Способ автоматического управления процессом ввода добавок в готовый продукт
Текст
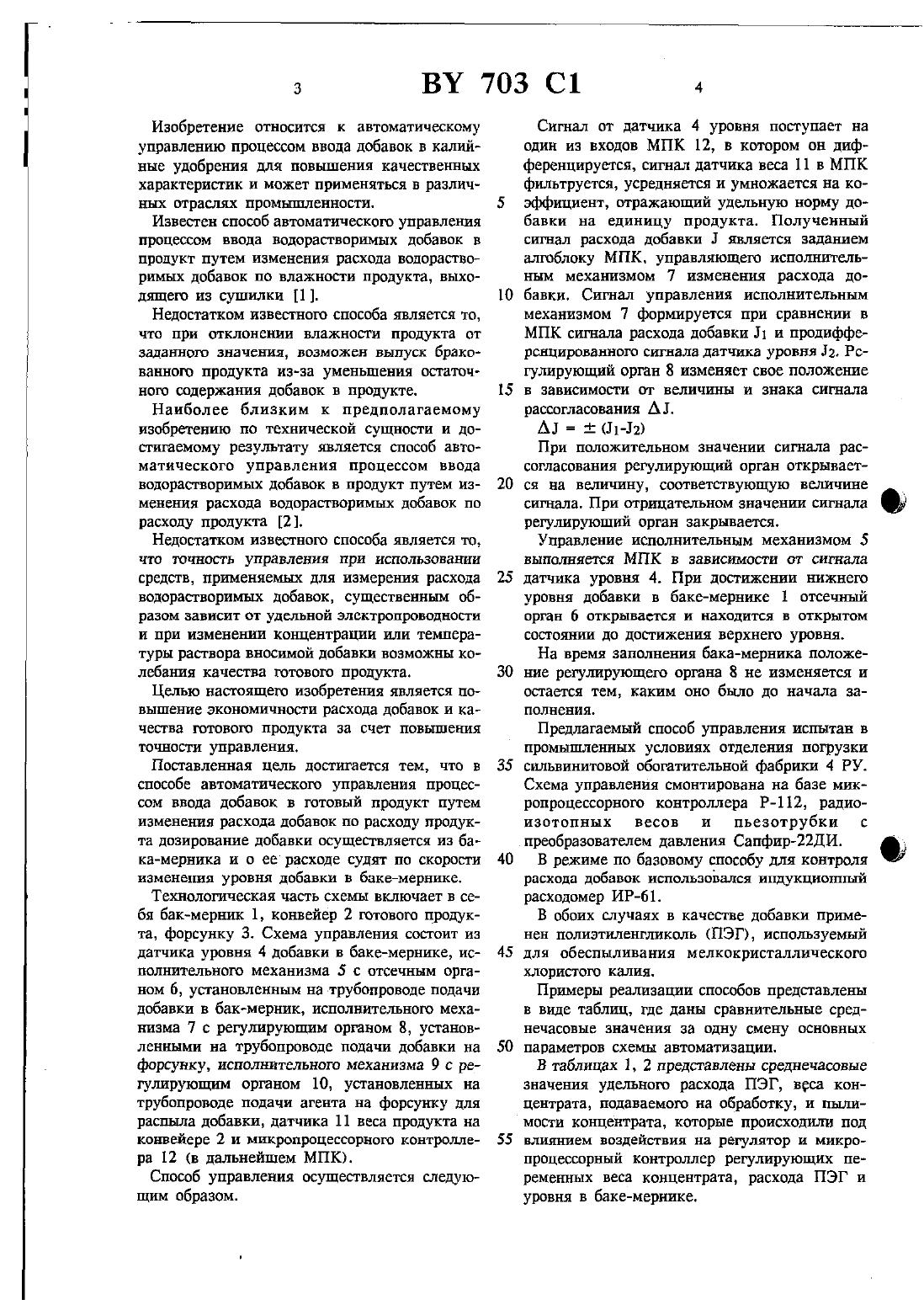
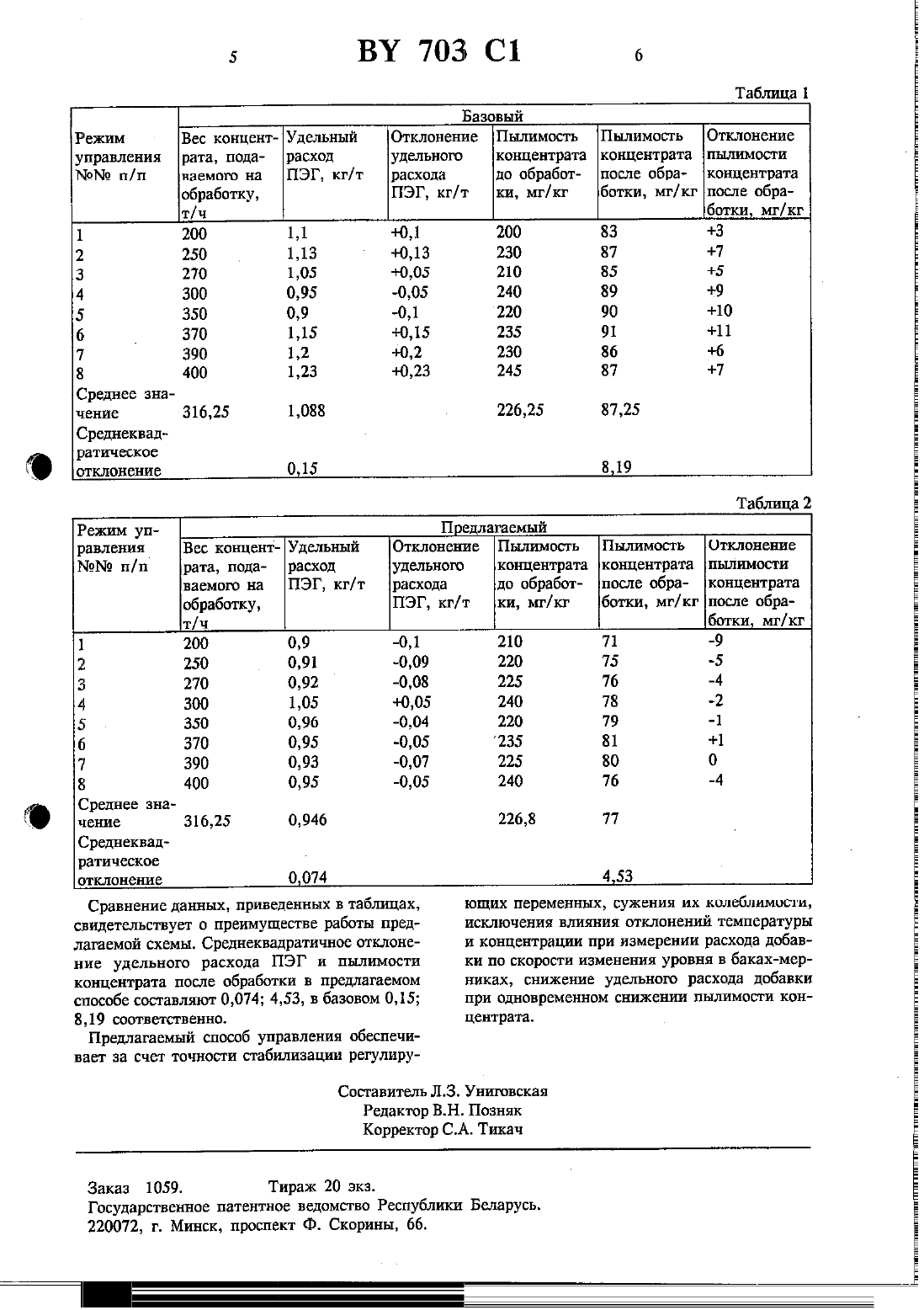
ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ведомство гвспувлики БЕЛАРУСЬ(54) СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ВВОДА ДОБАВОК В ГОТОВЫЙ ПРОДУКТ(46) 30-06-1995 и коммерческая фирма Терминал (ВТ)Способ автоматического управления процессом ввода добавок в готовый продукт путем изменения расхода добавки по расходу продукта, отличающийся тем, что дозирование добавки осуществляют из бака-мерника и о ее расходе судят по скорости изменения уровня добавки в баке-мернике.(56) 1. Авторское свидетельство СССР 777376, МКИ Р 26 В 21/06, 1980.2. Борюшко В.Е. Автоматическое регулирование процесса ввода нетермостабильных добавок в порошкообразные смс // Промышленность товаров бытовой химии. - М., НИИТЭХИМ, 1978, Ы 93. - С.11-1 З (прототип).Изобретение относится к автоматическому управлению процессом ввода добавок в калийные удобрения для повышения качественных характеристик и может применяться в различных отраслях промышленности.Известен способ автоматического управления процессом ввода водорастворимых добавок в продукт путем изменения расхода водорастворимых добавок по влажности продукта, выходящего из сушилки 1.Недостатком известною способа является то,что при отклонении влажности продукта от заданного значения, возможен выпуск бракованного продукта из-аа уменьшения остаточного содержания добавок в продукте.Наиболее близким к предполагаемому изобретению по технической сущности и достигаемому результату является способ авто матического управления процессом ввода водорастворимых добавок в продукт путем изменения расхода водорастворимых добавок по расходу продукта 2.Недостатком известною способа является то,что точность управления при использовании средств, применяемых для измерения расхода водорастворимых добавок, существенным образом зависит от удельной электропроводности и при изменении концентрации или температуры раствора вносимой добавки возможны колебания качества готового продукта.Целью настоящего изобретения является повышение экономичности расхода добавок и качества готового продукта за счет повышения точности управления.Поставленная цель достигается тем, что в способе автоматического управления процессом ввода добавок в готовый продукт путем изменения расхода добавок по расходу продукта дозирование добавки осуществляется из бака-мерника и о ее расходе судят по скорости изменения уровня добавки в баке-мернике.Технологическая часть схемы включает в себя бак-мерник 1, конвейер 2 готового продукта, форсунку 3. Схема управления состоит из датчика уровня 4 добавки в баке-мернике, исполнительного механизма 5 с отсечным органом 6, установленным на трубопроводе подачи добавки в бак-мерник, исполнительного мехаиизма 7 с регулирующим органом 8, установленными на трубопроводе подат-ш добавки на форсунку, исполнительного механизма 9 с регулирующим органом 10, установленных на трубопроводе подачи агента на форсунку для распыла добавки, датчика 11 веса продукта на конвейере 2 и микропроцессорного контроллера 12 (в дальнейшем МПК).Способ управления осуществляется следующим образом.Сигнал от датчика 4 уровня поступает на один из входов МПК 12, в котором он дифференцируется, сигнал датчика веса 11 в МПК фильтруется, усредняется и умножается на коэффициент, отражающий удельную норму добавки на единицу продукта. Полученный сигнал расхода добавки .Т является заданием алгоблоку МПК. управляющего исполнительным механизмом 7 изменения расхода добавки. Сигнал управления исполнительным механизмом 7 формируется при сравнении в МПК сигнала расхода добавки 11 и продифферснцированного сигнала датчика уровня 12. Регулирующий орган 8 изменяет свое положение в зависимости от величины и знака сигнала рассогласования Ад.При положительном значении сигнала рассогласования регулирующий орган открывается на вели/шину, соответствующую величине сигнала. При отрицательном значении сигнала регулирующий орган закрывается.Управление исполнительным механизмом 5 выполняется МПК в зависимости от сигнала датчика уровня 4. При достижении нижнего уровня добавки в баке-мернике 1 отсечный орган 6 открывается и находится в открытом состоянии до достижения верхнего уровня.На время заполнения бака-мерника положение регулирующего органа 8 не изменяется и остается тем, каким оно было до начала заполнения.Предлагаемый способ управления испытан в промышленных условиях отделения погрузки сильвинитовой обогатительной фабрики 4 РУ. Схема управления смонтирована на базе микропроцессорного контроллера Р-112 радиоизотопных весов и пьезотрубки с преобразователем давления Сапфир-ИДИ.В режиме по базовому способу для контроля расхода добавок использовался индукционный расходомер ИР-б 1.В обоих случаях в качестве добавки применен полиэтиленгликоль (ПЭГ), используемый для обеспыливання мелкокристаллического хлористого калия.Примеры реализации способов представлены в виде таблиц, где даны сравнительные среднечасовые значения за одну смену основных параметров схемы автоматизации.В таблицах 1, 2 представлены среднечасовые значения удельного расхода ПЭГ, веса концентрата, подаваемого на обработку, и пылимости концентрата, которые происходили под влиянием воздействия на регулятор и микропроцессорный контроллер регулирующих переменных веса концентрата, расхода ПЭГ и уровня в баке-мернике.Вес концент- Удельный Отклонение Пылимость Пылимость Отклонение рата, пода- расход удельного концентрата концентрата пылимости наемпго на ПЭГ, кг/ т расхода до обработ- после обра- концентрата обработку, ПЭГ, кг/т ки, мг/кг ботки, мг/кг после обра1 200 1,1 0,1 200 83 3 2 250 1,13 013 230 87 7 3 270 1,05 005 210 85 5 4 300 0,95 0,05 240 89 9 5 350 0,9 0,1 220 90 10 6 370 1,15 0,15 235 91 11 7 390 1,2 02 230 86 6 8 400 1,23 10,23 245 87 7 Среднее зна чение З 16,25 1,088 226,25 87,25 Среднеквад ратическоеОтклонение Пылимость Пылимость Отклонение удельного концентрата концентрата пылимостирасхода до обработ- после обра- концентрата ПЭГ, кг/т ки, мг/кг ботки, мг/ кг после обра Вес концент- Удельный рата, пода- расход ваемою на ПЭГ, кг/т обработку, т/ч200 -0,1 210 250 -009 220 270 -0,08 225 300 005 240 350 -0,О 4 220 370 -0,05 235 390 -0,07 225 400 -0,05 240 Среднее значение Среднеквадратическое отклонениеСравнение данных, приведенных в таблицах,свидетельствует о преимуществе работы предлагаемой схемы. Среднеквадратичное отклонение удельного расхода ПЭГ и пылимости концентрата после обработки в предлагаемом способе составляют 0,074 4,53, в базовом 0,15 8,19 соответственно.Предлагаемый способ управления обеспечивает за счет точности стабилизации регулиру ющих переменных, сужения их колеблимосги,исключения влияния отклонений температуры и концентрации при измерении расхода добавки по скорости изменения уровня в баках-мерниках, снижение удельного расхода добавки при одновременном снижении пылимости концентрата.Государственное патентное ведомство Республики Беларусь.
МПК / Метки
МПК: G05D 7/00
Метки: ввода, способ, добавок, процессом, управления, автоматического, готовый, продукт
Код ссылки
<a href="https://by.patents.su/3-703-sposob-avtomaticheskogo-upravleniya-processom-vvoda-dobavok-v-gotovyjj-produkt.html" rel="bookmark" title="База патентов Беларуси">Способ автоматического управления процессом ввода добавок в готовый продукт</a>
Способ автоматического управления процессом сушки
Номер патента: 674
Опубликовано: 30.06.1995
Авторы: Вишняк Б. А., Бурштейн С. М., Аношин А. И.
МПК: F26B 21/06
Метки: управления, способ, процессом, автоматического, сушки
Текст:
...на последующем технологическом процессе продукта с учетом сигнала расхода высушенного продукта и заданного значения сигнала температуры смешанного продуктаСуть решения задачи управления температурой в кипящем слое сводится к следУЮЩему. Уравнение теплового баланса процесса смешивания по текущим значениям расходов высушенного продукта Рви и отработавшего на последующем технологическом процессе продукта Бди с учетом их температур, расхода и...
Способ управления процессом обезвоживания суспензии
Номер патента: 105
Опубликовано: 30.09.1994
Авторы: Вишняк Б. А., Бурштейн С. М., Лемещенко В. С., Аношин А. И.
МПК: B01D 21/00, B01D 37/00
Метки: процессом, обезвоживания, способ, суспензии, управления
Текст:
...к отрицательному скорость ленты снижается ниже этого значениям при увеличенииабсоПЮТНОГО значения отрицательного сигнала до максимальной величины скорость снижается ДО МИНИМЭПЬНО допустимого-значения. Подачу теплоносителя в паровую рубашку выполняют регулятором 22 в зависиМОСТИ 01 сигнала датчика 21 ВЛЗЖНОСТИ КЕКЭ и корректирующего сигнала скорости движения ленты вакуум-фильтра. Последний сигнал. поступающий на регулятор 22 с выхода...
Способ автоматического управления параллельно работающими сушильными агрегатами
Номер патента: 106
Опубликовано: 30.09.1994
Авторы: Бурштейн С. М., Волчок С. Ф., Вишняк Б. А., Аношин А. И., Сорокин В. Г.
МПК: F26B 25/22
Метки: сушильными, управления, автоматического, агрегатами, работающими, способ, параллельно
Текст:
...25 и регули рующие органы 20. 26. обеспечивающие изме нение расхода топлива и исходноГО МЭТЕРИЭЛЭ. компенсирующихотклонениятекущихзначений. Ълажностей высушенного материала от заданного значения на каждом сушильном агрегате. Способ управления испытан в промышленных условиях на трех параллельно работающих барабанных сушилках на СОФ 4 РУ но. Бепорускалий. в Схема автоматизации смонтирована на базе микропроцессорного контроллера Р 110 и...
Устройство для автоматического управления электроприводом автономного транспортного средства
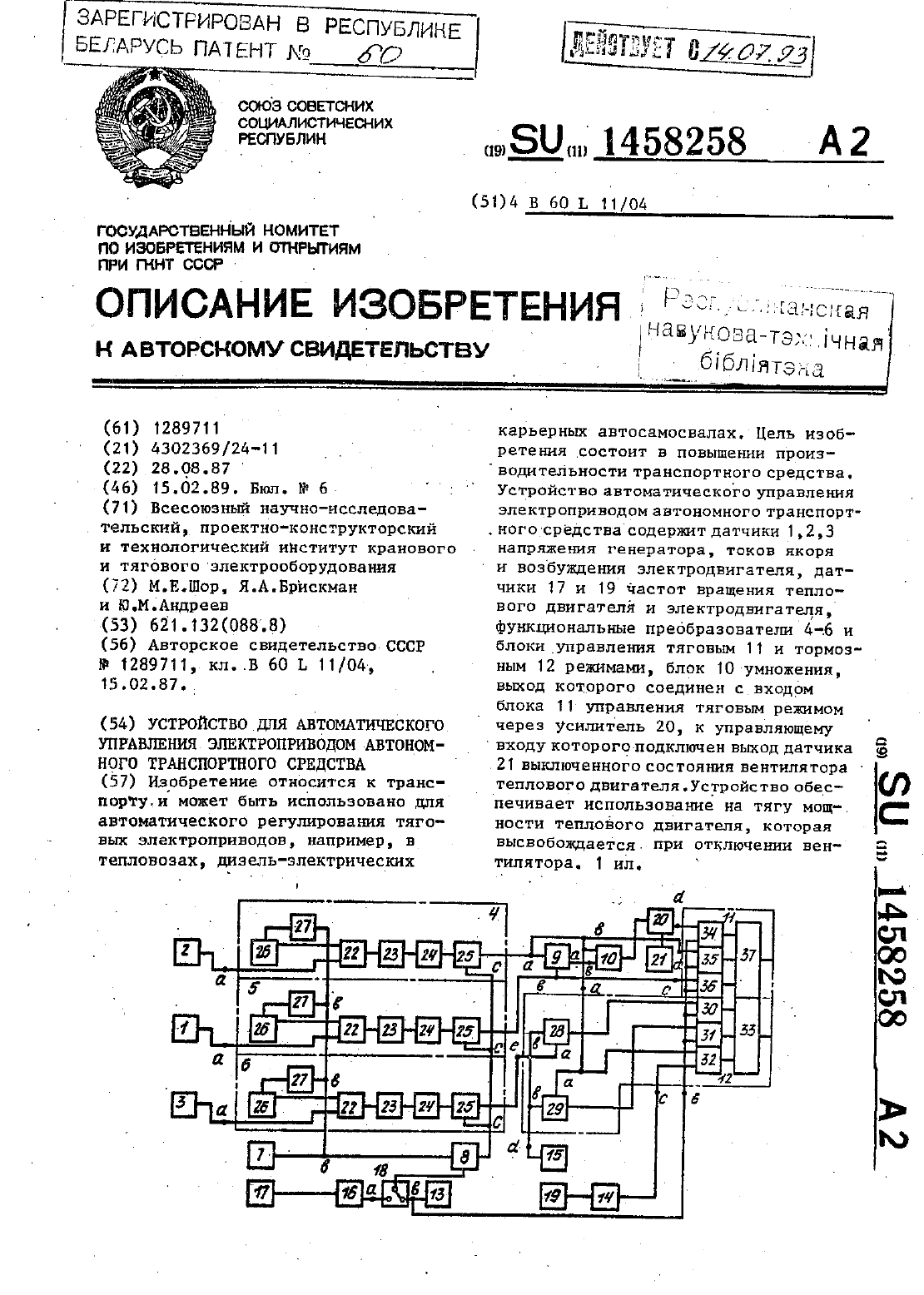
Номер патента: 60
Опубликовано: 30.09.1994
Авторы: Андреев Ю. М., Шор М. Е., Брискман Я. А.
МПК: B60L 11/04
Метки: электроприводом, автономного, средства, устройство, управления, транспортного, автоматического
Текст:
...времени напряжения на выходе-интегра- равномн соседними имулвсами на вьшоде пр К 4 51 КБ-г 1 екомпаратора 22 пропорционален значе Где р павнию измеряемого напряжения Н. Формирователь 23 по переднему фронту нмпульсов компаратора 22 формирует 15где К 4 К 1 К 1 кк,. ч 7 Ед - регулируемый-коэффициент, учитывающй джоулевые поте 7 и 1щееся на выходе интегратора 8 В этот 2 П датиик 21 состояня вентилятора теплового двигателя-формирует логичес...
Устройство для автоматического управления электроприводом автономного транспортного средства
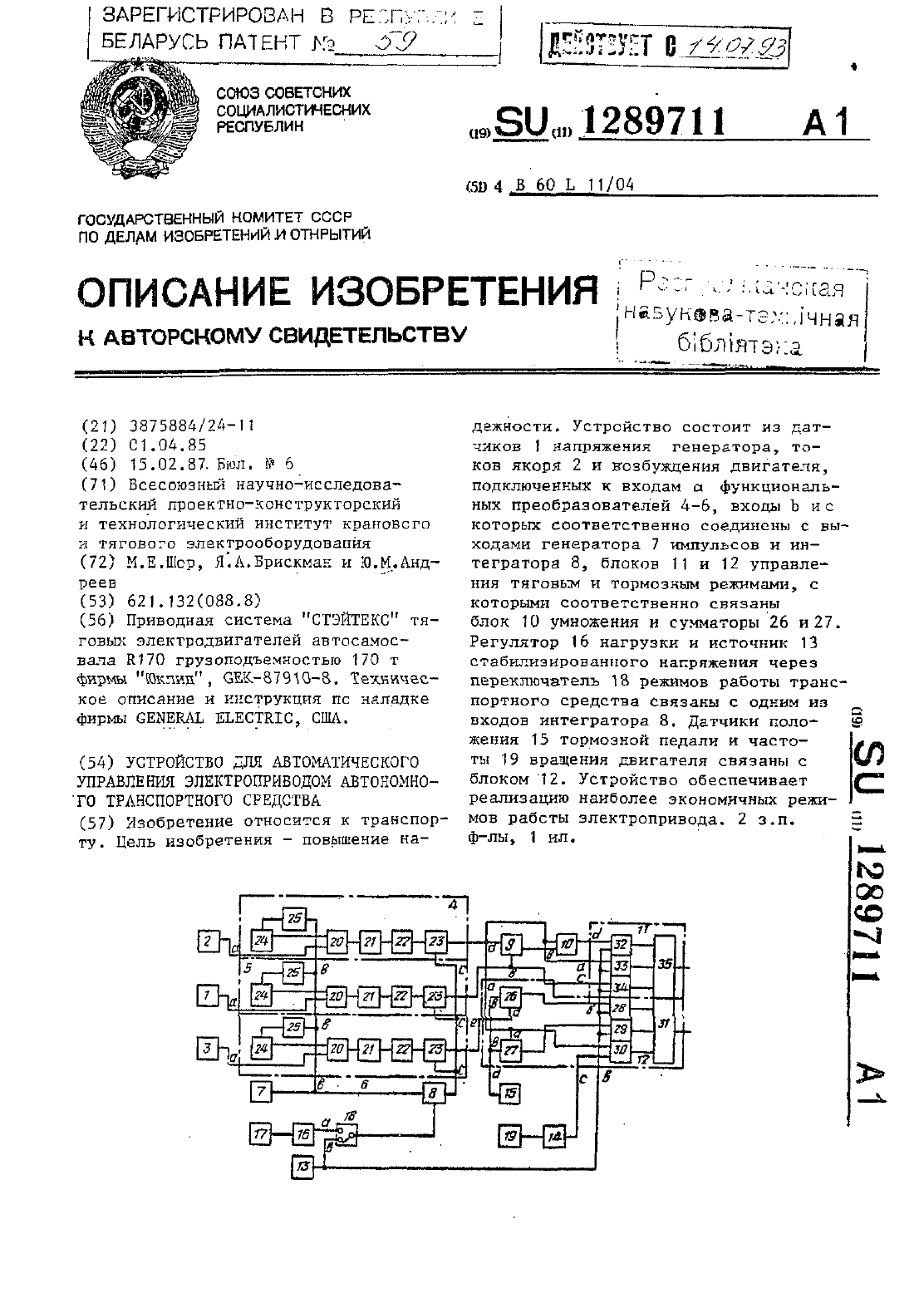
Номер патента: 59
Опубликовано: 30.09.1994
Авторы: Андреев Ю. М., Брискман Я. А., Шор М. Е.
МПК: B60L 11/04
Метки: устройство, транспортного, электроприводом, управления, средства, автоматического, автономного
Текст:
...16 нагрузки преобразует период частоты вращения теплового двигателя в напряжение ПСигнал напряжения, пропорционапьный периоду частоты Ед алгебраически суммируется с постоянным иапряжением которое-корректирует зависимость мощности злектроцвигателя Р от частоты ЕдДВеличина текущего значения вынодного напряжения интегратора 8 пропорциональна величине входного напряжения Сы При этом сигнал навыходе блока 23-памяти пропорционален величине...
Предыдущий патент: Способ обработки теплоизоляционных изделий
Следующий патент: Способ помола золошлаковых отходов и установка для его осуществления
Случайный патент: Способ оценки водостойкости асфальтобетона