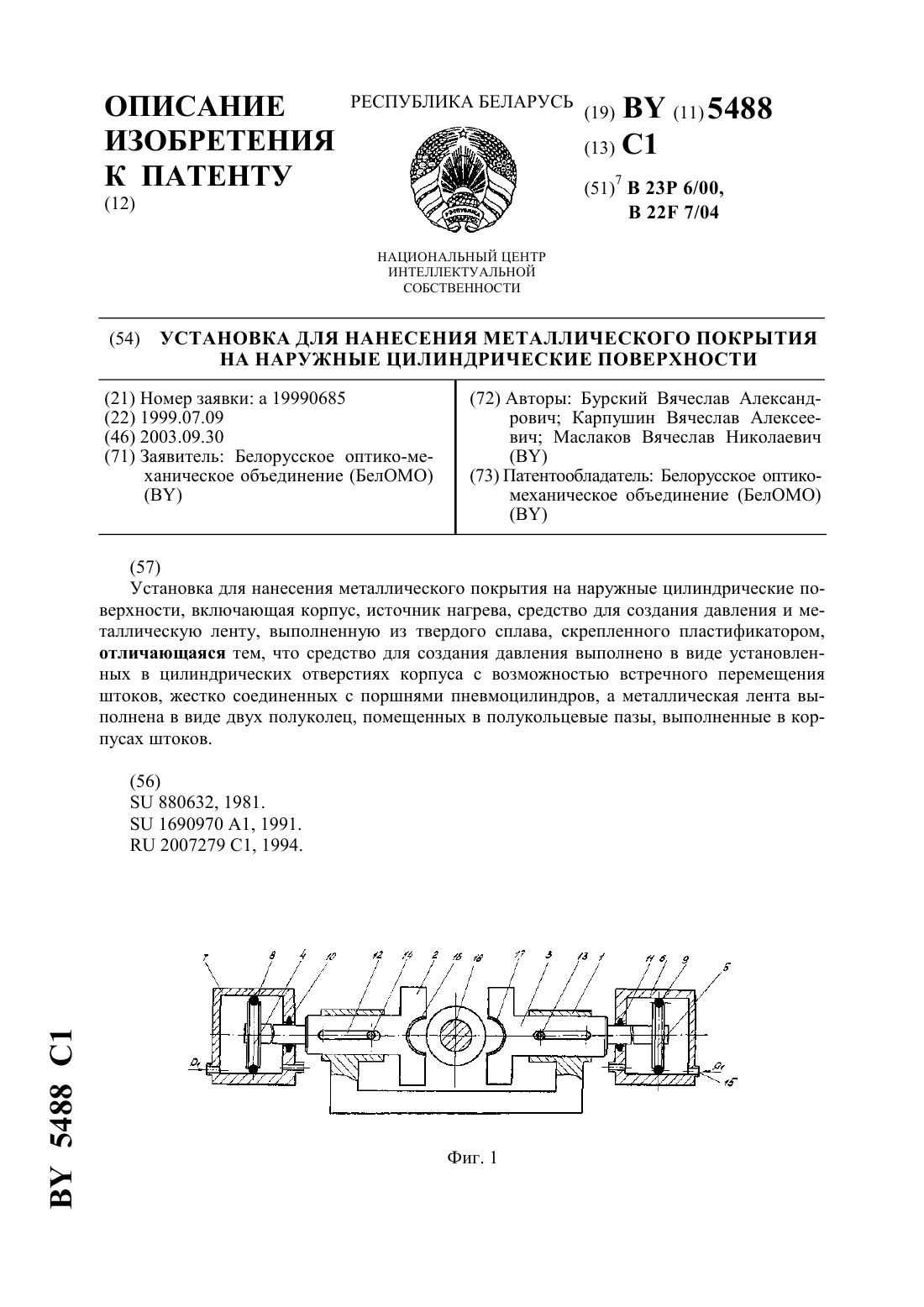
...перемещения штоков, жестко соединенных с поршнями пневмоцилиндров, а металлическая лента выполнена в виде двух полуколец, помещенных в полукольцевые пазы, выполненные в корпусах штоков. На фиг. 1 представлена схема предлагаемой установки в разрезе, на фиг. 2 - положение деталей установки в момент нанесения металлического покрытия. На фиг. 1 поз. 1 обозначен корпус, в цилиндрических отверстиях которого установлено средство для создания...
Устройство для нанесения полимерного покрытия
Номер патента: U 1810
Опубликовано: 30.03.2005
Авторы: Струк Василий Александрович, Овчинников Евгений Витальевич, Белоцерковский Марат Артемович, Максимченко Наталья Николаевна, Герасимчик Иван Иванович, Басинюк Владимир Леонидович
МПК: B05B 15/12
Метки: полимерного, устройство, нанесения, покрытия
Текст:
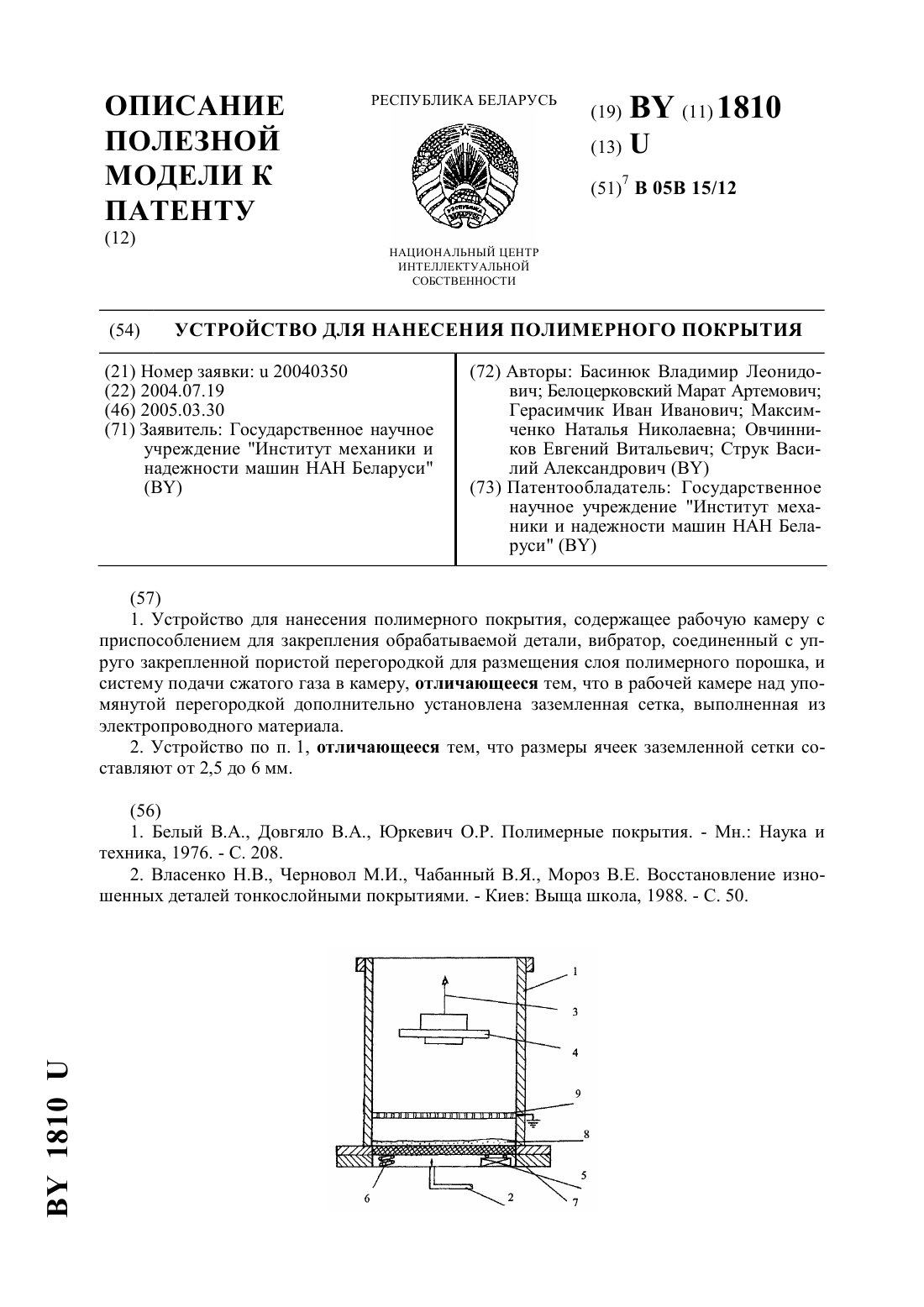
...на частицах порошка, летящих в потоке осушенного газа. Чем больше размер детали, тем больше должна быть производительность процесса, т.е. тем большее количество частиц должно пройти в единицу времени через единицу площади потока и тем больший заряд они приобретают. Вибрация пористой перегородки хотя и позволяет повысить коэффициент использования полимера,но значительно ускоряет процесс накапливания заряда частицами. Задачей полезной...
Предыдущий патент: Прожектор
Следующий патент: Покрытие
Случайный патент: Кристаллизатор для горизонтального литья структурно-высокодисперсных модификаторов