Режущий инструмент
Номер патента: U 10678
Опубликовано: 30.06.2015
Авторы: Емельянов Виктор Андреевич, Латушкина Светлана Дмитриевна, Сенько Сергей Федорович, Карпович Дмитрий Семенович, Комаровская Виктория Маратовна, Емельянов Антон Викторович
Формула / Реферат
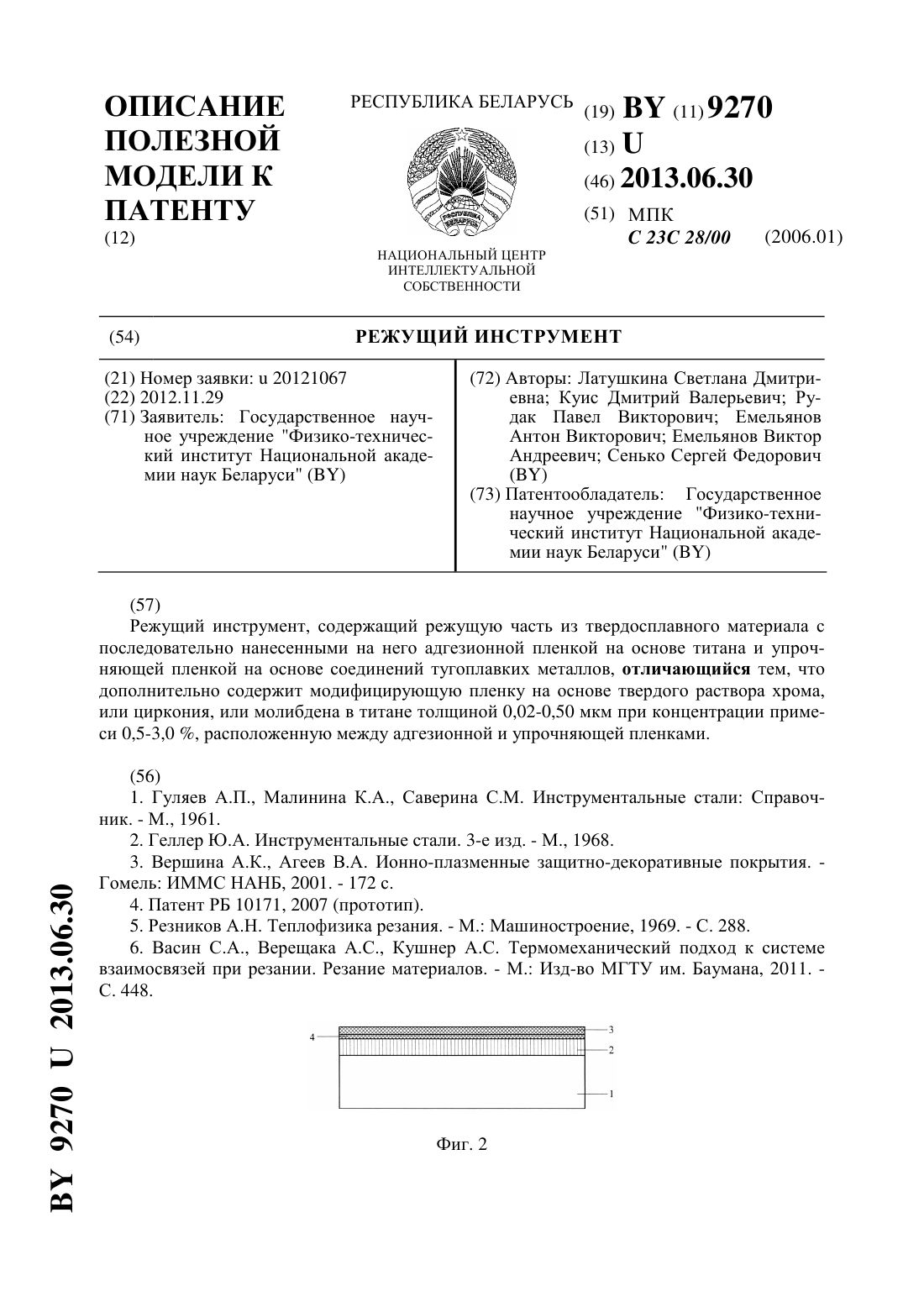
Режущий инструмент, содержащий режущую часть из твердосплавного материала с нанесенными на нее слоем на основе титана и последующими чередующимися слоями на основе соединений тугоплавких металлов толщиной 30-200 нм каждый при суммарном количестве слоев оРежущий инструмент, содержащий режущую часть из твердосплавного материала с нанесенными на нее слоем на основе титана и последующими чередующимися слоями на основе соединений тугоплавких металлов толщиной 30-200 нм каждый при суммарном количестве слоев от 4 до 50, отличающийся тем, что упомянутые чередующиеся слои выполнены из карбидов титана и вольфрама.
Текст
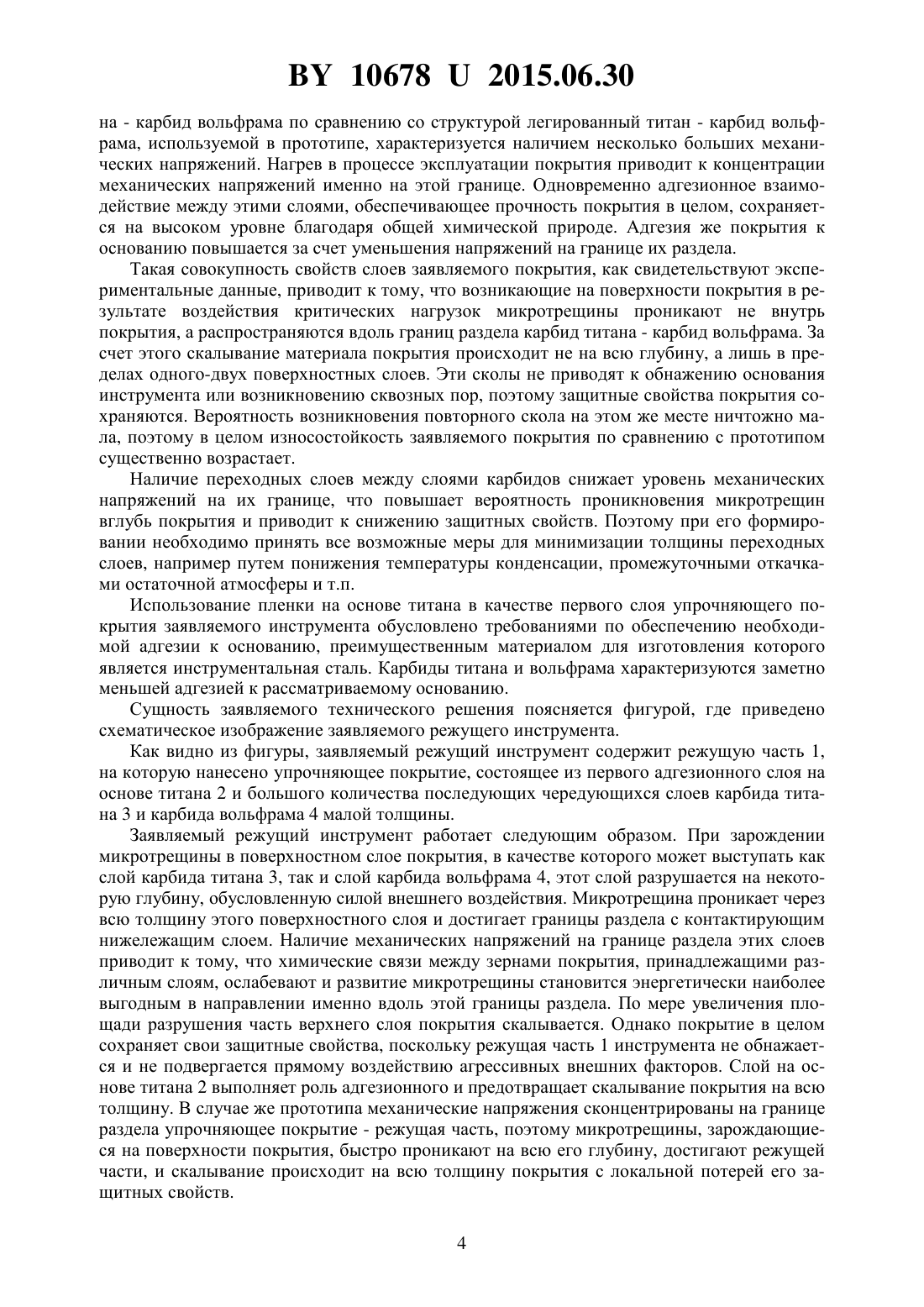
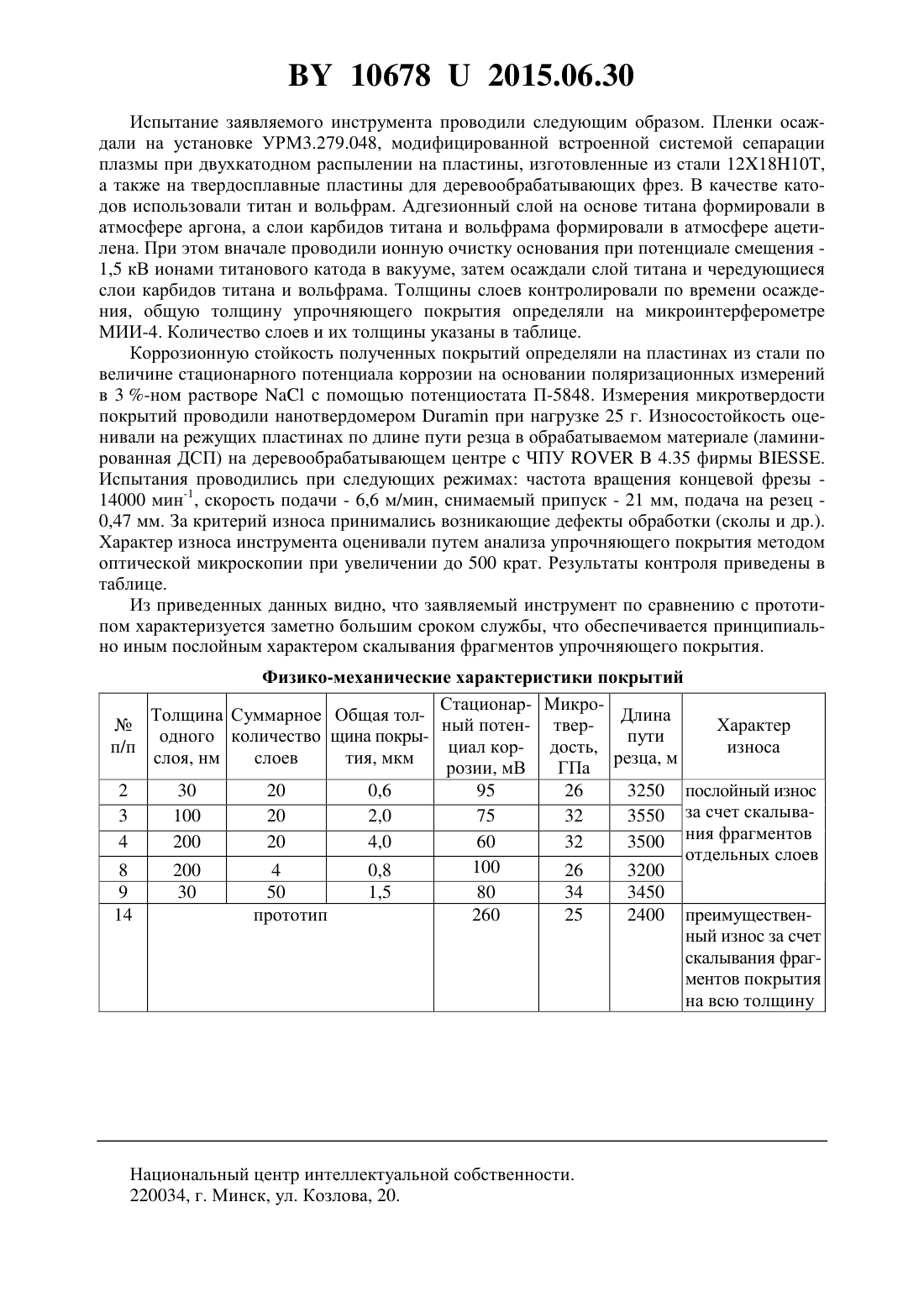
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Латушкина Светлана Дмитриевна Карпович Дмитрий Семенович Комаровская Виктория Маратовна Емельянов Антон Викторович Емельянов Виктор Андреевич Сенько Сергей Федорович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Режущий инструмент, содержащий режущую часть из твердосплавного материала с нанесенными на нее слоем на основе титана и последующими чередующимися слоями на основе соединений тугоплавких металлов толщиной 30-200 нм каждый при суммарном количестве слоев от 4 до 50, отличающийся тем, что упомянутые чередующиеся слои выполнены из карбидов титана и вольфрама.(56) 1. Гуляев А.П., Малинина К.А., Саверина С.М. Инструментальные стали Справочник. М. МАШГИЗ, 1961. - С. 106, 128,152, 163. 2. Геллер Ю.А. Инструментальные стали. - М. Металлургия, 3-е изд., 1968. - С. 367-373. 3. Вершина А.К., Агеев В.А. Ионно-плазменные защитно-декоративные покрытия.Гомель ИММС НАНБ, 2001. - С. 22-41, 65-71. 4. Патент РБ 10171, 2007 (прототип). 5. Резников А.Н. Теплофизика резания. - М. Машиностроение, 1969. - С. 15, 132, 133. 6. Васин С.А., Верещака А.С., Кушнер А.С. Термомеханический подход к системе взаимосвязей при резании. Резание материалов - М. Изд-во МГТУ им. Баумана, 2011. С. 129, 164, 239. 7. Патент РБ 10231, 2014 (прототип). 8. Левинский Ю.В. Титана карбид. Химическая энциклопедия. В 5-и томах. Т. 4. - М. Научное издательство Большая российская энциклопедия, 1995. - С. 592. 9. Пилянкевич А.Н. Вольфрама карбиды. Химическая энциклопедия. В 5-и томах. Т. 1. М. Издательство Советская энциклопедия, 1988. - С. 420-421. 106782015.06.30 Заявляемая полезная модель относится к области машиностроения и может быть использована для изготовления и упрочнения режущего инструмента. Срок службы режущего инструмента определяется в основном износостойкостью его режущей части. Режущую часть обычно выполняют из сплавов на основе железа, в частности из инструментальных быстрорежущих сталей, легированных вольфрамом и молибденом, содержащих до 2 ванадия (Р 18, Р 12, Р 9, Р 6 М 5, Р 6 МЗ и др.), а также из сталей, легированных вольфрамом и кобальтом, содержащих свыше 2 ванадия (Р 18 Ф 2, Р 14 Ф 5, Р 9 Ф 5,Р 10 Ф 5 К 5, Р 9 К 5, Р 9 К 10 и др.) 1, 2. Первую группу относят к сталям нормальной производительности, а вторую - к сталям повышенной производительности. Высокие эксплуатационные свойства быстрорежущих сталей обеспечиваются благодаря их легированию вольфрамом, ванадием и молибденом, которые, соединяясь с углеродом, образуют соответствующие карбиды. Износостойкость быстрорежущих сталей в 3-5 раз выше, чем углеродистых и низколегированных. Основным недостатком инструмента, выполненного из этих сталей, является относительно низкая устойчивость к абразивному износу. Это связано, с одной стороны, с малым различием в твердости между материалом инструмента и обрабатываемым материалом, а с другой - с попаданием инородных частиц, например песка, в зону взаимодействия резца и материала в процессе резания. Высокая твердость частиц загрязнений приводит к быстрому абразивному износу режущей части инструмента. Наиболее эффективным методом борьбы с абразивным износом инструмента является нанесение упрочняющих покрытий, характеризующихся высокой твердостью 3. Для этих целей используют покрытия на основе соединений тугоплавких металлов, формируемых различными методами. Толщина покрытия определяется видом и назначением инструмента и может составлять от долей микрона до величин порядка мм. Однако, как правило, такие покрытия характеризуются невысокой адгезией к основанию и в процессе эксплуатации отделяются от него. Это связано как с отсутствием взаимодействия между покрытием и основанием, так и с наличием высоких механических напряжений в покрытии, обусловленных их кристаллической структурой и способами нанесения. Частичным решением данной проблемы является использование промежуточных адгезионных слоев. Известен режущий инструмент, содержащий режущую часть из твердосплавного материала с нанесенным на нее упрочняющим покрытием, состоящим из комбинированного подслоя титана с его нитридом, или оксинитридом, или карбооксинитридом, и слоя нитрида, или карбида, или оксида, или карбонитрида, или оксикарбида, или оксинитрида, или карбооксинитрида тугоплавкого металла 4. По сути, первый слой на основе титана служит для обеспечения требуемой адгезии второго слоя, который является упрочняющим, поскольку перечисленные соединения характеризуются невысокой адгезией к металлическим основаниям и отшелушиваются в процессе эксплуатации инструмента. Пленки на основе титана обладают превосходной адгезией к металлам и их сплавам, но характеризуются относительно низкой износостойкостью. Поэтому принципы, положенные в основу рассматриваемой конструкции режущего инструмента, - адгезионный слой на основе титана плюс упрочняющий слой являются типовыми в технике упрочнения. Недостатком аналога является относительно невысокая коррозионная стойкость при абразивном износе, обусловленная структурой входящих в него слоев. Конденсированные пленки титана характеризуются выраженной столбчатой структурой зерен. С увеличением толщины слоя размер зерен увеличивается как по его толщине (иначе, в длину с образованием столбиков), так и в плане. Это происходит за счет кристаллизации пленки путем подавления роста мелких зерен и преимущественного роста наиболее крупных. Поскольку конденсация слоев покрытия проводится при относительно высокой температуре, после охлаждения покрытия до комнатной температуры на границах зерен концентрируются механические напряжения. Причем чем больше размер зерна, тем выше напряжения на его границах. Это заметно ухудшает прочность сцепления зерен друг с другом за счет 2 106782015.06.30 уменьшения энергии химической связи между атомами различных зерен, приводит к образованию сквозных пор в упрочняющем покрытии, а также повышает химическую активность межзеренных границ. Образование пор способствует возникновению очагов коррозии и ее быстрому распространению. Понижение энергии химической связи между зернами в покрытии приводит к снижению его прочности и, следовательно, к снижению износостойкости. Высокая химическая активность межзеренных границ способствует их быстрому окислению при воздействии агрессивных факторов, т.е. коррозии, и возникновению все новых пор. Упрочняющий слой наследует крупнозернистую структуру адгезионного слоя, т.е. форма и размер его зерен являются продолжением формы и размера зерен адгезионного слоя. Поэтому даже значительное увеличение его толщины не может устранить рассмотренные недостатки, в целом обуславливающие относительно низкую коррозионную и износостойкость прототипа. Кроме того, в процессе эксплуатации инструмент подвергается значительным термоциклическим нагрузкам. Известно, что температура в зоне резания может достигать 1000 С и более 5, 6. Это приводит к постоянной рекристаллизации структуры с укрупнением размера зерна и существенным снижением коррозионной стойкости, обусловленной быстрым сопутствующим образованием пор в покрытии. В результате срок службы инструмента сокращается. Наиболее близким к заявляемому техническому решению, его прототипом является режущий инструмент, содержащий режущую часть из твердосплавного материала с последовательно нанесенными на нее слоем на основе титана и слоем на основе соединений тугоплавких металлов толщиной 30-200 нм каждый при суммарном количестве чередующихся слоев от 4 до 50 7. Невысокая толщина каждого из слоев защитного покрытия инструмента обеспечивает минимальный размер его зерна, а чередование слоев препятствует его росту как в процессе формирования покрытия, так и при эксплуатации инструмента. В результате коррозионная и износостойкость прототипа по сравнению с упомянутыми аналогами существенно возрастает. Однако опыт эксплуатации инструмента-прототипа показал, что разрушение упрочняющего покрытия при износе протекает сразу на всю его толщину. Это обусловлено высокими адгезионными характеристиками контактирующих слоев в составе покрытия и концентрацией механических напряжений на границе раздела покрытие - основание режущей части. Поэтому при воздействии критических нагрузок на инструмент разрушение покрытия начинается с расслоения всей структуры именно на этой границе раздела. По мере увеличения площади расслоения, несмотря на высокую прочность покрытия, в нем возникают трещины, приводящие к последовательному отделению его фрагментов от основания и дальнейшему ускоренному износу, что не позволяет достичь максимального срока службы инструмента. Задачей заявляемой полезной модели является дальнейшее повышение срока службы инструмента. Поставленная задача решается тем, что в режущем инструменте, содержащем режущую часть из твердосплавного материала с нанесенными на нее слоем на основе титана и последующими чередующимися слоями на основе соединений тугоплавких металлов толщиной 30-200 нм каждый при суммарном количестве слоев от 4 до 50, упомянутые чередующиеся слои выполнены из карбидов титана и вольфрама. Сущность заявляемого технического решения заключается в перераспределении механических напряжений в многослойной структуре защитного покрытия. Карбид титана по сравнению с чистым титаном или титаном, легированным хромом,является более хрупким и твердым материалом. Коэффициенты линейного термического расширения карбида титана и карбида вольфрама составляют 810-6 К-1 8 и 3,910-6 К-1 9 соответственно, т.е. отличаются примерно в два раза. Полиморфные превращения в условиях эксплуатации в этих соединениях отсутствуют. Поэтому структура карбид тита 3 106782015.06.30 на - карбид вольфрама по сравнению со структурой легированный титан - карбид вольфрама, используемой в прототипе, характеризуется наличием несколько больших механических напряжений. Нагрев в процессе эксплуатации покрытия приводит к концентрации механических напряжений именно на этой границе. Одновременно адгезионное взаимодействие между этими слоями, обеспечивающее прочность покрытия в целом, сохраняется на высоком уровне благодаря общей химической природе. Адгезия же покрытия к основанию повышается за счет уменьшения напряжений на границе их раздела. Такая совокупность свойств слоев заявляемого покрытия, как свидетельствуют экспериментальные данные, приводит к тому, что возникающие на поверхности покрытия в результате воздействия критических нагрузок микротрещины проникают не внутрь покрытия, а распространяются вдоль границ раздела карбид титана - карбид вольфрама. За счет этого скалывание материала покрытия происходит не на всю глубину, а лишь в пределах одного-двух поверхностных слоев. Эти сколы не приводят к обнажению основания инструмента или возникновению сквозных пор, поэтому защитные свойства покрытия сохраняются. Вероятность возникновения повторного скола на этом же месте ничтожно мала, поэтому в целом износостойкость заявляемого покрытия по сравнению с прототипом существенно возрастает. Наличие переходных слоев между слоями карбидов снижает уровень механических напряжений на их границе, что повышает вероятность проникновения микротрещин вглубь покрытия и приводит к снижению защитных свойств. Поэтому при его формировании необходимо принять все возможные меры для минимизации толщины переходных слоев, например путем понижения температуры конденсации, промежуточными откачками остаточной атмосферы и т.п. Использование пленки на основе титана в качестве первого слоя упрочняющего покрытия заявляемого инструмента обусловлено требованиями по обеспечению необходимой адгезии к основанию, преимущественным материалом для изготовления которого является инструментальная сталь. Карбиды титана и вольфрама характеризуются заметно меньшей адгезией к рассматриваемому основанию. Сущность заявляемого технического решения поясняется фигурой, где приведено схематическое изображение заявляемого режущего инструмента. Как видно из фигуры, заявляемый режущий инструмент содержит режущую часть 1,на которую нанесено упрочняющее покрытие, состоящее из первого адгезионного слоя на основе титана 2 и большого количества последующих чередующихся слоев карбида титана 3 и карбида вольфрама 4 малой толщины. Заявляемый режущий инструмент работает следующим образом. При зарождении микротрещины в поверхностном слое покрытия, в качестве которого может выступать как слой карбида титана 3, так и слой карбида вольфрама 4, этот слой разрушается на некоторую глубину, обусловленную силой внешнего воздействия. Микротрещина проникает через всю толщину этого поверхностного слоя и достигает границы раздела с контактирующим нижележащим слоем. Наличие механических напряжений на границе раздела этих слоев приводит к тому, что химические связи между зернами покрытия, принадлежащими различным слоям, ослабевают и развитие микротрещины становится энергетически наиболее выгодным в направлении именно вдоль этой границы раздела. По мере увеличения площади разрушения часть верхнего слоя покрытия скалывается. Однако покрытие в целом сохраняет свои защитные свойства, поскольку режущая часть 1 инструмента не обнажается и не подвергается прямому воздействию агрессивных внешних факторов. Слой на основе титана 2 выполняет роль адгезионного и предотвращает скалывание покрытия на всю толщину. В случае же прототипа механические напряжения сконцентрированы на границе раздела упрочняющее покрытие - режущая часть, поэтому микротрещины, зарождающиеся на поверхности покрытия, быстро проникают на всю его глубину, достигают режущей части, и скалывание происходит на всю толщину покрытия с локальной потерей его защитных свойств. 4 106782015.06.30 Испытание заявляемого инструмента проводили следующим образом. Пленки осаждали на установке УРМ 3.279.048, модифицированной встроенной системой сепарации плазмы при двухкатодном распылении на пластины, изготовленные из стали 121810,а также на твердосплавные пластины для деревообрабатывающих фрез. В качестве катодов использовали титан и вольфрам. Адгезионный слой на основе титана формировали в атмосфере аргона, а слои карбидов титана и вольфрама формировали в атмосфере ацетилена. При этом вначале проводили ионную очистку основания при потенциале смещения 1,5 кВ ионами титанового катода в вакууме, затем осаждали слой титана и чередующиеся слои карбидов титана и вольфрама. Толщины слоев контролировали по времени осаждения, общую толщину упрочняющего покрытия определяли на микроинтерферометре МИИ-4. Количество слоев и их толщины указаны в таблице. Коррозионную стойкость полученных покрытий определяли на пластинах из стали по величине стационарного потенциала коррозии на основании поляризационных измерений в 3 -ном растворес помощью потенциостата П-5848. Измерения микротвердости покрытий проводили нанотвердомеромпри нагрузке 25 г. Износостойкость оценивали на режущих пластинах по длине пути резца в обрабатываемом материале (ламинированная ДСП) на деревообрабатывающем центре с ЧПУ 4.35 фирмы . Испытания проводились при следующих режимах частота вращения концевой фрезы 14000 мин-1, скорость подачи - 6,6 м/мин, снимаемый припуск - 21 мм, подача на резец 0,47 мм. За критерий износа принимались возникающие дефекты обработки (сколы и др.). Характер износа инструмента оценивали путем анализа упрочняющего покрытия методом оптической микроскопии при увеличении до 500 крат. Результаты контроля приведены в таблице. Из приведенных данных видно, что заявляемый инструмент по сравнению с прототипом характеризуется заметно большим сроком службы, что обеспечивается принципиально иным послойным характером скалывания фрагментов упрочняющего покрытия. Физико-механические характеристики покрытий Стационар- МикроТолщина Суммарное Общая толДлина ный потен- тверХарактер одного количество щина покрыпути п/п циал кор- дость,износа слоя, нм слоев тия, мкм резца, м розии, мВ ГПа 2 30 20 0,6 95 26 3250 послойный износ 3 100 20 2,0 75 32 3550 за счет скалыва 4 200 20 4,0 60 32 3500 ния фрагментов отдельных слоев 100 8 200 4 0,8 26 3200 9 30 50 1,5 80 34 3450 14 прототип 260 25 2400 преимущественный износ за счет скалывания фрагментов покрытия на всю толщину Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C23C 28/00
Метки: режущий, инструмент
Код ссылки
<a href="https://by.patents.su/5-u10678-rezhushhijj-instrument.html" rel="bookmark" title="База патентов Беларуси">Режущий инструмент</a>
Режущий инструмент
Номер патента: U 10231
Опубликовано: 30.08.2014
Авторы: Сенько Сергей Федорович, Жижченко Алексей Геннадьевич, Посылкина Ольга Ивановна, Латушкина Светлана Дмитриевна
МПК: C23C 28/00
Метки: инструмент, режущий
Текст:
...размеров зерна. Это обусловлено как начальной стадией его роста, так и отчасти явлением наследования структуры. Толщину слоя соединения тугоплавкого металла для предотвращения увеличения размеров зерна также выбирают невысокой. Дальнейшая конденсация нового слоя на основе титана вследствие несоответствия типа кристаллических решеток также способствует получению мелкозернистой структуры. Многократное повторение рассматриваемой процедуры...
Режущий инструмент
Номер патента: U 6142
Опубликовано: 30.04.2010
Автор: Сенько Сергей Федорович
МПК: B23P 15/28, C23C 28/00, B32B 7/02...
Метки: режущий, инструмент
Текст:
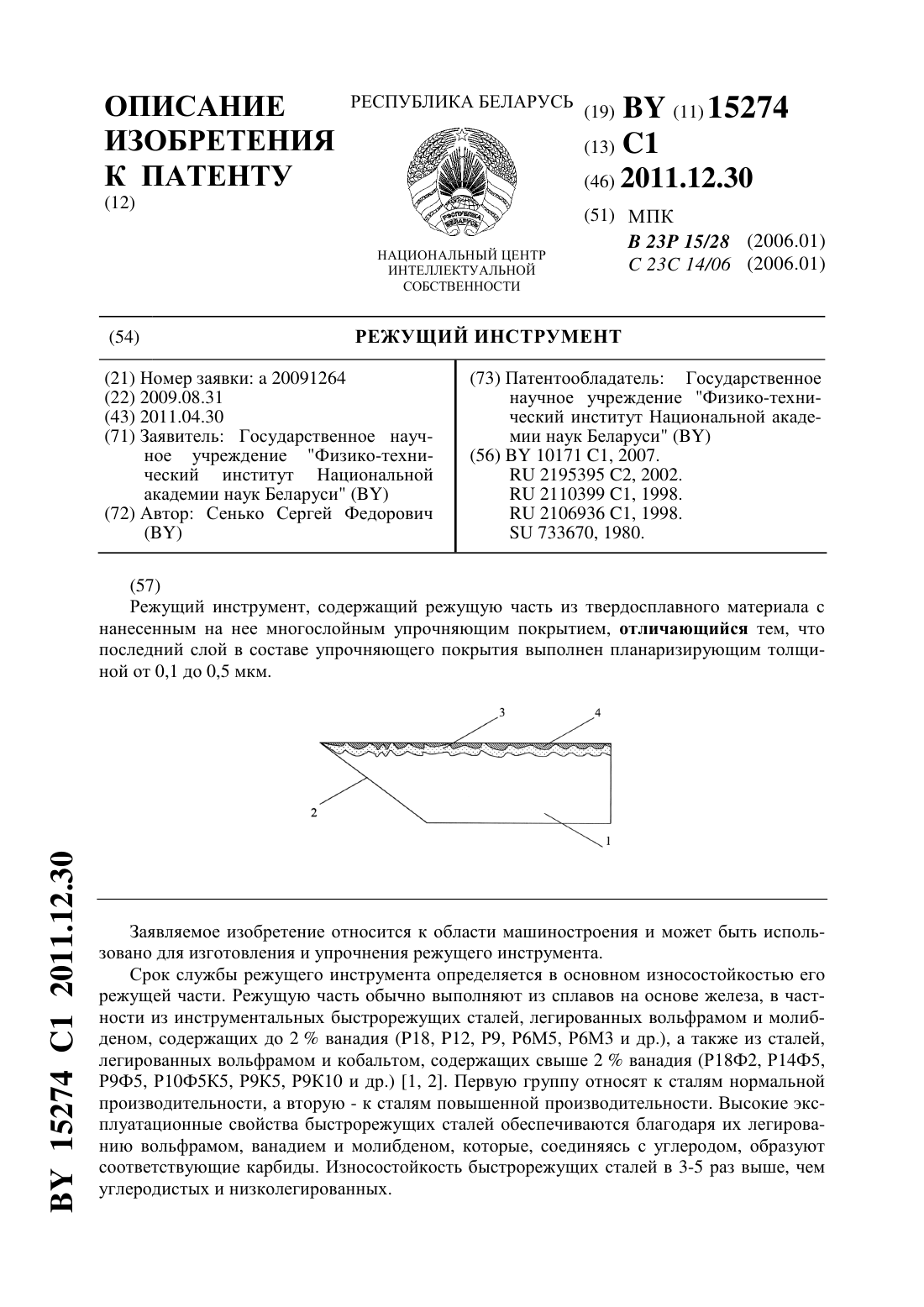
...хорошей адгезией к различным упрочняющим покрытиям. Полученная таким образом пленка на основе диоксида кремния сглаживает шероховатость и другие неровности (например, царапины) поверхности инструмента и обладает высокой твердостью. Высокие твердость и хрупкость такого планаризирующего слоя способствуют самозаточке инструмента в процессе его эксплуатации. На его поверхность не налипают загрязнения, что также способствует повышению...
Режущий инструмент
Номер патента: U 9269
Опубликовано: 30.06.2013
Авторы: Гапанович Ольга Ивановна, Емельянов Антон Викторович, Жижченко Алексей Геннадьевич, Карпович Дмитрий Валерьевич, Сенько Сергей Федорович, Латушкина Светлана Дмитриевна, Емельянов Виктор Андреевич
МПК: C23C 28/00
Метки: режущий, инструмент
Текст:
...и упрочняющей пленкой на основе соединений тугоплавких металлов, адгезионная пленка толщиной 0,1-2,0 мкм выполнена на основе твердого раствора хрома, или циркония, или молибдена в титане при концентрации примеси 0,5-3,0 . Сущность заявляемого технического решения заключается в измельчении структуры упрочняющей пленки. Хром, цирконий и молибден обладают электрохимическими свойствами, близкими к свойствам титана, а их атомные радиусы...
Режущий инструмент
Номер патента: U 9270
Опубликовано: 30.06.2013
Авторы: Латушкина Светлана Дмитриевна, Куис Дмитрий Валерьевич, Сенько Сергей Федорович, Рудак Павел Викторович, Емельянов Антон Викторович, Емельянов Виктор Андреевич
МПК: C23C 28/00
Метки: режущий, инструмент
Текст:
...технического решения заключается в измельчении структуры упрочняющей пленки. Хром, цирконий и молибден обладают электрохимическими свойствами, близкими к свойствам титана, а их атомные радиусы отличаются от радиуса атомов титана не более чем на 12 , что обеспечивает образование твердых растворов замещения в широком интервале концентраций. Присутствие инородных атомов в процессе кристаллизации пленки титана препятствует образованию крупных...
Режущий инструмент
Номер патента: 15274
Опубликовано: 30.12.2011
Автор: Сенько Сергей Федорович
МПК: B23P 15/28, C23C 14/06
Метки: инструмент, режущий
Текст:
...и другие неровности (например, царапины) поверхности инструмента и обладает высокой твердостью. Высокие твердость и хрупкость такого планаризирующего слоя способствуют самозаточке инструмента в процессе его эксплуатации. На его поверхность не налипают загрязнения, что также способствует повышению устойчивости инструмента к абразивному износу. Толщина планаризирующего слоя покрытия зависит от вида и конструктивных особенностей...
Предыдущий патент: Шестерня
Следующий патент: Многослойное защитное покрытие
Случайный патент: Способ испытания управляемости колесных машин