Способ нанесения покрытий на ленту
Номер патента: 3678
Опубликовано: 30.12.2000
Авторы: Урбанович Александр Маркович, Бобарикин Юрий Леонидович

Текст
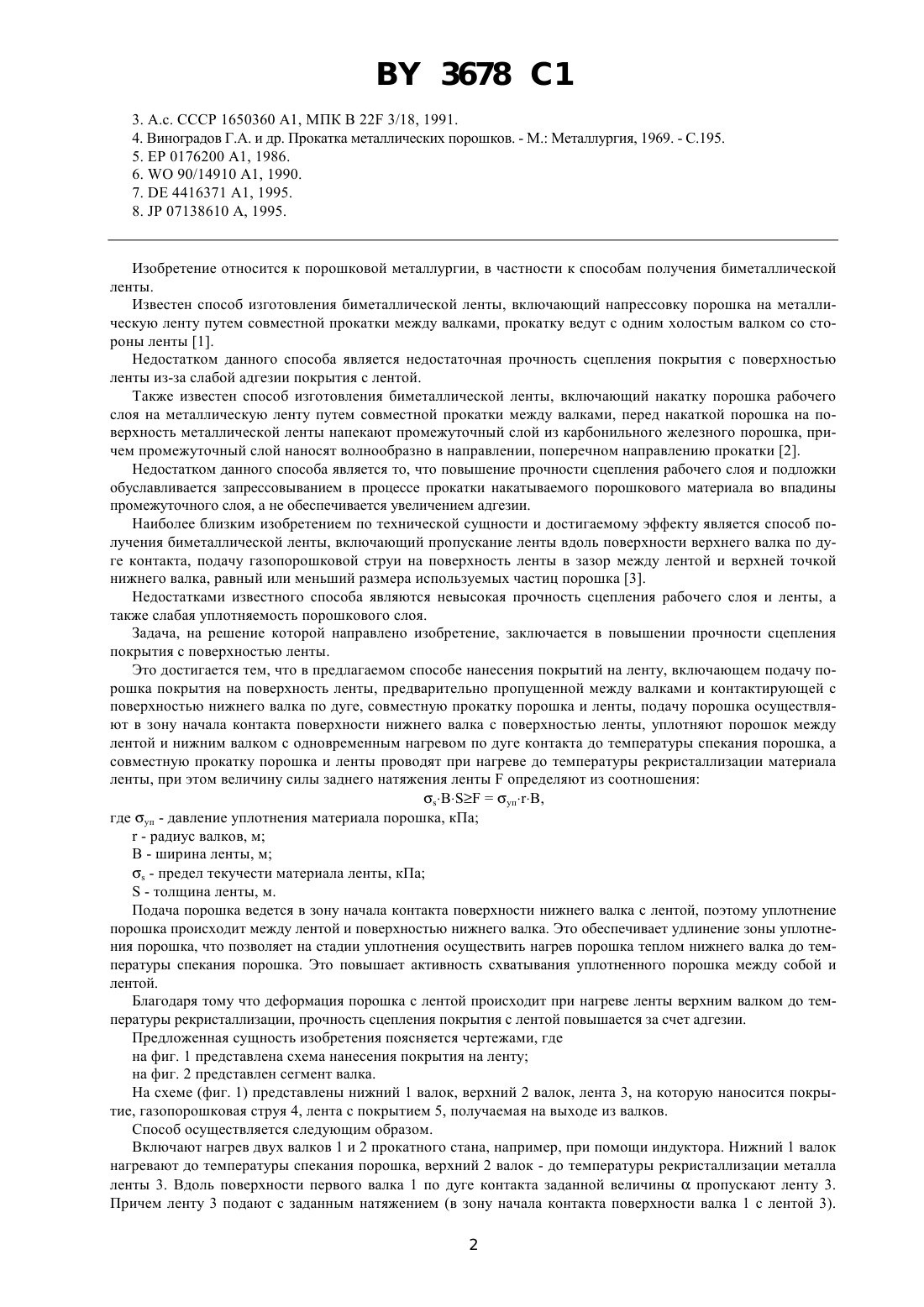
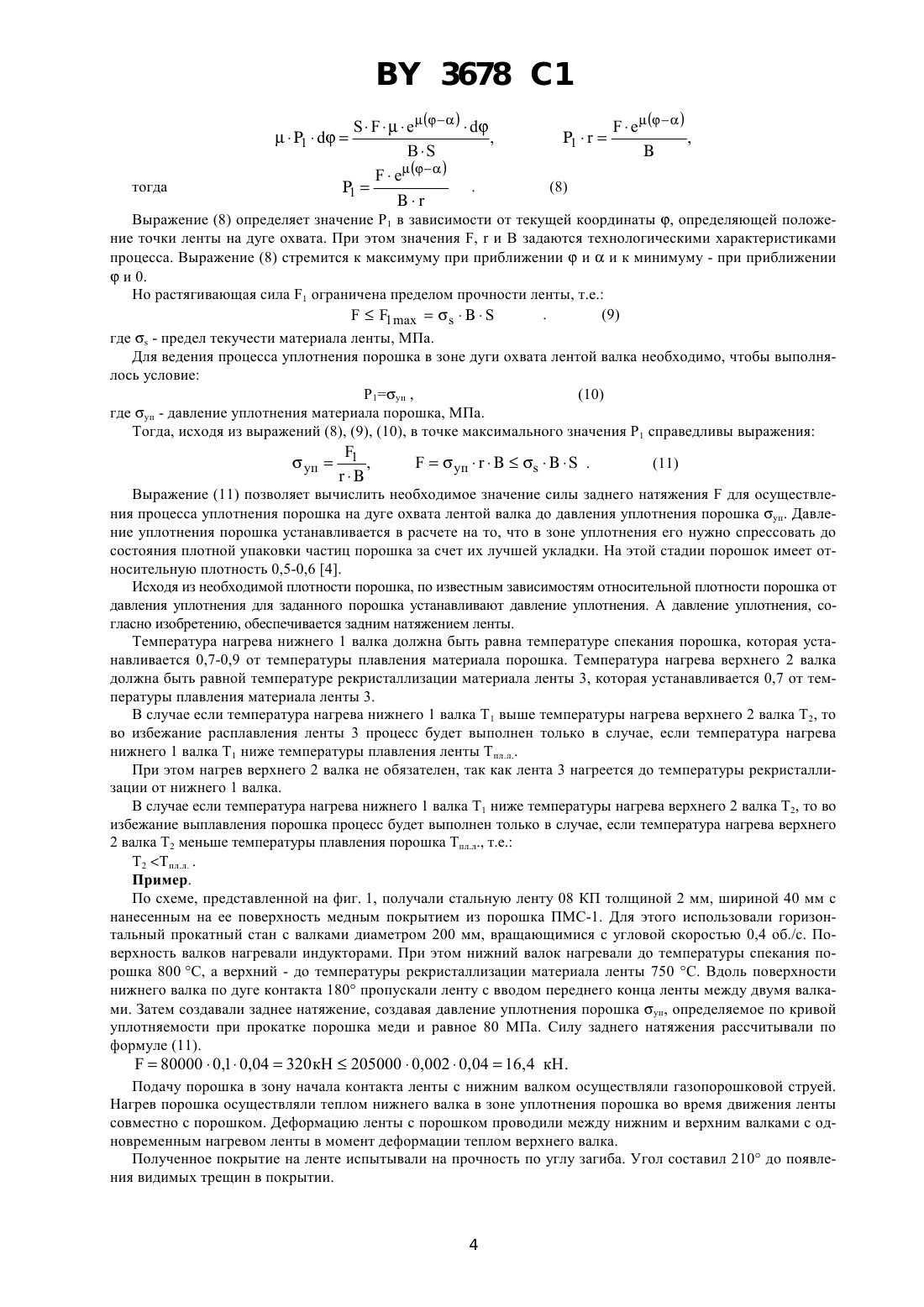
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ЛЕНТУ(71) Заявитель Гомельский государственный технический университет им. П.О.Сухого(73) Патентообладатель Гомельский государственный технический университет им. П.О. Сухого(57) Способ нанесения покрытий на ленту, включающий подачу порошка покрытия на поверхность ленты,предварительно пропущенной между валками и контактирующей с поверхностью нижнего валка по дуге, совместную прокатку порошка и ленты, отличающийся тем, что порошок подают в зону начала контакта поверхности нижнего валка с поверхностью ленты, уплотняют порошок между лентой и нижним валком с одновременным нагревом по дуге контакта до температуры спекания порошка, а совместную прокатку порошка и ленты проводят при нагреве до температуры рекристаллизации материала ленты, при этом величину силы заднего натяжения лентыопределяют из соотношенияуп,где уп - давление уплотнения материала порошка, кПа- радиус валков, м- ширина ленты, м- предел текучести материала ленты, кПа- толщина ленты, м. Изобретение относится к порошковой металлургии, в частности к способам получения биметаллической ленты. Известен способ изготовления биметаллической ленты, включающий напрессовку порошка на металлическую ленту путем совместной прокатки между валками, прокатку ведут с одним холостым валком со стороны ленты 1. Недостатком данного способа является недостаточная прочность сцепления покрытия с поверхностью ленты из-за слабой адгезии покрытия с лентой. Также известен способ изготовления биметаллической ленты, включающий накатку порошка рабочего слоя на металлическую ленту путем совместной прокатки между валками, перед накаткой порошка на поверхность металлической ленты напекают промежуточный слой из карбонильного железного порошка, причем промежуточный слой наносят волнообразно в направлении, поперечном направлению прокатки 2. Недостатком данного способа является то, что повышение прочности сцепления рабочего слоя и подложки обуславливается запрессовыванием в процессе прокатки накатываемого порошкового материала во впадины промежуточного слоя, а не обеспечивается увеличением адгезии. Наиболее близким изобретением по технической сущности и достигаемому эффекту является способ получения биметаллической ленты, включающий пропускание ленты вдоль поверхности верхнего валка по дуге контакта, подачу газопорошковой струи на поверхность ленты в зазор между лентой и верхней точкой нижнего валка, равный или меньший размера используемых частиц порошка 3. Недостатками известного способа являются невысокая прочность сцепления рабочего слоя и ленты, а также слабая уплотняемость порошкового слоя. Задача, на решение которой направлено изобретение, заключается в повышении прочности сцепления покрытия с поверхностью ленты. Это достигается тем, что в предлагаемом способе нанесения покрытий на ленту, включающем подачу порошка покрытия на поверхность ленты, предварительно пропущенной между валками и контактирующей с поверхностью нижнего валка по дуге, совместную прокатку порошка и ленты, подачу порошка осуществляют в зону начала контакта поверхности нижнего валка с поверхностью ленты, уплотняют порошок между лентой и нижним валком с одновременным нагревом по дуге контакта до температуры спекания порошка, а совместную прокатку порошка и ленты проводят при нагреве до температуры рекристаллизации материала ленты, при этом величину силы заднего натяжения лентыопределяют из соотношенияуп,где уп - давление уплотнения материала порошка, кПа- радиус валков, м- ширина ленты, м- предел текучести материала ленты, кПа- толщина ленты, м. Подача порошка ведется в зону начала контакта поверхности нижнего валка с лентой, поэтому уплотнение порошка происходит между лентой и поверхностью нижнего валка. Это обеспечивает удлинение зоны уплотнения порошка, что позволяет на стадии уплотнения осуществить нагрев порошка теплом нижнего валка до температуры спекания порошка. Это повышает активность схватывания уплотненного порошка между собой и лентой. Благодаря тому что деформация порошка с лентой происходит при нагреве ленты верхним валком до температуры рекристаллизации, прочность сцепления покрытия с лентой повышается за счет адгезии. Предложенная сущность изобретения поясняется чертежами, где на фиг. 1 представлена схема нанесения покрытия на ленту на фиг. 2 представлен сегмент валка. На схеме (фиг. 1) представлены нижний 1 валок, верхний 2 валок, лента 3, на которую наносится покрытие, газопорошковая струя 4, лента с покрытием 5, получаемая на выходе из валков. Способ осуществляется следующим образом. Включают нагрев двух валков 1 и 2 прокатного стана, например, при помощи индуктора. Нижний 1 валок нагревают до температуры спекания порошка, верхний 2 валок - до температуры рекристаллизации металла ленты 3. Вдоль поверхности первого валка 1 по дуге контакта заданной величиныпропускают ленту 3. Причем ленту 3 подают с заданным натяжением (в зону начала контакта поверхности валка 1 с лентой 3). 2 3678 1 Производят подачу порошка газопорошковой струей 4. Осуществляют нагрев порошка во время уплотнения. Затем производят деформацию с нагревом ленты 3. На выходе из валков 1 и 2 получают ленту с покрытием 5. Введем допустимые предельные значения силызаднего натяжения ленты 3, которые необходимы для осуществления данного способа. Определим величину давления уплотнения порошка на дуге контакта ленты с валком, обеспечиваемую натяжением ленты, в зависимости от задаваемых величин силызаднего натяжения ленты и угла дуги контакта(фиг. 2), при известном радиусе валков и ширине ленты В. Выделим элемент ленты, определяемый углом , являющийся элементарным приращением изменяемой величины угла . Уголизменяется от 0 до . На выделенном элементе введем все силы, действующие на него (фиг. 2)- натяжение ленты в сечении под углом- натяжение ленты в сечении под углом- нормальная реакция валка на элемент ленты, ограниченный углом- элементарная сила трения, действующая со стороны валков на элемент ленты. По условиям равновесия сумма моментов всех сил, действующих на элемент ленты, равна нулю(1) Определим сумму проекций этих сил на вертикальную ось Отбрасывая члены второго порядка малости и принимая Выражение (1) можно переписать, выразив силы через давления, вызываемые ими 1 (5)1 где 1 - нормальное давление, испытываемое элементом ленты со стороны валка Выражение (8) определяет значение Р 1 в зависимости от текущей координаты , определяющей положение точки ленты на дуге охвата. При этом значения ,и В задаются технологическими характеристиками процесса. Выражение (8) стремится к максимуму при приближенииии к минимуму - при приближениии 0. Но растягивающая сила 1 ограничена пределом прочности ленты, т.е.(9)1 где- предел текучести материала ленты, МПа. Для ведения процесса уплотнения порошка в зоне дуги охвата лентой валка необходимо, чтобы выполнялось условие 1 уп ,(10) где уп - давление уплотнения материала порошка, МПа. Тогда, исходя из выражений (8), (9), (10), в точке максимального значения Р 1 справедливы выражения Выражение (11) позволяет вычислить необходимое значение силы заднего натяжениядля осуществления процесса уплотнения порошка на дуге охвата лентой валка до давления уплотнения порошка уп. Давление уплотнения порошка устанавливается в расчете на то, что в зоне уплотнения его нужно спрессовать до состояния плотной упаковки частиц порошка за счет их лучшей укладки. На этой стадии порошок имеет относительную плотность 0,5-0,6 4. Исходя из необходимой плотности порошка, по известным зависимостям относительной плотности порошка от давления уплотнения для заданного порошка устанавливают давление уплотнения. А давление уплотнения, согласно изобретению, обеспечивается задним натяжением ленты. Температура нагрева нижнего 1 валка должна быть равна температуре спекания порошка, которая устанавливается 0,7-0,9 от температуры плавления материала порошка. Температура нагрева верхнего 2 валка должна быть равной температуре рекристаллизации материала ленты 3, которая устанавливается 0,7 от температуры плавления материала ленты 3. В случае если температура нагрева нижнего 1 валка Т 1 выше температуры нагрева верхнего 2 валка Т 2, то во избежание расплавления ленты 3 процесс будет выполнен только в случае, если температура нагрева нижнего 1 валка Т 1 ниже температуры плавления ленты пл.л При этом нагрев верхнего 2 валка не обязателен, так как лента 3 нагреется до температуры рекристаллизации от нижнего 1 валка. В случае если температура нагрева нижнего 1 валка Т 1 ниже температуры нагрева верхнего 2 валка Т 2, то во избежание выплавления порошка процесс будет выполнен только в случае, если температура нагрева верхнего 2 валка Т 2 меньше температуры плавления порошка Тпл.л., т.е. Т 2 Тпл.л. . Пример. По схеме, представленной на фиг. 1, получали стальную ленту 08 КП толщиной 2 мм, шириной 40 мм с нанесенным на ее поверхность медным покрытием из порошка ПМС-1. Для этого использовали горизонтальный прокатный стан с валками диаметром 200 мм, вращающимися с угловой скоростью 0,4 об./с. Поверхность валков нагревали индукторами. При этом нижний валок нагревали до температуры спекания порошка 800 С, а верхний - до температуры рекристаллизации материала ленты 750 С. Вдоль поверхности нижнего валка по дуге контакта 180 пропускали ленту с вводом переднего конца ленты между двумя валками. Затем создавали заднее натяжение, создавая давление уплотнения порошка уп, определяемое по кривой уплотняемости при прокатке порошка меди и равное 80 МПа. Силу заднего натяжения рассчитывали по формуле (11). Подачу порошка в зону начала контакта ленты с нижним валком осуществляли газопорошковой струей. Нагрев порошка осуществляли теплом нижнего валка в зоне уплотнения порошка во время движения ленты совместно с порошком. Деформацию ленты с порошком проводили между нижним и верхним валками с одновременным нагревом ленты в момент деформации теплом верхнего валка. Полученное покрытие на ленте испытывали на прочность по углу загиба. Угол составил 210 до появления видимых трещин в покрытии. 3678 1 Для получения сравнительных данных ленту из аналогичного материала изготовляли по известному способу. Используемый прокатный стан тот же. Подачу порошка осуществляли в зону между верхним валком и лентой в месте конца дуги контакта ленты с поверхностью нижнего валка. В этой зоне осуществляли уплотнение порошка и деформацию ленты с порошком. Полученное покрытие испытывали аналогично. Угол загиба составил 60. Анализ приведенных данных испытаний по величине загиба показывает, что предлагаемое устройство позволяет получить более прочное покрытие на ленте по сравнению с известным. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B22F 3/18
Метки: способ, нанесения, ленту, покрытий
Код ссылки
<a href="https://by.patents.su/5-3678-sposob-naneseniya-pokrytijj-na-lentu.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения покрытий на ленту</a>
Способ нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей (его варианты)

Номер патента: 2399
Опубликовано: 30.09.1998
Авторы: Жорник Александр Иванович, Худолей Андрей Леонидович, Кирпиченко Инесса Анатольевна, Кашицин Леонид Павлович
МПК: B22F 7/04
Метки: поверхности, порошков, способ, внутренние, покрытий, металлических, его, варианты, деталей, нанесения, цилиндрических
Текст:
...разрыв или растрескивание детали от действия центробежных сил. Усилие зажима при такой схеме базирования детали приходится на защитную оболочку. Помещением детали в защитной оболочке и нагревом материала покрытия через нее, достигается более равномерный нагрев как материала покрытия, так и материала детали, за счет сглаживания материалом оболочки краевого эффекта при нагреве. Нагрев материала покрытия производят не превышая температуры...
Способ нанесения покрытий на цилиндрические детали
Номер патента: 1932
Опубликовано: 30.12.1997
Авторы: Жорник Александр Иванович, Худолей Андрей Леонидович, Кашицин Леонид Павлович, Сосновский Игорь Александрович
МПК: B22F 7/04
Метки: детали, способ, нанесения, покрытий, цилиндрические
Текст:
...покрытия и перемещения материала покрытия из внутренней полости детали на ее наружную поверхность, по меньшей мере, через один канал, согласно изобретению, перед нагревом материала покрытия, по меньшей мере, между одним торцом детали и прокладкой помещают дополнительную прокладку с выемкой, сообщающей внутреннюю полость детали с кольцевым зазором, а скорость вращения сборки определяют из выражения 0, 542 где- ускорение свободного...
Способ нанесения металлических покрытий на наружные поверхности полых деталей
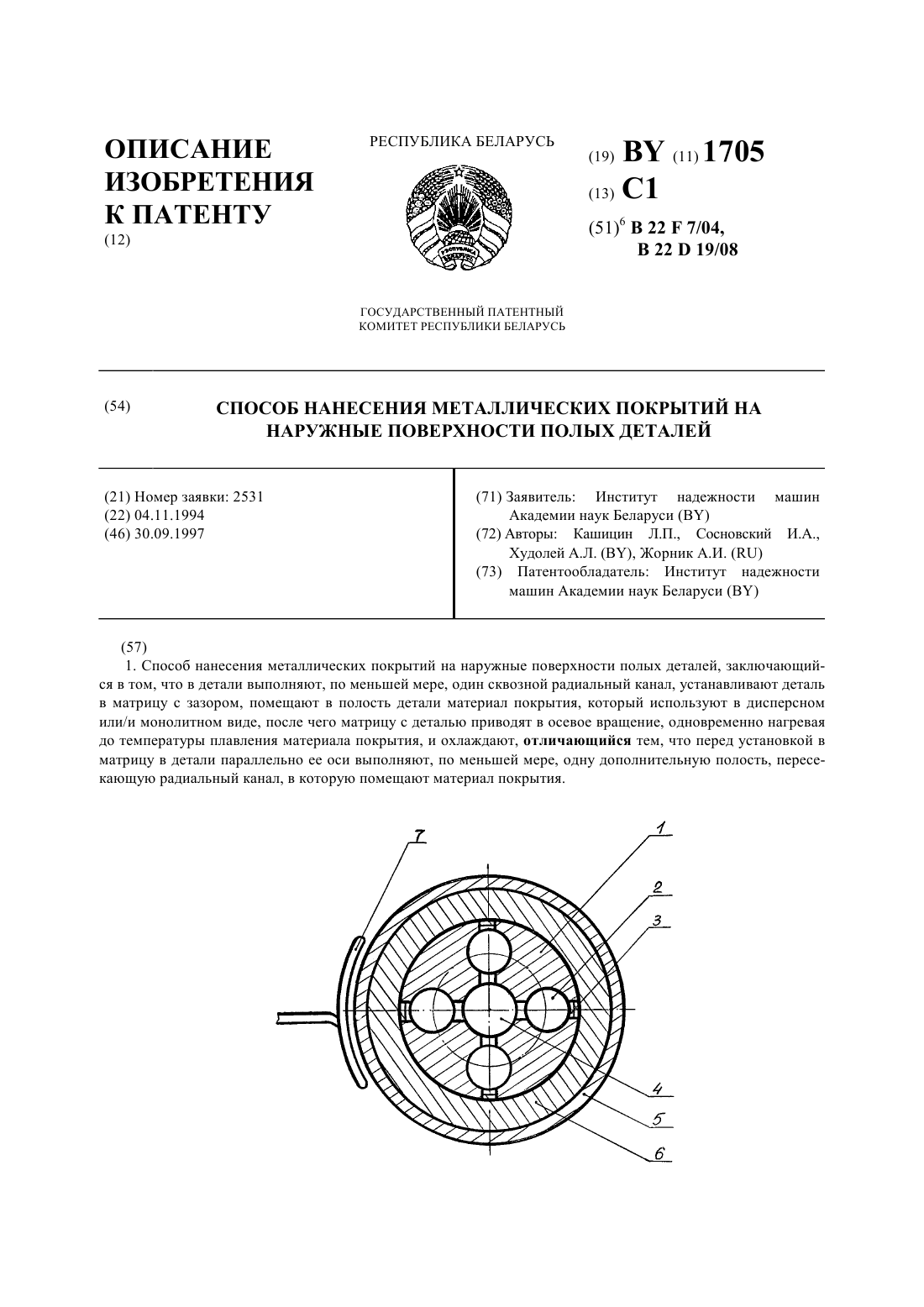
Номер патента: 1705
Опубликовано: 30.09.1997
Авторы: Кашицин Леонид Павлович, Сосновский Игорь Александрович, Жорник Александр Иванович, Худолей Андрей Леонидович
МПК: B22F 7/04, B22D 19/08
Метки: металлических, деталей, покрытий, способ, поверхности, полых, нанесения, наружные
Текст:
...компенсируется материалом покрытия, помещенным в полость детали и в дополнительно выполненные полости. Количество дополнительно выполняемых полостей ограничено размерами детали, в случае, когда в теле детали невозможно выполнить нужное количество полостей, рассчитанное по выражению (1) , необходимо взять материал покрытия с меньшим коэффициентом усадки и сделать перерасчет. Таким образом, в предлагаемом способе увеличение толщины наносимых...
Способ плазменного нанесения биосовместимых покрытий
Номер патента: 2756
Опубликовано: 30.03.1999
Авторы: Соболевский Сергей Борисович, Лесникович Лариса Александровна, Оковитый Вячеслав Александрович, Ильющенко Александр Федорович, Трофимова Ирина Валериановна, Кулак Анатолий Иосифович
Метки: биосовместимых, покрытий, нанесения, плазменного, способ
Текст:
...при температуре ниже 1200 С и времени менее 2 час, не происходит полного уплотнения частиц порошка и упорядочения структуры гидроксиапатита (кристаллизации). При проведении выдержки порошков при температуре выше 1300 С и времени свыше 3 часов начинаются процессы разложения гидроксиапатита, связанные с выделением воды из ОН групп, и диструкцией фосфатных анионов, что приводит к образованию продуктов разложения гидроксиапатита - СаО и Са 3 Р 4....
Способ нанесения теплозащитных покрытий
Номер патента: 1987
Опубликовано: 30.12.1997
Авторы: Савченков Николай Абрамович, Верстак Андрей Александрович, Соболевский Сергей Борисович, Ильющенко Александр Федорович
Метки: нанесения, теплозащитных, покрытий, способ
Текст:
...сплава Со 322 Ы 1 25 Сг - 50 82 А 1 - 0,352 Т. Режим напьшення. Давление газов в камере при Предварительном ВКУУЬРО. гваннн,мбар ТО Давление аргона в камере ПРИ Обработке другой обрат ной полярности, мбар 30Ток дуги обратной поляр ности, А 1 25 Напряжение дуги обратной полярности, В 35 Дистанция обработки, м 270 давление аргона в камерепри напылении мбар 60 Ток электрической дуги плазмотрона А 720 Напряжение дуги плазмотро на, В ...
Предыдущий патент: Электрореологическая композиция
Следующий патент: Способ получения сусла для светлого пива
Случайный патент: Способ получения этилового спирта из зерна