Электрод для контактной точечной сварки
Номер патента: U 401
Опубликовано: 30.12.2001
Авторы: Дорожкин Нил Николаевич, Дьяченко Ольга Владимировна, Кузнечик Олег Ольгердович, Гафо Юрий Натанович
Текст
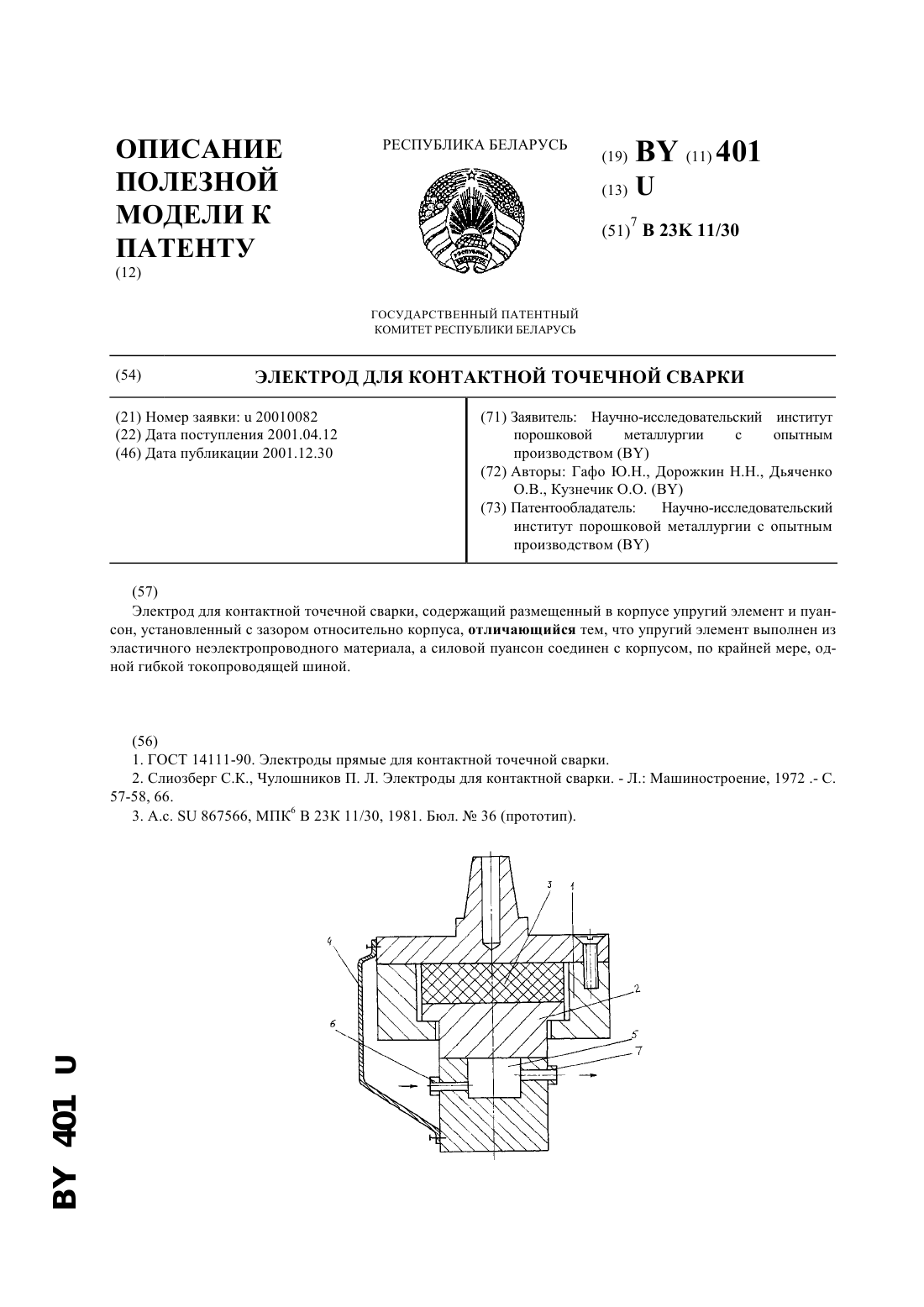
(12) ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ ЭЛЕКТРОД ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ(71) Заявитель Научно-исследовательский институт порошковой металлургии с опытным производством(73) Патентообладатель Научно-исследовательский институт порошковой металлургии с опытным производством(57) Электрод для контактной точечной сварки, содержащий размещенный в корпусе упругий элемент и пуансон, установленный с зазором относительно корпуса, отличающийся тем, что упругий элемент выполнен из эластичного неэлектропроводного материала, а силовой пуансон соединен с корпусом, по крайней мере, одной гибкой токопроводящей шиной.(56) 1. ГОСТ 14111-90. Электроды прямые для контактной точечной сварки. 2. Слиозберг С.К., Чулошников П. Л. Электроды для контактной сварки. - Л. Машиностроение, 1972 .- С. 57-58, 66. 3. А 867566, МПК 6 В 23 К 11/30, 1981. Бюл.36 (прототип). 401 1 Электрод для контактной точечной сварки относится к сварке, в частности к электродам для контактной точечной сварки. Известны электроды для контактной точечной сварки по ГОСТ 14111-91 1 Электроды для контактной точечной сварки. Недостатком этих электродов является возможность их применения только при сварке деталей равномерной толщины. Этот недостаток устраняется в конструкции самоустанавливающихся электродов. Известен самоустанавливающийся электрод с плоской поверхностью 2, состоящий из двух подвижно соединенных элементов. Самоустановка поворотного электрода происходит за счет сферической опоры. Электрод выполнен водоохлаждаемым. Во избежание течи воды электрод имеет уплотнение в виде резинового кольца. Данное устройство позволяет сваривать крупногабаритные детали, имеющие уклоны или плавно изменяющуюся толщину. Однако в данном устройстве в местах подвижных соединений происходит механическое и электроэрозионное изнашивание. Это сокращает срок службы данного устройства и повышает энергозатраты. Наиболее близким к предлагаемой полезной модели по технической сущности является электрод для контактной точечной сварки 3, содержащий в своем корпусе токоведущий стержень, проходящий сквозь отверстие в упругом элементе, сам элемент и пуансон из немагнитного материала. Пуансон установлен с зазором относительно корпуса. Данное устройство обеспечивает самоустановку электрода. Однако наличие одновременно поджимного пуансона и токоведущего стержня увеличивает энергетические потери, а также снижает надежность и долговечность электрода. Задачей предлагаемой полезной модели является снижение энергозатрат и повышение срока службы электрода при сварке деталей неравномерной толщины. Решение поставленной задачи достигается тем, что в устройстве электрода для контактной точечной сварки, содержащего размещенный в корпусе упругий элемент и силовой пуансон, установленный с зазором относительно корпуса, силовой пуансон соединен с корпусом токопроводящими шинами, а упругий элемент выполнен из эластичного неэлектропроводного материала. На чертеже представлена схема предлагаемого электрода. Электрод для контактной точечной сварки содержит корпус 1 и размещенные в нем пуансон 2 и упругий элемент 3. Силовой пуансон 2 соединен с корпусом 1 токоведущими шинами 4. В пуансоне 2 выполнена полость 5 для охлаждающей жидкости. Полость 5 соединяет штуцер 6 входного шланга со штуцером 7 сливного шланга. В процессе сварки охлаждающая жидкость поступает через входной штуцер 6 в полость 5,охлаждая рабочий торец силового пуансона 2. Из полости 5 охлаждающая жидкость поступает к штуцеру 7 сливного шланга. Для обеспечения возможности изготовления полости 5 силовой пуансон 2 выполнен составным. Отдельные части силового пуансона 2 соединяют после изготовления полости 5 с помощью сварки или пайки. Сварной или паяный шов, соединяющий части силового пуансона 2, является связующим и должен обеспечить только герметичность соединения. Устройство работает следующим образом. С момента выдачи сигнала с аппаратуры управления машиной контактной точечной сварки на сжатие электродов свариваемые детали поджимают пуансоном 2, и по мере нарастания усилия сжатия упругий элемент 3 деформируется. Самоцентрирование пуансона 2 происходит за счет сжатия упругого элемента 3, зазоров между корпусом 1 и силовым пуансоном 2. Силовой пуансон 2 соприкасается с поверхностью свариваемых деталей и передает усилие сжатия в зоне формирования литого ядра. Ток проводится посредством гибких токопроводящих шин 4. По окончании цикла сварки и снятия усилия сжатия электрод возвращается в исходное положение. При повторении цикла сварки элементы электрода работают в той же последовательности. Данное устройство позволяет снизить энергозатраты и повысить срок службы электрода. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B23K 11/30
Метки: сварки, точечной, электрод, контактной
Код ссылки
<a href="https://by.patents.su/2-u401-elektrod-dlya-kontaktnojj-tochechnojj-svarki.html" rel="bookmark" title="База патентов Беларуси">Электрод для контактной точечной сварки</a>
Электрод для контактной точечной сварки
Номер патента: 103
Опубликовано: 30.09.1994
Авторы: Павловский А. Н., Мазаник О. Н.
МПК: B23K 11/30
Метки: электрод, контактной, сварки, точечной
Текст:
...8. установленные с возмож Тностью взаимодействия с коническими по верхностями 9 10. выполненными на держателе 4 И пуансоне 2. Корпус 1 снабжен ограничителем осевого относительно него перемещения пуансона 2 и держателя 4, выполненным в виде ввернутого в резьбо- .вое отверстие корпуса 1 винта 11, введенного в прорезь 12 пуансона 2 и паз 13 держателя 4. который также предотвращает и выпадение держателя 4 и пуансона 2 из корпуса...
Электрод для контактной сварки
Номер патента: U 197
Опубликовано: 30.12.2000
Авторы: Глод Анатолий Вальдемарович, Константинов Валерий Михайлович, Пантелеенко Федор Иванович, Рабец Валерий Васильевич
МПК: B23K 11/30
Метки: контактной, электрод, сварки
Текст:
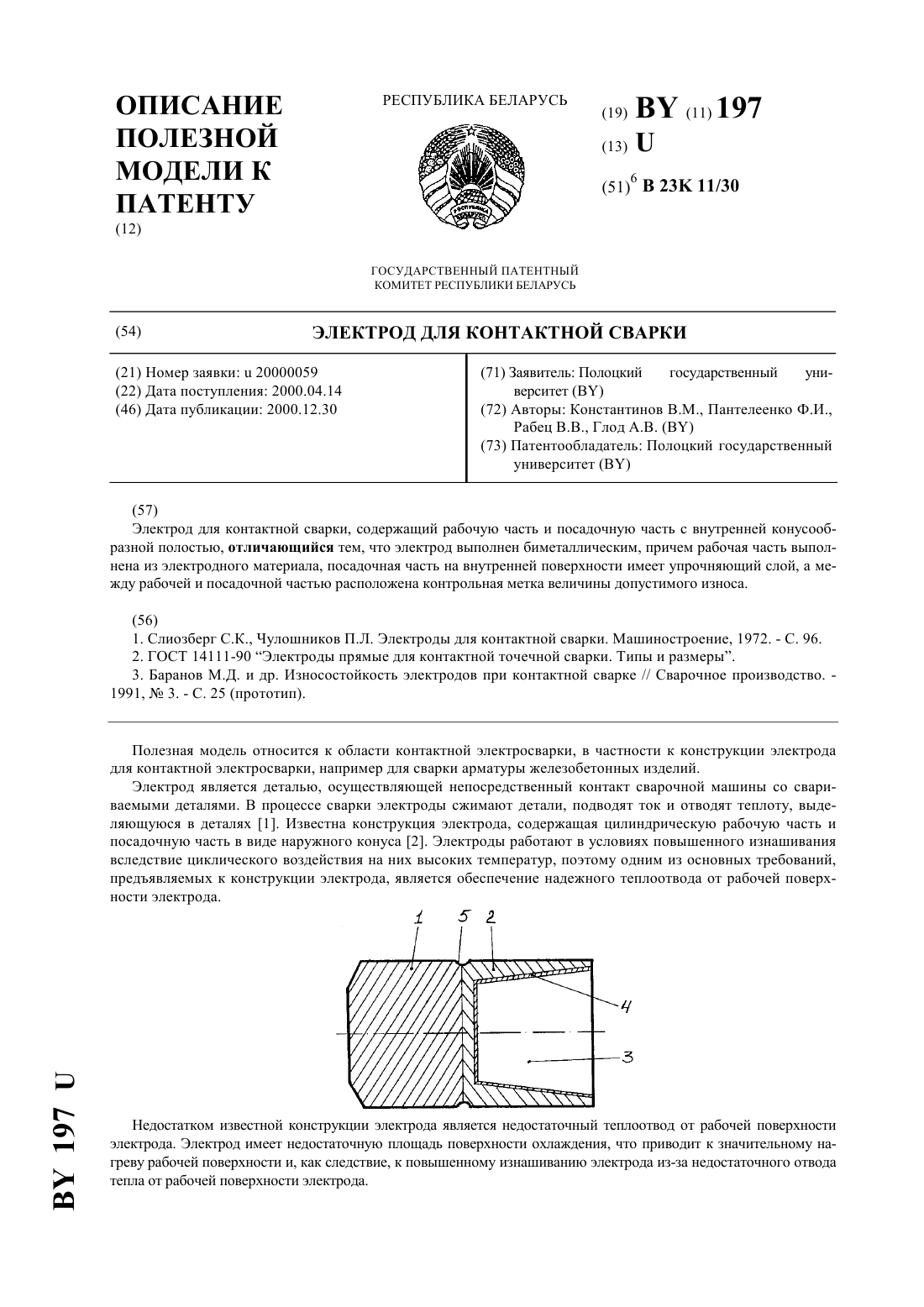
...выполненная из меди, на внутренней поверхности имеет упрочняющий слой, а также между рабочей и посадочной частью расположена контрольная метка величины допустимого износа. Биметаллическая конструкция электрода может быть получена, например, методом ручной ванно-дуговой наплавки электродного материала на медную заготовку в водоохлаждаемой форме. Упрочняющий слой на внутреннюю поверхность посадочной части может быть нанесен, например, с...
Электрод для рельефной сварки
Номер патента: 71
Опубликовано: 30.09.1994
Авторы: Мазаник О. Н., Павловский А. Н.
МПК: B23K 11/30, B23K 11/14
Метки: электрод, сварки, рельефной
Текст:
...-На фиг. 1 изображен предлагаемый электроде упором в виде втулки. общий вид на фиг. 2 то же. в рабочем положении на фиг. 3 электрод с упором-втулкой. опирающейся в процессе сварки на нижний элек трод на фиг. 4 электрод с упором. ТМОНТИПОЕЭННЫМ на ДЕРЖЭТЕЛЭ ТОКОПОДВОт дящего стержня. - Электрод содержит токоподводящий стержень 1 с охлаждающим каналом 2. установленный держателе 3. На резьбу стерж Пггбэсттеглтзтгайка 5. Упор 4...
Машина для роликовой сварки контактной проволокой
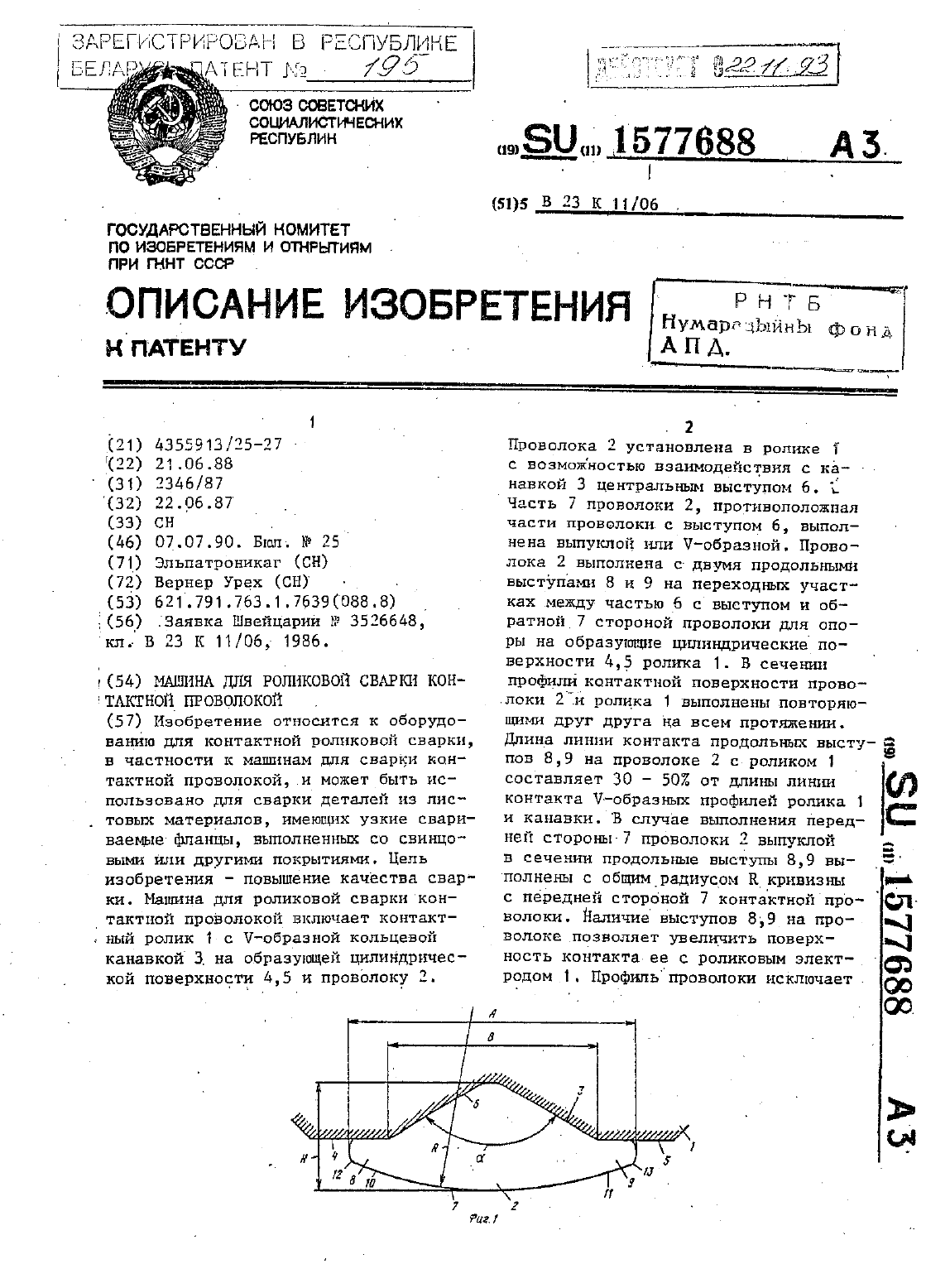
Номер патента: 195
Опубликовано: 30.12.1994
Автор: Вернер Урех
МПК: B23K 11/06
Метки: контактной, машина, сварки, роликовой, проволокой
Текст:
...качества сварки. Надежность предотвращения такого поворота является максимальной, если соблюдать нижний предел увеличения поверхности контакта электрод - проволока (за счет выступов 8 и 9) порядка 302. Превьшение верхнего предела 50 является нецелесообраэным,так как оно приводитк увеличению потери материала проволоки (проволока не участвует в процессе сварки, т.е. не расходуется).Находящаяся В направляющей канав ке 3 обратная часть 6...
Машина для продольной контактной роликовой сварки корпусов банок
Номер патента: 193
Опубликовано: 30.12.1994
Авторы: Вилли Мюлер, Вернер Зуттер, Маттиас Фрей
МПК: B23K 11/06
Метки: продольной, сварки, машина, роликовой, корпусов, банок, контактной
Текст:
...и установлены горизонТЭЛЬНО СМВЖНЫМИ ШИрОКИМИ СТОРОНЭМИ ПО перечного сечения. Согласно изображению на фиг.2 слева они под прямым углом отогнуть вверх И ВВРТИКЗПЬНО введены В сварочный трансформатор 7. При этом расстояние между вертикальными участками 32 и 33 шин соответствует расстоянию между горизонтальными участками этих шин.. Второй кронштейн 15 имеет круговое поперечное сечение с нижней и верхней плоскими поверхностями. Первыйшинопровод 9...
Предыдущий патент: Гидрозатвор сосуда для сбраживания пищевых продуктов
Следующий патент: Держатель ключей
Случайный патент: Способ электрохимической обработки металлических изделий, преимущественно из меди и медных сплавов, под гальванические покрытия