Устройство для ультразвуковой упрочняюще-чистовой обработки коленчатых валов
Номер патента: 7285
Опубликовано: 30.09.2005
Авторы: Сакевич Валерий Николаевич, Луцко Валерий Федорович, Клубович Владимир Владимирович, Еремеев Александр Сергеевич
Текст
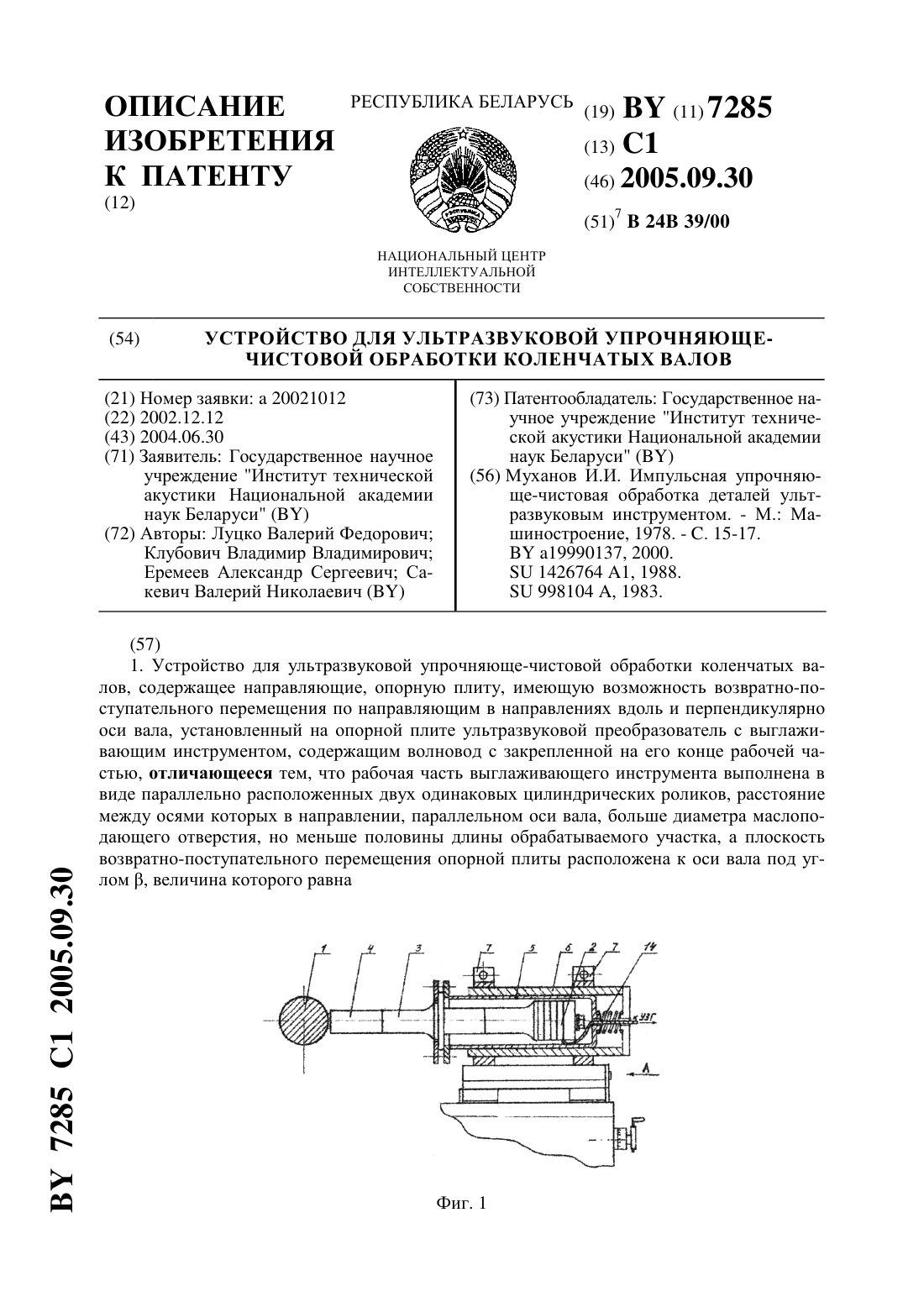
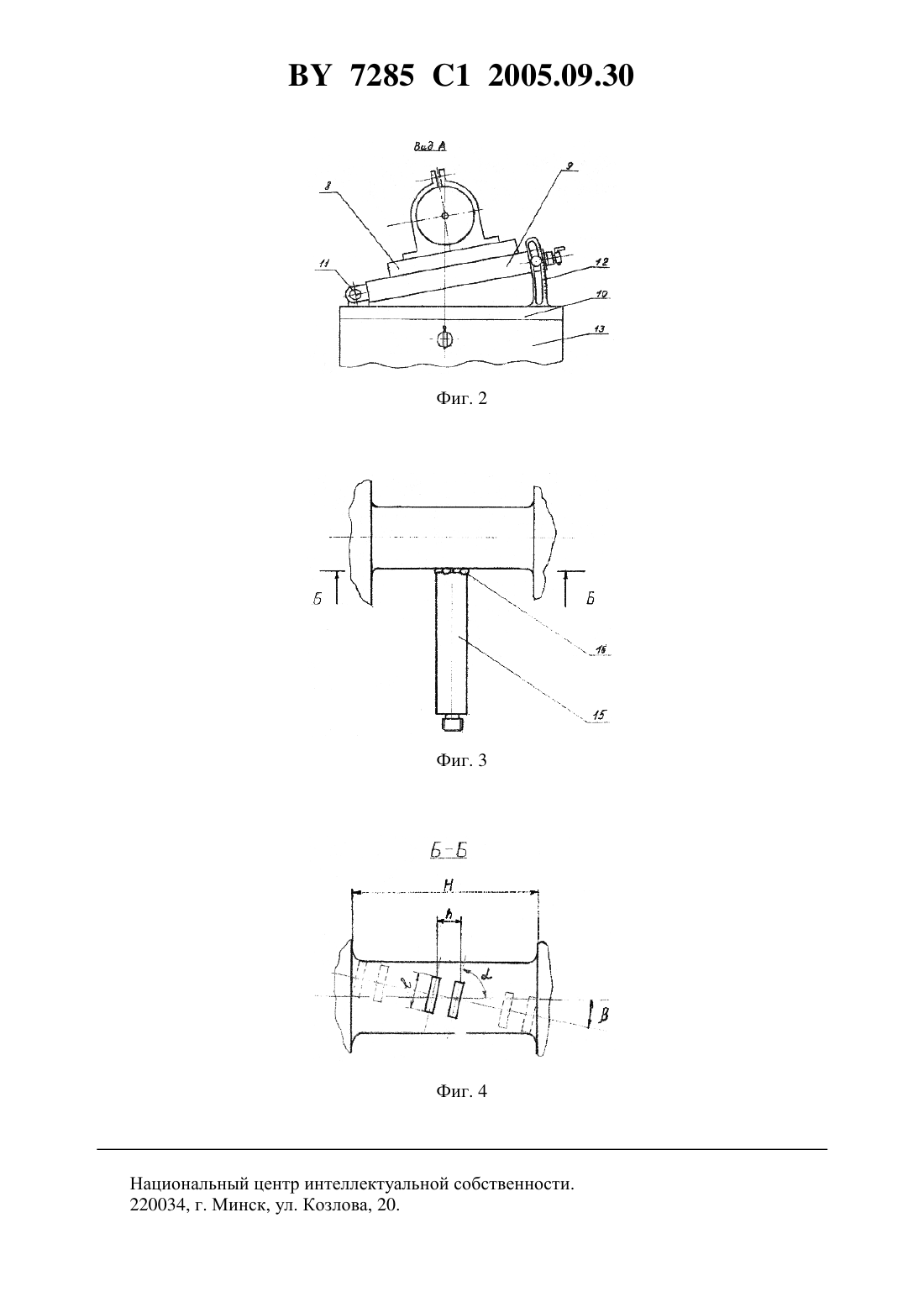
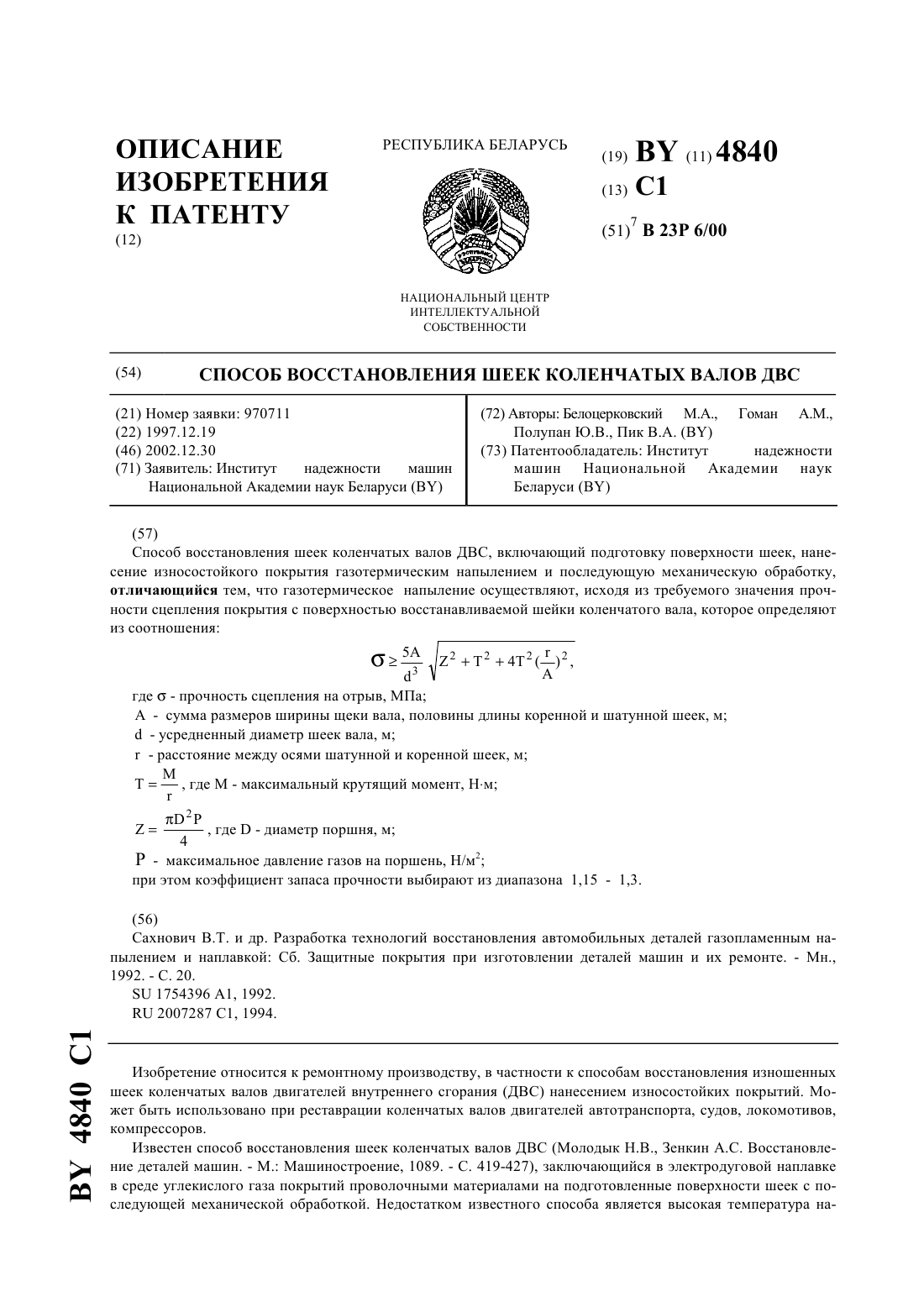
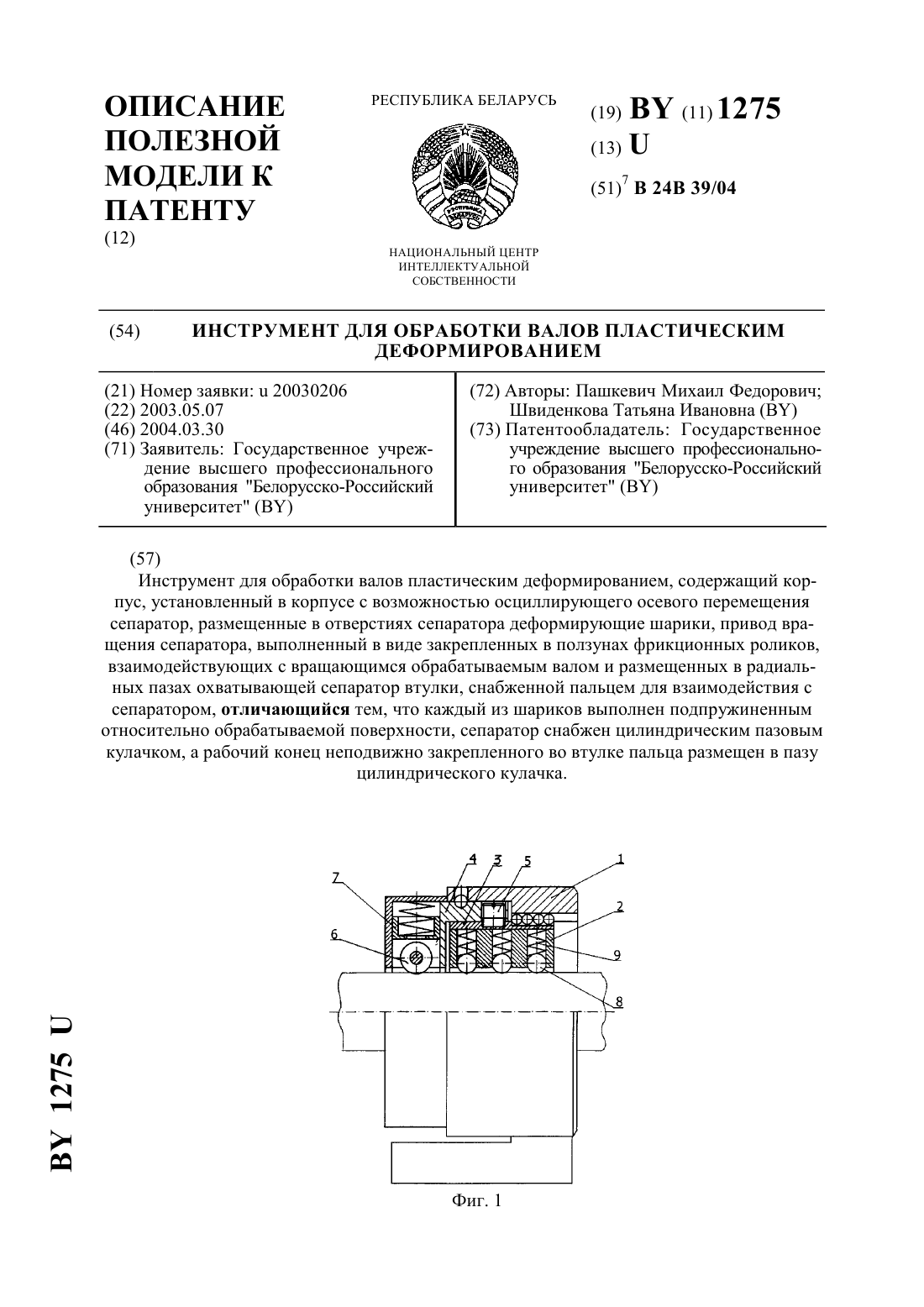
(51)24 39/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ УПРОЧНЯЮЩЕЧИСТОВОЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ(71) Заявитель Государственное научное учреждение Институт технической акустики Национальной академии наук Беларуси(72) Авторы Луцко Валерий Федорович Клубович Владимир Владимирович Еремеев Александр Сергеевич Сакевич Валерий Николаевич(73) Патентообладатель Государственное научное учреждение Институт технической акустики Национальной академии наук Беларуси(56) Муханов И.И. Импульсная упрочняюще-чистовая обработка деталей ультразвуковым инструментом. - М. Машиностроение, 1978. - . 15-17.19990137, 2000.1426764 1, 1988.998104 , 1983.(57) 1. Устройство для ультразвуковой упрочняюще-чистовой обработки коленчатых валов, содержащее направляющие, опорную плиту, имеющую возможность возвратно-поступательного перемещения по направляющим в направлениях вдоль и перпендикулярно оси вала, установленный на опорной плите ультразвуковой преобразователь с выглаживающим инструментом, содержащим волновод с закрепленной на его конце рабочей частью, отличающееся тем, что рабочая часть выглаживающего инструмента выполнена в виде параллельно расположенных двух одинаковых цилиндрических роликов, расстояние между осями которых в направлении, параллельном оси вала, больше диаметра маслоподающего отверстия, но меньше половины длины обрабатываемого участка, а плоскость возвратно-поступательного перемещения опорной плиты расположена к оси вала под углом , величина которого равна,где- длина цилиндрического ролика, мм- угол между осью цилиндрического ролика и осью вала, град- ширина обрабатываемого участка, мм- расстояние между осями цилиндрических роликов в направлении, параллельном оси вала, мм. 2. Устройство по п. 1, отличающееся тем, что содержит присоединенный к ультразвуковому преобразователю трансформатор амплитуды продольных колебаний, выходной торец которого жестко связан с выглаживающим инструментом. Изобретение относится к машиностроению и может быть использовано при изготовлении и ремонте коленчатых валов. Известно устройство для упрочнения с ультразвуком наружных цилиндрических поверхностей валов, содержащее ультразвуковой преобразователь, концентратор, расположенный на его торце деформирующий элемент в виде ролика, установленного под углом к оси детали, имеющего возможность вращения вокруг собственной оси и перемещения вдоль нее 1. Известное устройство не позволяет обработать всю шейку коленчатого вала вследствие упора концентратора в поверхность щек. Так как центр пятна контакта ролика с обрабатываемой поверхностью находится на оси волновода, то необработанным остается прилегающий к щекам коленчатого вала участок, минимальная ширина которого равна радиусу торца концентратора. Наряду с этим от ударного воздействия ролика, колеблющегося с ультразвуковой частотой, деформируется край маслоподающего отверстия. Наиболее близким по технической сущности к заявляемому техническому решению является устройство для упрочняюще-чистовой обработки ультразвуковым инструментом шеек валов, содержащее ультразвуковой генератор и опорную плиту, смонтированную на суппорте токарного станка. На плите установлены ультразвуковой преобразователь с выглаживающим инструментом, содержащим концентратор (волновод) с закрепленной на его конце рабочей частью в виде полусферы 2. Это устройство предназначено только для обработки цилиндрических поверхностей, в том числе шеек коленчатых валов, и не может быть использовано без дополнительных переналадок и приспособлений для обработки глубоко расположенных между высокими щеками шеек и галтелей коленчатых валов. Задачей, на решение которой направлено заявляемое изобретение, является расширение технологических возможностей устройства, улучшение качества обработки и увеличение номенклатуры обрабатываемых деталей. Сущность изобретения состоит в том, что устройство для ультразвуковой упрочняюще-чистовой обработки коленчатых валов, содержащее направляющие, опорную плиту,имеющую возможность возвратно-поступательного перемещения по направляющим в направлениях вдоль и перпендикулярно оси вала, установленный на опорной плите ультразвуковой преобразователь с выглаживающим инструментом, содержащим волновод с закрепленной на его конце рабочей частью, выполненной в виде расположенных параллельно двух одинаковых цилиндрических роликов, расстояние между осями которых в направлении, параллельном оси вала, больше диаметра маслоподающего отверстия, но меньше половины длины обрабатываемого участка, а плоскость возвратно-поступательного перемещения опорной плиты расположена к оси вала под углом , величина которого равна 2,где- длина цилиндрического ролика, мм- угол между осью цилиндрического ролика и осью вала, град- ширина обрабатываемого участка, мм- расстояние между осями цилиндрических роликов в направлении, параллельном оси вала, мм. К ультразвуковому преобразователю дополнительно присоединен трансформатор амплитуды продольных колебаний, выходной торец которого жестко связан с выглаживающим инструментом. Выполнение в заявляемом устройстве рабочей части выглаживающего инструмента в виде двух одинаковых цилиндрических роликов, расстояние между осями которых в направлении, параллельном оси вала, больше диаметра маслоподающего отверстия, исключает возможность попадания деформирующих элементов в отверстие одновременно. Т.о.,предотвращаются возможная деформация краев маслоподающего отверстия и поломка инструмента. Вместе с тем, это расстояние должно быть меньше половины ширины обрабатываемого участка, так как участки, обработанные первым и вторым деформирующим элементом, должны пересекаться. Расположение в предлагаемом изобретении плоскости возвратно-поступательного перемещения опорной плиты под расчетным угломк оси вала обусловлено необходимостью обработки шейки и галтелей за один проход инструмента. В этом случае обработка шейки производится скольжением по ней боковой поверхности роликов, а обработка галтелей осуществляется торцами роликов. При этом в процессе упрочняюще-чистовой обработки пятна контакта непрерывно смещаются как по поверхности шейки, так и по поверхностям цилиндрических роликов вдоль их образующих, что положительно влияет на качество обработки и эксплуатационные характеристики деформирующих элементов. Введение в предлагаемое устройство дополнительно трансформатора амплитуды продольных колебаний обусловлено необходимостью повышения амплитуды деформирующих элементов. В результате этого концентратор (волновод конического типа), служащий также для усиления амплитуды колебаний выглаживающего инструмента, можно заменить волноводом цилиндрического типа, что дает возможность без использования дополнительных переналадок и приспособлений вести обработку глубоко расположенных между высокими щеками шеек и галтелей коленчатых валов. Наряду с этим, без изменения конструкции устройства, возможно применение трансформаторов амплитуды продольных колебаний с разными коэффициентами усиления. Т.о., изменяя амплитуду колебаний инструмента, можно оптимизировать процесс обработки валов с различными физико-механическими и геометрическими параметрами. Изобретение поясняется фиг. 1-4, где на фиг. 1 изображено предполагаемое устройство, вид сбоку на фиг. 2 - вид А на фиг. 1 на фиг. 3 - ультразвуковой выглаживающий инструмент, общий вид на фиг. 4 - разрез Б-Б на фиг. 3. Устройство для ультразвуковой упрочняюще-чистовой обработки шеек коленчатого вала 1 содержит ультразвуковой генератор (не показан), последовательно соединенные преобразователь ультразвуковых колебаний 2, трансформатор амплитуды продольных колебаний 3, ультразвуковой выглаживающий инструмент 4, составляющие акустическую систему. Посредством фланца, выполненного в узле колебаний трансформатора амплитуды,акустическая система с возможностью поворота крепится к корпусу 5 преобразователя. Корпус подпружинен и расположен внутри стакана 6, который при помощи держателей 7,с возможностью поворота, стакан крепится к верхней опорной плите 8. Верхняя опорная плита имеет возможность возвратно-поступательного перемещения по направляющим 9 7285 1 2005.09.30 вдоль обрабатываемой поверхности, а угол ее подъема относительно нижней плиты 10 устанавливают поворотом вокруг оси 11 по шкале 12 с делениями. Необходимое статическое усиление прижима инструмента к обрабатываемой поверхности обеспечивают подачей нижней плиты по направляющим 13 перпендикулярно оси шейки вала за счет сжатия пружины 14. Ультразвуковой выглаживающий инструмент 4 содержит волновод 15 и рабочую часть 16 в виде расположенных параллельно двух одинаковых цилиндрических роликов из высокопрочного и износостойкого материала, жестко закрепленных на конце волновода. При этом расстояние между осями роликов в направлении оси шейки вала должно быть равно или больше диаметра маслоподающего отверстия, а их радиус - в пределах г 1,5-5,0 мм, т.е. близким или равным радиусу обрабатываемых галтелей вала. Устройство работает следующим образом. Коленчатый вал 1 устанавливают в центрах или центросместителях токарного станка. Путем поворота акустической системы, в состав которой входит ультразвуковой выглаживающий инструмент 4, относительно корпуса 5 преобразователя 2 устанавливают определенное значение угла наклонаоси роликов 16 к оси шейки вала в рекомендуемых пределах 45-90. По известным значениям угламежду осью цилиндрического ролика и осью детали, ширины шейки коленчатого вала , расстоянию между осями цилиндрических роликов в направлении, параллельном оси детали , длине цилиндрического роликаопределяют уголмежду плоскостью возвратно-поступательного перемещения опорной плиты 10 и осью детали. Уголустанавливают по шкале 12 путем поворота опорной плиты относительно нижней плиты 10 вокруг оси 11. Подводят один из цилиндрических роликов рабочей части инструмента 16 до упора в галтель. Перемещением нижней плиты по направляющим 13 сжимают тарированную прижимную пружину 14, которая создаст необходимое статическое усилие в зоне контакта инструмента с обрабатываемой поверхностью. Затем с одновременным включением вращения вала и подачей ультразвуковых колебаний на инструмент производят механическую подачу расположенной в наклонной плоскости верхней опорной плиты по направляющим 9 вдоль шейки вала до упора в противоположную галтель. Выключают станок и отводят инструмент. Цикл упрочняюще-чистовой обработки шейки и галтелей коленчатого вала окончен. Использование предлагаемого изобретения обеспечивает по сравнению с известными устройствами следующие преимущества значительно увеличивается срок службы инструмента, так как в процессе обработки пятно контакта смещается вдоль образующей линии цилиндрических роликов по всей их длине машинное время обработки валов с галтелями (например, шатунных и коренных шеек и галтелей коленчатых валов автотракторных двигателей) на финишной операции уменьшается благодаря обработке галтелей и шейки за один проход инструмента без дополнительных устройств и переналадок улучшается качество обработки галтелей и шеек валов за счет задания инструменту оптимальной амплитуды колебаний путем выбора трансформатора амплитуды продольных колебаний с заданным коэффициентом усиления. Источники информации 1. А.с. СССР 1426764, МПК В 08 В 3/12, 1984. 2. Муханов И.И. Импульсная упрочняюще-чистовая обработка деталей машин ультразвуковым инструментом. - . Машиностроение, 1978. - С. 15-17, 31. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24B 39/00
Метки: коленчатых, валов, обработки, устройство, ультразвуковой, упрочняюще-чистовой
Код ссылки
<a href="https://by.patents.su/5-7285-ustrojjstvo-dlya-ultrazvukovojj-uprochnyayushhe-chistovojj-obrabotki-kolenchatyh-valov.html" rel="bookmark" title="База патентов Беларуси">Устройство для ультразвуковой упрочняюще-чистовой обработки коленчатых валов</a>
Способ восстановления шеек коленчатых валов ДВС
Номер патента: 4840
Опубликовано: 30.12.2002
Авторы: Пик Валерий Андреевич, Белоцерковский Марат Артемович, Полупан Юрий Владимирович, Гоман Аркадий Михайлович
МПК: B23P 6/00
Метки: двс, способ, валов, шеек, коленчатых, восстановления
Текст:
...долговечности восстановленных коленчатых валов (Барановский В.Э. Применение активированной металлизации при восстановлении тяжелонагруженных коленчатых валов В сб. Современные материалы и оборудование для упрочнения деталей. - Новополоцк. - С. 65). Коэффициент запаса прочностидля двигателей мощностью до 100 кВт составляет 1,15 для двигателей от 100 до 300 кВт - 1,201,25 для двигателей более 300 кВт - 1,301,35. Снижение энергозатрат...
Инструмент для обработки валов пластическим деформированием
Номер патента: U 1275
Опубликовано: 30.03.2004
Авторы: Швиденкова Татьяна Ивановна, Пашкевич Михаил Федорович
МПК: B24B 39/04
Метки: валов, деформированием, инструмент, обработки, пластическим
Текст:
...беговой дорожкой, выполненной по синусоиде 2. Данный инструмент также обеспечивает недостаточную производительность обработки, так как в нем используется лишь один деформирующий элемент. Задачей настоящей полезной модели является повышение производительности обработки. Поставленная задача решается тем, что в инструменте для обработки валов пластическим деформированием, содержащем корпус, установленный в корпусе с возможностью...
Устройство для обработки валов пластическим деформированием
Номер патента: U 2177
Опубликовано: 30.09.2005
Авторы: Пашкевич Михаил Федорович, Минаков Анатолий Петрович, Зайцев Денис Леонидович
МПК: B24C 1/10
Метки: обработки, валов, деформированием, пластическим, устройство
Текст:
...имеются сопла и штуцер 2. Это устройство также обладает низкой производительностью, так как имеет небольшую площадь контакта деформирующих элементов с поверхностью заготовки. В этой связи возникает задача повышения производительности обработки. Эта задача решается тем, что в устройстве для обработки валов пластическим деформированием, содержащем корпус, закрепленный в корпусе стакан с размещенными в нем деформирующими элементами и...
Устройство для ультразвуковой контактной очистки изделий

Номер патента: 7251
Опубликовано: 30.09.2005
Авторы: Сакевич Валерий Николаевич, Луцко Валерий Федорович, Мазуренко Руслан Владимирович, Еремеев Александр Сергеевич
МПК: B08B 3/12
Метки: устройство, ультразвуковой, изделий, очистки, контактной
Текст:
...акустическую опору в виде упругих элементов, расположенных напротив излучающих торцов волноводов стержневого типа с противоположной стороны относительно очищаемых изделий, а акустическая система выполнена с последовательно соединенными между собой трансформатором амплитуды продольных колебаний и длинноконтурным волноводом, при этом трансформатор амплитуды продольных колебаний входным торцом жестко связан с ультразвуковым преобразователем, а...
Способ обработки наружных поверхностей деталей машин
Номер патента: 5643
Опубликовано: 30.12.2003
Авторы: Угодников Андрей Валерьевич, Булавин Владимир Алексеевич, Клубович Владимир Владимирович, Олехнович Валентин Станиславович, Сакевич Валерий Николаевич
МПК: B24B 39/00
Метки: машин, наружных, деталей, обработки, поверхностей, способ
Текст:
...имеющие отверстия типа маслоподающих отверстий на шейках коленчатых валов. Осуществляя подачу цилиндрического инструмента вдоль образующей детали в одном направлении до конца обрабатываемого участка, а затем в противоположном, не меняя направления вращения детали, тем самым наносим ромбовидньй микрорельеф. Таким образом, для повышения износостойкости трущихся деталей в известном способе обработки наружных поверхностей деталей машин...
Предыдущий патент: Волоконно-оптический модулятор
Следующий патент: Керамическая масса для изготовления стеновых изделий
Случайный патент: Способ управления дифференциалами многоприводных колесных машин