Способ термомеханической обработки поверхности стальной детали
Номер патента: 18409
Опубликовано: 30.08.2014
Авторы: Кардаполова Маргарита Анатольевна, Кукин Святослав Феоктистович, Веремей Павел Валерьевич, Филонов Игорь Павлович, Девойно Олег Георгиевич
Текст
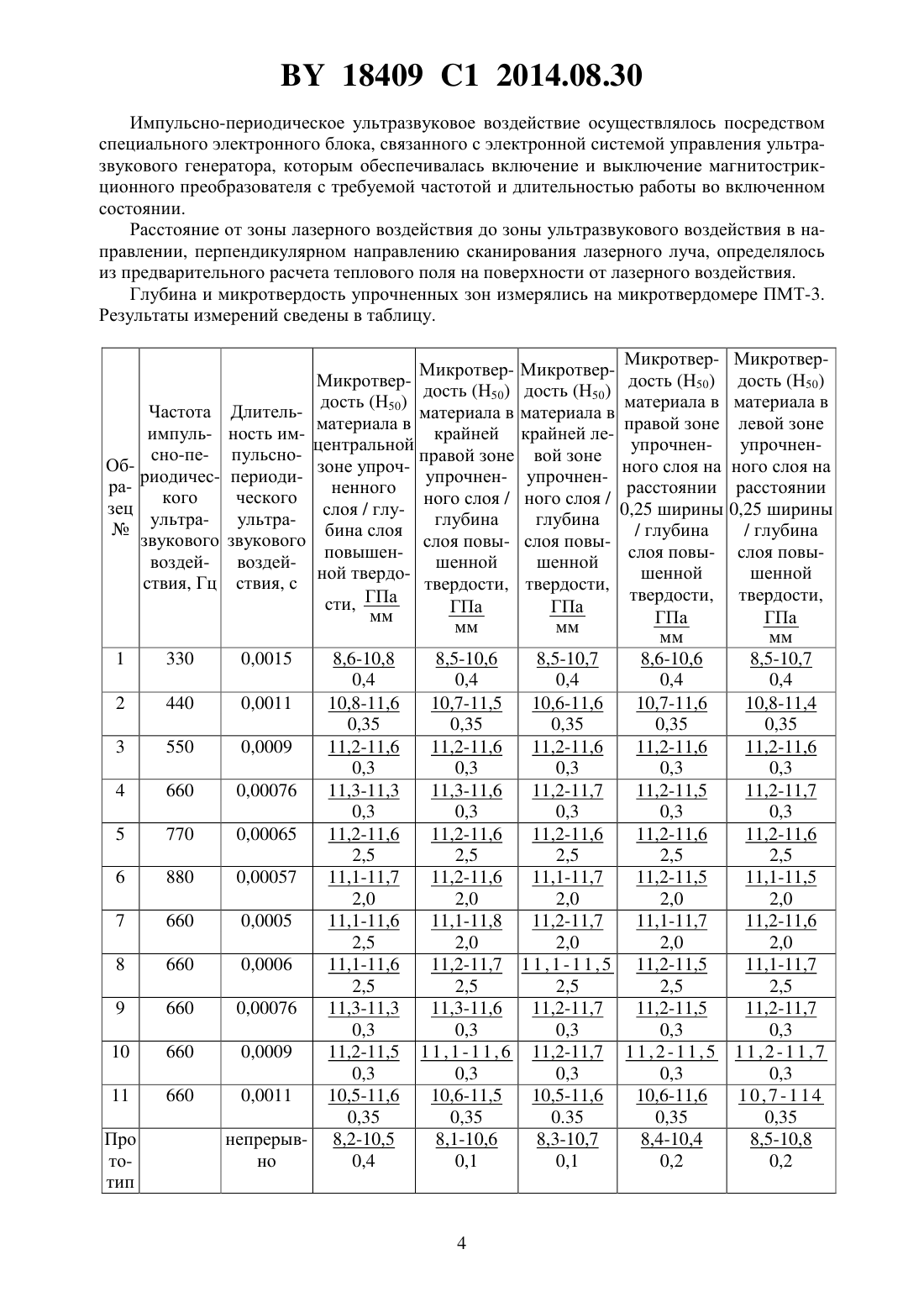
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ СТАЛЬНОЙ ДЕТАЛИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Филонов Игорь Павлович Кукин Святослав Феоктистович Девойно Олег Георгиевич Веремей Павел Валерьевич Кардаполова Маргарита Анатольевна(73) Патентообладатель Белорусский национальный технический университет(57) Способ термомеханической обработки поверхности стальной детали, при котором воздействуют лазерным излучением на обрабатываемую поверхность движущейся детали,осуществляют последующее высокоскоростное деформационное воздействие цилиндрическим ультразвуковым инструментом по всей ширине следа лазерной обработки от центра пятна лазерного луча на расстояние, где температура на поверхности составляет от 400 до 600 С, отличающийся тем, что воздействие лазерным излучением осуществляют сканирующим лазерным лучом перпендикулярно направлению движения детали с частотой ,а высокоскоростное деформационное воздействие - импульсно-периодически с частотой и перпендикулярно направлению движения детали с длительностью, равной от 0,4 до 0,6 периода импульса, причем частоту импульсов и выбирают равной из интервала от 2,0 до 3,5. Изобретение относится к области термомеханической обработки поверхности детали с помощью концентрированных источников энергии, конкретнее лазерного излучения и ультразвука, и может быть использовано в машиностроении для поверхностного упрочнения стальных деталей машин. Известен способ лазерной термической обработки поверхности детали 1, заключающийся в том, что поверхность детали подвергается воздействию колеблющегося лазерного луча поперечно направлению движения самой детали. Недостатком данного способа является наличие остаточных напряжений растяжения в поверхностном слое из-за чередования зон закалки с зонами отпуска и необходимость в последующей чистовой обработке из-за увеличения шероховатости вследствие оплавления поверхности, так как обработка производится высококонцентрированным пятном лазерного луча. 18409 1 2014.08.30 Известен способ термомеханической обработки поверхности детали 2, включающий воздействие импульсного лазерного излучения на движущуюся обрабатываемую поверхность и последующее высокоскоростное деформационное воздействие сферического ультразвукового инструмента в неостывшую зону следа лазерной обработки на определенном расстоянии от центра пятна лазерного луча. Недостатком данного способа является то, что упрочненная зона обрабатываемой поверхности формируется из последовательности соприкасающихся или частично перекрывающихся пятен лазерно-ультразвукового воздействия с чередованием упрочненных зон с зонами разупрочнения в местах соприкосновения или перекрытия пятен лазерного луча как в продольном, так и в поперечном направлениях. Наиболее близким по технической сущности к предлагаемому изобретению является способ термомеханической обработки поверхности детали 3, включающий воздействие лазерного излучения на движущуюся обрабатываемую поверхность, последующее высокоскоростное деформационное воздействие цилиндрическим ультразвуковым инструментом по всей ширине следа лазерной обработки на расстоянии от центра пятна лазерного луча, где температура составляет 400-600 С. Недостатком данного способа является то, что интенсивность ультразвукового деформационного воздействия максимальна в центре следа лазерной обработки и снижается до минимального значения по краям из-за рассеивания энергии в пятне лазерного луча по закону Гаусса. Это вызывает неравномерность микротвердости, глубины и ширины упрочненного слоя и значений внутренних напряжений. В центральной зоне возможно формирование критических значений напряжений сжатия (перенаклеп), в то время как в крайних зонах остаются участки с остаточными напряжениями растяжения. Кроме того,ультразвуковая обработка поверхности следа лазерной обработки на скорости, равной скорости перемещения лазерного луча, требует тщательного подбора величины амплитуды ультразвуковых колебаний контактной поверхности ультразвукового инструмента для исключения перенаклепа, что требует значительных по времени и материальным затратам предварительных опытно-эксперементальных работ. Задачей предлагаемого изобретения является улучшение качества изделия путем создания упрочненного слоя с однородными физико-механическими свойствами (микротвердостью, глубиной и шириной зоны упрочнения). Задача решается за счет того, что в способе термомеханической обработки поверхности стальной детали, включающем воздействие лазерного излучения на обрабатываемую поверхность движущейся детали и последующее высокоскоростное деформационное воздействие цилиндрическим ультразвуковым инструментом по всей ширине следа лазерной обработки от центра пятна лазерного луча на расстоянии, где температура на поверхности составляет от 400 до 600 С, согласно предлагаемому изобретению лазерное излучение осуществляют сканирующим лазерным лучом перпендикулярно направлению движения детали с частотой , высокоскоростное деформационное воздействие - импульснопериодически с частотой и перпендикулярно направлению движения детали с длительностью, равной от 0,4 до 0,6 периода импульса, причем частоту импульсов и выбирают равной из интервала от 2,0 до 3,5. Импульсно-периодическое ультразвуковое воздействие цилиндрического инструмента позволяет за счет выбора частоты и соотношения времени воздействия ультразвука со временем его отключения оптимизировать процесс ультразвукового поверхностнопластического деформирования поверхности, исключив процессы разупрочнения (перенаклепа). Высокоскоростное деформационное воздействие цилиндрическим ультразвуковым инструментом по линии перпендикулярно направлению перемещения обрабатываемой поверхности относительно лазерного луча обеспечивает одинаковую интенсивность ультразвуковой обработки по всей ширине следа лазерной обработки, что обеспечивает фор 2 18409 1 2014.08.30 мирование упрочненного слоя одинакового по глубине и значениям микротвердости материала в нем по всей ширине следа лазерной обработки. Увеличение частоты импульсно-периодического ультразвукового воздействия более 3,5 приводит к малому количеству (10) контактирующего воздействия поверхности ультразвукового инструмента с обрабатываемой поверхностью, что приводит к недостаточному поверхностно-пластическому деформированию поверхностного слоя и, как следствие, формированию упрочненного слоя повышенной твердости малой глубины. Уменьшение частоты импульсно-периодического ультразвукового воздействия менее 2,0 приводит к большому количеству (20) контактирующего воздействия поверхности ультразвукового инструмента с обрабатываемой поверхностью, что приводит к разупрочнению (перенаклепу) поверхностного слоя и формированию упрочненного слоя с меньшей микротвердостью материала в нем и неравномерным ее распределением по глубине. Увеличение длительности импульсно-периодического ультразвукового воздействия свыше 0,6 от длительности его периода приводит к большему количеству ( 20) контактирующего воздействия поверхности ультразвукового инструмента с обрабатываемой поверхностью, что приводит к разупрочнению (перенаклепу) поверхностного слоя и формированию упрочненного слоя с меньшей микротвердостью материала в нем и неравномерным ее распределением по глубине. Уменьшение длительности импульсно-периодического ультразвукового воздействия менее 0,4 от длительности его периода приводит к малому количеству (10) контактирующего воздействия поверхности ультразвукового инструмента с обрабатываемой поверхностью, что приводит к недостаточному поверхностно-пластическому деформированию поверхностного слоя и, как следствие, формированию упрочненного слоя повышенной твердости малой глубины. Пример реализации заявляемого способа. Проводили термомеханическую обработку наружных поверхностей трубчатых образцов из стали 45 ГОСТ 1050-88 с наружным диаметром 62 мм, внутренним диаметром 52 мм и длиной 70 мм. Образцы закреплялись в патроне токарно-винторезного станка, посредством которого задавалась необходимая скорость перемещения обрабатываемой поверхности относительно лазерного луча и ультразвукового инструмента. Лазерная обработка производилась на волоконном лазере -1000 с длиной волны излучения 1,07 мкм, мощностью 1,0 кВт колеблющимся лучом, диаметр пятна луча на обрабатываемой поверхности 0,6 мм, амплитуда колебаний 5 мм, частота колебаний 220 Гц. Скорость перемещения обрабатываемой поверхности относительно поперечно колеблющегося лазерного луча составляла 1 м/с. Последующую обработку ультразвуком проводили при следующих конструкторских и технологических параметрах системы ультразвукового воздействия. Деформирующий элемент, изготовленный из сплава ВК-6 М, имеет форму ролика диаметром 6 мм и длиной 5 мм. Деформирующий элемент жестко впаян в торец концентратора ультразвуковой колебательной системы на базе магнитострикционного преобразователя ПМС-15 А-18, который помещен в специальный корпус с возможностью его поворота относительно своей оси на угол в диапазоне 50 и прижима деформирующего элемента к обрабатываемой поверхности под фиксированной статической нагрузкой. Питание магнитострикционного преобразователя осуществлялось от ультразвукового генератора УЗГ-3-4. Корпус преобразователя ПМС-15 А-18 закреплялся в резцедержателе токарно-винторезного станка. Деформирующий элемент ультразвуковой колебательной системы прижимался к вращающемуся образцу со статической нагрузкой 800 Н. Амплитуда ультразвуковых колебаний рабочей поверхности деформирующего элемента при ультразвуковой обработке устанавливалась в диапазоне 20-25 мкм, при частоте и(330-880) Гц и измерялась бесконтактным виброметром типа УВМ-4 М. 18409 1 2014.08.30 Импульсно-периодическое ультразвуковое воздействие осуществлялось посредством специального электронного блока, связанного с электронной системой управления ультразвукового генератора, которым обеспечивалась включение и выключение магнитострикционного преобразователя с требуемой частотой и длительностью работы во включенном состоянии. Расстояние от зоны лазерного воздействия до зоны ультразвукового воздействия в направлении, перпендикулярном направлению сканирования лазерного луча, определялось из предварительного расчета теплового поля на поверхности от лазерного воздействия. Глубина и микротвердость упрочненных зон измерялись на микротвердомере ПМТ-3. Результаты измерений сведены в таблицу. Частота импульсно-пеОбриодичесракого зец ультра звукового воздействия, Гц Длительность импульснопериодического ультразвукового воздействия, с МикротверМикротвердость (Н 50) дость (Н 50) материала в материала в крайней центральной правой зоне зоне упрочупрочненненного ного слоя / слоя / глуглубина бина слоя слоя повыповышеншенной ной твердотвердости,сти, ГПа ГПа мм мм 8,6-10,8 0,4 10,8-11,6 0,35 11,2-11,6 0,3 11,3-11,3 0,3 11,2-11,6 2,5 11,1-11,7 2,0 11,1-11,6 2,5 11,1-11,6 2,5 11,3-11,3 0,3 11,2-11,5 0,3 10,5-11,6 0,35 8,2-10,5 0,4 МикротверМикротвердость (Н 50) дость (Н 50) материала в материала в правой зоне крайней леупрочненвой зоне ного слоя на упрочненрасстоянии ного слоя / 0,25 ширины глубина/ глубина слоя повыслоя повышенной шенной твердости,твердости,ГПа ГПа мм мм 8,5-10,7 8,6-10,6 0,4 0,4 10,6-11,6 10,7-11,6 0,35 0,35 11,2-11,6 11,2-11,6 0,3 0,3 11,2-11,7 11,2-11,5 0,3 0,3 11,2-11,6 11,2-11,6 2,5 2,5 11,1-11,7 11,2-11,5 2,0 2,0 11,2-11,7 11,1-11,7 2,0 2,0 1 1 , 1 - 1 1 , 5 11,2-11,5 2,5 2,5 11,2-11,7 11,2-11,5 0,3 0,3 11,2-11,7 1 1 , 2 - 1 1 , 5 0,3 0,3 10,5-11,6 10,6-11,6 0.35 0,35 8,3-10,7 8,4-10,4 0,1 0,2 Микротвердость (Н 50) материала в левой зоне упрочненного слоя на расстоянии 0,25 ширины/ глубина слоя повышенной твердости,ГПа мм 8,5-10,7 0,4 10,8-11,4 0,35 11,2-11,6 0,3 11,2-11,7 0,3 11,2-11,6 2,5 11,1-11,5 2,0 11,2-11,6 2,0 11,1-11,7 2,5 11,2-11,7 0,3 11,2-11,7 0,3 10,7-114 0,35 8,5-10,8 0,2 18409 1 2014.08.30 Микротвердость и глубина упрочненного слоя на образцах 1 и 6 указывают на целесообразность ограничений по частоте и, а на образцах 5-8 - по периоду воздействия. Предлагаемый способ термомеханической обработки позволяет улучшить качество изделия путем создания однородного упрочненного слоя по глубине и ширине зоны упрочнения с равномерным распределением микротвердости материала в нем. Источники информации 1. Григорьянц А.Г., Сафонов А.Н. Методы поверхностной лазерной обработки. - М. Высшая школа, 1987. - С. 105. 2. Муханов И.И., Синдеев В.И. Упрочняюще-чистовая обработка стальных деталей лучом лазера и ультразвуковым инструментом. В кн. Новые методы упрочнения и обработки материалов. - Новосибирск НЭТИ, 1979. - С. 87-89. 3.-./. , . - , 2003. - . 199201. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C21D 1/09
Метки: стальной, обработки, термомеханической, поверхности, способ, детали
Код ссылки
<a href="https://by.patents.su/5-18409-sposob-termomehanicheskojj-obrabotki-poverhnosti-stalnojj-detali.html" rel="bookmark" title="База патентов Беларуси">Способ термомеханической обработки поверхности стальной детали</a>
Способ и устройство для отделочной обработки плоской поверхности детали
Номер патента: 6642
Опубликовано: 30.12.2004
Авторы: Федорцев Ростислав Валерьевич, Федорцев Валерий Александрович
МПК: B24B 7/30
Метки: устройство, поверхности, детали, отделочной, способ, обработки, плоской
Текст:
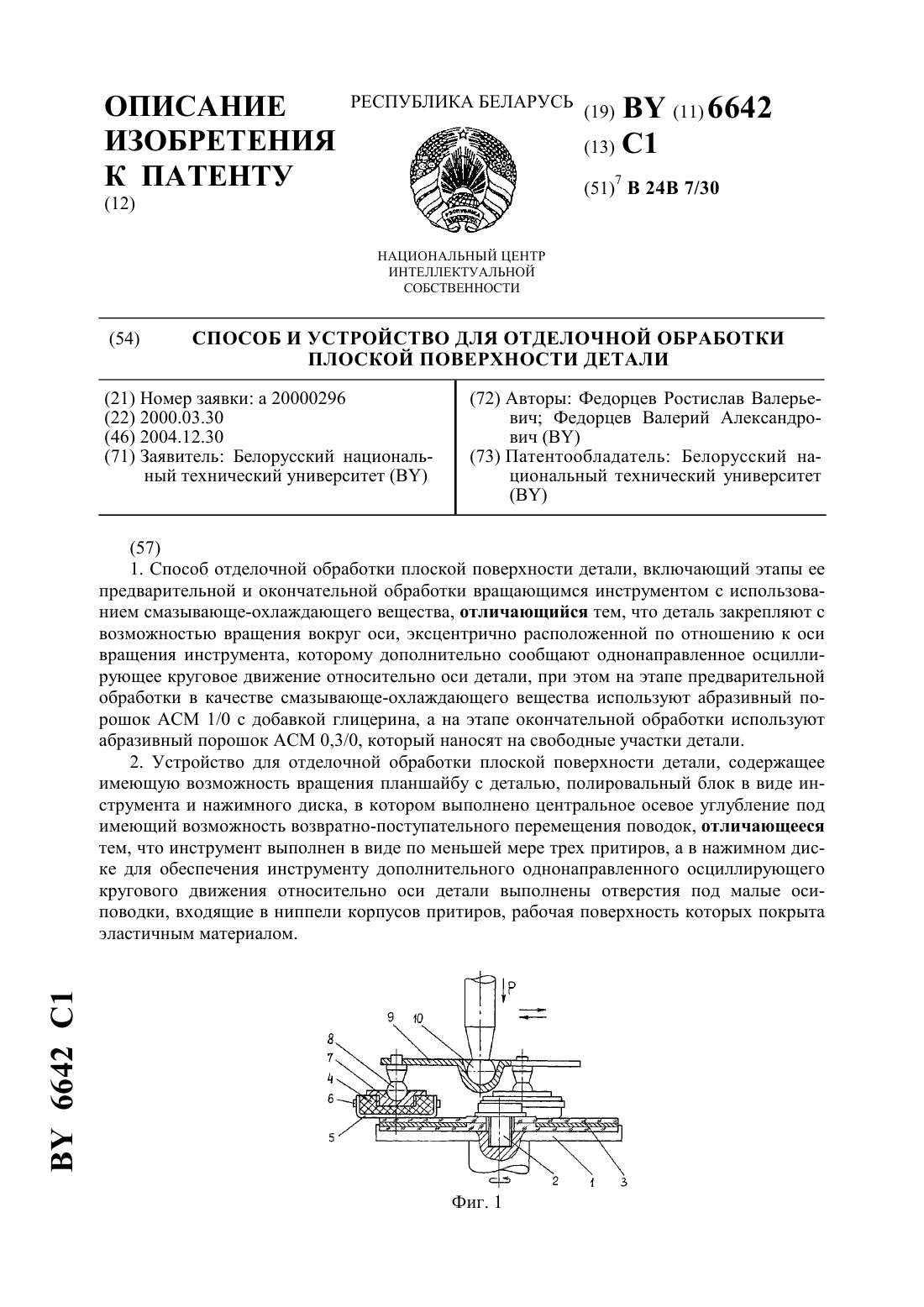
...обработки плоской поверхности детали, включающем этапы ее предварительной и окончательной обработки вращающимся инструментом с использованием смазочно-охлаждающего вещества, деталь закрепляют с возможностью вращения вокруг оси, эксцентрично расположенной по отношению к оси вращения инструмента, которому дополнительно сообщают однонаправленное осциллирующее круговое движение относительно оси детали, при этом на этапе предварительной...
Способ обработки рабочей поверхности детали узла трения
Номер патента: 14996
Опубликовано: 30.10.2011
Авторы: Селькин Владимир Петрович, Хомченко Алексей Владимирович, Сосновский Сергей Васильевич, Михневич Анатолий Станиславович
МПК: C23C 28/00
Метки: поверхности, узла, детали, способ, обработки, рабочей, трения
Текст:
...на стандартном оборудовании для электроискровой обработки металлов, например, марки ЭЛИТРОН при рабочем токе 0,5-10 . Режимы работы оборудования и модель установки выбирают в зависимости от необходимой толщины наносимого покрытия и заданной производительности процесса. В отличие от прототипа после электроискрового легирования механическую обработку (шлифование) сформированного основного покрытия (из материала на основе меди) не...
Устройство для магнитно-абразивной обработки плоской поверхности детали
Номер патента: 11337
Опубликовано: 30.12.2008
Авторы: Пасевич Петр Иванович, Луговик Алексей Юрьевич, Дидковский Ярослав Иванович, Власенко Евгений Петрович, Кухто Петр Васильевич, Хомич Николай Степанович, Фёдорцев Ростислав Валерьевич
МПК: B24B 31/00
Метки: обработки, плоской, детали, устройство, магнитно-абразивной, поверхности
Текст:
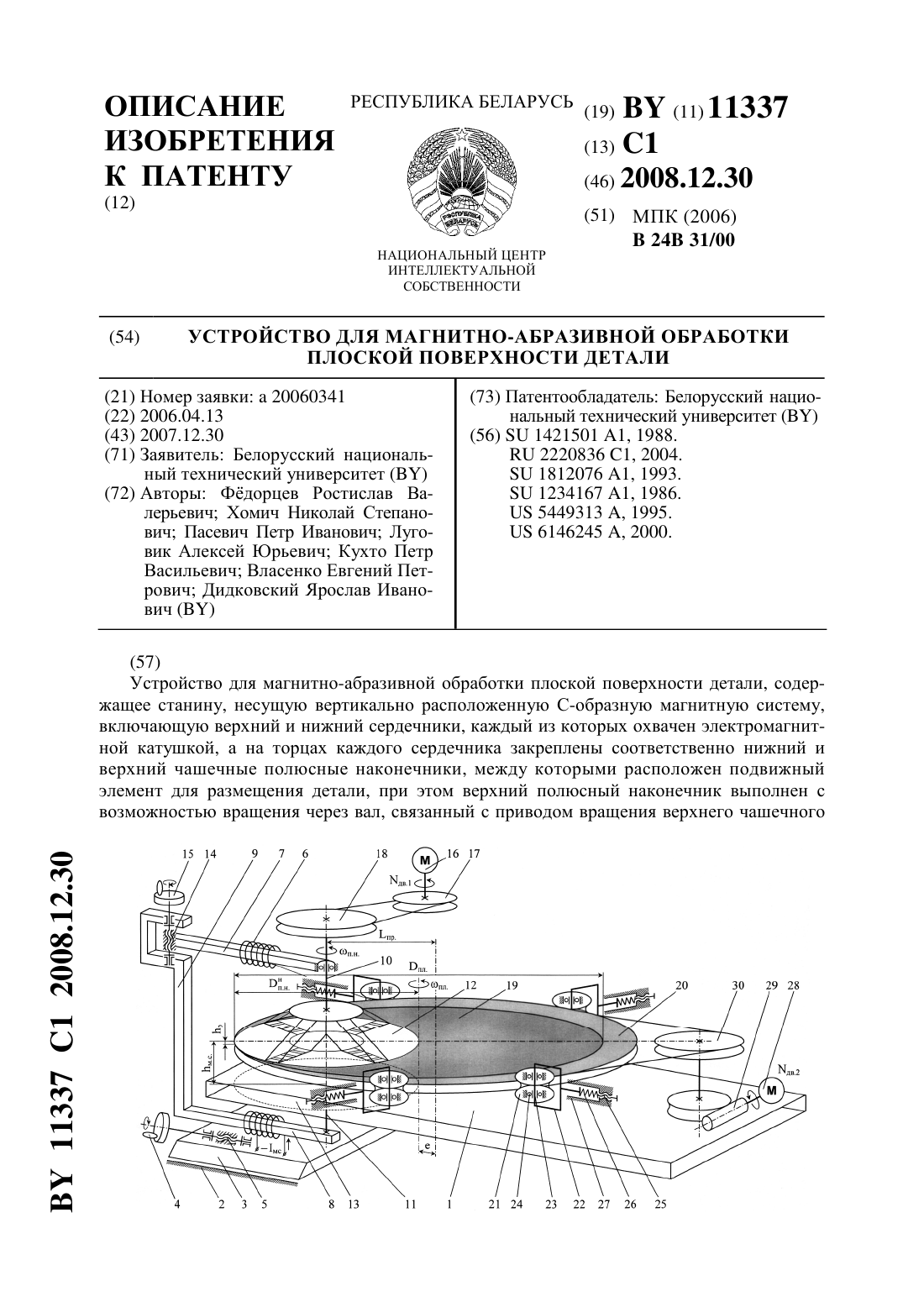
...совместного перемещения в горизонтальной плоскости относительно оси шкива по направляющим. На чертеже показана укрупненная кинематическая схема устройства для магнитноабразивной обработки плоской поверхности детали. Устройство состоит из двух взаимосвязанных модулей узла магнитной системы, связанного с приводом вращения верхнего чашечного полюсного наконечника, а также механизма устройства и крепления заготовки, связанного с...
Способ магнитно-динамического упрочнения внутренней поверхности круглого отверстия в металлической детали

Номер патента: 17976
Опубликовано: 28.02.2014
Авторы: Довгалев Александр Михайлович, Свирепа Дмитрий Михайлович
МПК: B24B 39/02
Метки: металлической, упрочнения, способ, поверхности, детали, круглого, внутренней, магнитно-динамического, отверстия
Текст:
...поверхности круглого отверстия 6 в металлической детали 7. Под действием центробежной силы Ц деформирующие шары 1 осуществляют поверхностное пластическое деформирование упрочняемой металлической детали 7. Для интенсификации процесса упрочнения поверхностного слоя металлической детали 7 деформирующим шарам 1 дополнительно сообщают радиальные колебания в плоскости их расположения 8. С этой целью на деформирующие шары 1 воздействуют магнитным...
Способ обработки длинномерной цилиндрической детали
Номер патента: 457
Опубликовано: 30.03.1995
Авторы: Рута С. А., Минец В. В., Мастюгин Л. И.
МПК: B24B 37/02
Метки: способ, длинномерной, детали, обработки, цилиндрической
Текст:
...инструмента к обрабатываемой поверхности вРезУлътате чего при обработке деталей, диаметр которых В процессе обработки умепъ- . шается инструмент находится В КОН такте со значительной поверхностью обрабатываемой детали. В таком инструменте п работе участвует большее количество абразивных аерен.что повышает ело производительность. ПРИ наличии л дбрапипосодсржчпем слоеканавки Шириной не менее 0,1 диаметра Обрабатываемой детали,...
Предыдущий патент: Шлифовальный станок
Следующий патент: Способ спектрально-фотометрической дефектоскопии поверхности объекта и устройство для его осуществления
Случайный патент: Магнитожидкостный динамический гаситель колебаний