Савченков Николай Абрамович
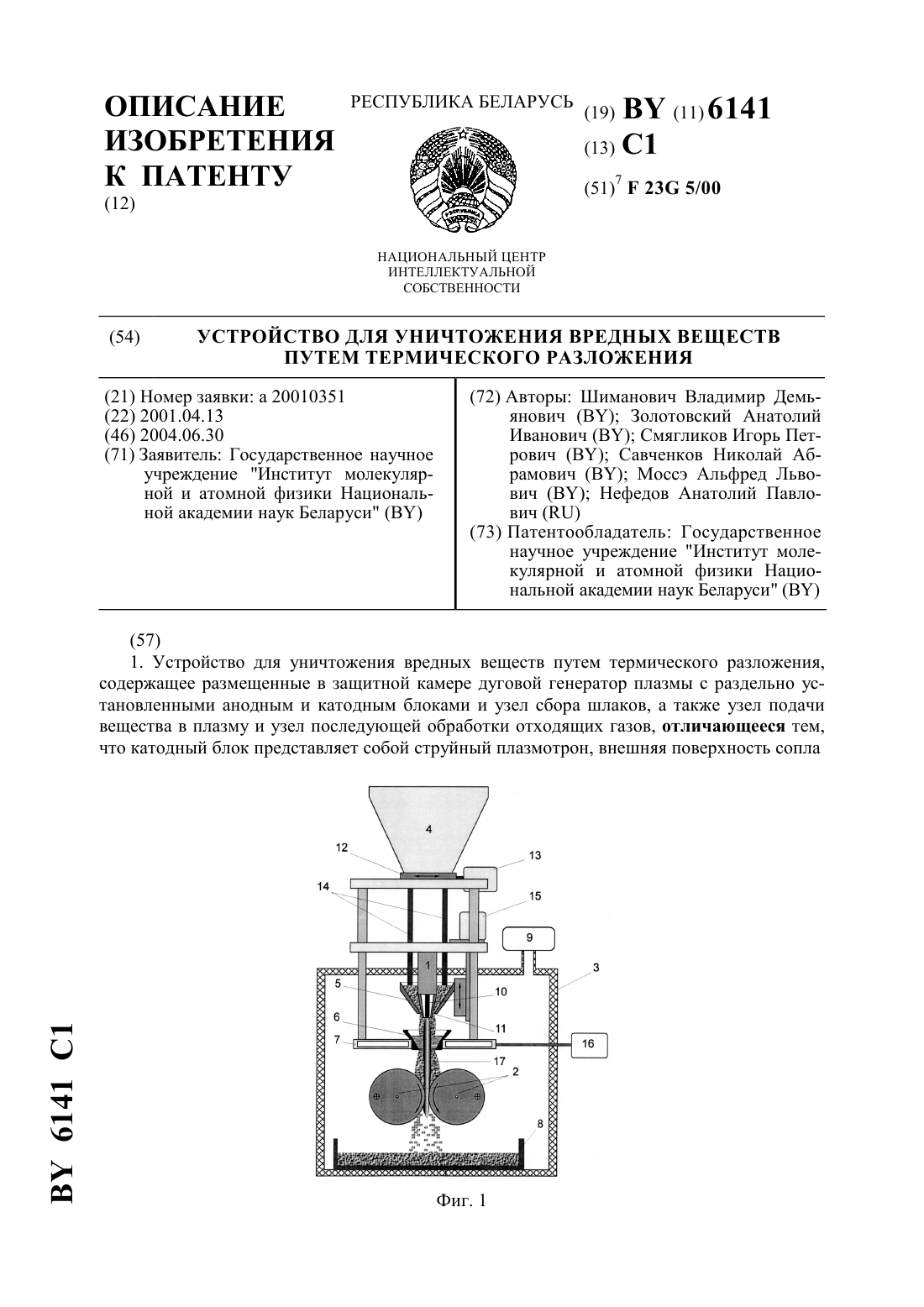
Устройство для уничтожения вредных веществ путем термического разложения
Номер патента: 6141
Опубликовано: 30.06.2004
Авторы: Смягликов Игорь Петрович, Савченков Николай Абрамович, Нефедов Анатолий Павлович, Шиманович Владимир Демьянович, Моссе Альфред Львович, Золотовский Анатолий Иванович
МПК: F23G 5/00
Метки: вредных, веществ, разложения, устройство, термического, уничтожения, путем
Текст:
...с вертикальным дуговым столбом воронки из теплостойкого материала или в виде двух электрически нейтральных параллельных цилиндров с регулируемым зазором между боковыми поверхностями, при этом цилиндры выполнены с возможностью совершения возвратно-поступательного перемещения в направлении своих осей и вращения вокруг них в противоположных направлениях, а оси цилиндров перпендикулярны осям цилиндров анодного блока и оси вертикального...
Способ нанесения теплозащитных покрытий
Номер патента: 1987
Опубликовано: 30.12.1997
Авторы: Савченков Николай Абрамович, Соболевский Сергей Борисович, Верстак Андрей Александрович, Ильющенко Александр Федорович
Метки: способ, нанесения, теплозащитных, покрытий
Текст:
...сплава Со 322 Ы 1 25 Сг - 50 82 А 1 - 0,352 Т. Режим напьшення. Давление газов в камере при Предварительном ВКУУЬРО. гваннн,мбар ТО Давление аргона в камере ПРИ Обработке другой обрат ной полярности, мбар 30Ток дуги обратной поляр ности, А 1 25 Напряжение дуги обратной полярности, В 35 Дистанция обработки, м 270 давление аргона в камерепри напылении мбар 60 Ток электрической дуги плазмотрона А 720 Напряжение дуги плазмотро на, В ...
Спеченный антифрикционный материал на основе меди
Номер патента: 1984
Опубликовано: 30.12.1997
Авторы: Илющенко Елена Александровна, Ильющенко Александр Федорович, Савченков Николай Абрамович
МПК: F16C 33/12, C22C 9/06
Метки: спеченный, меди, основе, антифрикционный, материал
Текст:
...составы которых и их свойства указаны в таблице.Для определения антифрикционных свойств предлагаемого материала и сравнения их со свойствами известного смеси порошков, указанные в таблице, наносят на боковую поверхность образцов из стали д 5, диаметром 40 мм, толщиной 10 мм, с внутренним отверстием диаметром 10 мм. Боковую поверхность образцов предварительно подвергают струйно-абразивной обработке при давлении сжатого воздуха 0,5-0,6 МПа...