Способ обработки шариков
Номер патента: 2834
Опубликовано: 30.06.1999
Текст
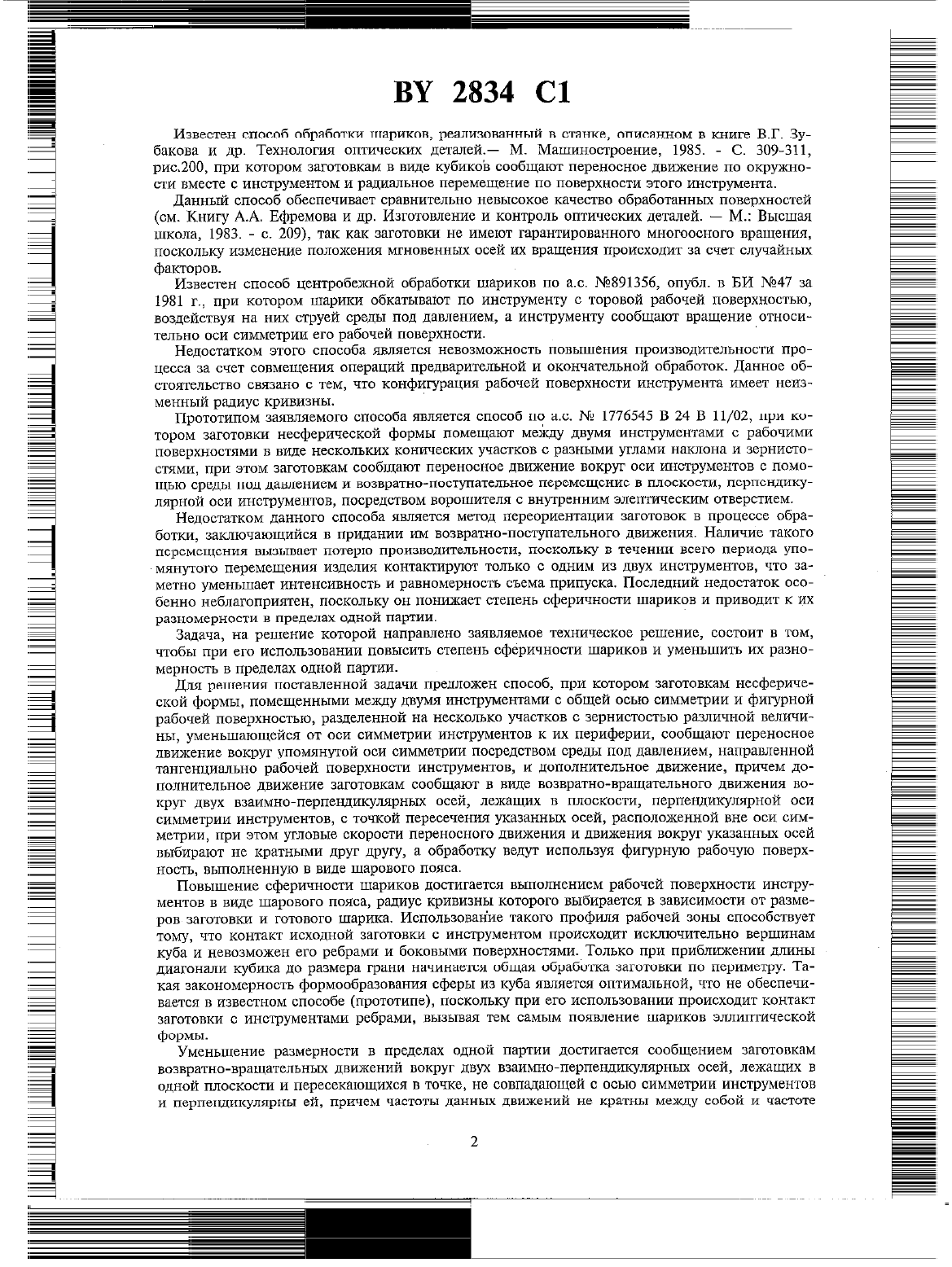
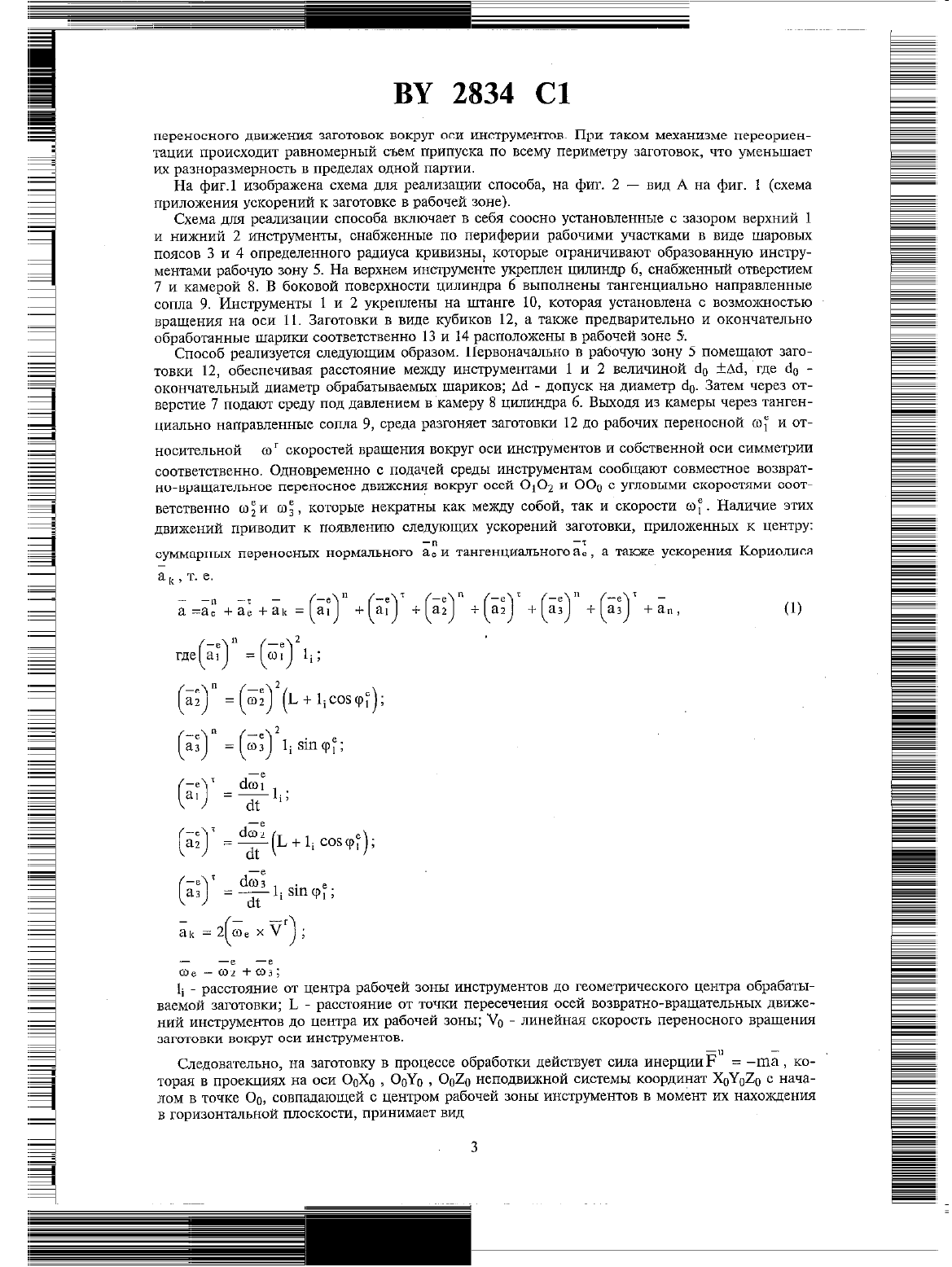
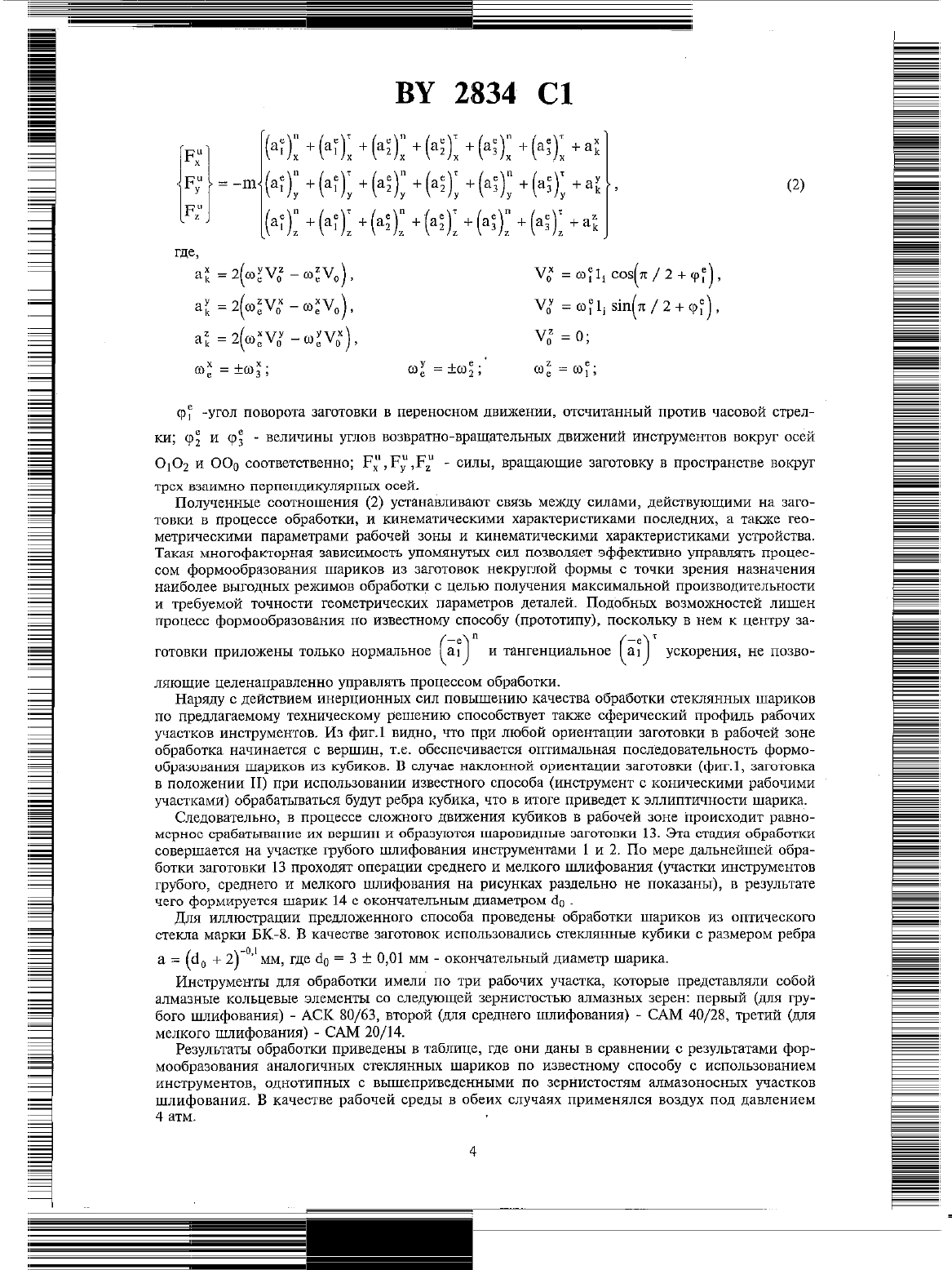
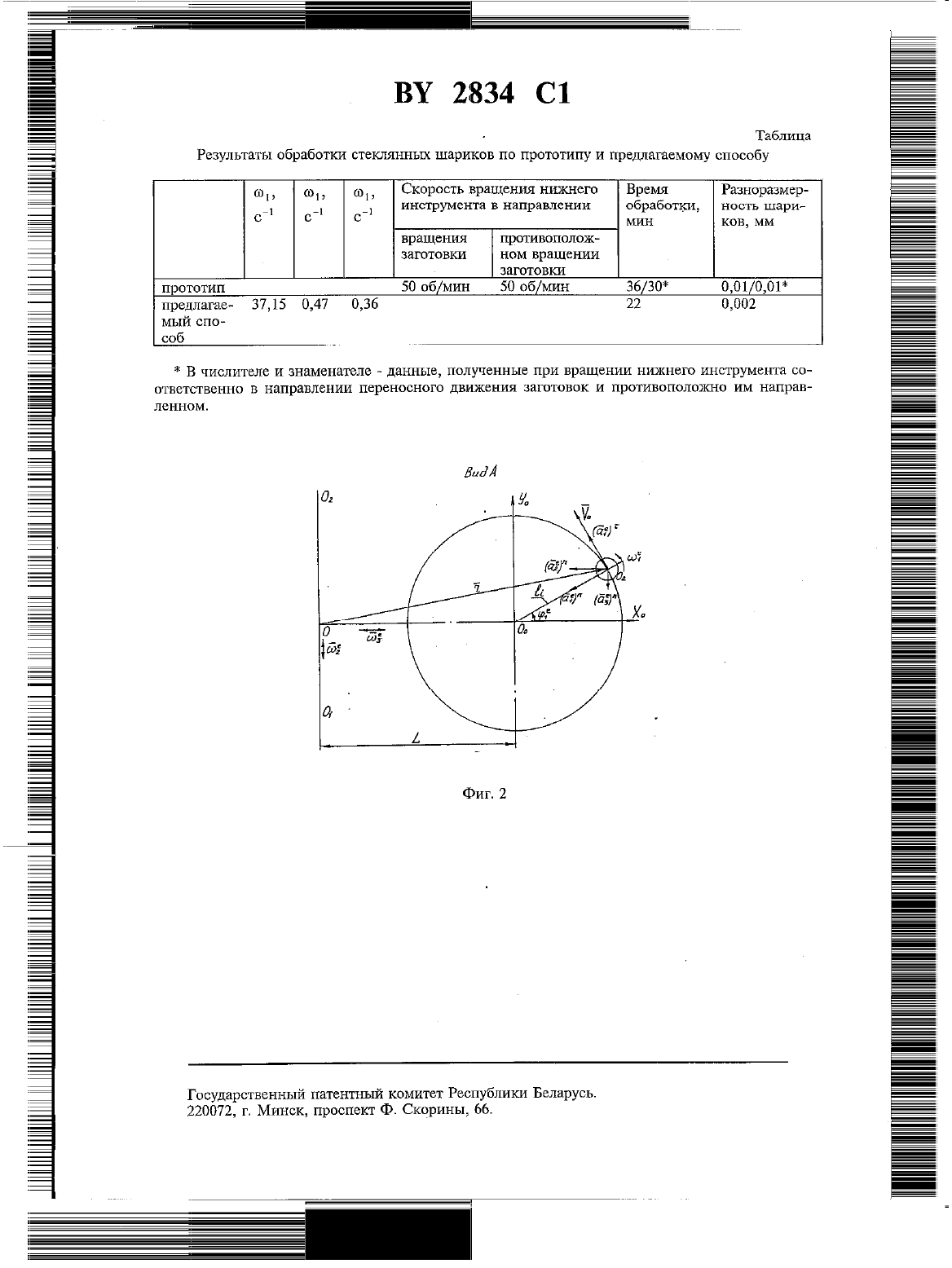
(12) ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ комитет РЕСПУБЛИКИ БЕЛАРУСЬ(71) Заявитель Белорусская государственная политехническая академия (ВУ)(73) Патентообладатель Белорусская государственная политехническая академия (ВТ)Спсоб обработки Шариков, при котором заготовкам несферической формы, помещенным между двумя инструментами с общей осью симметрии и фигурной рабочей поверхностью, раз делнной на несколько участков с зернистостью различной величины, уменьшающейся от оси симметрии инструментов к их периферии, сообщают переносное движение вокруг оси симметрии посредством среды под давлением, направленной тангенциально рабочей поверхности инструментов, и дополнительное движение, отличающийся тем, что дополнительное движение заготовкам сообщают в виде возвратно-вращательного движения вокруг двух взаимнтперпендикулярных осей, лежащих в плоскости, перпендикулярной оси симметрии инструментов, с точкой пересечения указанных осей, расположенной вне оси симметрии, при этом угловые скорости переносного движения и движения вокруг указанных осеи выбирают не кратными друг другу, а обработку ведут используя фигурную рабочую поверхность инструментов, выполненную в виде шарового пояса.Способ предназначен для использования в оптическом приборостроении при изготовлении шаровидных линз преимущественно из заготовок несферической формы, может быть использован также в тех отраслях промышленности, где применяется соответствующая обработка сферических поверхностей.Известен способ обработки шариков, реализованный в станке, описанном в книге В.Г. Зубакова И др. Технология оптических деталей. М. Машиностроение, 1985. - С. 309-311,рис.2 ОО, при котором заготовкам в виде кубиков сообщают переносное движение по окружноСТИ ВМбСТе С ИНСТРУМВНТОМ И РЗДИЗЛЬНО ПЗРСМСЩСНИ ПО ПОВЕРХНОСТИ ЭТОГО ИНСТРУМБНТН.Данный способ обеспечивает сравнительно невысокое качество обработанных поверхностей(см. Книгу А.А. Ефремова и др. Изготовление И контроль оптических деталей. М. Высшая школа, 1983. - с. 209), так как заготовки не имеют гарантированного многоосного вращения,поскольку изменение положения мгновенных осей их вращения происходит за счет случайных факторов.Известен способ центробежной обработки Шариков по а.с. М 9891356, опубл. в БИ М 947 за 1981 г., при котором шарики обкатывают по инструменту с торов-ой рабочей поверхностью,воздействуя на них струей среды под давлением, а инструменту сообщают вращение относительно оси симметрии его рабочей поверхности.Недостатком этого способа является невозможность повышения производительности процесса за счет совмещения операций предварительной и окончательной обработок. Данное обстоятельство связано с тем, что конфигурация рабочей поверхности инструмента имеет неизменный радиус кривизны.Прототипом заявляемого способа является способ по а.с. Мя- 1776545 В 24 В 11/02, при котором заготовки несферической формы помещают между двумя инструментами с рабочими поверхностями в виде нескольких конических участков с разными углами наклона и зернистостями, при этом заготовкам сообщают переносное движение вокруг оси инструментов с помощью среды под давлением и возвратно-поступательное перемещение в плоскости, перпендикулярной оси инструментов, посредством ворошителя с внутренним элептическим отверстием.Недостатком данного способа является Метод переориентации заготовок в процессе обработки, заключающийся в придании им возврате-поступательного движения. Наличие такого перемещения вызывает потерю Производительности, поскольку в течении всего периода упомянутого перемещения изделия контактируют только с одним из двух инструментов, что заметно уменьшает интенсивность И равномерность съема припуска. Последний недостаток особенно неблагоприятен, поскольку он понижает степень еферичности Шариков И приводит к Их разномерности в пределах одной партии.Задача, на решение которой направлено заявляемое техническое решение, состоит в том,чтобы при его использовании повысить степень сферичности шариков и уменьшить их разномерность в пределах одной партии.Для решения поставленной задачи предложен способ, при котором заготовкам несферической формы, помещенными между двумя инструментами с общей осью симметрии и фигурной рабочей поверхностью, разделенной на несколько участков с зернистостью различной величины, уменьшающейся от оси симметрии инструментов к их периферии, сообщают переносное движение вокруг упомянутой оси симметрии посредством среды под давлением, направленной тангенциально рабочей поверхности инструментов, и дополнительное движение, причем дополнительное движение заготовкам сообщают в виде возвратно-вращательного движения вокруг двух взаимно-перпендикулярных осей, лежащих в плоскости, перпендикулярной оси симметрии инструментов, с точкой пересечения указанных осей, расположенной вне оси симметрии, при этом угловые скорости переносного движения и движения вокруг указанных осей выбирают не кратными друг другу, а обработку ведут используя фигурную рабочую поверхность, выполненную в виде шарового пояса.Повышение сферичности шариков достигается выполнением рабочей поверхности инструментов в виде шарового пояса, радиус кривизны которого выбирается в зависимости от размеров заготовки и готового шарика. Использование такого профиля рабочей зоны способствует тому, что контакт исходной заготовки с инструментом происходит исключительно вершинам куба и невозможен его ребрами и боковыми поверхностями. Только при приближении длины Диагонали кубика до размера грани начинается общая обработка заготовки по периметру. Такая закономерность формообразования сферы из куба является оптимальной, что не обеспечивается в известном способе (прототипе), Поскольку при его использовании происходит контакт заготовки с инструментами ребрами, вызывая тем самым появление шариков эллиптической формы.Уменьшение размерности в пределах одной партии достигается сообщением заготовкам возвратно-вращательньтх движений вокруг двух взаимно-перпендикулярных осей, лежащих в одной плоскости И пересекающихся в точке, не совпадающей с осью симметрии инструментов и перпендикулярны ей, причем частоты данных движений не кратны между собой и частотепереносного движения заготовок вокруг оси инструментов. При таком механизме переориентации происходит равномерный съем припуска по всему периметру заготовок, что уменьшает их разноразмерность в пределах одной партии.На фиг.1 изображена схема для реализации способа, на фиг. 2 вид А на фиг. 1 (схема приложения ускорений к заготовке в рабочей зоне).Схема для реализации способа включает в себя соосно установленные с зазором верхний 1 и нижний 2 инструменты, снабженные по периферии рабочими участками в виде шаровых поясов 3 и 4 определенного радиуса кривизны, которые ограничивают образованную инструментами рабочую зону 5. На верхнем инструменте укреплен Цилиндр б, снабженный отверстием 7 и камерой 8. В боковой поверхности цилиндра 6 выполнены тангенциапьно направленные сопла 9. Инструменты 1 и 2 укреплены на штанге 10, которая установлена с возможностью вращения на оси 11. Заготовки в виде кубиков 12, а также предварительно и окончательно обработанные шарики соответственно 13 и 14 расположены в рабочей зоне 5Способ реализуется следующим образом. Первоначально в рабочую зону 5 помещают заготовки 12, обеспечивая расстояние между инструментами 1 и 2 величиной до ша, где до окончательный диаметр обрабатываемых шариков Ад - допуск на диаметр до. Затем через отверстие 7 подают среду под давлением вкамеру 8 цилиндра 6. Выходя из камеры через танген циально направленные сопла 9, среда разгоняет заготовки 12 до рабочих переносной со и от НОСИТСЛЬНОЙ СОГ СКОРОСТВЙ вращения ВОКРУГ ОСИ ИНСТРУМЕНТОВ И СОбСТВЕННОЙ ОСИ СИММСТРИИсоответственно. Одновременно с подачей средь инструментам сообщают совместное возвратно-вращательное переносное движения вокруг осей 0102 И ООО с угловыми скоростями соот ветственно ши со , которые некратны как между собой, так и скорости саг. Наличие этих движений приводит к появлению следующих ускорений заготовки, приложенных к ЦентруП Т суммарных переносных нормального ае И тангенциального ан, а также ускорения Кориолиса а к , т. е. е- п т е и е е п е т е п е-е т аае 33 ак (а) ькадэ а 2) (а 2 (аз) (аз ап, (1)д - расстояние от центра рабочей зоны инструментов до геометрического центра обрабатываемой заготовки Ь - расстояние от точки пересечения осей возвратно-вращательньтх движений инструментов до центра их рабочей зоны Ч/д - линейная скорость переносного вращения заготовки вокруг оси инструментов.Следовательно, на заготовку в процессе обработки действует сила инерции Р ша которая в проекциях на оси ООХО , ОоУд 0020 неподвижной системы координат Х 0 У 020 с началом в точке Од, совпадающей с центром рабочей зоны инструментов в момент их нахождения в горизонтальной плоскости, принимает вид(р -угол поворота ЗНГОТОВКИ В ПВРБНОСНОМ ДВИЭКБНИИ, ОТСЧИТЗННЫЙ ПРОТИВ часовой СТРЕЛ КИ (р И (р - ВЕЛИЧИНЫ УГЛОВ ВОЗВРЗТНО-БРНЩНТВЛЬНЬШ ДВШКВНИЙ ИНСТРУМЕНТОВ ВОКРУГ ОССЙО О и 00 соответственно Р,Р - силы, врашающие заготов в п ост анстве во г 1 2 0 х у 2трех взаимно перпендикулярных осей.Полученные соотношения (2) устанавливают связь между силами, действующими на заготовки в процессе обработки, и кинематическими характеристиками последних, а таюке геометрическими параметрами рабочей зоны И кинематическими характеристиками устройства. Такая многофакторная зависимость упомянутых сил позволяет эффективно управлять процессом формообразования шариков из заготовок некруглой формы с точки зрения назначения наиболее выгодных режимов обработки с целью получения максимальной производительности и требуемой точности геометрических параметров деталей. Подобных возможностей лишен процесс формообразования но известному способу (прототипу), поскольку в нем к центру за е н с т ГОТОВКИ ПРИЛОЗКБНЫ ТОЛЬКО НОРМЭЛЬНОВ (31) И ТННГВНЦИЭЛЬНОЕЗ (211) УСКОРСНИЯ, не ПОЗВО ляющие целенаправленно управлять процессом обработки.Наряду с действием инерционных сил повышению качества обработки стеклянных шариков по предлагаемому техническому решению способствует также сферический профиль рабочих участков инструментов. Из фиг.1 видно, что при любой ориентации заготовки в рабочей зоне обработка начинается с вершин, т.е. обеспечивается оптимальная последовательность формообразования шариков из кубиков. В случае Наклонной ориентации заготовки (фиг.1, заготовка в положении П) при использовании известного способа (инструмент с коническими рабочими участками) обрабатываться будут ребра кубика, что в итоге приведет к эллиптичности шарика.Следовательно, в процессе сложного движения кубиков в рабочей зоне происходит равномерное срабатывание их вершин и образуются шаровидные заготовки 13. Эта стадия обработки совершается на участке грубого шлифования инструментами 1 и 2. По мере дальнейшей обработки заготовки 13 проходят операции среднего и мелкого шлифования (участки инструментов грубого, среднего и мелкого шлифования на рисунках раздельно не показаны), в результате чего формируется шарик 14 с окончательным диаметром од .Для иллюстрации предложенного способа проведены обработки шариков из оптического стекла марки БК-8. В качестве заготовок использовались стеклянные кубики с размером ребраа (ад 2)п 1 мм где ад 3 г 0,01 мм - окончательный диаметр шарика.Инструменты для обработки имели но три рабочих участка, которые представляли собой алмазные кольцевые элементы со следующей зернистостью алмазных зерен первый (для грубого шлифования) - АСК 80/63, второй (для среднего шлифования) - САМ 40/28, третий (для мелкого шлифования) - САМ 20/14.Результаты обработки приведены в таблице, где они даны в сравнении с результатами формообразования аналогичных стеклянных шариков по известному способу с использованием инструментов, однотипных с вышеприведенными по зернистостям алмазоносных участков шлифования. В качестве рабочей среды в обеих случаях применялся воздух под давлением 4 атм. т
МПК / Метки
МПК: B24B 11/02
Метки: обработки, способ, шариков
Код ссылки
<a href="https://by.patents.su/5-2834-sposob-obrabotki-sharikov.html" rel="bookmark" title="База патентов Беларуси">Способ обработки шариков</a>
Способ обработки шариков
Номер патента: 1444
Опубликовано: 16.12.1996
Автор: ЩЕТНИКОВИЧ Казимир Генрихович
МПК: B24B 11/02
Метки: обработки, способ, шариков
Текст:
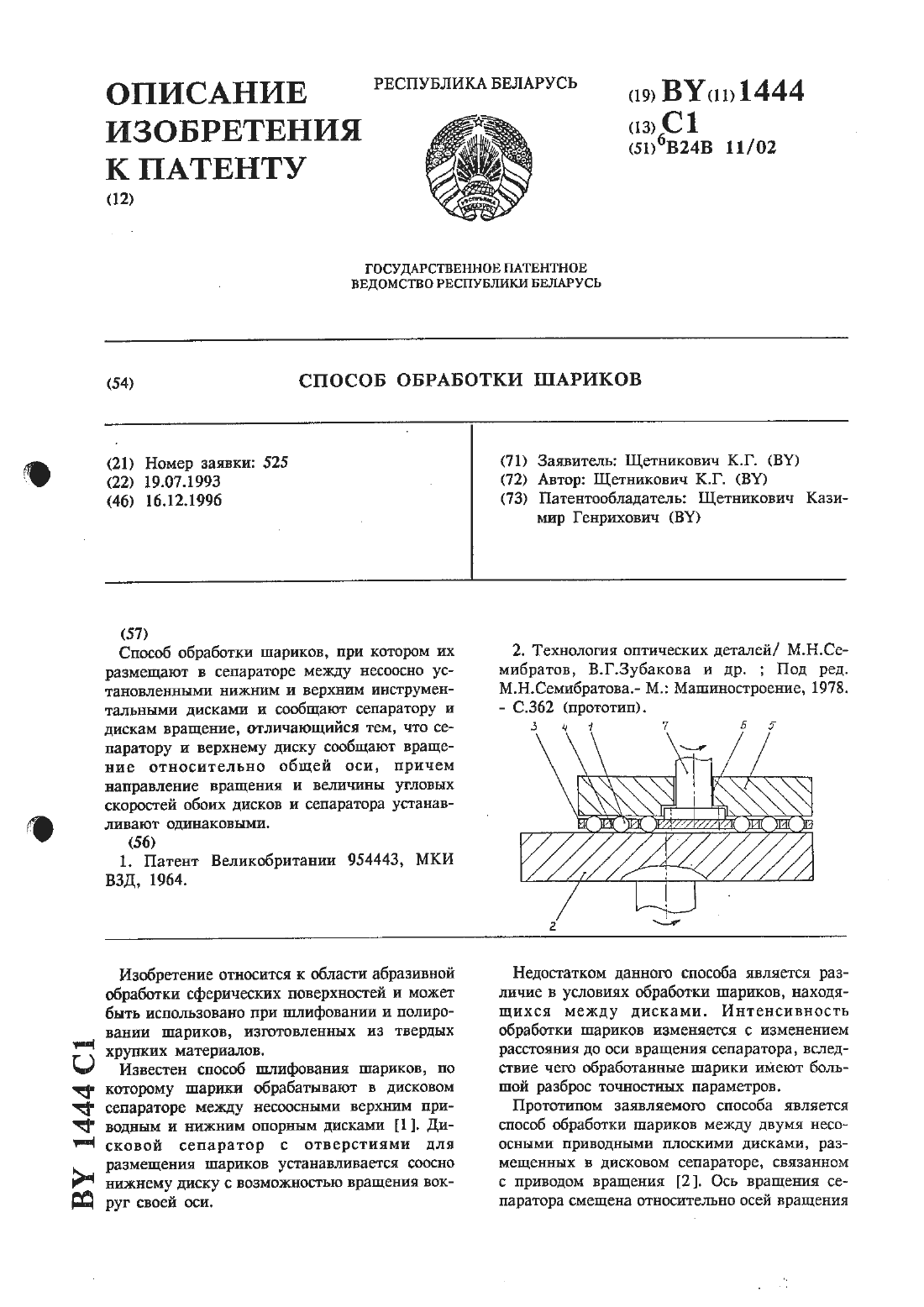
...инструментальными дисками и сообщают сепаратору и дискам вращение, сепаратору и верхнему диску сообщают вращение относительно общей оси, причем направление вращения и величины угловых скоростей обоих дисков и сепаратора устанавливают одинакоВЫЪН.Преимущество данного изобретения заключается в том, что все шарики в обрабатываемой партии перемещаются по одинаковым траекториям с одними и теми же скоростями,а ось вращения каждою шарика равномерно...
Устройство для обработки шариков
Номер патента: 1250
Опубликовано: 14.06.1996
Автор: ЩЕТНИКОВИЧ Казимир Генрихович
МПК: B24B 11/02
Метки: обработки, устройство, шариков
Текст:
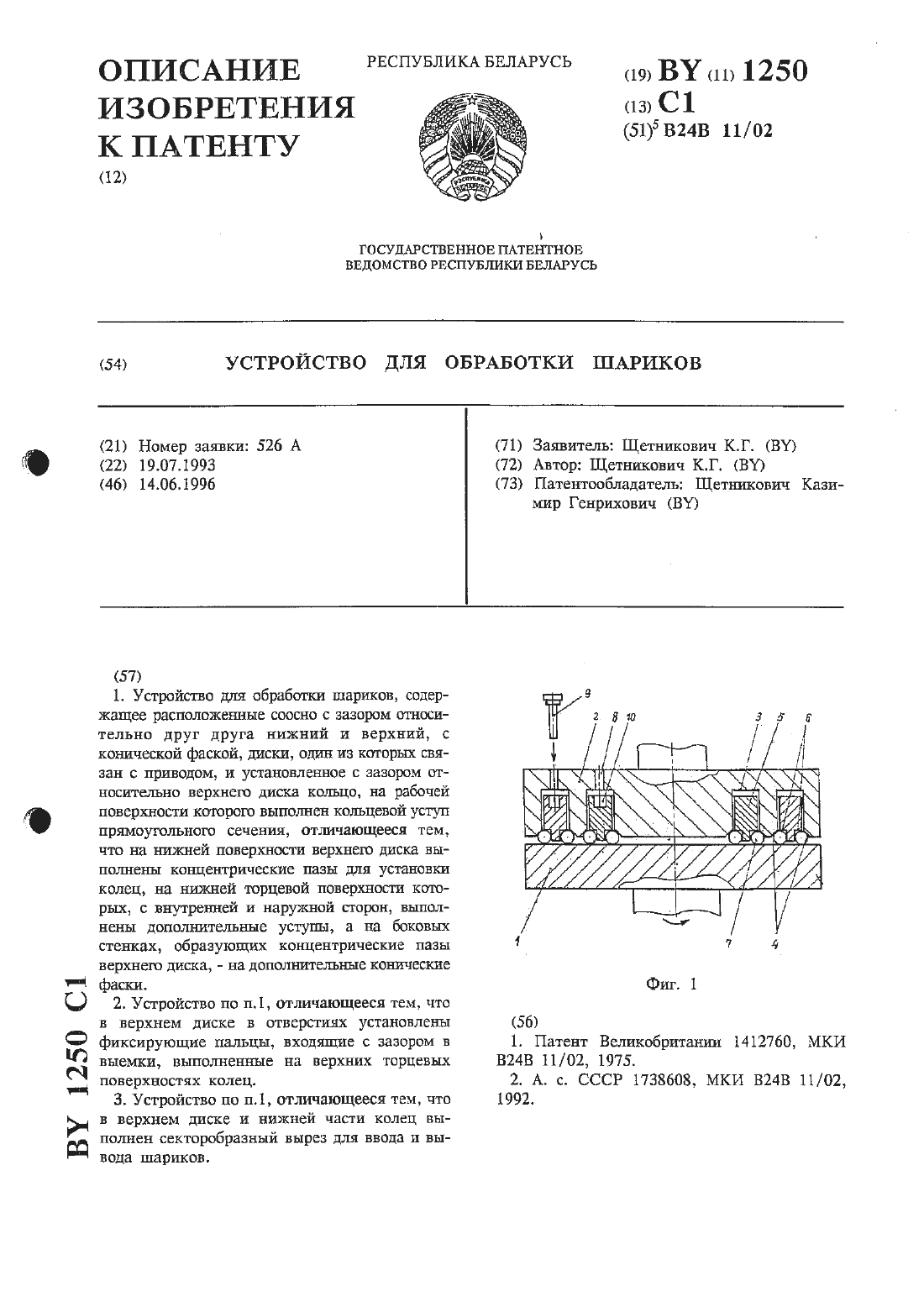
...на фиг.3 - разрез А-А на фиг.2.Устройство содержит нижний приводной диск 1, верхний неподвижный прижимной диск 2 с концентрическими пазами 3 и коническими фасками 4. В пазах 3 с зазором установлены кольца 5, имеющие на нижней торцевой поверхности кольцевые уступы прямоугольного сечения б. Обрабатываемые шарики 7 размешены в канавках, образованных кольцевыми уступами 6 колец 5, ггконическими фасками 4 верхнего диска 2. При необходимости...
Устройство для обработки шариков
Номер патента: 1969
Опубликовано: 30.12.1997
Автор: ЩЕТНИКОВИЧ Казимир Генрихович
МПК: B24B 11/02
Метки: обработки, шариков, устройство
Текст:
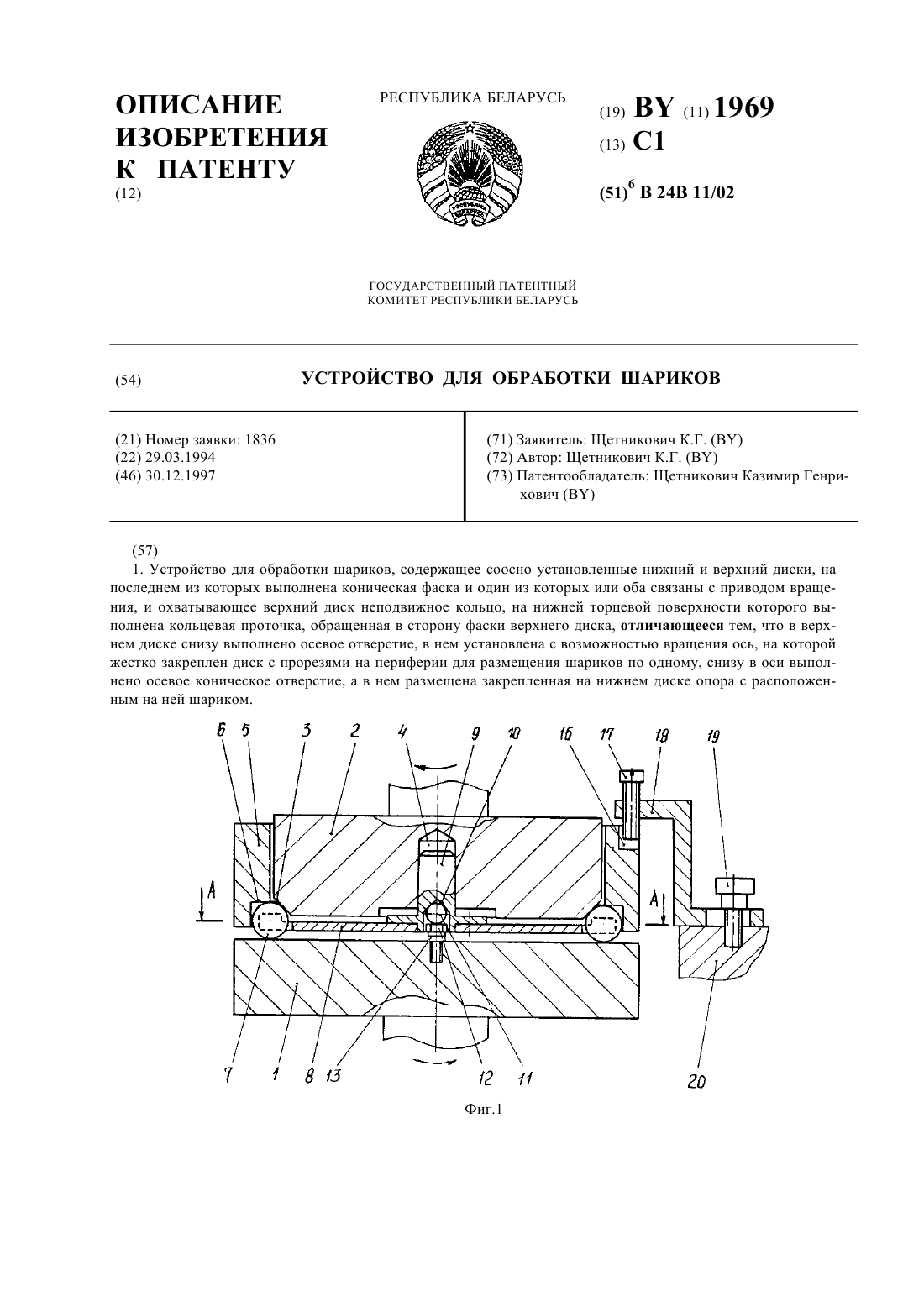
...позволяет выровнять нагрузку, приходящуюся на каждый шарик в зоне обработки. Сопротивление вращению сепаратора незначительно, так как он закреплен на оси малого диаметра, опирающегося на шарик. Указанные факторы способствуют высокому качеству поверхности обрабатываемых шариков и большой геометрической точности сферы. Другим отличительным признаком устройства является то, что закрепленная на нижнем диске опора выполнена регулируемой по высоте....
Способ обработки сферических поверхностей
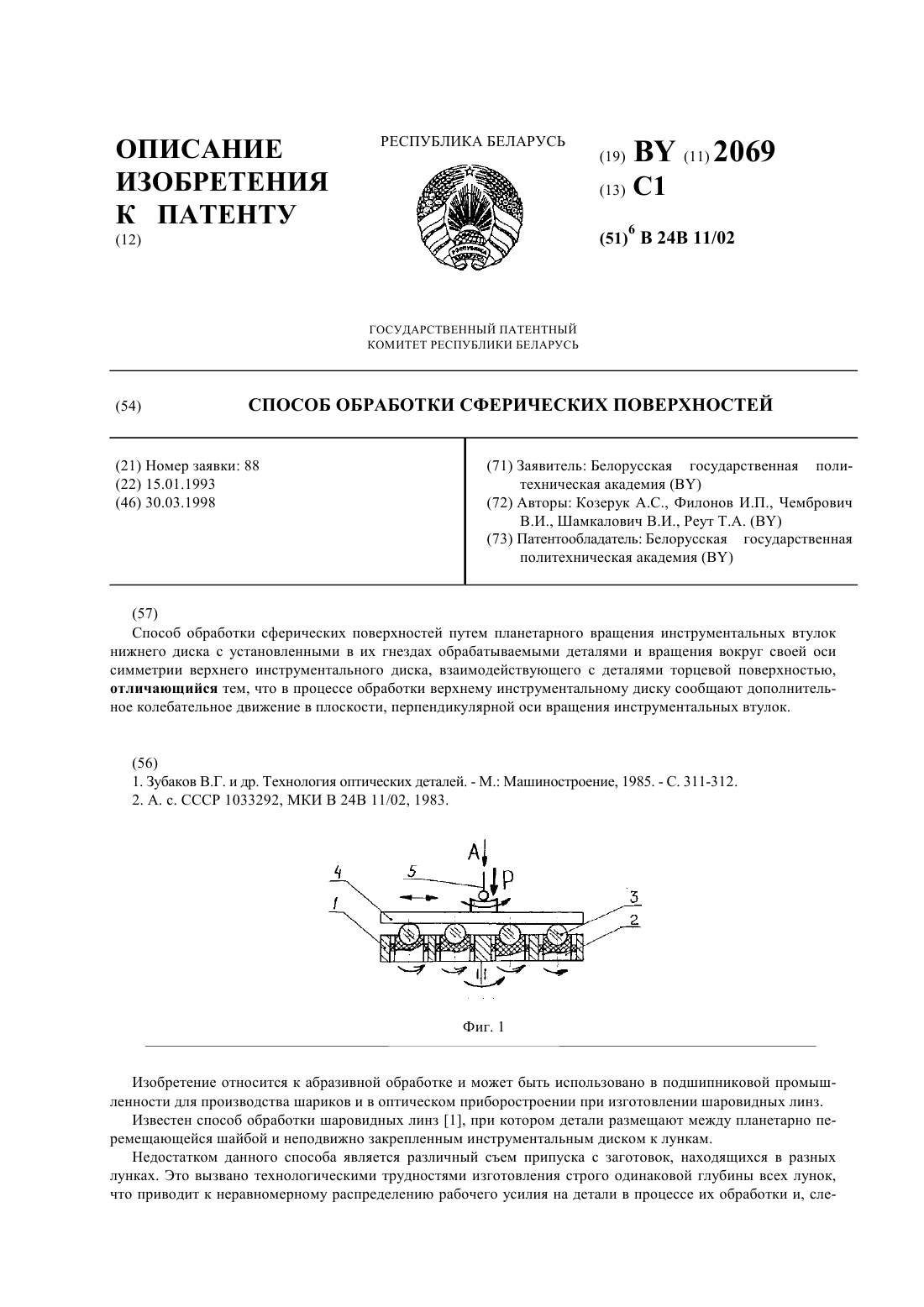
Номер патента: 2069
Опубликовано: 30.03.1998
Авторы: Шамкалович Владимир Иванович, Чембрович Владимир Иванович, Реут Татьяна Аркадьевна, Филонов Игорь Павлович, Козерук Альбин Степанович
МПК: B24B 11/02
Метки: поверхностей, сферических, обработки, способ
Текст:
...втулках,закрепленных в центральной и краевой зонах нижнего диска. Выравнивание путей трения достигается за счет выхода на определенное время с зоны обработки деталей, находящихся в инструментальных втулках периферийной зоны, что обеспечивается путем регулирования величины амплитуды колебательного движения верхнего инструментального диска. На фиг.1 представлена схема реализации предлагаемого способа, на фиг.2 - вид А фиг.1 (без...
Способ обработки длинномерной цилиндрической детали
Номер патента: 457
Опубликовано: 30.03.1995
Авторы: Рута С. А., Мастюгин Л. И., Минец В. В.
МПК: B24B 37/02
Метки: обработки, длинномерной, цилиндрической, детали, способ
Текст:
...инструмента к обрабатываемой поверхности вРезУлътате чего при обработке деталей, диаметр которых В процессе обработки умепъ- . шается инструмент находится В КОН такте со значительной поверхностью обрабатываемой детали. В таком инструменте п работе участвует большее количество абразивных аерен.что повышает ело производительность. ПРИ наличии л дбрапипосодсржчпем слоеканавки Шириной не менее 0,1 диаметра Обрабатываемой детали,...
Предыдущий патент: Ингибитор вируса гепатита А
Следующий патент: Литьевая масса для стеклокерамического композиционного материала
Случайный патент: Устройство для сжатия пластин