Способ изготовления круглой пилы
Номер патента: 9656
Опубликовано: 30.08.2007
Авторы: Карпович Сергей Семёнович, Бавбель Иван Иванович, Матвейко Александр Петрович, Карпович Семён Иванович
Текст
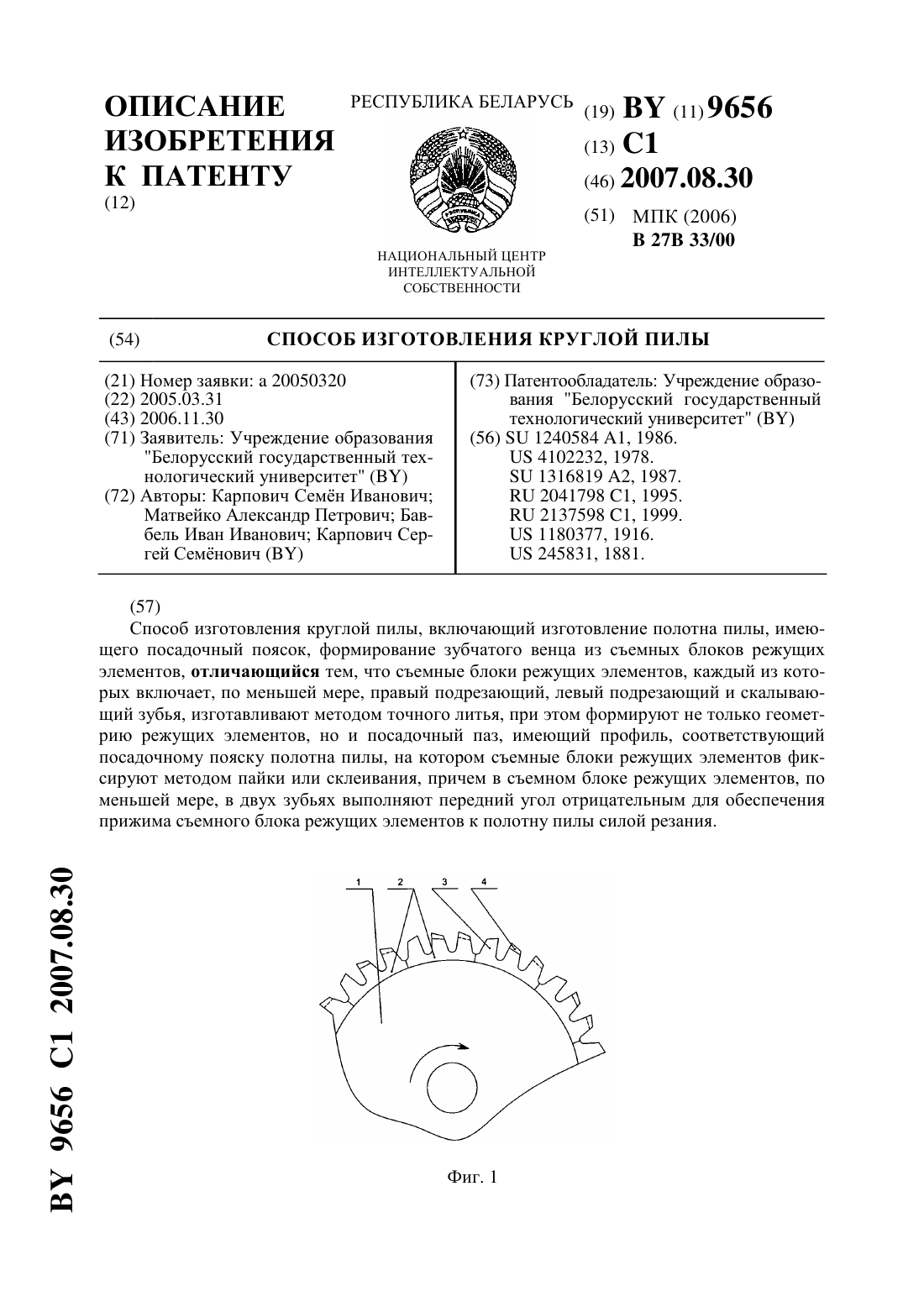
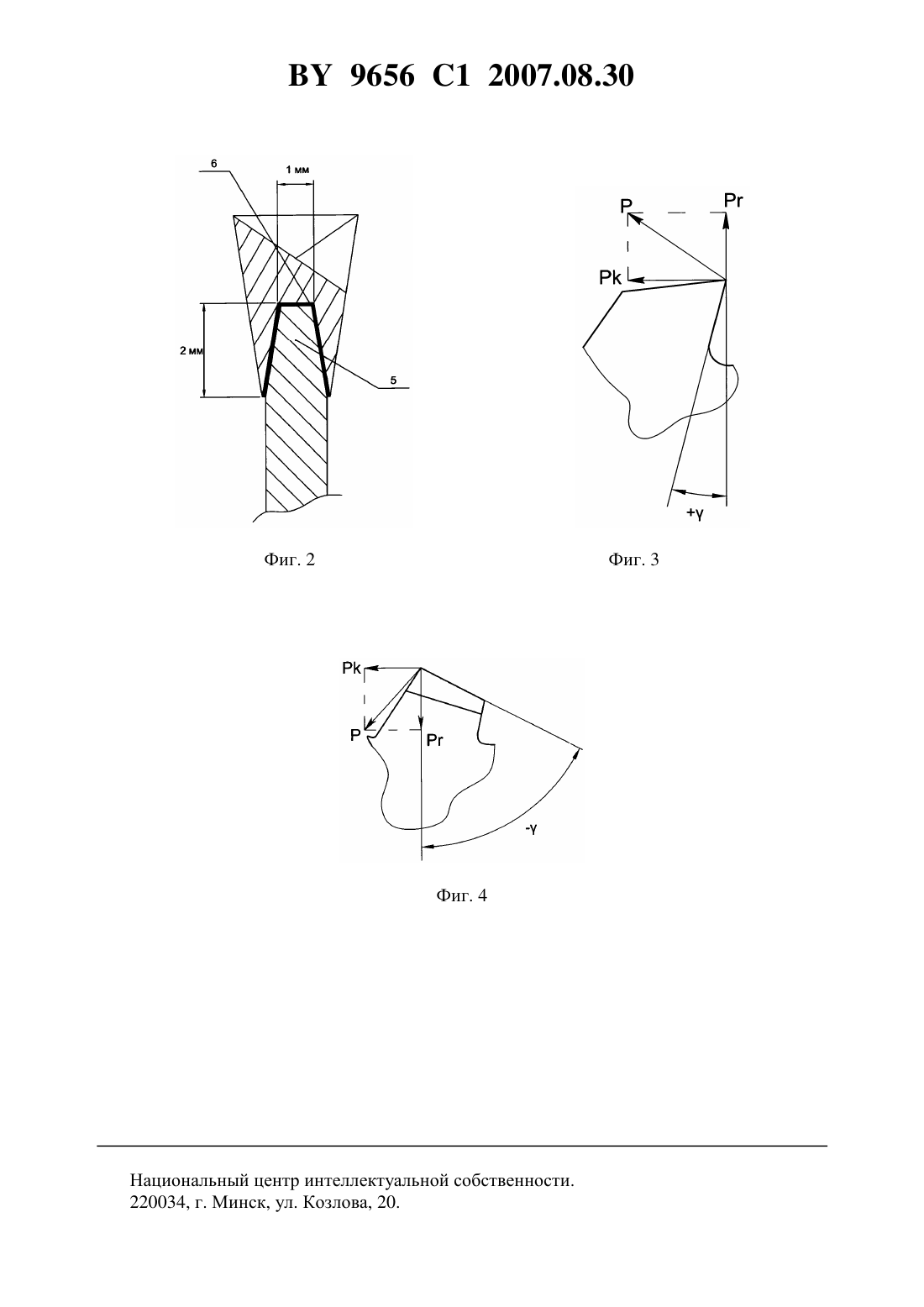
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ КРУГЛОЙ ПИЛЫ(71) Заявитель Учреждение образования Белорусский государственный технологический университет(72) Авторы Карпович Семн Иванович Матвейко Александр Петрович Бавбель Иван Иванович Карпович Сергей Семнович(73) Патентообладатель Учреждение образования Белорусский государственный технологический университет(57) Способ изготовления круглой пилы, включающий изготовление полотна пилы, имеющего посадочный поясок, формирование зубчатого венца из съемных блоков режущих элементов, отличающийся тем, что съемные блоки режущих элементов, каждый из которых включает, по меньшей мере, правый подрезающий, левый подрезающий и скалывающий зубья, изготавливают методом точного литья, при этом формируют не только геометрию режущих элементов, но и посадочный паз, имеющий профиль, соответствующий посадочному пояску полотна пилы, на котором съемные блоки режущих элементов фиксируют методом пайки или склеивания, причем в съемном блоке режущих элементов, по меньшей мере, в двух зубьях выполняют передний угол отрицательным для обеспечения прижима съемного блока режущих элементов к полотну пилы силой резания. 9656 1 2007.08.30 Изобретение относится к инструментальной промышленности и может быть использовано для изготовления дереворежущего инструмента, в частности круглых пил. Известна пила для резания древесины, в том числе и чистового, содержащая полотно с зубчатым венцом как одно целое, у которой зубья расположены группами, каждый зуб выполняет одну функцию, например правый подрезающий, левый подрезающий и следующий скалывающий меньшей высоты и дальше в такой последовательности по всей периферии круглой пилы, обеспечивающей высокое качество пропила 1. В технологическом плане пилы такой конструкции основаны на формировании зубчатого венца на полотне пилы, разводке зубьев и последующей заточке. При разрушении одного или нескольких режущих элементов из строя выходит вся пила. Для экономии более дорогого инструментального материала из него изготавливают только режущие элементы с дальнейшей фиксацией на полотне пилы с помощью сварки, пайки, наплавки, механически 2. Механическое крепление режущих элементов на полотне пилы требует точного изготовления посадочных пазов сложного сечения и последующей фиксации с помощью заклепок, штифтов, эксцентриков. При любой схеме фиксации режущего блока требуется выполнение одного условия - обеспечения достаточной механической прочности соединения. При этом следует учитывать, что такая технология, как сварка, связана с высоким нагревом полотна пилы, что в свою очередь снижает прочностные показатели металла за счет структурных превращений и вызывает появление внутренних напряжений,что может сделать инструмент вообще неработоспособным. Температурное влияние на стальную основу инструмента должно ограничиваться температурой отпуска. Пайка в этом отношении по сравнению со сваркой имеет существенные преимущества и по этой причине широко применяется при изготовлении твердосплавного инструмента, особенно если удалось бы применить припои с невысокой температурой плавления. Наиболее близким к заявляемому изобретению по технической сущности и достигаемому результату является способ изготовления пилы 3, состоящий из формирования на полотне пилы зубчатого венца, на боковых поверхностях которого попеременно то с одной, то с другой стороны выполняют выемки, глубина которых превышает сумму толщины полотна пилы и величины развода на половину величины перекрытия смежных зубьев,износостойкий материал закрепляют в полученных выемках. Фиксация инструментального материала на боковых поверхностях зубьев дает возможность увеличить площадь контакта инструментального материала с зубьями в сравнении с фиксацией его на передней поверхности зуба, что обеспечивает повышение надежности соединения инструментального материала с полотном пилы. Однако при этом необходимо получать выемки на боковых поверхностях зубьев путем механической обработки или отгибом, фиксация инструментального материала в выемках осуществляется при высоких температурах, например, сваркой, наплавкой, после чего зубья затачивают и производят их развод. Задачей изобретения является упрощение технологичности изготовления инструмента и его последующего ремонта, обеспечение возможности многократного использования полотна пилы без изменения ее диаметра путем формирования зубчатого венца легкосъемными режущими элементами и их последующей фиксации с помощью, например,пайки легкоплавкими припоями. Поставленная задача достигается тем, что в способе изготовления круглой пилы,включающем изготовление полотна пилы, имеющего посадочный поясок, формирование зубчатого венца из съемных блоков режущих элементов, съемные блоки режущих элементов, каждый из которых включает, по меньшей мере, правый подрезающий, левый подрезающий и скалывающий зубья, изготавливают методом точного литья, при этом формируют не только геометрию режущих элементов, но и посадочный паз, имеющий профиль,соответствующий посадочному пояску полотна пилы, на котором съемные блоки режущих элементов фиксируют методом пайки или склеивания, причем в съемном блоке ре 2 9656 1 2007.08.30 жущих элементов, по меньшей мере, в двух зубьях выполняют передний угол отрицательным для обеспечения прижима съемного блока режущих элементов к полотну пилы силой резания. Сочетание в одном блоке режущих элементов с отрицательным передним углом обеспечивает прижим блока к полотну пилы радиальной составляющей силы резания, а элементы с положительным передним углом будут работать на отрыв блока, т.е. векторы силового воздействия разных режущих элементов будут направлены в противоположные стороны, что теоретически обеспечивает нулевое значение силового воздействия резания на блок в целом, уменьшая величину необходимого усилия крепления режущего блока к полотну пилы. Способ оснащения круглой пилы легкосъемными режущими элементами поясняется чертежами, где на фиг. 1 - общий вид пилы фиг. 2 - поперечный разрез пилы с закрепленным блоком режущих элементов фиг. 3 - режущий зуб с положительным передним углом фиг. 4 - режущий зуб с отрицательным передним углом. На полотне пилы 1 (фиг. 1, 2) имеется посадочный поясок 5, на котором фиксируются блоки 2 с режущими элементами, полученные, например, методом точного литья. В каждом блоке имеются режущие элементы как с положительными, так и с отрицательными передними углами (фиг. 3, фиг. 4), что обеспечивает прижим блока к полотну пилы под действием сил резания, а это создает возможность уменьшить необходимое усилие фиксации блока с полотном пилы. Известно, что легкоплавкие припои, например ПОС-90, обеспечивают небольшую прочность паяного шва - в 49 МПа, в сравнении с прочностью традиционного припоя Л 63 - в 310 МПа. Эту разницу предлагается компенсировать тем, что режущие элементы закрепляются на полотне пилы не по отдельности, а целыми блоками из двух и более элементов 3, 4(фиг. 1), что обеспечивает передачу усилия резания на большую площадь. Учитывая, что зубья работают не одновременно, один выходит из рабочей зоны, а некоторые только на подходе, усилие резания будет восприниматься паяной поверхностью не одного зуба, а всего блока, следовательно, необходимое усилие фиксации блока может быть уменьшено исходя из этого соотношения. Вторым фактором, обеспечивающим возможность применения менее прочных припоев, является применение зубьев с режущей кромкой, наклоненной против направления движения резания (фиг. 4), обеспечивая прижим блоков к полотну пилы силой резания, а не их отрыв при традиционной геометрии зубьев (фиг 3). Сравним распределение сил резания на зубьях с положительными передними углами (фиг. 3) и отрицательными (фиг. 4). Третьим фактором, позволяющим увеличить прочность паяного соединения, является увеличение площади пайки. Предлагается блоки режущих элементов отливать, например,из стеллита методом точного литья, при этом придаются не только нужные геометрические параметры режущим элементам, но и формируется трапецеидальный посадочный паз 6, соответствующий сечению периферии полотна круглой пилы 5 (фиг. 2). Пример 1 Рассчитаем прочность паяного шва при напайке твердосплавной пластины сечением(412) мм, соответственно площадь паяного соединения составит 48 мм, а прочность шва при пайке на латунь Л 63 с в 310 МПа Рпайки 3104815000 Н. Пример 2 По предлагаемой технологии площадь пайки при сечении посадочного гнезда(212) мм (фиг. 2) и длине блока 60 мм равняется 300 мм 2, следовательно, усилие пайки составит при применении припоя ПОС-90 с в 49 МПа 3 9656 1 2007.08.30 Рпайки 4930014700 Н. Пример 3 При применении клея эпокси эслюзив с в 30 МПа усилие фиксации блока к полотну составит Рклея 303009000 Н. Учитывая, что по предложенному варианту сила резания двух из трех режущих элементов будет направлена не на отрыв режущих элементов от полотна пилы, а на их прижатие, следует признать паяные соединения по первому и предлагаемому варианту равнопрочными. При наличии в одном блоке режущих элементов с разной геометрией, с отрицательными и положительными передними углами, а следовательно, с усилием резания, направленным как на отрыв режущих элементов, так и на прижим их к полотну пилы образуются напряжения разного знака, возникающие под действием сил резания в теле блока без передачи их в полотно пилы, что способствует его устойчивости в процессе работы. Пайка режущих элементов легкоплавким припоем имеет существенные преимущества исключается отрицательное влияние температуры на структуру как самого инструментального материала, так и на корпус инструмента, особенно тонкостенного, каким являются круглые пилы. Особое удобство предлагаемой технологии реализуется при ремонте пил. При поломке, аварийном износе одного или нескольких зубьев, дефектный блок зубьев отпаивается и на его место припаивается новый запасной блок. Заточка режущих блоков может производится как после пайки, так и предварительно, перед напайкой. Трапецеидальное посадочное гнездо блока обеспечивает точную фиксацию режущих элементов относительно полотна пилы, имеющей конусный посадочный поясок, и, при необходимости, осуществляется доводка геометрических параметров зубьев. Полотно круглой пилы используется многократно без изменения ее диаметра, что невозможно в рассмотренных конструкциях круглых пил. Изготовлен опытный образец пилы, проведены испытания на станке ВФК-2. Компановка режущих элементов на полотне пилы не по отдельности, а блоками, когда в блоке имеются зубья с отрицательными и положительными передними углами, радиальные составляющие силы резания в этом случае будут действовать в противоположных направлениях, т.е. самонейтрализоваться, что обеспечивает уменьшение на эту величину необходимого усилия фиксации блока к полотну пилы. Трапецеидальное сечение посадочного паза полотна пилы и блока дает возможность увеличить площадь контакта, что снижает требование к прочности применяемого припоя или другого фиксирующего материала. На полотне круглой пилы протачивают посадочный поясок трапецеидальной формы,на который припаивают не отдельные зубья, а блоки с несколькими режущими элементами, имеющими как положительные, так и отрицательные передние углы, что позволяет направить суммарную составляющую силы резания на прижим блока к полотну пилы, и это позволяет применить для пайки менее прочные легкоплавкие припои или другие фиксирующие вещества. Предлагаемую конструкцию пилы планируется использовать в мебельной промышленности для раскроя древесины. Источники информации 1. А. с.958086, МПК В 27 В 33/08, 1982 // БИ 34. - 1982. 2. Якунин Н.К. Круглые пилы и их эксплуатация. - М., 1977. - С. 26-28. 3. Патент РБ 5126, С 1, МПК 27 В 33/02, 06.30.2003 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B27B 33/00
Метки: способ, круглой, изготовления, пилы
Код ссылки
<a href="https://by.patents.su/5-9656-sposob-izgotovleniya-kruglojj-pily.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления круглой пилы</a>
Способ изготовления пилы
Номер патента: 5126
Опубликовано: 30.06.2003
Авторы: Клубков Александр Анатольевич, Бурносов Николай Васильевич, Клубков Анатолий Петрович, Бавбель Иван Иванович
МПК: B27B 33/02
Метки: изготовления, пилы, способ
Текст:
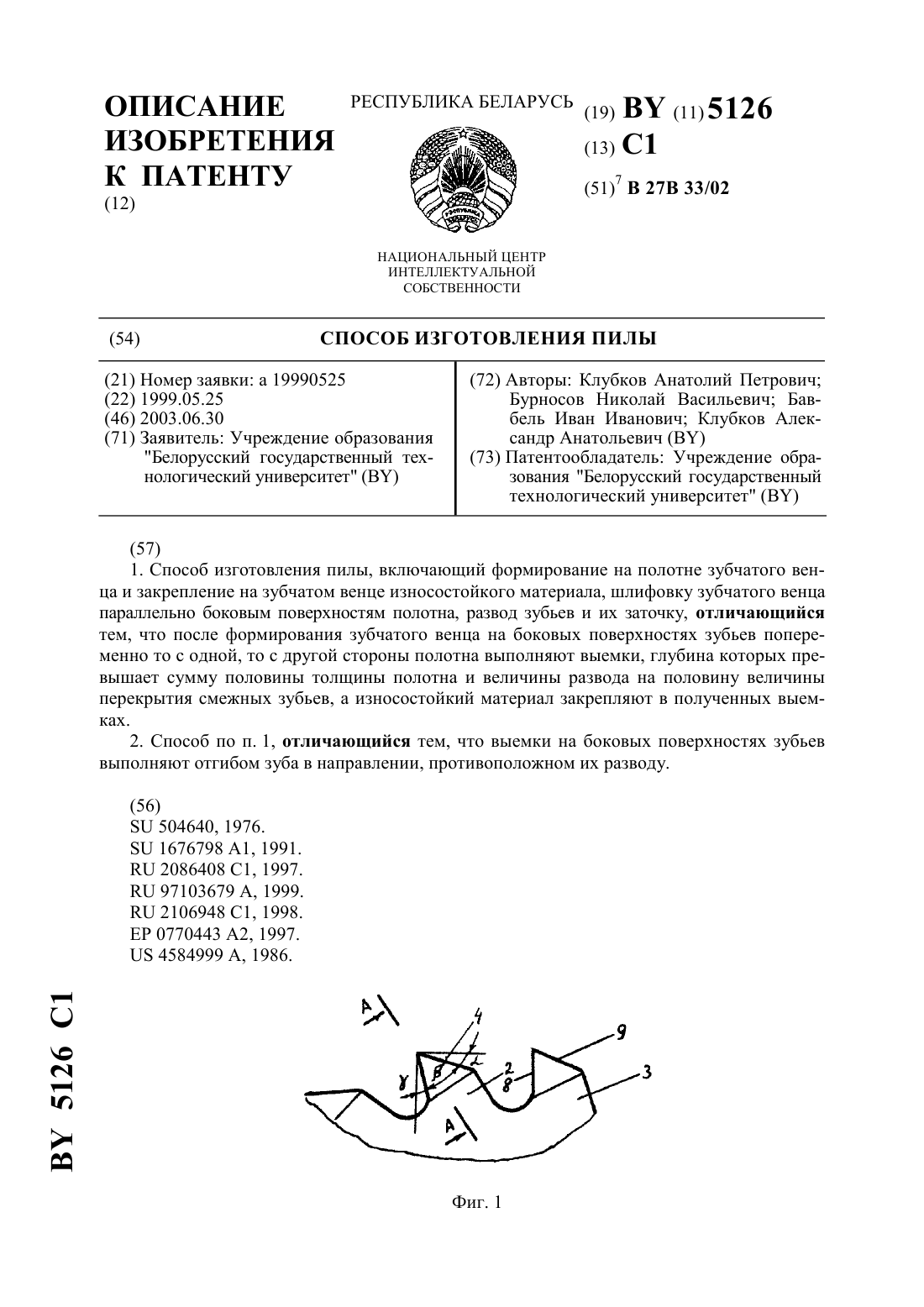
...износостойкого материала фиг. 5 - схема развода. Пила включает полотно 1 с венцом из зубьев 2, 3 с закрепленным на них попеременно то с одной, то с другой стороны полотна 1 износостойким материалом 4, который соединен с полотном 1 по плоскости 5 выемки 6 зуба 2. Кроме того, на фиг. 1-3 изображены боковые поверхности 7 полотна 1, передняя и задняя поверхности 8, 9 зубьев 2, 3 и режущие кромки 10. Глубинавыемок 6 у вершины зуба 2, 3 превышает...
Захват пилы
Номер патента: U 35
Опубликовано: 30.06.1999
Авторы: Кореневский Валерий Степанович, Коноплев Петр Васильевич, Зотов Анатолий Валентинович, Алейников Александр Евгеньевич
МПК: B27B 3/32
Текст:
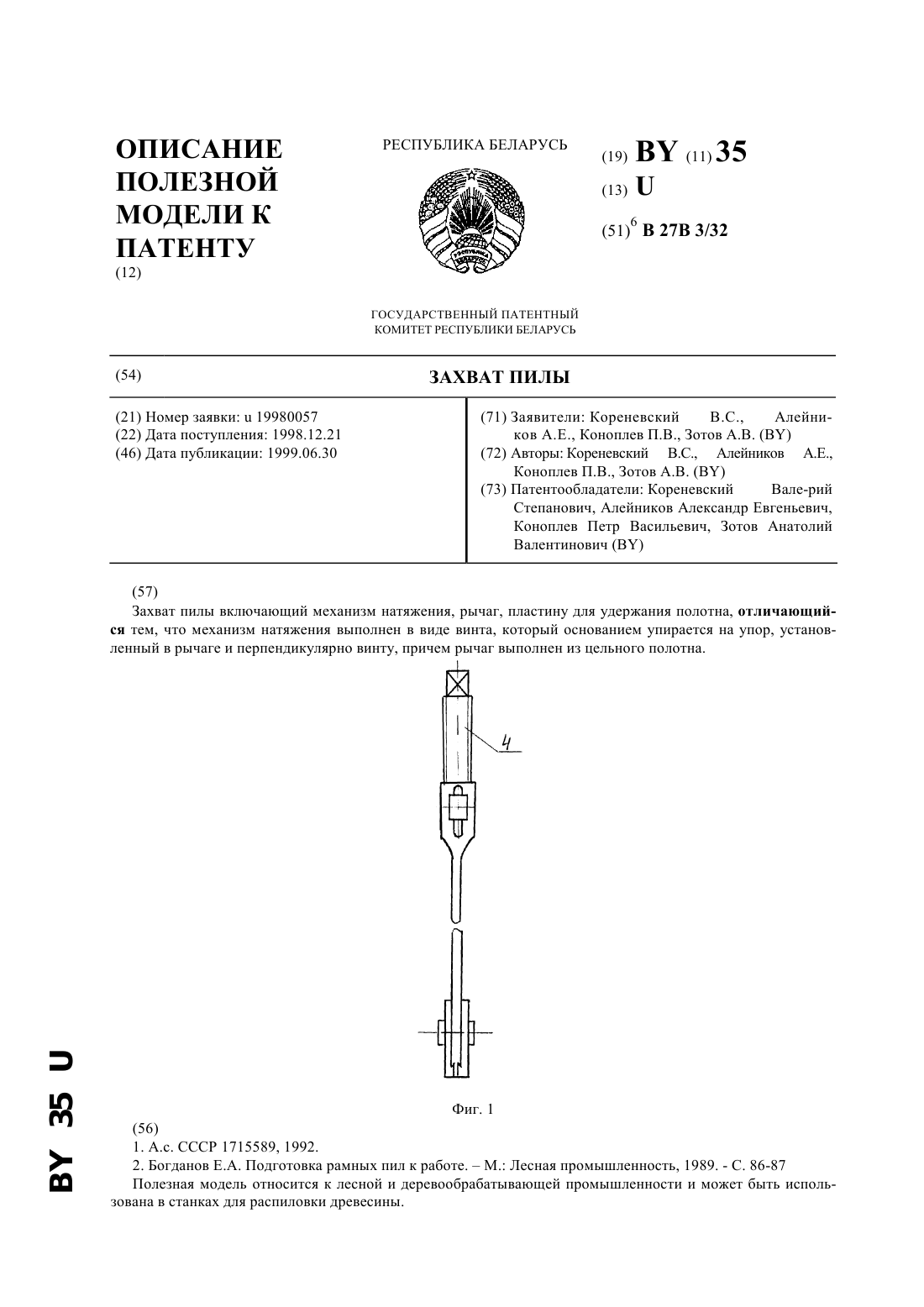
...древесины, что снижает долговечность пил. Осуществляя удары по клиньям в процессе натяжения, снижается долговечность механизмов привода, шарниров. Задачей является повышение долговечности пил, а также механизмов привода, шарниров. Поставленная задача решается так, что в захвате пилы включающим механизм натяжения, рычаг, пластину для удержания полотна, механизм натяжения выполнен в виде винта, который основанием упирается на упор, установленный...
Устройство для улавливания ленточной пилы при обрыве
Номер патента: U 2672
Опубликовано: 30.04.2006
Авторы: Пущанская Инна Иосифовна, Годзданкер Вадим Соломонович, Годзданкер Соломон Борисович, Курузо Виктория Викторовна, Годзданкер Михаил Соломонович
МПК: B27B 13/14, B27G 19/06
Метки: устройство, пилы, улавливания, ленточной, обрыве
Текст:
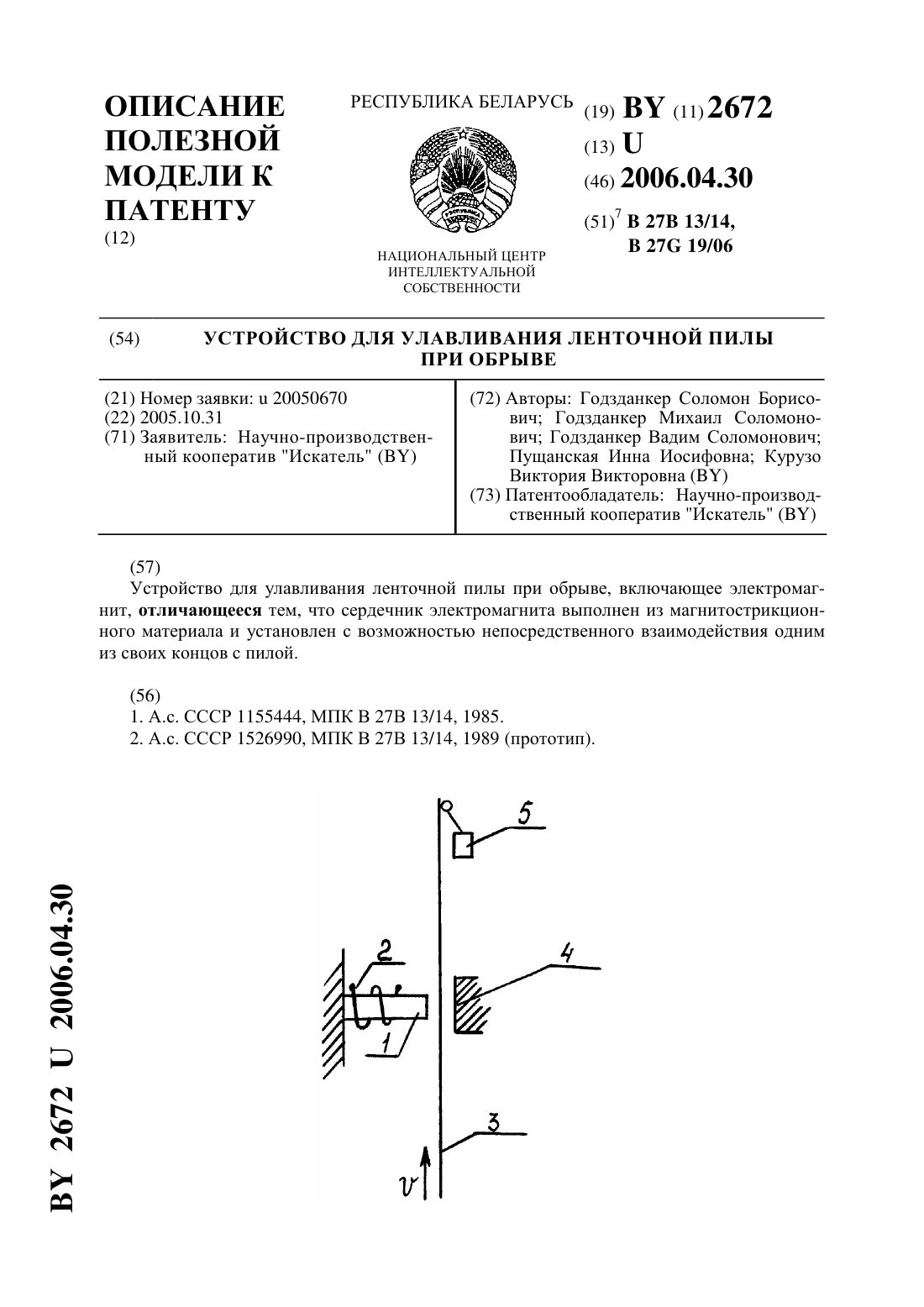
...из своих концов с пилой. Сопоставительный анализ с прототипом позволяет сделать вывод о том, что заявленное устройство отличается выполнением сердечника электромагнита из магнитострикционного материала и установкой его (сердечника) с возможностью непосредственного взаимодействия одним из своих концов с пилой. Такое выполнение устройства позволяет исключить корпус с мембранами и ферромагнитной жидкостью, что значительно упрощает его...
Механизм улавливания ленточной пилы при обрыве
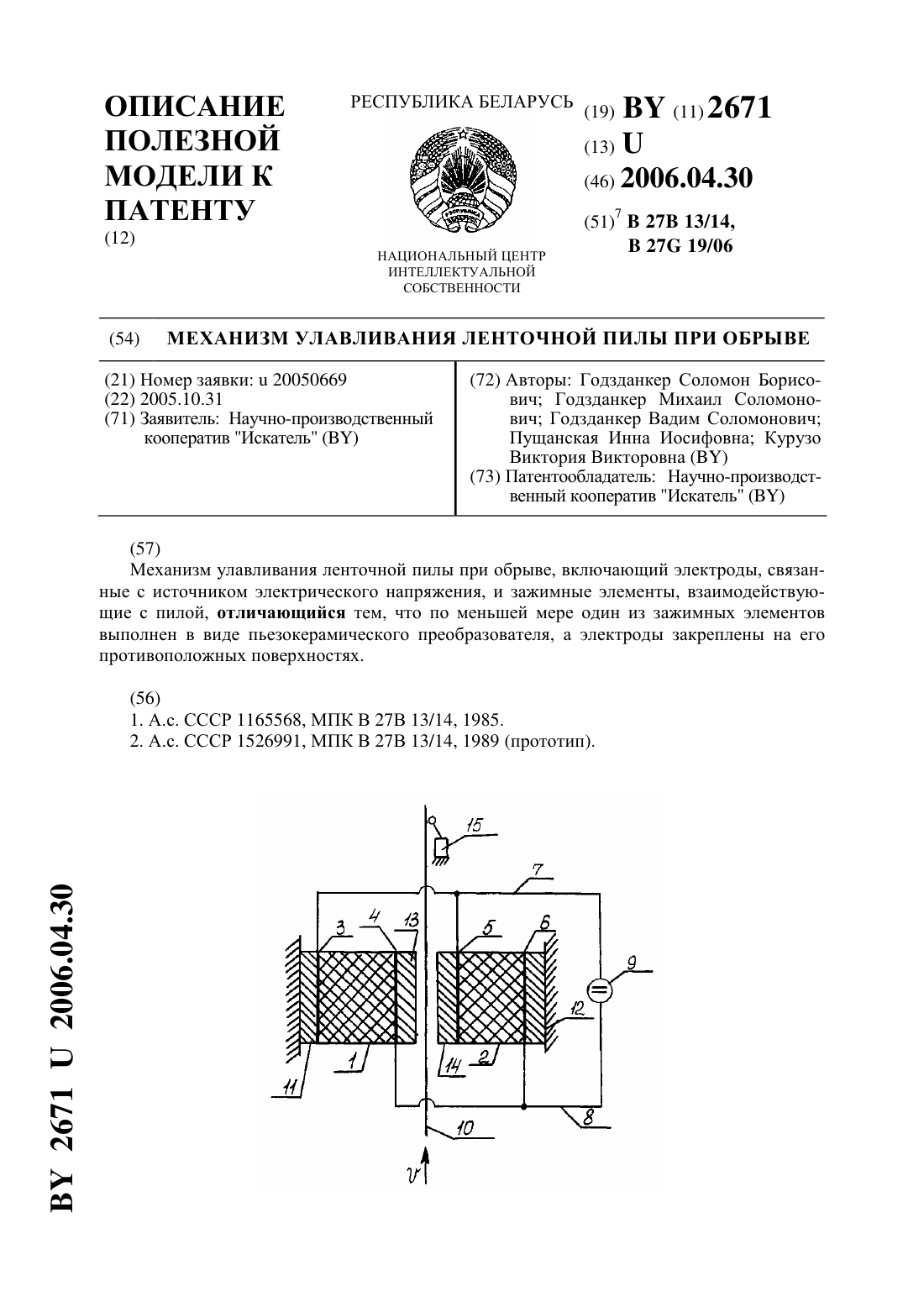
Номер патента: U 2671
Опубликовано: 30.04.2006
Авторы: Годзданкер Михаил Соломонович, Годзданкер Вадим Соломонович, Пущанская Инна Иосифовна, Годзданкер Соломон Борисович, Курузо Виктория Викторовна
МПК: B27B 13/14, B27G 19/06
Метки: улавливания, пилы, обрыве, механизм, ленточной
Текст:
...с пилой, - по меньшей мере один из зажимных элементов выполнен в виде пьезокерамического преобразователя, а электроды закреплены на его противоположных поверхностях. Сравнение заявляемого механизма с прототипом позволяет сделать вывод о том, что отличие заключается в выполнении по меньшей мере одного из зажимных элементов в виде пьезокерамического преобразователя и в закреплении электродов на его противоположных поверхностях. При таком...
Устройство для зажима ленточной пилы при обрыве
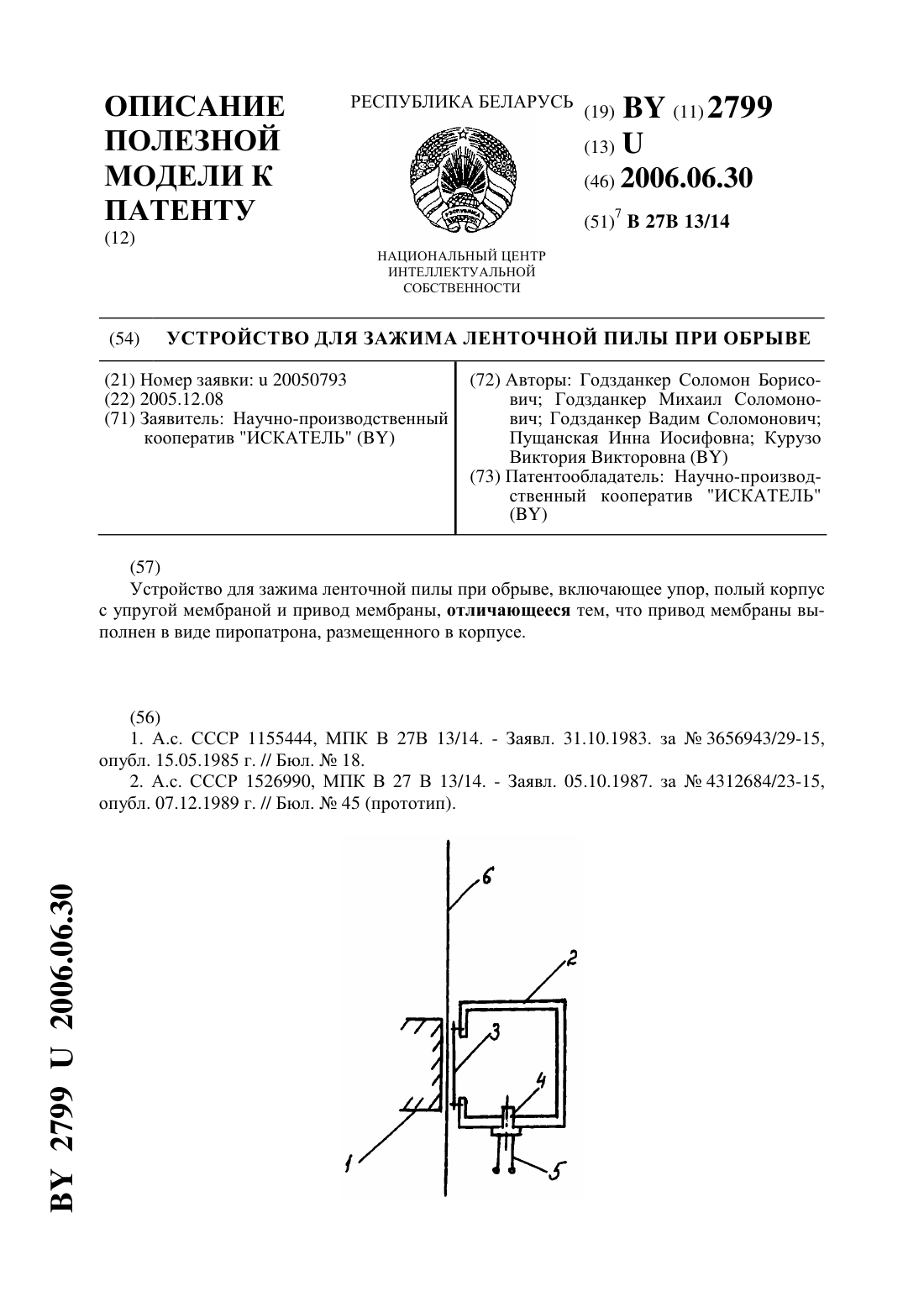
Номер патента: U 2799
Опубликовано: 30.06.2006
Авторы: Курузо Виктория Викторовна, Пущанская Инна Иосифовна, Годзданкер Вадим Соломонович, Годзданкер Соломон Борисович, Годзданкер Михаил Соломонович
МПК: B27B 13/14
Метки: ленточной, пилы, зажима, устройство, обрыве
Текст:
...тому, что в известном устройстве для зажима ленточной пилы при обрыве, включающем упор, полый корпус с упругой мембраной и привод мембраны,последний выполнен в виде пиропатрона, размещенного в корпусе. Сопоставительный анализ с прототипом позволяет сделать вывод о том, что отличие заключается в выполнении привода мембраны в виде пиропатрона, размещенного в корпусе. Такое выполнение устройства позволяет исключить из конструкции...
Предыдущий патент: Способ получения аморфного фосфорсодержащего алюмосиликата натрия
Следующий патент: Способ лечения растяжения связок голеностопного сустава
Случайный патент: Композиция для реабилитации загрязненных радиоцезием почв