Способ изготовления пилы
Номер патента: 5126
Опубликовано: 30.06.2003
Авторы: Бавбель Иван Иванович, Клубков Александр Анатольевич, Клубков Анатолий Петрович, Бурносов Николай Васильевич
Текст
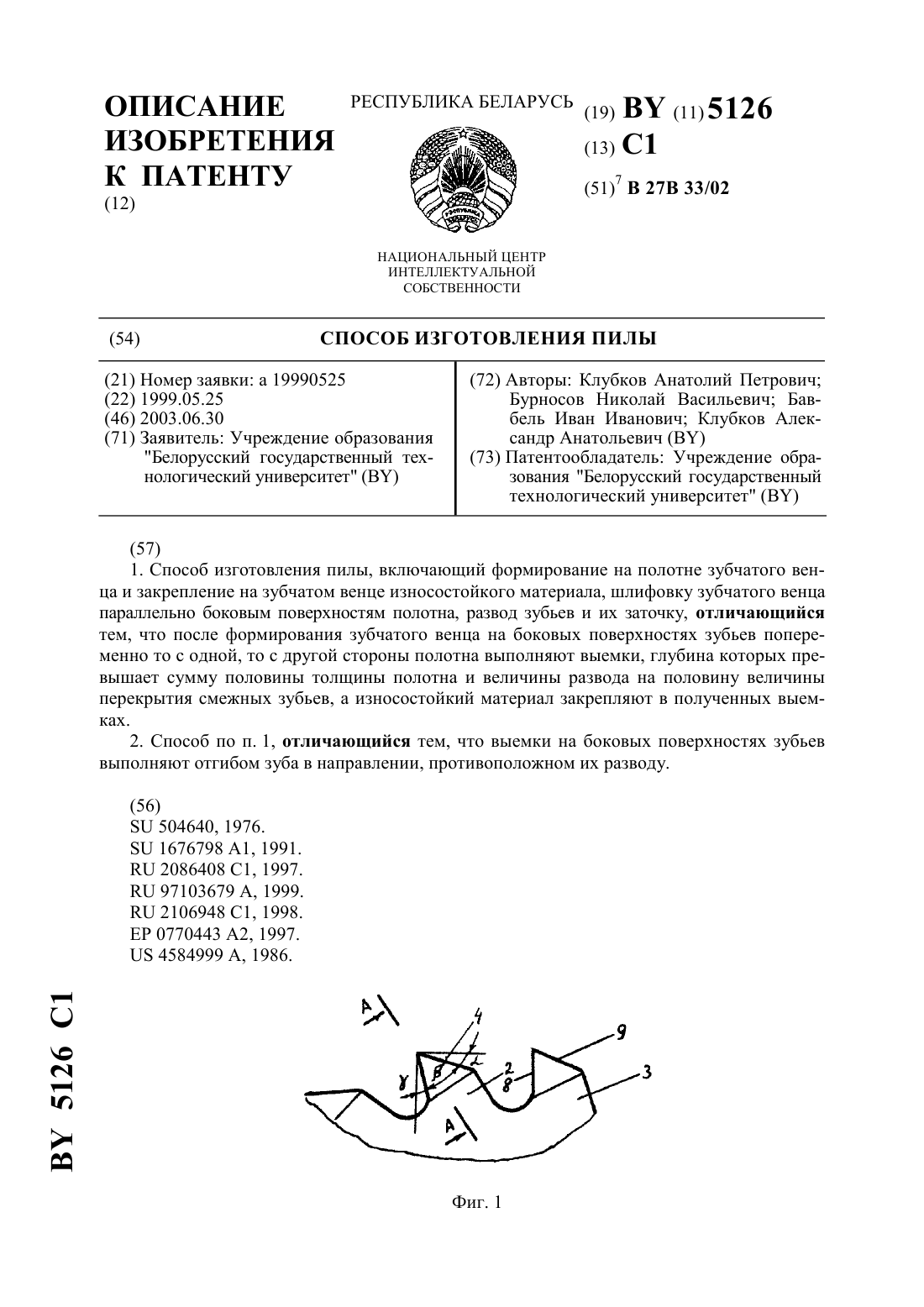
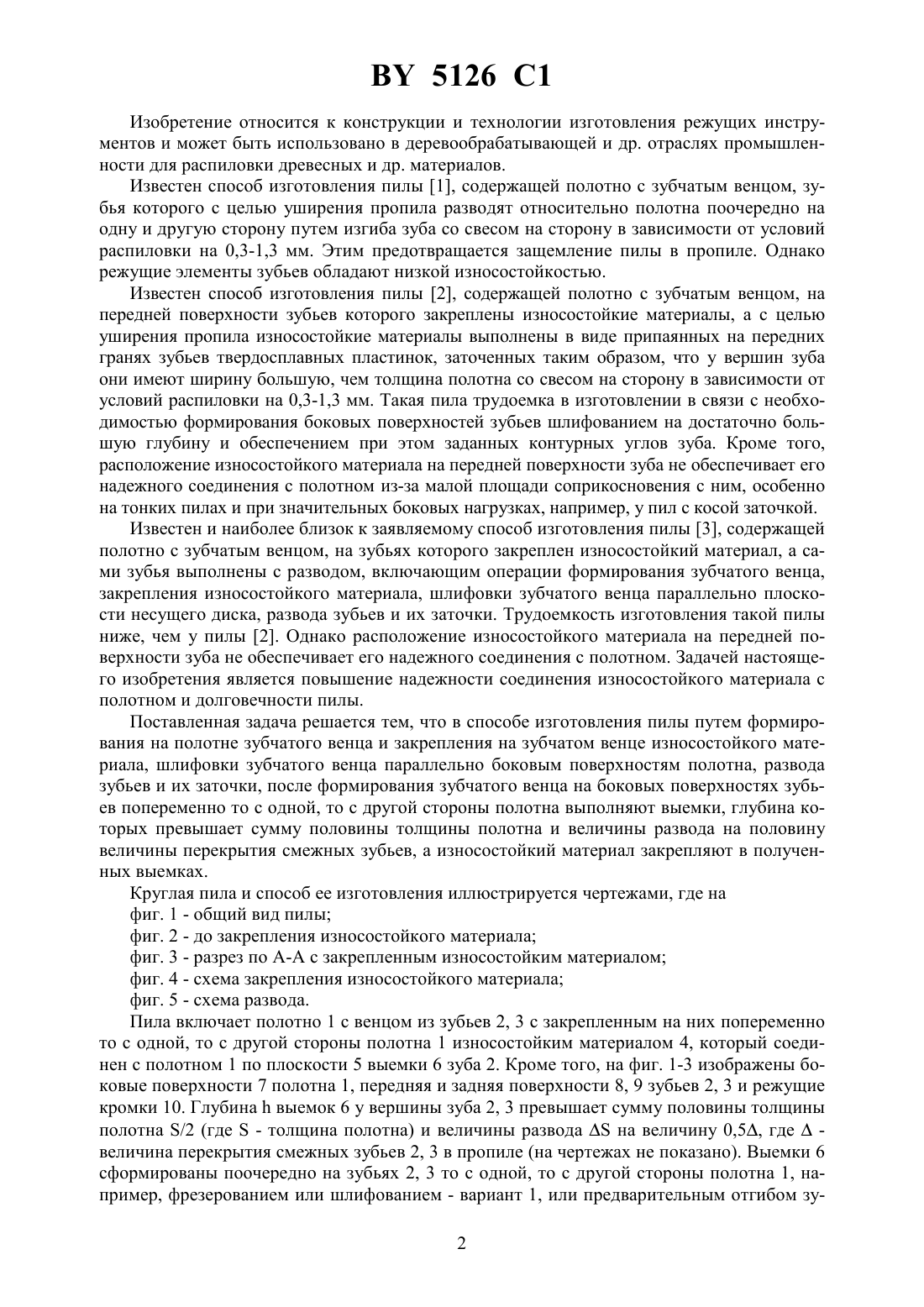
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Белорусский государственный технологический университет(72) Авторы Клубков Анатолий Петрович Бурносов Николай Васильевич Бавбель Иван Иванович Клубков Александр Анатольевич(73) Патентообладатель Учреждение образования Белорусский государственный технологический университет(57) 1. Способ изготовления пилы, включающий формирование на полотне зубчатого венца и закрепление на зубчатом венце износостойкого материала, шлифовку зубчатого венца параллельно боковым поверхностям полотна, развод зубьев и их заточку, отличающийся тем, что после формирования зубчатого венца на боковых поверхностях зубьев попеременно то с одной, то с другой стороны полотна выполняют выемки, глубина которых превышает сумму половины толщины полотна и величины развода на половину величины перекрытия смежных зубьев, а износостойкий материал закрепляют в полученных выемках. 2. Способ по п. 1, отличающийся тем, что выемки на боковых поверхностях зубьев выполняют отгибом зуба в направлении, противоположном их разводу. 5126 1 Изобретение относится к конструкции и технологии изготовления режущих инструментов и может быть использовано в деревообрабатывающей и др. отраслях промышленности для распиловки древесных и др. материалов. Известен способ изготовления пилы 1, содержащей полотно с зубчатым венцом, зубья которого с целью уширения пропила разводят относительно полотна поочередно на одну и другую сторону путем изгиба зуба со свесом на сторону в зависимости от условий распиловки на 0,3-1,3 мм. Этим предотвращается защемление пилы в пропиле. Однако режущие элементы зубьев обладают низкой износостойкостью. Известен способ изготовления пилы 2, содержащей полотно с зубчатым венцом, на передней поверхности зубьев которого закреплены износостойкие материалы, а с целью уширения пропила износостойкие материалы выполнены в виде припаянных на передних гранях зубьев твердосплавных пластинок, заточенных таким образом, что у вершин зуба они имеют ширину большую, чем толщина полотна со свесом на сторону в зависимости от условий распиловки на 0,3-1,3 мм. Такая пила трудоемка в изготовлении в связи с необходимостью формирования боковых поверхностей зубьев шлифованием на достаточно большую глубину и обеспечением при этом заданных контурных углов зуба. Кроме того,расположение износостойкого материала на передней поверхности зуба не обеспечивает его надежного соединения с полотном из-за малой площади соприкосновения с ним, особенно на тонких пилах и при значительных боковых нагрузках, например, у пил с косой заточкой. Известен и наиболее близок к заявляемому способ изготовления пилы 3, содержащей полотно с зубчатым венцом, на зубьях которого закреплен износостойкий материал, а сами зубья выполнены с разводом, включающим операции формирования зубчатого венца,закрепления износостойкого материала, шлифовки зубчатого венца параллельно плоскости несущего диска, развода зубьев и их заточки. Трудоемкость изготовления такой пилы ниже, чем у пилы 2. Однако расположение износостойкого материала на передней поверхности зуба не обеспечивает его надежного соединения с полотном. Задачей настоящего изобретения является повышение надежности соединения износостойкого материала с полотном и долговечности пилы. Поставленная задача решается тем, что в способе изготовления пилы путем формирования на полотне зубчатого венца и закрепления на зубчатом венце износостойкого материала, шлифовки зубчатого венца параллельно боковым поверхностям полотна, развода зубьев и их заточки, после формирования зубчатого венца на боковых поверхностях зубьев попеременно то с одной, то с другой стороны полотна выполняют выемки, глубина которых превышает сумму половины толщины полотна и величины развода на половину величины перекрытия смежных зубьев, а износостойкий материал закрепляют в полученных выемках. Круглая пила и способ ее изготовления иллюстрируется чертежами, где на фиг. 1 - общий вид пилы фиг. 2 - до закрепления износостойкого материала фиг. 3 - разрез по А-А с закрепленным износостойким материалом фиг. 4 - схема закрепления износостойкого материала фиг. 5 - схема развода. Пила включает полотно 1 с венцом из зубьев 2, 3 с закрепленным на них попеременно то с одной, то с другой стороны полотна 1 износостойким материалом 4, который соединен с полотном 1 по плоскости 5 выемки 6 зуба 2. Кроме того, на фиг. 1-3 изображены боковые поверхности 7 полотна 1, передняя и задняя поверхности 8, 9 зубьев 2, 3 и режущие кромки 10. Глубинавыемок 6 у вершины зуба 2, 3 превышает сумму половины толщины полотна /2 (где- толщина полотна) и величины разводана величину 0,5, гдевеличина перекрытия смежных зубьев 2, 3 в пропиле (на чертежах не показано). Выемки 6 сформированы поочередно на зубьях 2, 3 то с одной, то с другой стороны полотна 1, например, фрезерованием или шлифованием - вариант 1, или предварительным отгибом зу 2 5126 1 ба 2 в противоположную разводу сторону - вариант 2. Износостойкий материал 4 соединен с полотном путем, например, электроиндукционного нагрева вершины зуба 2 или 3 горизонтально расположенного полотна 1 и расплавления при этом предварительно внесенного на обращенную вверх поверхность 5 выемки 6 брикета или порошка карбидообразующей самофлюсующей композиции износостойкого материала 4. Могут использоваться наплавные композиции типа ПГ-СР 4 - 55, СНГН 55 - 53-58, ПГ-АН 8 - 55-65 и др., а также широко применяемые в деревообработке сплавы типа Стеллит и Сормайт. При этом используются примыкающие к зубу 2 керамические полуформы, обеспечивающие нужную форму износостойкого материала 4. Для закрепления порошкового износостойкого материала также могут быть использованы наплавки с помощью газовой горелки и газопламенное напыление. (По пп. 1-2 пила может также изготавливаться с применением технологии припайки твердых материалов типа ВК и др.). После закрепления наплавки износостойкого материала 4 на все зубья 2, 3 они отпускаются и пришлифовываются параллельно боковым поверхностям 7 полотна 1. При этом снимаются излишки износостойкого материала 4 с одной стороны зубьев 2, 3 и отогнутые за пределы боковой поверхности 7 полотна 1 с другой части их стороны. После шлифовки зубьев 2, 3 они разводятся на требуемую величинупутем изгиба зуба, например, перпендикулярно биссектрисе угла заострениязуба 2, 3 и затачиваются по передней и задней граням 8, 9 зуба 2, 3 с обеспечением требуемых переднего у и заднего а углов, а также необходимых углов косой заточки. При разводе зубьев 2, 3 обеспечиваются требуемые параметры контурных углов при их боковых кромках. Так как износостойкий материал 4 соединен с зубьями 2, 3 по их боковой поверхности(плоскость 5 выемки 6), то площадь его контакта с зубом может быть значительно больше,чем у прототипа, что способствует повышению надежности соединения. Кроме того, повышается жесткость зубьев 2, 3, а вместе с тем и точность пиления. При этом без снижения прочности износостойкого материала 4 увеличиваются его размеры, что дает резерв для последующих переточек. При работе пилы износостойкий материал 4, например, зуба 2 формирует одну половину пропила в материале, а зуба 3 - вторую. За счет выполнения выемок на глубину, превышающую половину толщины полотна на величину развода, достигается перекрытие в пропиле износостойких материалов соседних зубьев. При этом режущие кромки 10 зубьев 2, 3, расположенные за пределами износостойкого материала 4, в пилении не участвуют и их затупления не происходит. Заточка такой пилы при эксплуатации может осуществляться как по передней, так и по задней поверхностям, что также увеличивает возможное число переточек пилы, а вместе с тем и ее долговечность. Эффективность работы пилы достигается за счет повышения надежности соединения износостойкого материала с зубьями, возможности увеличения размеров износостойкого материала и изменения технологии его заточки, а вместе с тем увеличения числа переточек не менее чем в 3-5 раз. По сравнению с прототипом и с учетом того, что характеристики износостойкого материала близки, а технология изготовления обеих пил по трудоемкости сопоставима, эффективность в сфере эксплуатации достигается за счет экономии до 50 пил. При средней стоимости круглой пилы, оснащенной износостойкими материалами, 130 у.е. на каждую тысячу пил может быть сэкономлено до 65000 у.е. Изготовлен опытный образец пилы. Проведены опытно-промышленные испытания пилы на станке ЦА-2. Параметры пилы наружный диаметр пилы , мм 300 посадочный диаметр пилы , мм 50 число зубьев пилы , шт. 36 шаг зубьев пилы р, мм 26 число компенсатор,4 толщина полотна пилы,2,2. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B27B 33/02
Метки: изготовления, пилы, способ
Код ссылки
<a href="https://by.patents.su/4-5126-sposob-izgotovleniya-pily.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления пилы</a>
Захват пилы
Номер патента: U 35
Опубликовано: 30.06.1999
Авторы: Зотов Анатолий Валентинович, Коноплев Петр Васильевич, Кореневский Валерий Степанович, Алейников Александр Евгеньевич
МПК: B27B 3/32
Текст:
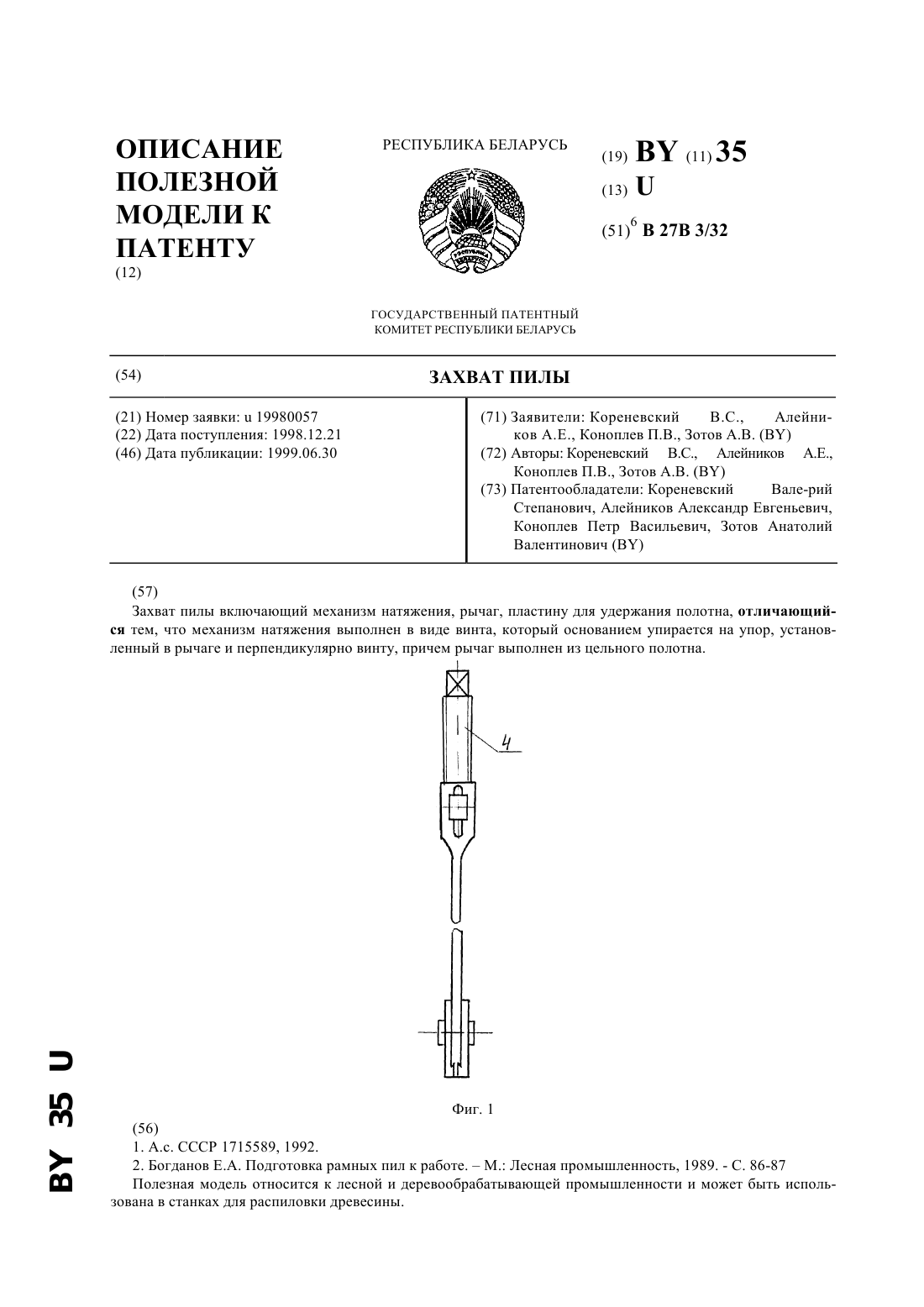
...древесины, что снижает долговечность пил. Осуществляя удары по клиньям в процессе натяжения, снижается долговечность механизмов привода, шарниров. Задачей является повышение долговечности пил, а также механизмов привода, шарниров. Поставленная задача решается так, что в захвате пилы включающим механизм натяжения, рычаг, пластину для удержания полотна, механизм натяжения выполнен в виде винта, который основанием упирается на упор, установленный...
Способ изготовления вязаной готовой одежды
Номер патента: 4057
Опубликовано: 30.09.2001
Авторы: НИЛЬСОН, Эйвор
Метки: изготовления, одежды, способ, вязаной, готовой
Текст:
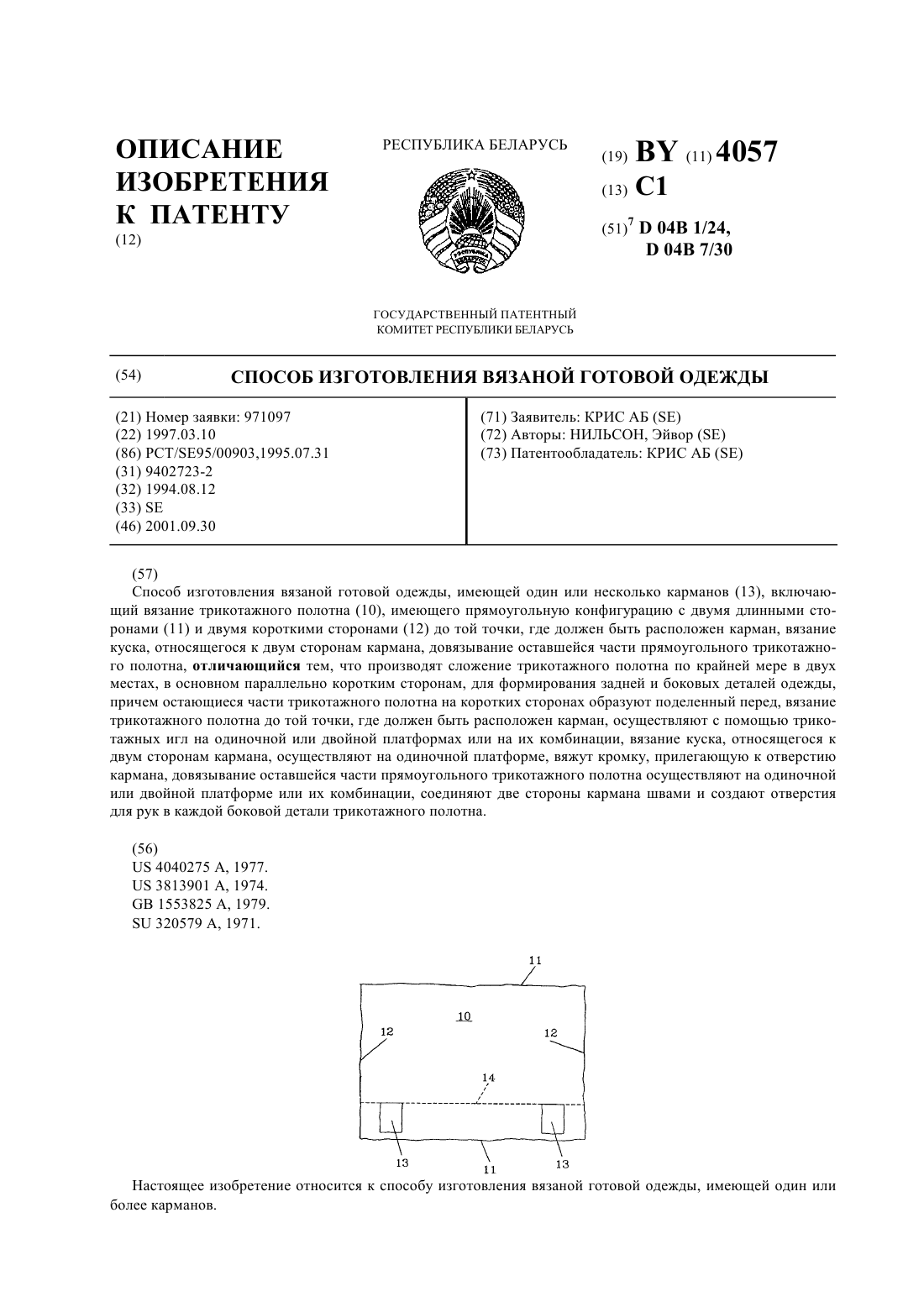
...далеко продвинулась. Тем не менее, если одежда должна быть снабжена карманами, приспособление этих карманов требует большого труда. Задачей настоящего изобретения является дальнейшее упрощение и снижение усилий, связанных с ручным трудом при производстве одежды с карманами. Для решения этой задачи, способ, согласно изобретению, характеризуется тем, что трикотажное полотно вяжется трикотажными иглами на машине с одиночной или двойной...
Способ изготовления слоистого рулонного кровельного и гидроизоляционного материала
Номер патента: 2879
Опубликовано: 30.06.1999
Авторы: Крылов Георгий Викторович, Кононович Войтех Вячеславович, Ярмолович Леонид Антонович
МПК: E04D 5/00
Метки: кровельного, изготовления, слоистого, гидроизоляционного, рулонного, материала, способ
Текст:
...в процессе изготовления эластомерного рулонного кровельного гидроизоляционного материала на основе атмосферостойких каучуков при формировании или вулканизации полотна его нижнее основание снабжают нетканым синтетическим иглопробивным материалом, заделанным в полимерный слой, на глубину преимущественно 0,25-0,50 мм (путем частичного втапливания в полимерный лй). Эту операцию осуществляют в процессе формирования полимерного слоя на...
Способ изготовления вязаной одежды
Номер патента: 4048
Опубликовано: 30.09.2001
Авторы: НИЛЬСОН, Эйвор
Метки: одежды, изготовления, вязаной, способ
Текст:
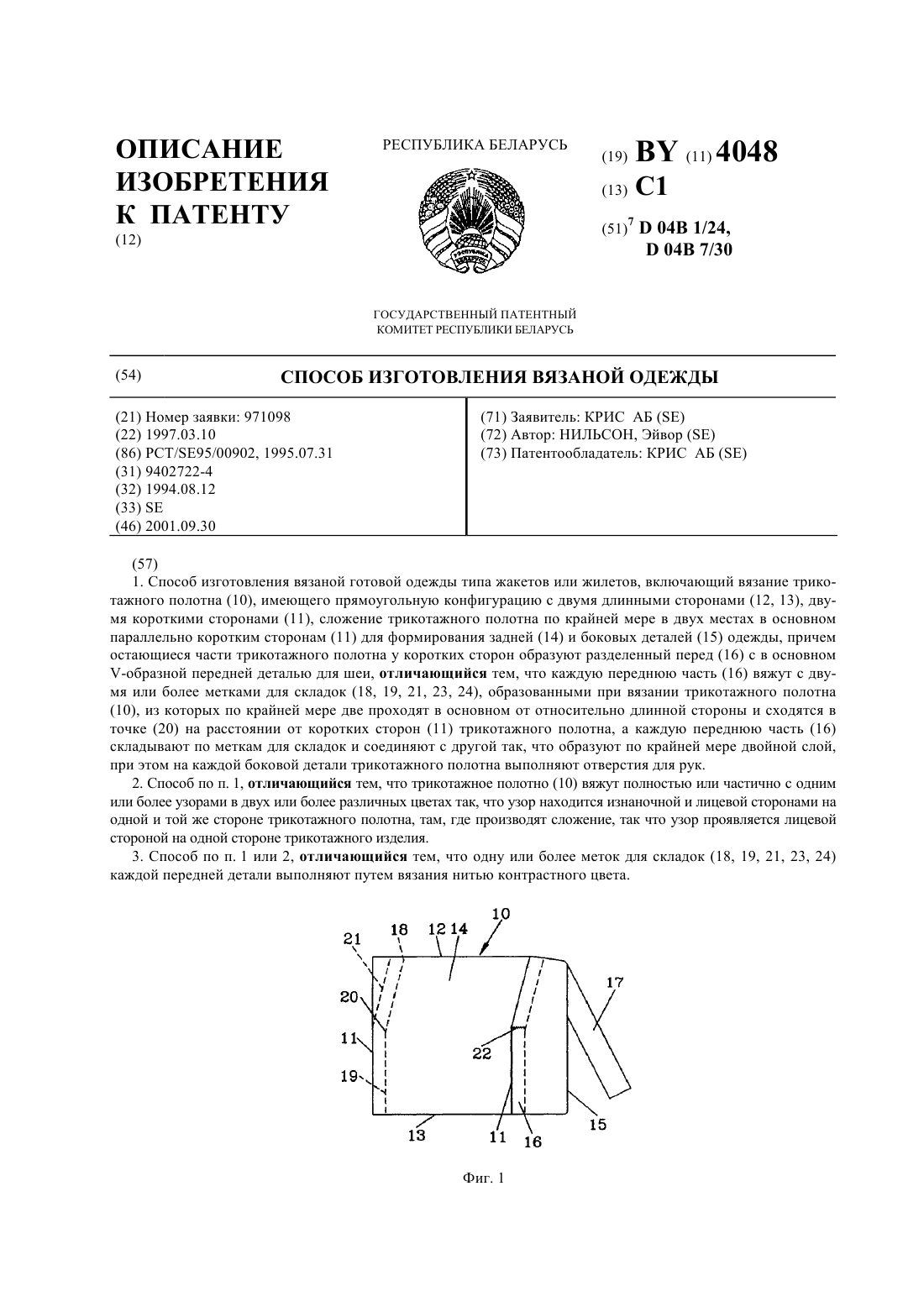
...остающиеся части трикотажного полотна у коротких сторон образуют разделенный перед с в основном -образной передней деталью для шеи, согласно изобретению, каждая передняя часть связана с двумя или более метками для складок, образованными при вязании трикотажного полотна, из которых,2 4048 1 по крайней мере, две проходят в основном от относительно длинной стороны и сходятся в точке на расстоянии от коротких сторон трикотажного полотна, а...
Способ изготовления контейнеров со стерильной внутренней поверхностью
Номер патента: 2832
Опубликовано: 30.06.1999
Автор: Оке Росэн
МПК: B25B 55/04, B29C 51/10
Метки: изготовления, стерильной, контейнеров, способ, поверхностью, внутренней
Текст:
...выбранный из гомополимеров пропилена с индексом расплава менее 1 по шкале(2,16 кгс 230 С) или сополимеров этилен/пропилена с индексом расплава 0,5-5,0 по шкале(2,16 кгс 230 С), при этом к полимеру примешивают порошкообразный неорганический наполнитель в количестве не менее 40 от массы смеси, а стерилизацию полотна и формование контейнеров осуществляют в одну стадию при температуре не менее 190 С, причем формование проводят с применением...
Предыдущий патент: Электропередача переменного тока
Следующий патент: Устройство для измерения крутящего момента
Случайный патент: Пылеуловитель для очистки газа