Способ полупотайного соединения пористых и компактных деталей
Номер патента: 7498
Опубликовано: 30.12.2005
Авторы: Беденко Сергей Александрович, Савич Вадим Викторович
Текст
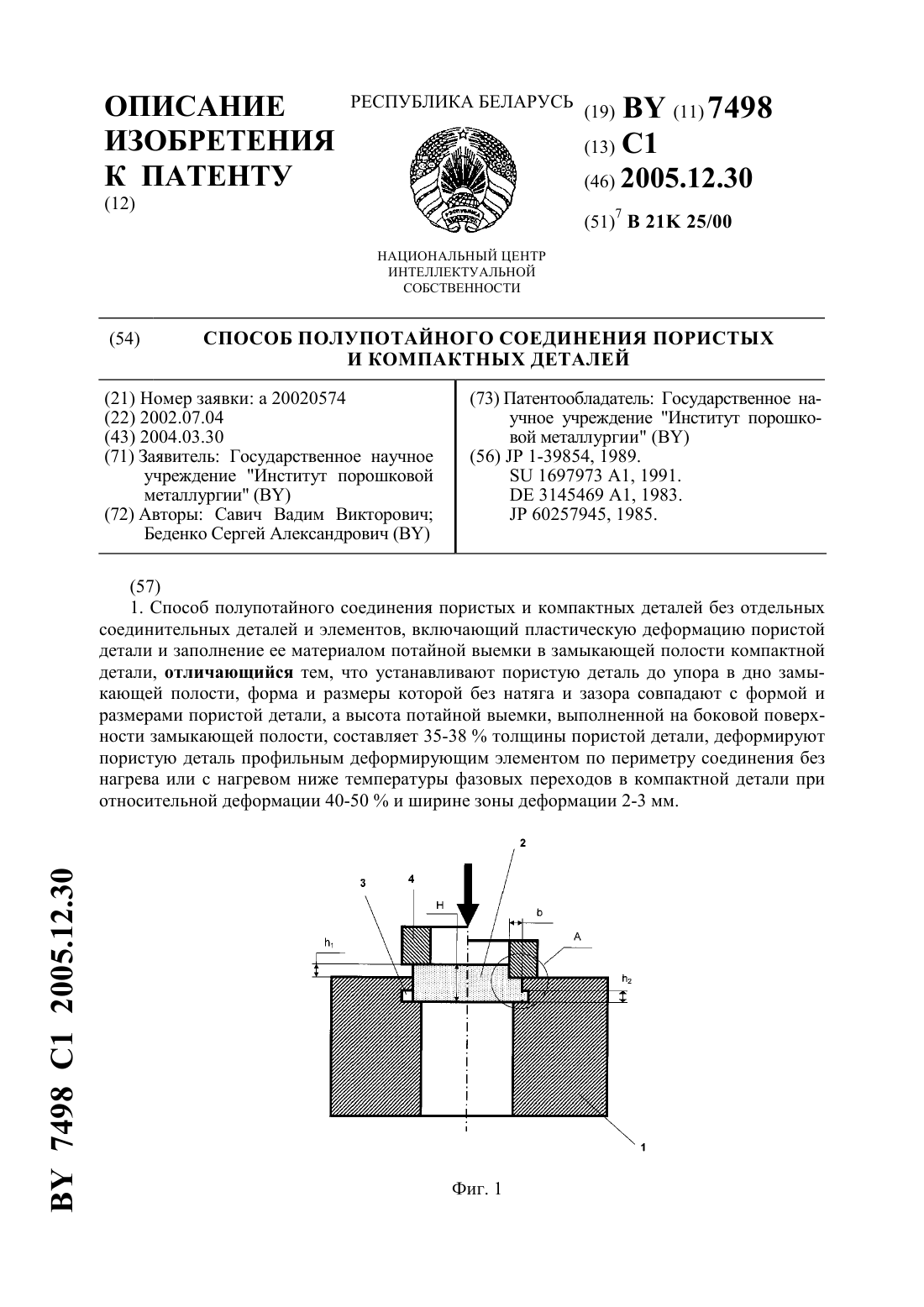
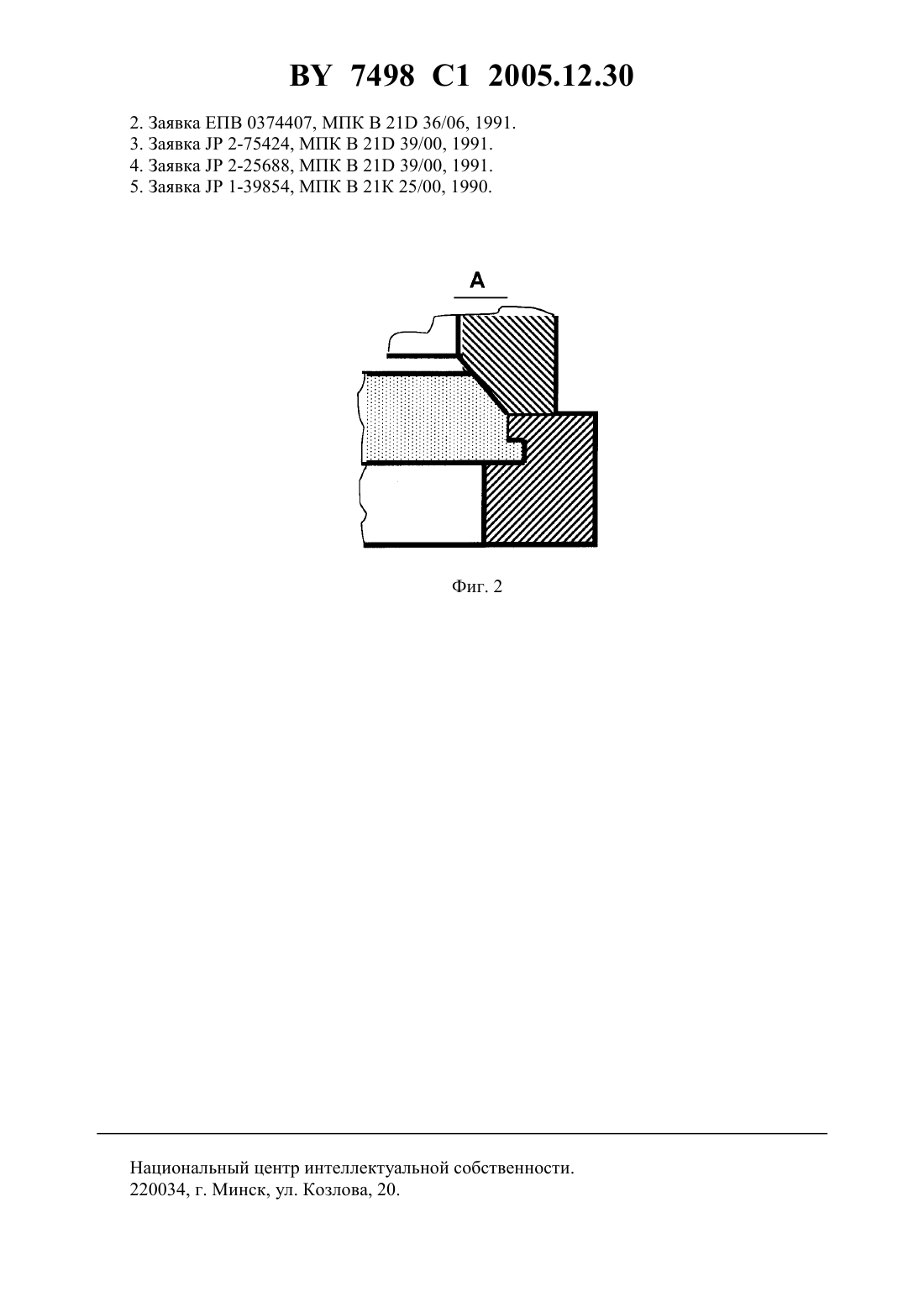
(51)21 25/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУПОТАЙНОГО СОЕДИНЕНИЯ ПОРИСТЫХ И КОМПАКТНЫХ ДЕТАЛЕЙ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Савич Вадим Викторович Беденко Сергей Александрович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) 1. Способ полупотайного соединения пористых и компактных деталей без отдельных соединительных деталей и элементов, включающий пластическую деформацию пористой детали и заполнение ее материалом потайной выемки в замыкающей полости компактной детали, отличающийся тем, что устанавливают пористую деталь до упора в дно замыкающей полости, форма и размеры которой без натяга и зазора совпадают с формой и размерами пористой детали, а высота потайной выемки, выполненной на боковой поверхности замыкающей полости, составляет 35-38 толщины пористой детали, деформируют пористую деталь профильным деформирующим элементом по периметру соединения без нагрева или с нагревом ниже температуры фазовых переходов в компактной детали при относительной деформации 40-50 и ширине зоны деформации 2-3 мм. 7498 1 2005.12.30 2. Способ по п. 1, отличающийся тем, что деформацию пористой детали осуществляют заподлицо с поверхностью компактной детали в зоне соединения. 3. Способ по п. 1, отличающийся тем, что степень деформации пористой детали плавно убывает от максимума в зоне деформации до нуля к центру на ширине, соразмерной с шириной зоны деформации. 4. Способ по п. 3, отличающийся тем, что степень деформации пористой детали убывает прямо пропорционально. 5. Способ по п. 1, отличающийся тем, что соединяемые детали при максимальной степени деформации выдерживают не менее 2-3 мин. Изобретение относится к способам соединения пористых и компактных деталей без использования дополнительных соединительных деталей, резьб, цапф, сварки, пайки,включающим пластическую деформацию одной из двух деталей, и может быть использовано при производстве фильтров, глушителей шума, катализаторов, медицинских имплантатов и других изделий, в комплект которых входят детали из пористых материалов. Известен способ соединения деталей запрессовкой 1, когда в отверстие одной детали вводят деталь (элемент детали) с диаметром больше внутреннего диаметра отверстия, что создает натяг, достаточный для удержания деталей. Недостатком способа является ограниченность формы соединяемых деталей (как правило- цилиндрическая), а также низкая надежность соединения - со временем, под действием вибраций и других циклических нагрузок возможно ослабление натяга и разделение соединения. Известен способ соединения кулачков, шестерен, щек кривошипов, втулок или подшипников качения на трубах или трубчатых валах путем гидравлической радиальной раздачи трубы в зоне указанных элементов выше предела текучести материала трубы 2. Недостатки способа идентичны предыдущему. Более надежен способ соединения деталей, включающий пластическую деформацию более мягкой сплошной детали типа стержень, размещенной в цилиндрическом отверстии жесткой детали типа лист, при которой материал первой затекает в полость фаски второй,обеспечивая упор с другой стороны в бурт 3. Аналогичен способ соединения кольцевой детали из более мягкого материала с буртом в отверстии жесткой детали, которое выполняют коническим, кольцевую деталь вставляют буртом со стороны меньшего диаметра отверстия жесткой детали и осуществляют раздачу кольца по обратному конусу 4. Недостатки обоих способов - ограниченность формы соединяемых деталей (как правило - цилиндрическая), а также невозможность соединения в глухом отверстии. В качестве прототипа выбран способ соединения двух металлических деталей из разнородных (твердого и пластичного) материалов, включающий обработку сопрягаемых поверхностей деталей, формирование замыкающей канавки на твердой детали в поверхности сопряжения, локальную горячую пластическую деформацию (ковку) более мягкой детали и заполнение ее материалом замыкающей канавки в другой детали 5. Недостатками способа являются высокая температура формирования соединения (обработки) (горячая ковка - для титановых сплавов - не менее 1100-1200 С), которая может привести к разупрочнению материала основной детали ограниченность формы соединяемых деталей и типа соединения (как правило, трубы - встык) невозможность соединения в глухом отверстии. Техническая задача, которую решает предлагаемое изобретение, заключается в расширении технологических возможностей способа путем расширения формы соединяемых деталей и вида соединения (не обязательно тела вращения и сквозные отверстия в зоне соединения), сохранение микроструктуры и свойств компактной детали после соединения, а также повышение прочности соединения в целом. 7498 1 2005.12.30 Поставленная техническая задача решается тем, что способ полупотайного соединения пористых и компактных деталей без дополнительных соединительных деталей и элементов включает пластическую деформацию пористой детали и заполнение ее материалом потайной выемки в замыкающей полости компактной детали, устанавливают пористую деталь до упора в дно замыкающей полости, форма и размеры которой без натяга и зазора совпадают с формой и размерами пористой детали, а высота потайной выемки, выполненной на боковой поверхности замыкающей полости, составляет 35-38 толщины пористой детали, деформируют пористую деталь профильным деформирующим элементом по периметру соединения без нагрева или с нагревом ниже температуры фазовых переходов в компактной детали при относительной деформации 40-50 и ширине зоны деформации 2-3 мм. Тем самым снимается ограничение на форму соединяемых деталей - она может быть теоретически любой и ограничивается лишь технологическими возможностями оборудования. Кроме того, полость в компактной детали может быть как сквозной (с буртиком для упора), так и полностью глухой, что в прототипе принципиально невозможно. Деформацию пористой детали, за счет ее повышенной пластичности, можно вести при комнатной температуре без использования защитной атмосферы, что полностью устраняет опасность разупрочнения компактной детали, снижения функциональных характеристик соединения и сборного изделия в целом. В некоторых случаях повышенной жесткости пористой детали можно ее нагреть до более высокой температуры, однако меньшей, чем температура фазового перехода ее материала. В результате проведенных исследований нами экспериментально установлено, что оптимальная прочность соединения (выше прочности пористой детали) достигается при следующих технологических и конструктивных параметрах степени относительной деформации 40-50 ширине зоны деформации 2-3 мм относительной высоте канавки 35-38 . При параметрах, выходящих за указанные пределы, прочность соединения становится меньше прочности пористой детали. Деформацию пористой детали осуществляют заподлицо с поверхностью компактной детали в зоне соединения. Это позволяет дополнительно повысить прочность соединения,а также упростить процесс реализации способа, расширить его технологические возможности, так как для ограничения степени и усилия деформации пористой детали не потребуются специальные упоры, а в качестве упора можно использовать поверхность одной из соединяемых деталей - компактной. Степень деформации пористой детали плавно убывает от максимума в зоне деформации до нуля к центру на ширине, соразмерной с шириной зоны деформации. Это также позволяет дополнительно повысить прочность соединения за счет устранения резкого перехода по толщине пористой детали, возможного образования трещин в этой зоне. Степень деформации убывает прямо пропорционально. По тем же причинам, что изложены выше, такое исполнение позволяет дополнительно повысить прочность соединения, упростить реализацию способа, так как вместо криволинейной профильной поверхности деформирующего инструмента можно выполнить простую внутреннюю фаску по периметру. Соединяемые детали при максимальной степени деформации выдерживают не менее 2-3 мин. Это время является достаточным для релаксации остаточных напряжений, возникающих в процессе деформации, полного осуществления процесса, что дополнительно способствует повышению прочности соединения, особенно при сложном профиле соединения, отличающемся от окружности. Тем самым расширяются дополнительно и технологические возможности способа. Способ поясняется чертежами фиг. 1-2. На фиг. 1 изображен основной вариант реализации способа, а также приведены основные параметры. На фиг. 2 - вариант способа по пп. 3-4 формулы изобретения. Предлагаемый способ осуществляется следующим образом. 7498 1 2005.12.30 В компактной детали 1 выполняют полость, имеющую форму и размеры, совпадающие без натяга и зазора с размерами и формой пористой детали 2 (конгруэнтны). На боковой поверхности полости компактной детали 1 выполняют потайную выборку 3 (канавку),в которую затекает материал пористой детали. Размещают пористую деталь 2 в полости компактной 1 до упора в дно, деформируют пористую деталь без нагрева выше температуры фазовых переходов в компактной детали профильным пуансоном 4 (роликом, деформирующим элементом) по периметру соединения при относительной деформации 4050 ширине зоны деформации 2-3 мм, причем относительная высота замыкающей полости составляет 35-38 толщины пористой детали. Тем самым снимается ограничение на форму соединяемых деталей - она может быть теоретически любой и ограничивается лишь технологическими возможностями оборудования. Кроме того, полость в компактной детали 1 может быть как сквозной (с буртиком для упора), так и полностью глухой, что в прототипе принципиально невозможно. Деформацию пористой детали, за счет ее повышенной пластичности, можно вести при комнатной температуре без использования защитной атмосферы, что полностью устраняет опасность разупрочнения компактной детали, снижения функциональных характеристик соединения и сборного изделия в целом. В некоторых случаях повышенной жесткости пористой детали можно ее нагреть до более высокой температуры, однако меньшей, чем температура фазового перехода ее материала. В результате проведенных исследований нами экспериментально установлено,что оптимальная прочность соединения (выше прочности пористой детали) достигается при следующих технологических и конструктивных параметрах степени относительной деформации (1/) 40-50 ширине зоны деформации 2-3 мм относительной высоте канавки (2/Н) 35-38 . При параметрах, выходящих за указанные пределы, прочность соединения становится меньше прочности пористой детали. Деформацию пористой детали осуществляют заподлицо с поверхностью компактной детали в зоне соединения. Это позволяет дополнительно повысить прочность соединения,а также упростить процесс реализации способа, расширить его технологические возможности, так как для ограничения степени и усилия деформации пористой детали не потребуются специальные упоры, а в качестве упора можно использовать поверхность одной из соединяемых деталей - компактной. Степень деформации пористой детали плавно убывает от максимума в зоне деформации до нуля к центру на ширине, соразмерной с шириной зоны деформации. Это также позволяет дополнительно повысить прочность соединения за счет устранения резкого перехода по толщине пористой детали, возможного образования трещин в этой зоне. Степень деформации убывает прямо пропорционально. По тем же причинам, что изложены выше, такое исполнение позволяет дополнительно повысить прочность соединения, упростить реализацию способа, так как вместо криволинейной профильной поверхности деформирующего инструмента можно выполнить простую внутреннюю фаску по периметру. Соединяемые детали при максимальной степени деформации выдерживают не менее 2-3 мин. Это время является достаточным для релаксации остаточных напряжений, возникающих в процессе деформации, полного осуществления процесса, что дополнительно способствует повышению прочности соединения, особенно при сложном профиле соединения, отличающемся от окружности. Тем самым расширяются дополнительно и технологические возможности способа. Разработанная нами технология может быть использована в любой конструкции, когда требуется обеспечить надежное и прочное соединение материалов с различной структурой, в том числе и разного химического состава. Источники информации 1. Заявка 63-264238, МПК В 21 К 25/00, 1989. 4 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B21K 25/00
Метки: пористых, полупотайного, соединения, способ, компактных, деталей
Код ссылки
<a href="https://by.patents.su/5-7498-sposob-polupotajjnogo-soedineniya-poristyh-i-kompaktnyh-detalejj.html" rel="bookmark" title="База патентов Беларуси">Способ полупотайного соединения пористых и компактных деталей</a>
Способ соединения деталей стрелки
Номер патента: 727
Опубликовано: 30.06.1995
Автор: Йоханес Блумауер
МПК: E01B 11/44
Метки: способ, стрелки, деталей, соединения
Текст:
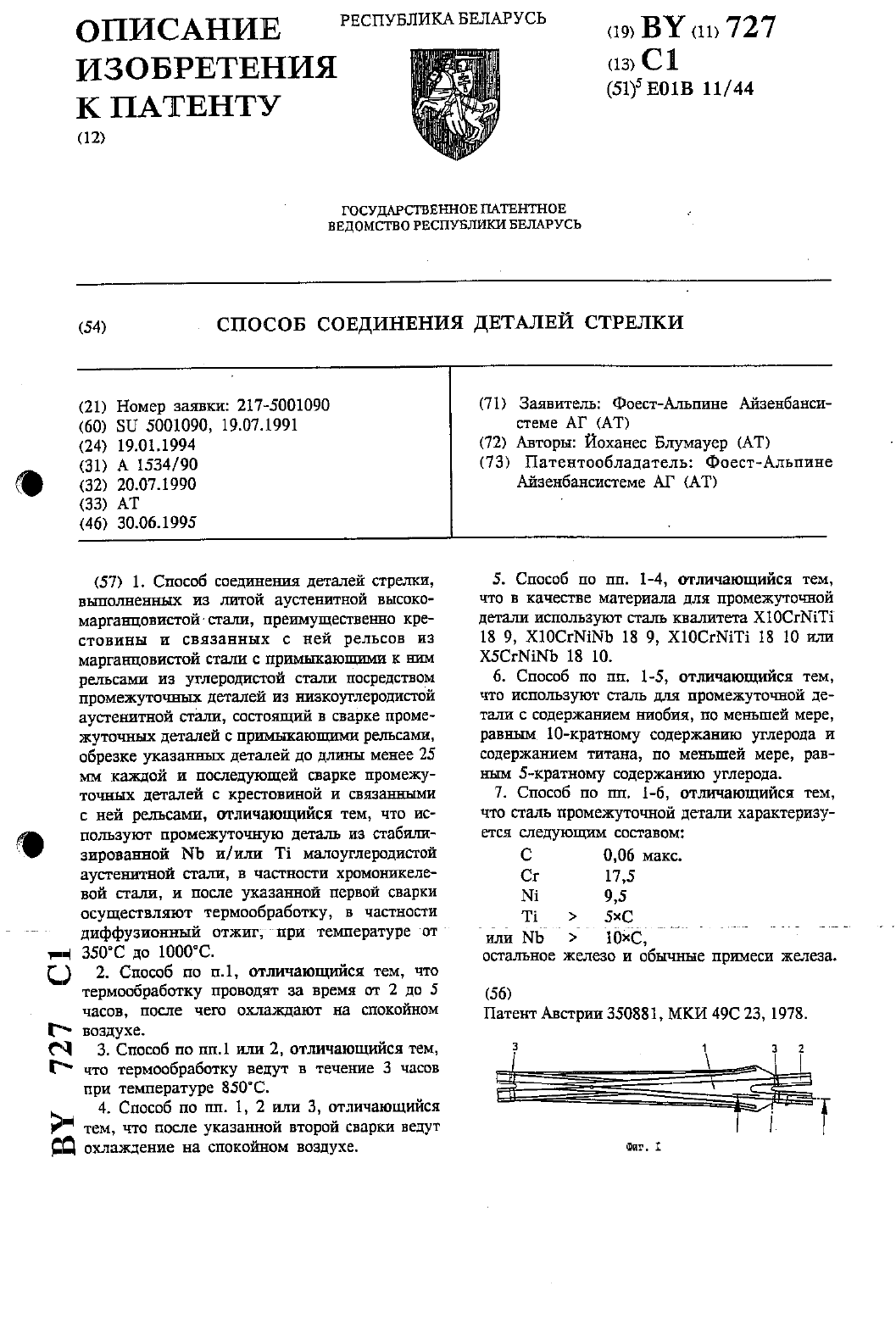
...сплавлениеммежду УГЛЕРОДИСТОЙ СТЭЛЬЮ РВЛЪСЗ И ПРОМЕЖУТОЧНОЙ ДЭТЕШЪЮ ОСУЩЕствлнют целенаправленную термообработку, достигается сглаживание различной в нонцентраци полностью различных сплавов промежуточной детали и стали рельса за счет диффузии, причем одновременно не только достигается выравнивание концентраций в зоне сварки, но танне вновь устраняетсяобразованный при спределенных обстоятельствах мартенсит. После обрезки промепуточной...
Устройство для испытания образца заклепочного соединения двух деталей на усталость при изгибе
Номер патента: 664
Опубликовано: 30.06.1995
Авторы: Протасеня Э. М., Петушок Н. М., Панов А. Н., Горбацевич М. И.
МПК: G01N 3/32
Метки: заклепочного, образца, деталей, соединения, изгибе, испытания, двух, устройство, усталость
Текст:
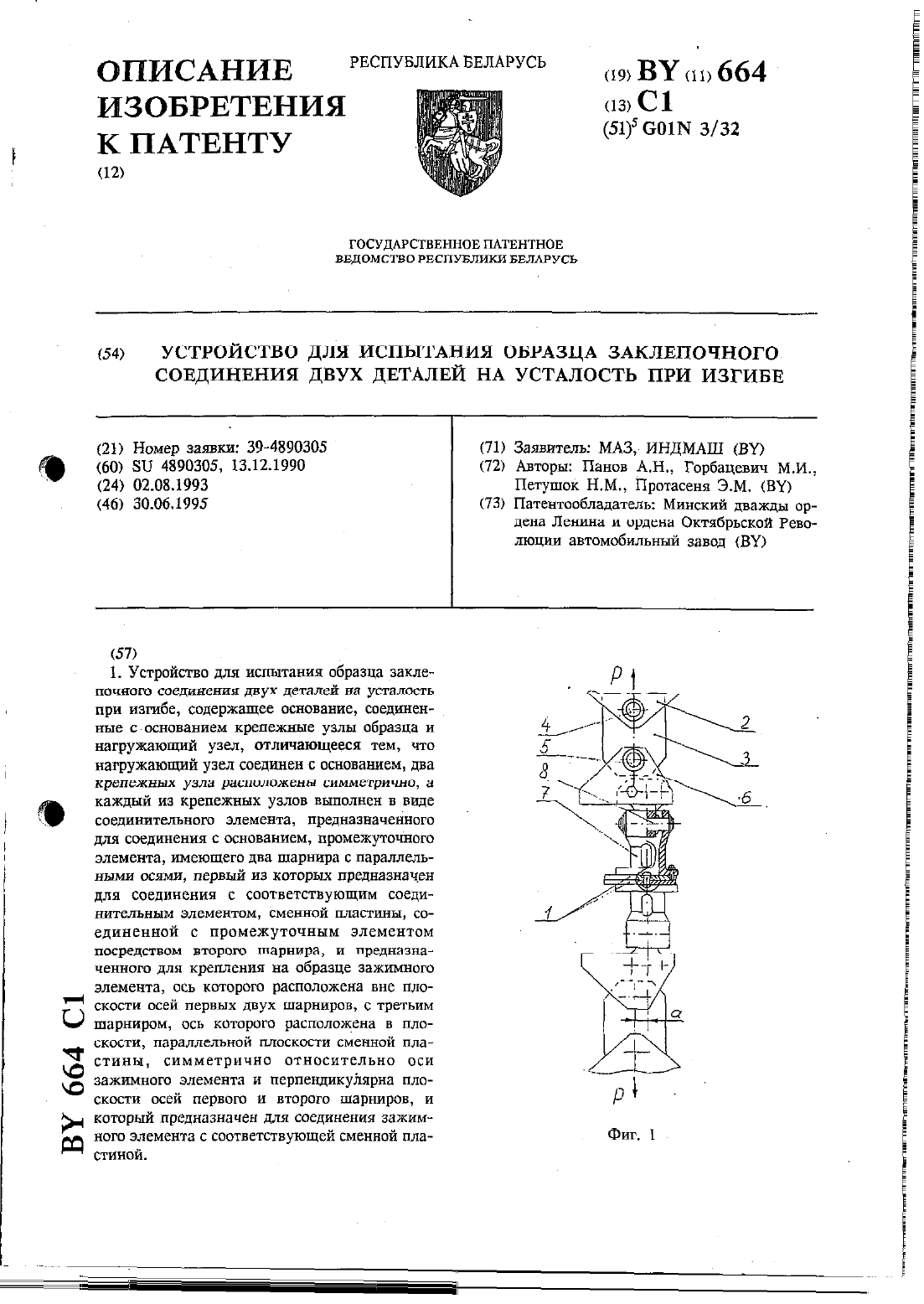
...испытаний.Задача изобретения заключается в повышении точности испытаний и обеспечении испытаний не только на изгиб, но и на изгиб с растяжением.Поставленная задача выполняется благодаря тому, что в устройстве для испытания образца заклепочного соединения двух деталей на усталость при изгибе, содержащем основание,соединенные с основанием крепежные узлы образца и нагружающий узел, согласно изобретению последний соединен с основанием, два...
Приспособление для соединения деталей оснастки с щитами опалубки
Номер патента: 1520
Опубликовано: 16.12.1996
Авторы: Йозеф МАЙЕР, Йоханн БАДШТИБЕР
МПК: E04G 17/04
Метки: оснастки, опалубки, деталей, щитами, соединения, приспособление
Текст:
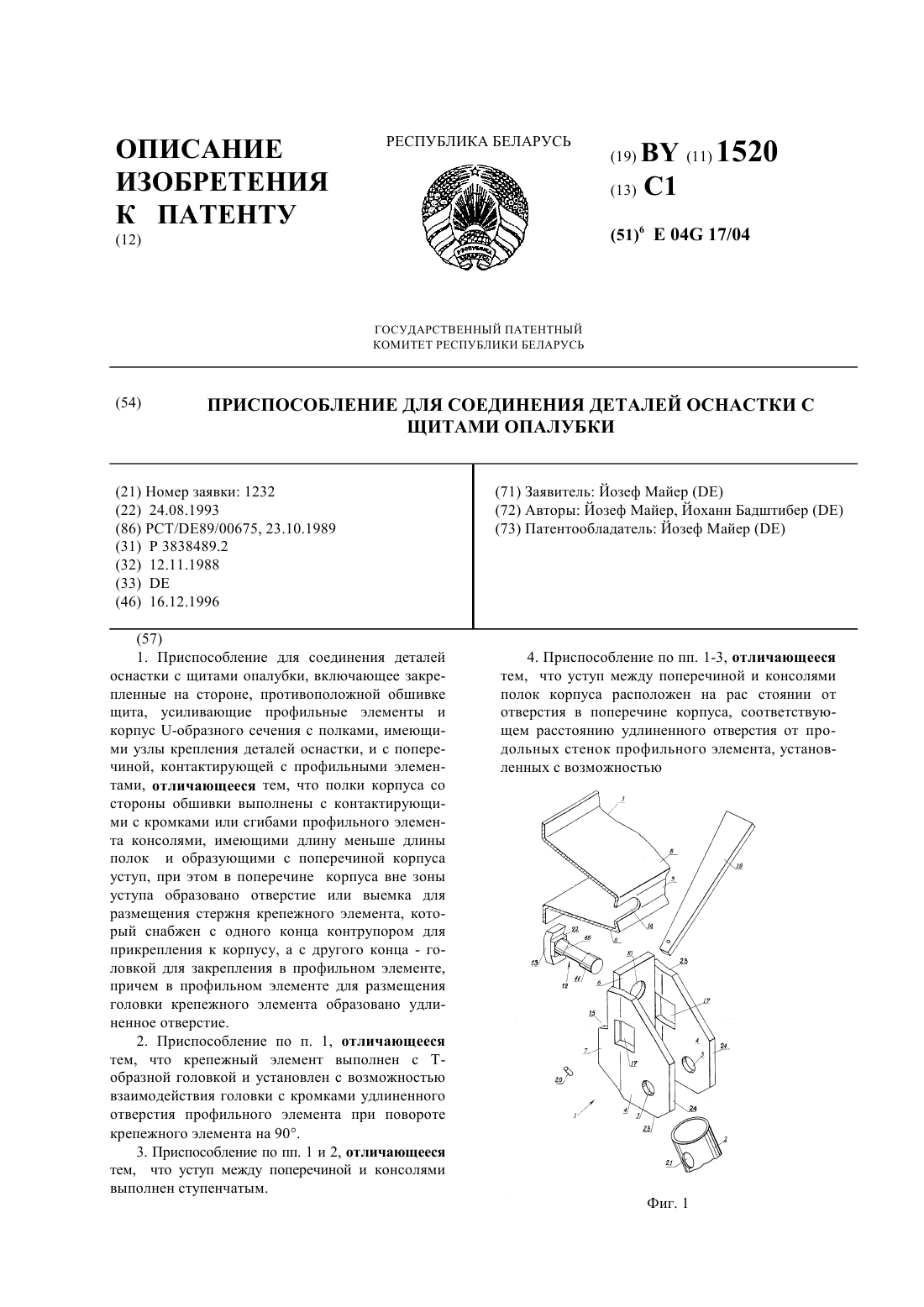
...на фиг.3 и фиг.5. На фиг. 1 и на фиг. 5 видно, что приспособление 1 имеет корпус -образного сечения и его полки 4 снабжены отверстиями 5 для размещения деталей оснастки, например, поясов, распорок 2 или т.п. Поперечина 6 в рабочем положении прилегает к усиливающему профильному элементу 3 опалубки . Приспособление 1 может быть установлено на профильном элементе 3 в двух различных поло клин проходит наклонно сверху вниз,...
Способ получения пористых полых изделий
Номер патента: 1968
Опубликовано: 30.12.1997
Авторы: Муханько Алексей Васильевич, Равин Аркадий Наумович, Ласковнев Александр Петрович, Жданович Олег Егорович, Волочко Александр Тихонович, Жарнов Виктор Михайлович
МПК: B22F 3/11
Метки: полых, изделий, получения, способ, пористых
Текст:
...спекания в результате выдавливания расплава на поверхность частиц в процессе роста зерен происходит образование контактных мостиков. Процесс спекания идет с минимальной усадкой. При использовании порошков с размером частиц менее 0,4 мм происходит резкое увеличение контактов порошка вследствие его малого размера. Порошки с размером частиц более 1 мм благоприятствуют нерегулярности пористой структуры из-за малого количества точек контактов....
Способ конденсаторной сварки металлических деталей малых размеров
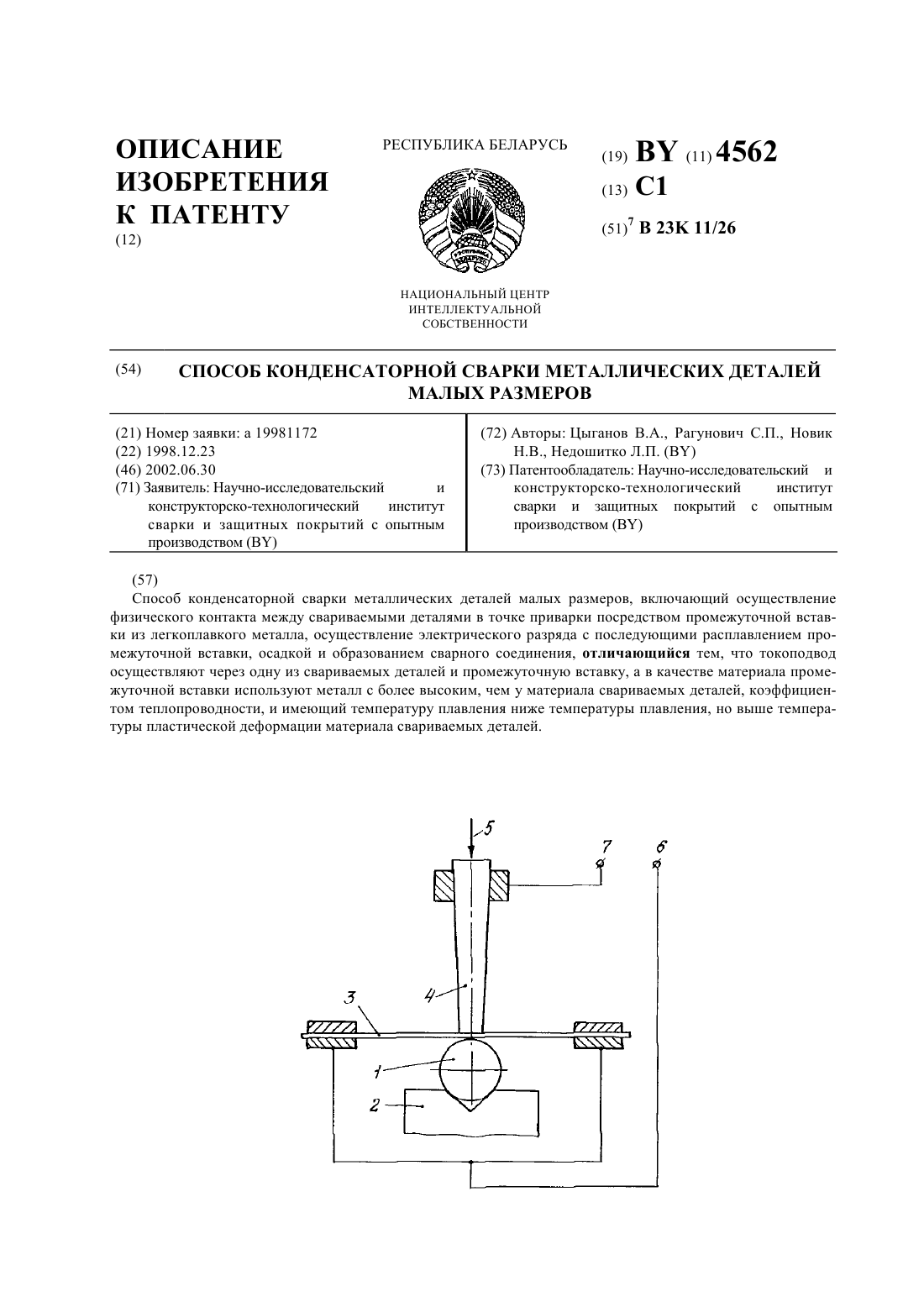
Номер патента: 4562
Опубликовано: 30.06.2002
Авторы: Рагунович Сергей Петрович, Новик Наталия Вячеславовна, Цыганов Валерий Анатольевич, Недошитко Лариса Павловна
МПК: B23K 11/26
Метки: металлических, способ, сварки, размеров, малых, конденсаторной, деталей
Текст:
...деталей и промежуточной вставкой, последняя расплавляется и полностью вытесняется из зоны соединения, так как имеет сечение токоподвода меньше, чем сечение свариваемой детали, а температура плавления промежуточной вставки меньше температуры плавления, но выше температуры пластической деформации материала свариваемых деталей, а также тем,что материал промежуточной вставки выбирается с коэффициентом теплопроводности более высоким, чем...
Предыдущий патент: Способ коррекции иммунологических нарушений у больных туберкулезом органов дыхания
Следующий патент: Присоединительное устройство и цепь
Случайный патент: Контейнер для улавливания заготовок