Электродный узел для контактной точечной сварки
Номер патента: U 759
Опубликовано: 30.12.2002
Авторы: Дьяченко Ольга Владимировна, Гафо Юрий Натанович, Лемеш Евгений Викентьевич, Дорожкин Нил Николаевич
Текст
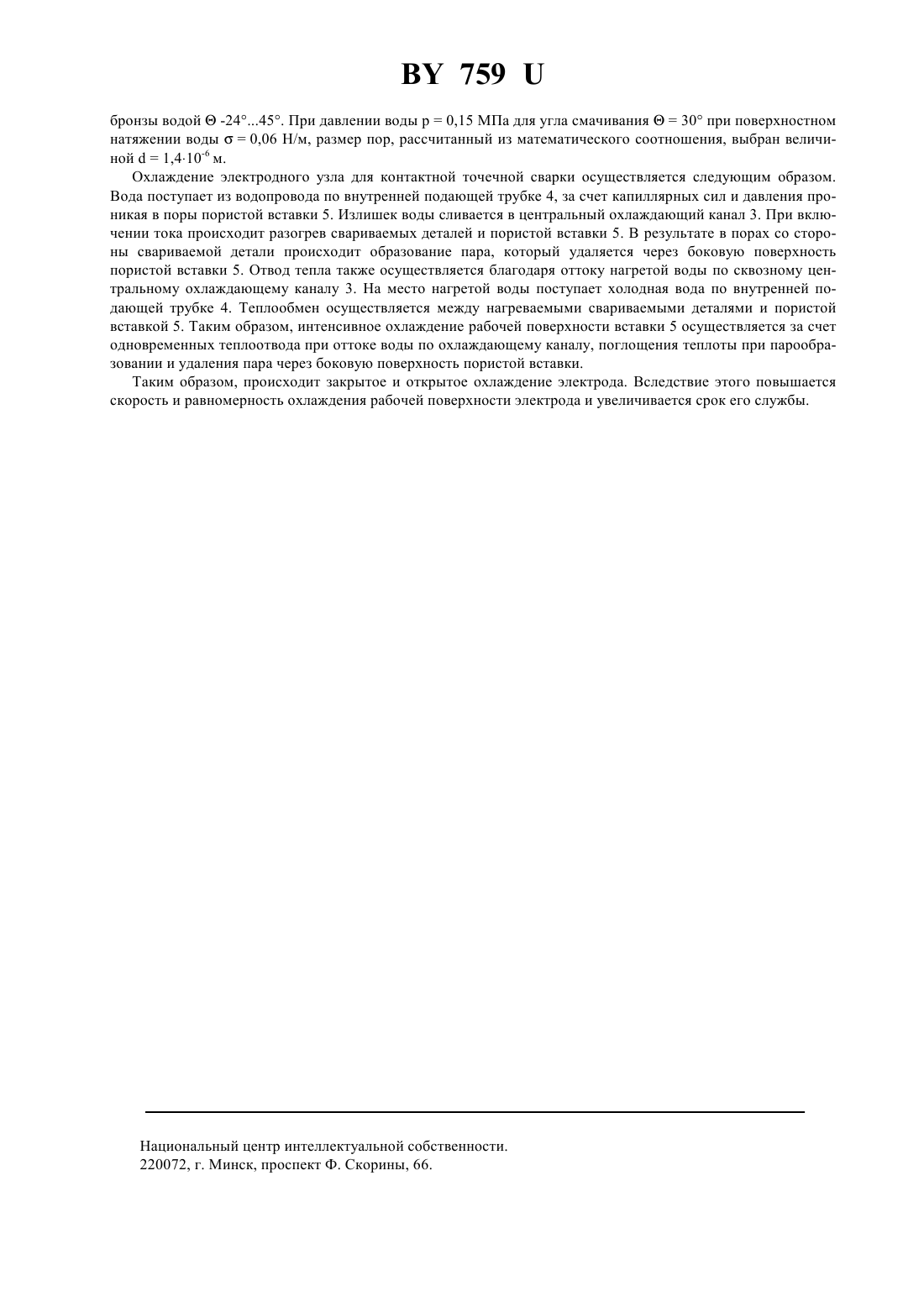
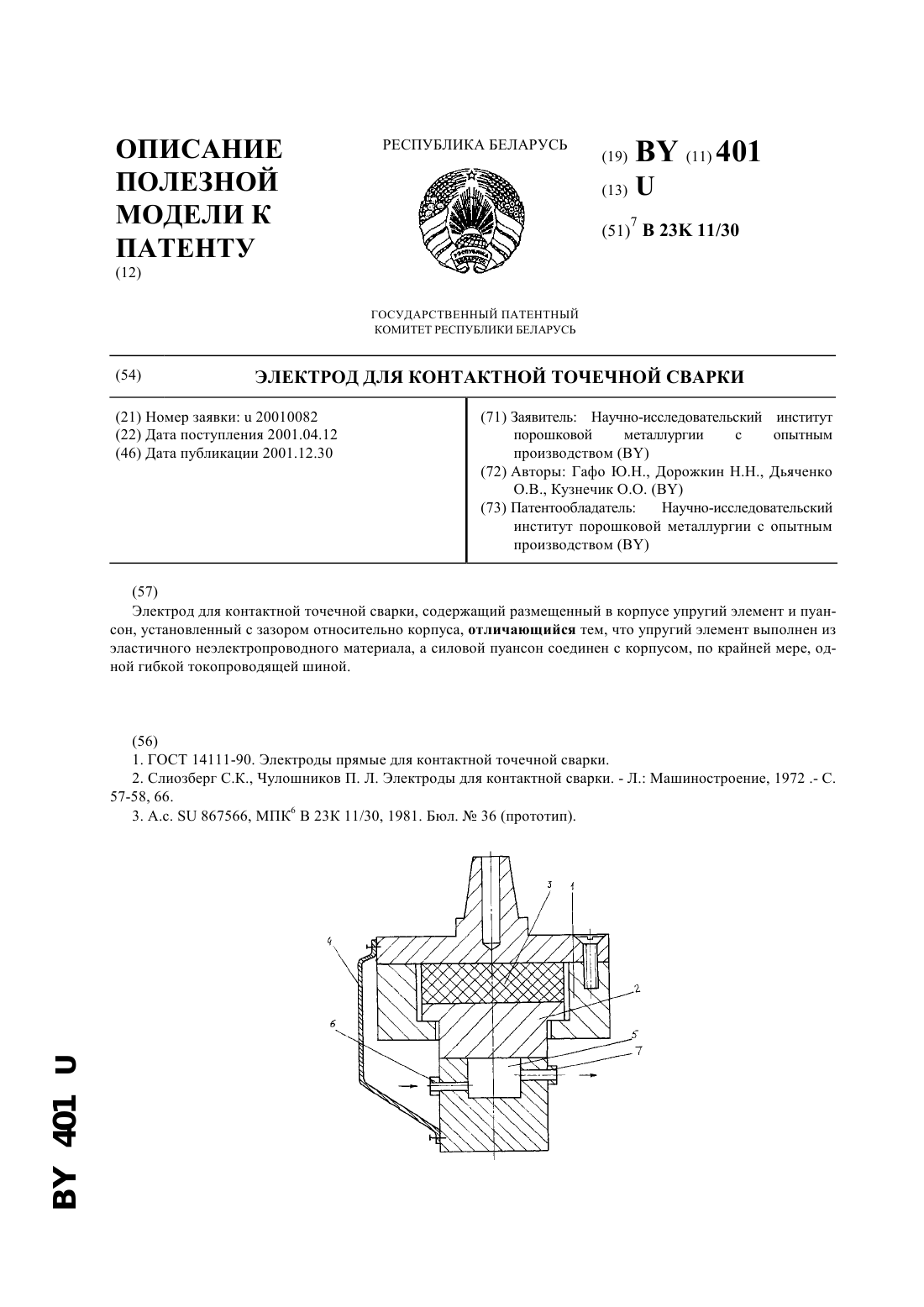
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЭЛЕКТРОДНЫЙ УЗЕЛ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Электродный узел для контактной точечной сварки, содержащий электрододержатель, выполненный со сквозным центральным охлаждающим каналом, внутреннюю подающую трубку, установленную в охлаждающем канале, и электрод, снабженный газоводопроницаемым пористым элементом, установленным в контакте с центральным охлаждающим каналом электрода со стороны его рабочего торца, отличающийся тем,что пористый элемент выполнен из смачиваемого охлаждающей жидкостью электропроводного материала выступающим над торцом электрода на высоту, превышающую размер пор, а размер пор пористого элемента выбирают из соотношения 4, где- размер пор, м- поверхностное натяжение охлаждающей жидкости, Н/м- краевой угол смачивания охлаждающей жидкостью материала элемента, град р - давление охлаждающей жидкости, Па. Электродный узел для контактной точечной сварки относится к сварке, в частности к устройствам для контактной точечной сварки. Известны электроды для точечной контактной сварки с внутренним охлаждением проточной водой 1. Для этого в электроде делают глухое отверстие диаметром приблизительно равным половине диаметра электрода. Чем выше расход воды и ближе дно отверстия к рабочей поверхности, тем интенсивнее охлаждение. Недостаток этого устройства проявляется в недостаточной эффективности его охлаждения водой вследствие отсутствия открытого охлаждения электрода. Перегрев электрода, приводит к уменьшению срока его службы. Наиболее близким к предлагаемому техническому решению является электродный узел для контактной точечной сварки 2, содержащий электрод и электрододержатель, выполненные со сквозным центральным охлаждающим каналом для повышения качества сварки он снабжен газоводопроницаемой вставкой из диэлектрического материала, установленной в центральном охлаждающем канале электрода со стороны его рабочего торца, и газовым соплом, установленным в противоположном конце центрального охлаждающего канала. Однако в этом устройстве отсутствует проточное охлаждение. Кроме того, во вставке, находящейся в центральном охлаждающем канале образуется парогазовая прослойка, которую невозможно удалить, что препятствует интенсивному охлаждению и приводит к быстрому износу рабочей поверхности электрода. Отсутствие электропроводности материала вставки приводит к неравномерности распределения сварочного тока и, как следствие, к снижению качества сварки. Задачей предлагаемой полезной модели является увеличение срока службы электрода и качества сварки за счет повышения скорости и равномерности охлаждения электрода, а также равномерности распределения сварочного тока. Решение поставленной задачи достигается тем, что в устройстве электродного узла для контактной точечной сварки, содержащем электрододержатель, выполненный со сквозным центральным охлаждающим каналом, внутреннюю подающую трубку, установленную в охлаждающем канале, и электрод, который снабжен газоводопроницаемым пористым элементом, установленным в контакте с центральным охлаждающим каналом электрода со стороны его рабочего торца, пористый элемент выполнен из смачиваемого охлаждающей жидкостью электропроводного материала выступающим над торцом электрода на высоту, превышающую размер пор, а размер пор пористого элемента выбирают из соотношения где- размер пор, м- поверхностное натяжение охлаждающей жидкости, Н/м- краевой угол смачивания охлаждающей жидкостью материала элемента, град р - давление охлаждающей жидкости, Па. Вставка выполнена из электропроводного материала для увеличения проводимости в центральной части электрода, что приводит к повышению равномерности распределения сварочного тока и улучшению качества сварки. Жидкость за счет капиллярных сил проникает в поры пористой вставки. При включении тока происходит разогрев пористой вставки, парообразование и выход пара через боковые части пористой вставки. Одновременно идет подпитка жидкостью пористой вставки. Диаметр пор и расположение пористой вставки выбирается таким образом, чтобы жидкость не выдавливалась на начальном режиме сварки. Сущность технического решения поясняется чертежом. Электродный узел для контактной точечной сварки содержит электрододержатель 1 с расположенным в нем электродом 2, имеющим сквозной центральный охлаждающий канал 3, с размещенной в нем трубкой 4. Трубка 4 сообщается с каналом 3 и служит для подвода охлаждающей жидкости от водопровода. Для более эффективного охлаждения вставка 5, изготовленная из пористого токопроводящего материала, например из спеченного бронзового порошка, способная пропускать поток охлаждающей жидкости, запрессована в трубку 2. Быстрое охлаждение пористой вставки 5 осуществляется при протекании внутри нее потока охлаждающей жидкости. Пористый элемент выполнен из бронзы ОФ-10-1 с пористостью 25-30 и изготовлен методами порошковой металлургии. В качестве охлаждающей жидкости использовалась вода. Краевой угол смачивания 2 759 бронзы водой-2445. При давлении воды р 0,15 МПа для угла смачивания 30 при поверхностном натяжении воды 0,06 Н/м, размер пор, рассчитанный из математического соотношения, выбран величиной 1,410-6 м. Охлаждение электродного узла для контактной точечной сварки осуществляется следующим образом. Вода поступает из водопровода по внутренней подающей трубке 4, за счет капиллярных сил и давления проникая в поры пористой вставки 5. Излишек воды сливается в центральный охлаждающий канал 3. При включении тока происходит разогрев свариваемых деталей и пористой вставки 5. В результате в порах со стороны свариваемой детали происходит образование пара, который удаляется через боковую поверхность пористой вставки 5. Отвод тепла также осуществляется благодаря оттоку нагретой воды по сквозному центральному охлаждающему каналу 3. На место нагретой воды поступает холодная вода по внутренней подающей трубке 4. Теплообмен осуществляется между нагреваемыми свариваемыми деталями и пористой вставкой 5. Таким образом, интенсивное охлаждение рабочей поверхности вставки 5 осуществляется за счет одновременных теплоотвода при оттоке воды по охлаждающему каналу, поглощения теплоты при парообразовании и удаления пара через боковую поверхность пористой вставки. Таким образом, происходит закрытое и открытое охлаждение электрода. Вследствие этого повышается скорость и равномерность охлаждения рабочей поверхности электрода и увеличивается срок его службы. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B23K 11/30
Метки: узел, сварки, точечной, электродный, контактной
Код ссылки
<a href="https://by.patents.su/3-u759-elektrodnyjj-uzel-dlya-kontaktnojj-tochechnojj-svarki.html" rel="bookmark" title="База патентов Беларуси">Электродный узел для контактной точечной сварки</a>
Электродный узел для контактной точечной сварки
Номер патента: 4660
Опубликовано: 30.09.2002
Авторы: Килессо Сергей Михайлович, Березиенко Валерий Петрович, Попковский Виктор Александрович, Тарасенко Ирина Владимировна
МПК: B23K 11/30
Метки: контактной, точечной, узел, электродный, сварки
Текст:
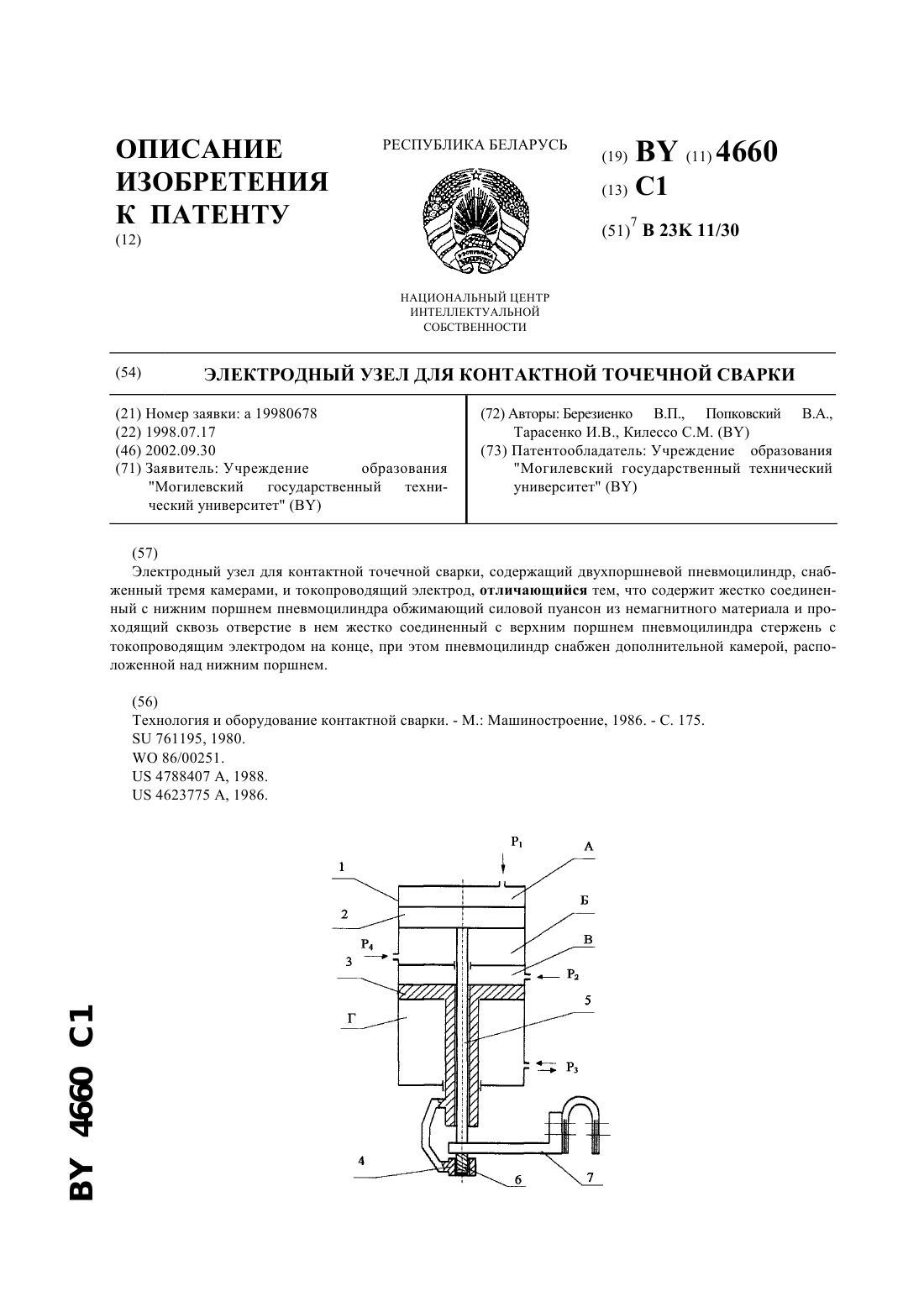
...содержащий двухпоршневый пневмоцилиндр, снабженный тремя камерами, и токопроводящий электрод, согласно изобретению, содержит жестко соединенный с нижним поршнем пневмоцилиндра обжимающий силовой пуансон из немагнитного материала и проходящий сквозь отверстие в нем жестко соединенный с верхним поршнем пневмоцилиндра стержень с токопроводящим электродом на конце, при этом пневмоцилиндр снабжен дополнительной камерой, расположенной над нижним...
Электрод для контактной точечной сварки
Номер патента: U 401
Опубликовано: 30.12.2001
Авторы: Дьяченко Ольга Владимировна, Гафо Юрий Натанович, Дорожкин Нил Николаевич, Кузнечик Олег Ольгердович
МПК: B23K 11/30
Метки: контактной, точечной, сварки, электрод
Текст:
...материала. Пуансон установлен с зазором относительно корпуса. Данное устройство обеспечивает самоустановку электрода. Однако наличие одновременно поджимного пуансона и токоведущего стержня увеличивает энергетические потери, а также снижает надежность и долговечность электрода. Задачей предлагаемой полезной модели является снижение энергозатрат и повышение срока службы электрода при сварке деталей неравномерной толщины. Решение...
Электрод для контактной точечной сварки
Номер патента: 103
Опубликовано: 30.09.1994
Авторы: Павловский А. Н., Мазаник О. Н.
МПК: B23K 11/30
Метки: сварки, контактной, электрод, точечной
Текст:
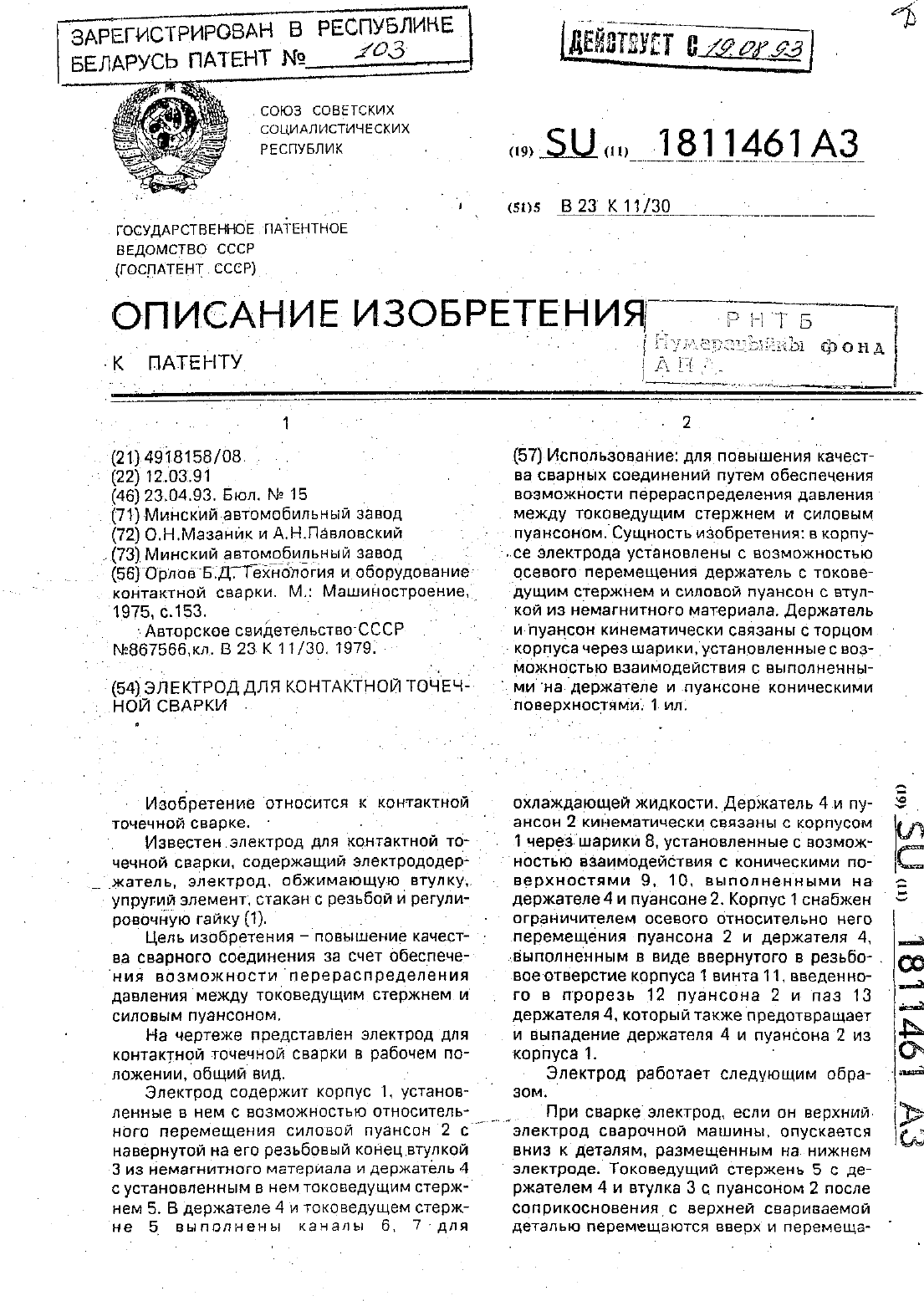
...8. установленные с возмож Тностью взаимодействия с коническими по верхностями 9 10. выполненными на держателе 4 И пуансоне 2. Корпус 1 снабжен ограничителем осевого относительно него перемещения пуансона 2 и держателя 4, выполненным в виде ввернутого в резьбо- .вое отверстие корпуса 1 винта 11, введенного в прорезь 12 пуансона 2 и паз 13 держателя 4. который также предотвращает и выпадение держателя 4 и пуансона 2 из корпуса...
Электрод для контактной сварки
Номер патента: U 197
Опубликовано: 30.12.2000
Авторы: Рабец Валерий Васильевич, Константинов Валерий Михайлович, Глод Анатолий Вальдемарович, Пантелеенко Федор Иванович
МПК: B23K 11/30
Метки: электрод, контактной, сварки
Текст:
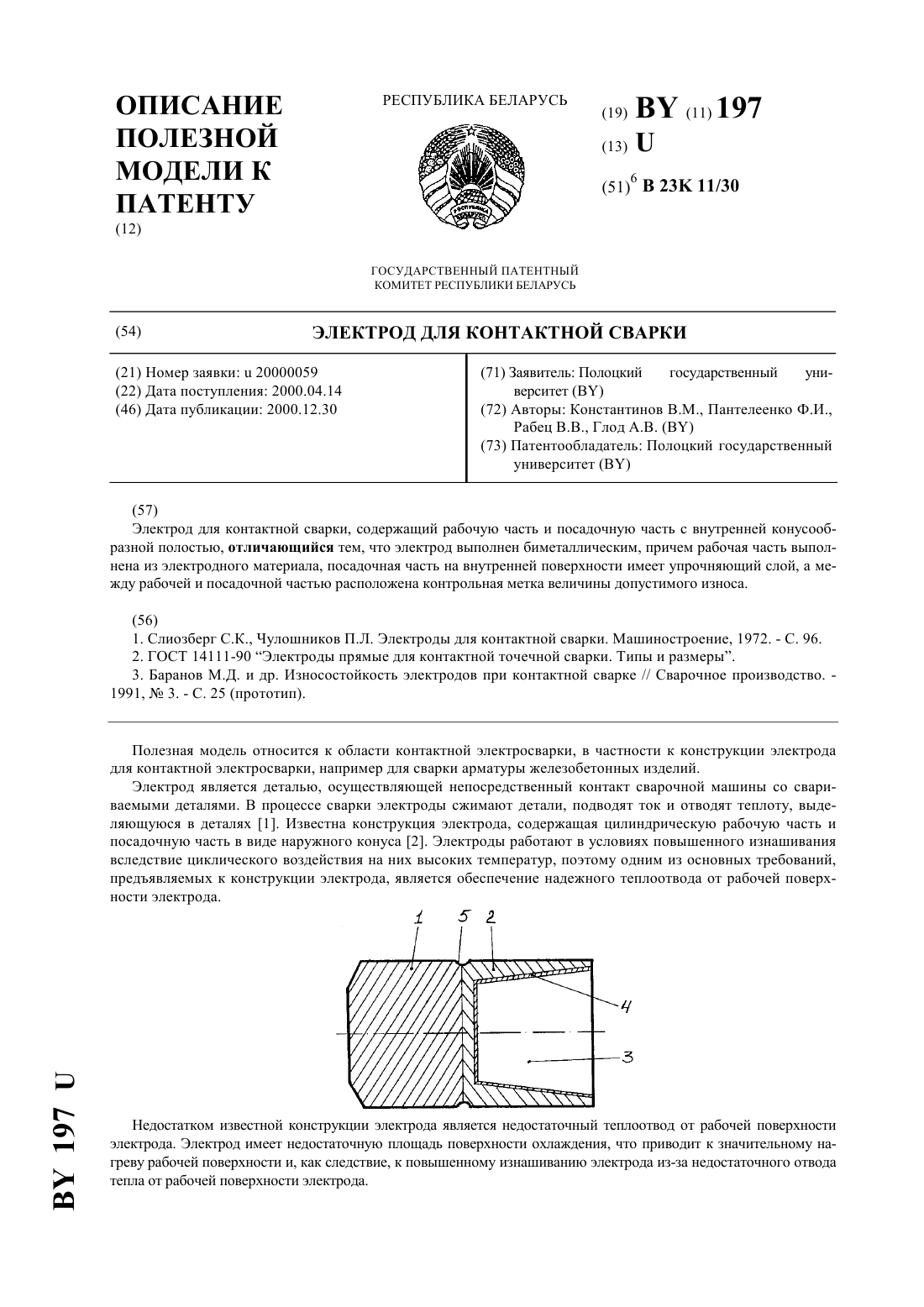
...выполненная из меди, на внутренней поверхности имеет упрочняющий слой, а также между рабочей и посадочной частью расположена контрольная метка величины допустимого износа. Биметаллическая конструкция электрода может быть получена, например, методом ручной ванно-дуговой наплавки электродного материала на медную заготовку в водоохлаждаемой форме. Упрочняющий слой на внутреннюю поверхность посадочной части может быть нанесен, например, с...
Машина для роликовой сварки контактной проволокой
Номер патента: 195
Опубликовано: 30.12.1994
Автор: Вернер Урех
МПК: B23K 11/06
Метки: сварки, роликовой, проволокой, контактной, машина
Текст:
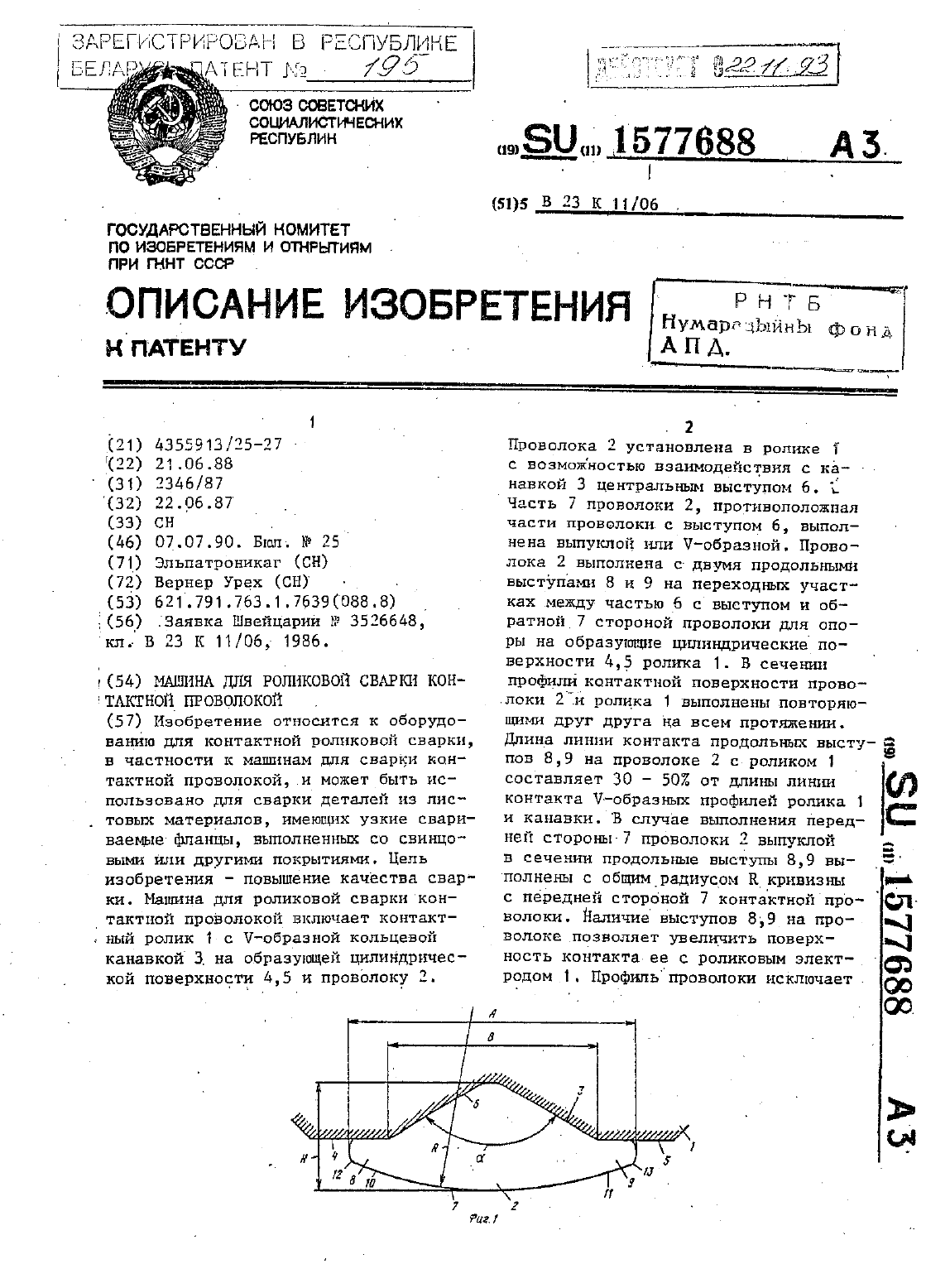
...качества сварки. Надежность предотвращения такого поворота является максимальной, если соблюдать нижний предел увеличения поверхности контакта электрод - проволока (за счет выступов 8 и 9) порядка 302. Превьшение верхнего предела 50 является нецелесообраэным,так как оно приводитк увеличению потери материала проволоки (проволока не участвует в процессе сварки, т.е. не расходуется).Находящаяся В направляющей канав ке 3 обратная часть 6...
Предыдущий патент: Машина для предварительной очистки зерна
Следующий патент: Катушка пластиковая
Случайный патент: Способ реставрации пластин с пленкой поликристаллического кремния при изготовлении интегральных микросхем