Способ получения гранулированного термопласта, наполненного стеклянными или синтетическими волокнами и способ получения длинномерного армированного материала
Номер патента: 4214
Опубликовано: 30.12.2001
Авторы: Сечко Александр Эдуардович, Свириденок Анатолий Иванович, Энгельне Михаил Владимирович, Орач Владимир Мирославович
Текст
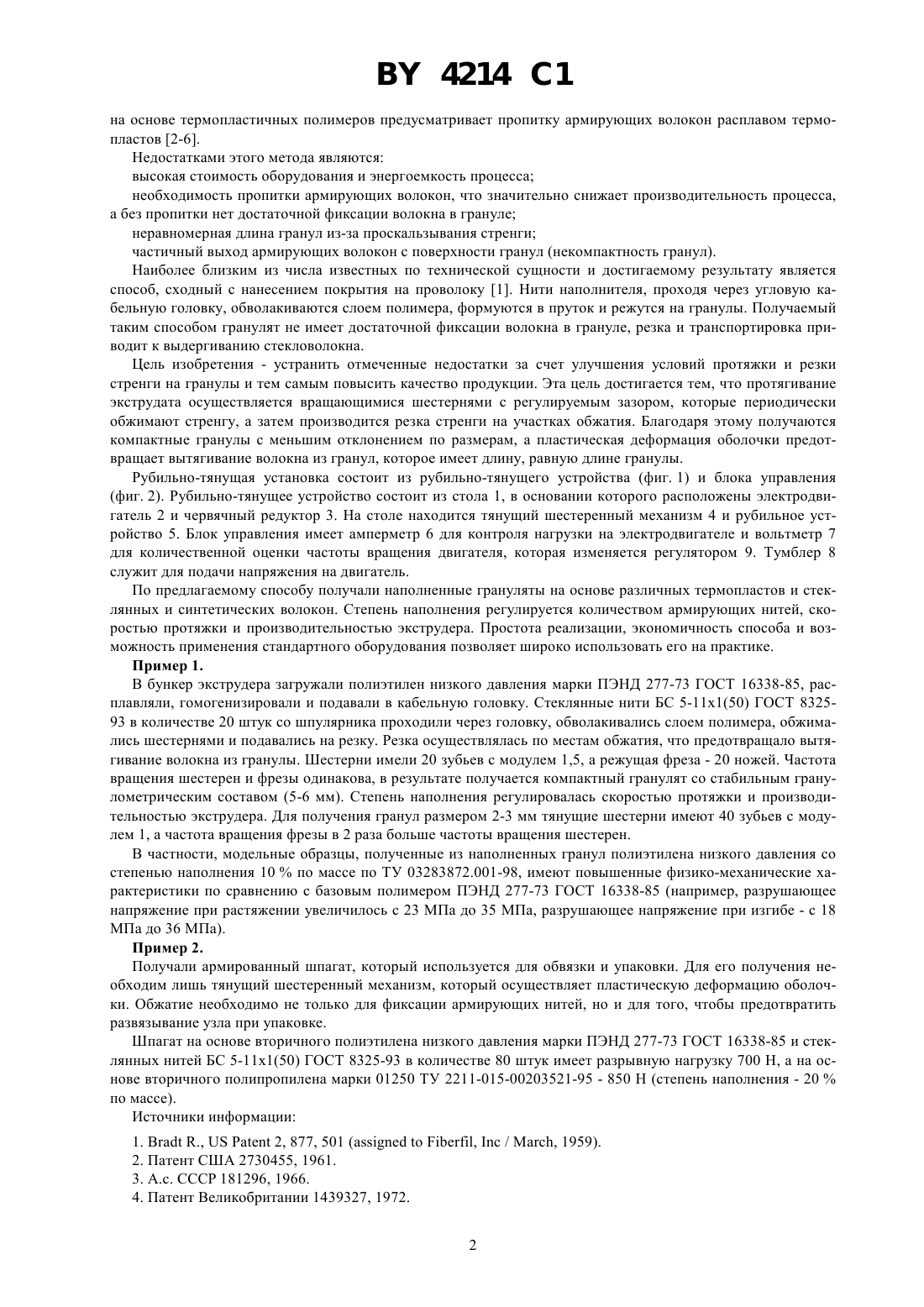
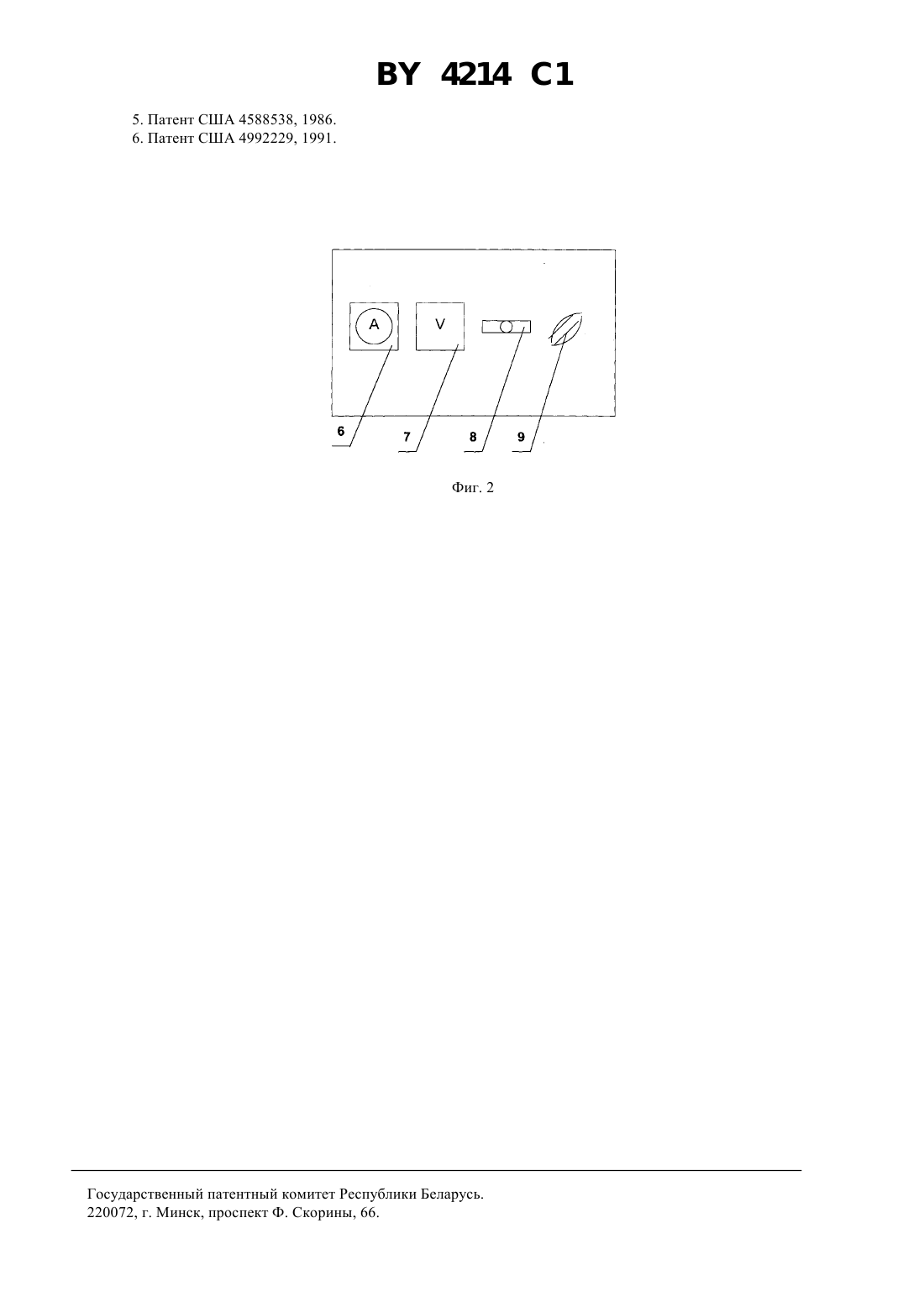
08 3/12 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ТЕРМОПЛАСТА,НАПОЛНЕННОГО СТЕКЛЯННЫМИ ИЛИ СИНТЕТИЧЕСКИМИ ВОЛОКНАМИ, И СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНОГО АРМИРОВАННОГО МАТЕРИАЛА(71) Заявитель Отдел проблем ресурсосбережения Национальной академии наук Беларуси(73) Патентообладатель Отдел проблем ресурсосбережения Национальной академии наук Беларуси(57) 1. Способ получения гранулированного термопласта, наполненного стеклянными или синтетическими волокнами, путем экструдирования термопластичного полимера на пучок армирующих волокон с последующей резкой на гранулы, отличающийся тем, что перед резкой осуществляют протягивание экструдата вращающимися шестернями, при этом, обжимая шестернями, подвергают его периодическому пластическому деформированию, а резку на гранулы осуществляют на участках деформирования. 2. Способ по п. 1, отличающийся тем, что экструдат подают на резку при помощи направляющих. 3. Способ получения длинномерного армированного материала путем экструдирования термопластичного полимера на пучок армирующих волокон, отличающийся тем, что осуществляют протягивание экструдата вращающимися шестернями, при этом, обжимая шестернями, подвергают его периодическому пластическому деформированию. Фиг. 1 Способ получения относится к пултрузионной и кабельной технологиям получения армированных термопластичных материалов. Пултрузионная технология получения армированных профилей, лент, гранулятов 4214 1 на основе термопластичных полимеров предусматривает пропитку армирующих волокон расплавом термопластов 2-6. Недостатками этого метода являются высокая стоимость оборудования и энергоемкость процесса необходимость пропитки армирующих волокон, что значительно снижает производительность процесса,а без пропитки нет достаточной фиксации волокна в грануле неравномерная длина гранул из-за проскальзывания стренги частичный выход армирующих волокон с поверхности гранул (некомпактность гранул). Наиболее близким из числа известных по технической сущности и достигаемому результату является способ, сходный с нанесением покрытия на проволоку 1. Нити наполнителя, проходя через угловую кабельную головку, обволакиваются слоем полимера, формуются в пруток и режутся на гранулы. Получаемый таким способом гранулят не имеет достаточной фиксации волокна в грануле, резка и транспортировка приводит к выдергиванию стекловолокна. Цель изобретения - устранить отмеченные недостатки за счет улучшения условий протяжки и резки стренги на гранулы и тем самым повысить качество продукции. Эта цель достигается тем, что протягивание экструдата осуществляется вращающимися шестернями с регулируемым зазором, которые периодически обжимают стренгу, а затем производится резка стренги на участках обжатия. Благодаря этому получаются компактные гранулы с меньшим отклонением по размерам, а пластическая деформация оболочки предотвращает вытягивание волокна из гранул, которое имеет длину, равную длине гранулы. Рубильно-тянущая установка состоит из рубильно-тянущего устройства (фиг. 1) и блока управления(фиг. 2). Рубильно-тянущее устройство состоит из стола 1, в основании которого расположены электродвигатель 2 и червячный редуктор 3. На столе находится тянущий шестеренный механизм 4 и рубильное устройство 5. Блок управления имеет амперметр 6 для контроля нагрузки на электродвигателе и вольтметр 7 для количественной оценки частоты вращения двигателя, которая изменяется регулятором 9. Тумблер 8 служит для подачи напряжения на двигатель. По предлагаемому способу получали наполненные грануляты на основе различных термопластов и стеклянных и синтетических волокон. Степень наполнения регулируется количеством армирующих нитей, скоростью протяжки и производительностью экструдера. Простота реализации, экономичность способа и возможность применения стандартного оборудования позволяет широко использовать его на практике. Пример 1. В бункер экструдера загружали полиэтилен низкого давления марки ПЭНД 277-73 ГОСТ 16338-85, расплавляли, гомогенизировали и подавали в кабельную головку. Стеклянные нити БС 5-11 х 1(50) ГОСТ 832593 в количестве 20 штук со шпулярника проходили через головку, обволакивались слоем полимера, обжимались шестернями и подавались на резку. Резка осуществлялась по местам обжатия, что предотвращало вытягивание волокна из гранулы. Шестерни имели 20 зубьев с модулем 1,5, а режущая фреза - 20 ножей. Частота вращения шестерен и фрезы одинакова, в результате получается компактный гранулят со стабильным гранулометрическим составом (5-6 мм). Степень наполнения регулировалась скоростью протяжки и производительностью экструдера. Для получения гранул размером 2-3 мм тянущие шестерни имеют 40 зубьев с модулем 1, а частота вращения фрезы в 2 раза больше частоты вращения шестерен. В частности, модельные образцы, полученные из наполненных гранул полиэтилена низкого давления со степенью наполнения 10 по массе по ТУ 03283872.001-98, имеют повышенные физико-механические характеристики по сравнению с базовым полимером ПЭНД 277-73 ГОСТ 16338-85 (например, разрушающее напряжение при растяжении увеличилось с 23 МПа до 35 МПа, разрушающее напряжение при изгибе - с 18 МПа до 36 МПа). Пример 2. Получали армированный шпагат, который используется для обвязки и упаковки. Для его получения необходим лишь тянущий шестеренный механизм, который осуществляет пластическую деформацию оболочки. Обжатие необходимо не только для фиксации армирующих нитей, но и для того, чтобы предотвратить развязывание узла при упаковке. Шпагат на основе вторичного полиэтилена низкого давления марки ПЭНД 277-73 ГОСТ 16338-85 и стеклянных нитей БС 5-11 х 1(50) ГОСТ 8325-93 в количестве 80 штук имеет разрывную нагрузку 700 Н, а на основе вторичного полипропилена марки 01250 ТУ 2211-015-00203521-95 - 850 Н (степень наполнения - 20 по массе). Источники информации 1..,2, 877, 501 (,/ , 1959). 2. Патент США 2730455, 1961. 3. А.с. СССР 181296, 1966. 4. Патент Великобритании 1439327, 1972. 2 Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 3
МПК / Метки
МПК: B29C 47/00, C08J 3/12
Метки: способ, или, волокнами, термопласта, наполненного, материала, гранулированного, получения, стеклянными, синтетическими, армированного, длинномерного
Код ссылки
<a href="https://by.patents.su/3-4214-sposob-polucheniya-granulirovannogo-termoplasta-napolnennogo-steklyannymi-ili-sinteticheskimi-voloknami-i-sposob-polucheniya-dlinnomernogo-armirovannogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ получения гранулированного термопласта, наполненного стеклянными или синтетическими волокнами и способ получения длинномерного армированного материала</a>
Способ получения аммонизированного гранулированного суперфосфата
Номер патента: 1639
Опубликовано: 30.03.1997
Авторы: Первинкин Валерий Евгеньевич, Самсонов Виктор Алексеевич, Сеген Николай Николаевич, Максименко Николай Филиппович, Долгий Федор Иванович, Зезюкин Виктор Михайлович, Козлова Анна Михайловна, Каштелян Николай Григорьевич
МПК: C05B 1/06
Метки: способ, аммонизированного, получения, суперфосфата, гранулированного
Текст:
...кремнефтористоводородной кислоты с образованием необходимого количества активной двуокиси кремния. При рН выше 4, видимо, образуется большое количество дикальцийфосфата. Наибольший эффект по прочности гранул имеет место при соблюдении соотношения 2540,4-0,9, видимо, при этих условиях на стадии аммонизации образуется оптимальное количество сульфата аммония и активной двуокиси кремния. Заявляемый способ был опробирован в лабораторных...
Способ получения гранулированного гидролизного лигнина
Номер патента: 2717
Опубликовано: 30.03.1999
Авторы: Павлечко Владимир Никифорович, Короткевич Валентин Алексеевич, Фалюшин Петр Леонтьевич
Метки: гидролизного, гранулированного, способ, лигнина, получения
Текст:
...конечного продукта без существенного возрастания прочности получаемых гранул. Заявленный способ получения гранулированного гидролизного лигнина осуществляют следующим образом. Исходный гидролизный лигнин, содержащий, как правило, 65 влаги и 0,5 серной кислоты, вместе с веществом,нейтрализующим серную кислоту,подают в загрузочный бункер. В качестве вещества, нейтрализующего серную кислоту, могут быть использованы оксиды или гидроксиды...
Способ получения гранулированного калийного удобрения
Номер патента: 1996
Опубликовано: 30.12.1997
Авторы: Варава Мария Михайловна, Горбачев Александр Стефанович, Воробьева Елена Викторовна, Крутько Николай Павлович, Калугин Петр Алексеевич, Кузьмин Ефим Исакович, Зуськова Татьяна Андреевна, Палто Павел Петрович, Нос Валентина Иосифовна, Пироговская Галина Владимировна, Богдевич Иосиф Михайлович
Метки: способ, удобрения, получения, гранулированного, калийного
Текст:
...к ухудшению показателей прочности гранул. Таблица 1 Содержание микроэлеПрочность гранул КС 1 по истечении суток (МПа) ментов в г на 100 г КС 1 медь цинк 0,20 26,3 26,0 0,30 25,0 25,4 0,50 24,5 24,0 0,75 23,9 24,0 1,00 23,6 24,4 1,15 22,1 22,0 Пример 1. 4,5 г 50-ного раствора лигносульфонатов смешивают с 22,5 г 0,5-ного раствора полиакриламида (соотношение компонентов 10,05), затем в смесь вводят 2,5 г сульфата меди (или цинка). Смесью...
Способ получения гранулированного мела
Номер патента: 1042
Опубликовано: 14.03.1996
Авторы: Козлова София Литмановна, Ковалевич Владислав Антонович, Куцелай Ростислав Владимирович, Туровский Леонид Николаевич, Донещик Юрий Евгеньевич, Клинчук Евгений Сергеевич
МПК: C01F 11/18
Метки: получения, гранулированного, мела, способ
Текст:
...уменьшение пористости повышает прочность гранул и позволяет снизить количество модифицирующей добавки.Раствор содержит 6,78 кг однозамещенной натриевой соли фосфорной кислоты ЫаН 2 РО 4 или 0,4 Р 2 О 5 к массе мела. Пульпу перемешивают в течение 1 ч, затем подают в сушилку с механическим распылением. Температура вверху сушильной камеры 45 ОС температура отходящих газов - 120 С. Влажность готового продукта 1,6.После сушки...
Способ получения непылящего гранулированного калийного удобрения
Номер патента: 1269
Опубликовано: 16.09.1996
Авторы: Фритиоф Вердельманн, Райнер Вочке, Арно Зингевальд
МПК: C05D 1/02
Метки: получения, удобрения, калийного, способ, гранулированного, непылящего
Текст:
...концентрированные растворы СаС 12 и М 5 С 12.Предметом настоящего изобретения является в особенности однородная смесь из мелассы с приблизительно 47 содержания сахара и раствора СаС 12 с концентрацией СаС 12 от 30 до 40 или раствора МС с концентрацией М 3 С 12 от 23 до 33, которая отвечает особым образом требованиям, предъявляемым к средству для связывания пыли.Далее заявитель сообщает, что у ведущих фирм сахарной промышленности...
Предыдущий патент: Смазочно-охлаждающая жидкость для механической обработки металлических сплавов и способ ее получения.
Следующий патент: Материал для ремонта дорожных покрытий
Случайный патент: Способ лечения острого панкреатита