Способ магнитно-динамического упрочнения внутренней поверхности круглого отверстия в металлической детали
Номер патента: 17976
Опубликовано: 28.02.2014
Авторы: Свирепа Дмитрий Михайлович, Довгалев Александр Михайлович

Текст
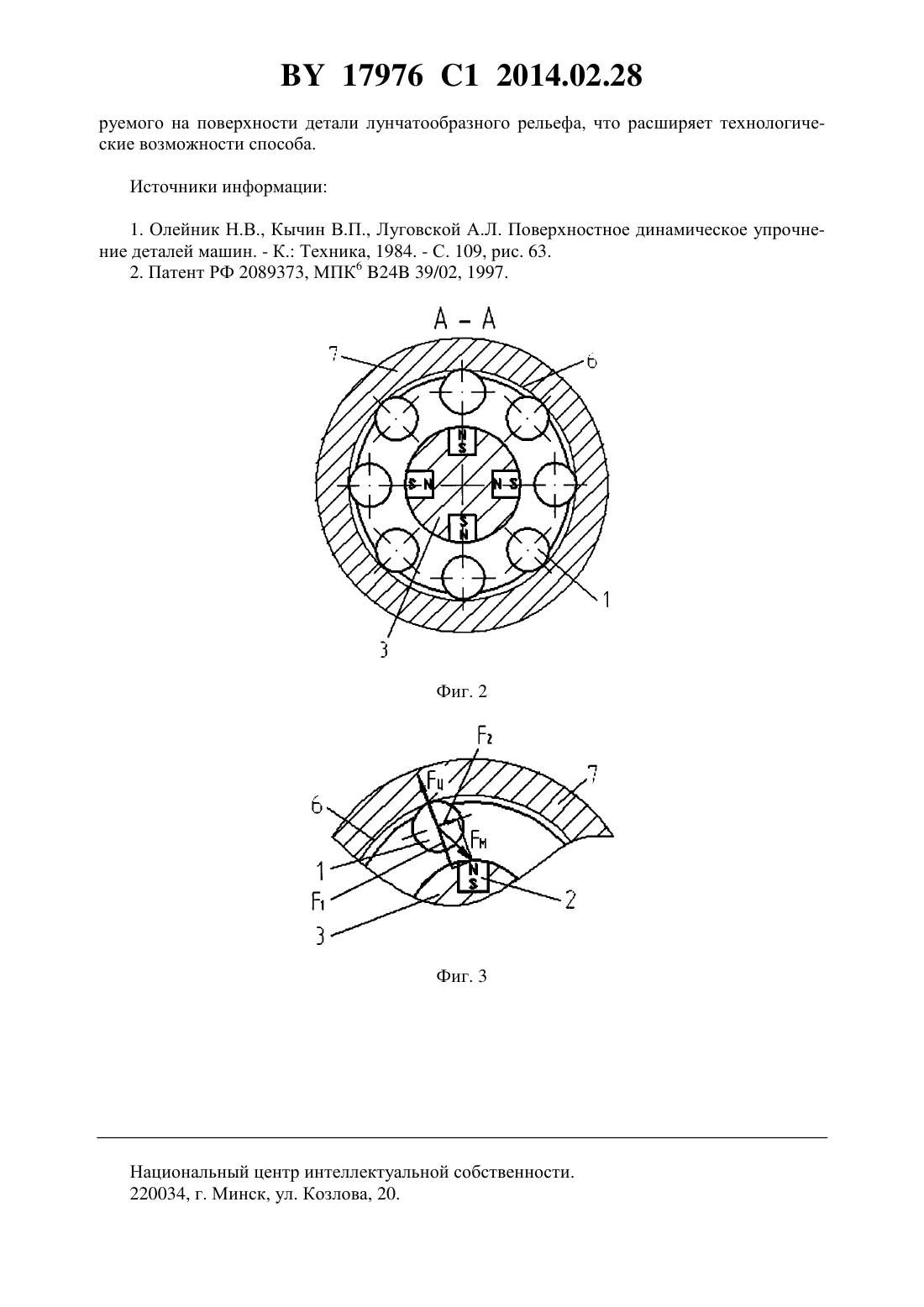
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ МАГНИТНО-ДИНАМИЧЕСКОГО УПРОЧНЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ КРУГЛОГО ОТВЕРСТИЯ В МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Довгалев Александр Михайлович Свирепа Дмитрий Михайлович(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) Способ магнитно-динамического упрочнения внутренней поверхности круглого отверстия в металлической детали, в котором в указанное отверстие вводят упрочняющий инструмент, содержащий деформирующие шары и источники магнитного поля, вращают указанные источники вокруг общей оси, создавая переменное магнитное поле с частотой от 60 до 2000 Гц, амплитудой от 0,2 до 1,2 Тл и вектором индукции, направленным радиально от обрабатываемой поверхности к деформирующим шарам и лежащим в плоскости их расположения, и воздействуют этим полем на указанные шары, тем самым сообщая им как вращательное движение вокруг указанной оси, прижимающее их к обрабатываемой поверхности, так и радиальное колебательное движение с указанной выше частотой и амплитудой от 0,1 до 5 мм, обеспечивающее их периодический отрыв от указанной поверхности, с одновременной подачей упрочняющего инструмента вдоль внутренней поверхности отверстия. 17976 1 2014.02.28 Изобретение относится к области машиностроения и может быть использовано для отделочно-упрочняющей обработки внутренних поверхностей отверстий деталей машин. Известен способ поверхностного пластического деформирования, при котором деформирующий элемент вводят в контакт с обрабатываемой поверхностью, сообщают деформирующему элементу радиальные колебания, детали сообщают вращение и перемещают деформирующий элемент с подачей вдоль обрабатываемой поверхности 1. Недостатком указанного способа является низкая производительность формирования на детали упрочненной поверхности с лунчатообразным профилем. Наиболее близким к заявляемому способу является способ поверхностного пластического деформирования, при котором деформирующие шары и источники магнитного поля вводят в отверстие обрабатываемой детали, на деформирующие шары воздействуют магнитным полем от источников магнитного поля, источники магнитного поля вращают, сообщают деформирующим шарам окружное вращение и перемещают их вдоль упрочняемой поверхности 2. Однако способ-прототип характеризуется следующими особенностями 1. Имеет низкие динамические характеристики воздействия деформирующих шаров на упрочняемую поверхность. В соответствии с этим нет интенсификации процесса упрочняющей обработки, что снижает производительность процесса. 2. Метод не позволяет регулировать в широких пределах шаг и глубину расположения лунок, формируемых в процессе упрочнения поверхности. Это снижает технические возможности способа. Задачи изобретения 1. Повышение производительности процесса упрочнения за счет увеличения динамических характеристик воздействия деформирующих шаров на упрочняемую поверхность детали. 2. Расширение технологических возможностей способа за счет обеспечения в широком диапазоне характеристик лунчатообразного рельефа упрочняемой поверхности - шага и глубины внедрения лунок. Поставленная задача достигается за счет способа магнитно-динамического упрочнения внутренней поверхности круглого отверстия в металлической детали, в котором в указанное отверстие вводят упрочняющий инструмент, содержащий деформирующие шары и источники магнитного поля, вращают указанные источники вокруг общей оси, создавая переменное магнитное поле с частотой от 60 до 2000 Гц, индукцией магнитного поля от 0,2 до 1,2 Тл и вектором индукции, направленным радиально от обрабатываемой поверхности к деформирующим шарам и лежащим в плоскости их расположения, и воздействуют этим полем на указанные шары, тем самым сообщая им как вращательное движение вокруг указанной оси, прижимающее их к обрабатываемой поверхности, так и радиальное колебательное движение с указанной выше частотой и амплитудой от 0,1 до 5 мм, обеспечивающее их периодический отрыв от указанной поверхности, с одновременной подачей упрочняющего инструмента вдоль внутренней поверхности отверстия. Такое выполнение способа обеспечивает увеличение частоты и силы динамического воздействия динамических шаров на упрочняемую поверхность. Это приводит к интенсификации процесса поверхностного пластического деформирования и увеличению производительности обработки. Одновременно обеспечивается регулирование в широких пределах шага расположения и глубины внедрения лунок формируемого на поверхности детали лунчатообразного рельефа. Изобретение поясняется фигурами. На фиг. 1 изображена общая схема осуществления способа фиг. 2 - сечение А-А фиг. 1, фиг. 3 - схема силового взаимодействия деформирующего шара с поверхностью детали и источником магнитного поля. 17976 1 2014.02.28 Для осуществления способа предназначен инструмент, содержащий деформирующие шары 1, источники магнитного поля 2 (в виде постоянных магнитов или электромагнитов), оправку 3 и шайбы (диски) 4, 5 из немагнитопроводного материала. Посредством перемещения инструмента деформирующие шары 1 и источники магнитного поля 2 вводят в круглое отверстие 6 обрабатываемой металлической детали 7. На деформирующие шары 1 воздействуют магнитным полем от источников магнитного поля 2. Источники магнитного поля 2 (совместно с оправкой 3 инструмента) вращают и перемещают вдоль обрабатываемой поверхности. Под действием вращаемого магнитного поля от источников магнитного поля 2 деформирующие шары 1 разгоняются в окружном направлении и вращаются в плоскости их расположения 8. Возникающая при этом центробежная сила Ц прижимает деформирующие шары 1 к внутренней поверхности круглого отверстия 6 в металлической детали 7. Под действием центробежной силы Ц деформирующие шары 1 осуществляют поверхностное пластическое деформирование упрочняемой металлической детали 7. Для интенсификации процесса упрочнения поверхностного слоя металлической детали 7 деформирующим шарам 1 дополнительно сообщают радиальные колебания в плоскости их расположения 8. С этой целью на деформирующие шары 1 воздействуют магнитным полем периодически. При использовании в качестве источников магнитного поля 2 электромагнитов обеспечивают их периодическое включение и выключение. Если в качестве источников магнитного поля 2 используют постоянные магниты, то периодичность воздействия магнитного поля на деформирующие шары 1 задают соответствующей периодичности расположения источников магнитного поля на оправке 3 инструмента. Вектор силы М магнитного притяжения деформирующих шаров 1 к источнику магнитного поля 2 расположен в плоскости их расположения 8 и направлен от упрочняемой поверхности круглого отверстия 6 в металлической детали 7. Это уменьшает динамическое воздействие колеблющихся шаров 1 на боковые поверхности шайб 4, 5, повышает эффективность процесса упрочнения и долговечность инструмента. Для обеспечения периодического отрыва деформирующих шаров 1 от обрабатываемой поверхности и формирования на ней лунчатообразного профиля (при периодическом воздействии магнитного поля на деформирующие шары 1) обеспечивают периодическое превышение радиальной составляющей силы М их магнитного притяжения к источнику магнитного поля 2 (сила 1) над центробежной силой Ц, прижимающей деформирующие шары 1 к упрочняемой поверхности круглого отверстия 6 (сила 2 - тангенциальная составляющая проекции силы М). Вектор индукциимагнитного поля направляют радиально к упрочняемой поверхности круглого отверстия 6 в металлической детали 7, что обеспечивает колебательные движения шаров 1 в плоскости их расположения 8 и интенсифицирует процесс упрочняющей обработки. Амплитуду радиальных колебаний деформирующих шаров 1 принимают равной 0,1-5 мм,величину индукции магнитного поля устанавливают в пределах 0,2-1,2 Тл, а частоту воздействия магнитного поля на деформирующие шары - в пределах 60-2000 Гц, что обеспечивает рациональные значения характеристик упрочнения поверхностного слоя (табл. 1-3). Таблица 1 Влияние амплитуды радиальных колебаний деформирующих шаров на шероховатость упрочняемой поверхности Амплитуда радиальных колебаний 0,05 0,10 0,20 0,50 1,00 2,00 3,00 4,00 5,00 5,05 деформирующих шаров, мм Параметр шероховатости , мкм 3,2 1,2 0,9 0,7 0,6 0,8 1,4 2,1 2,8 3,2 17976 1 2014.02.28 Таблица 2 Влияние индукции магнитного поля на характеристики упрочнения Индукция магнитного поля, Тл Параметр шероховатости , мкм Глубина упрочненного слоя, мм Таблица 3 Влияние частоты воздействия магнитного поля на деформирующие шары на шероховатость упрочняемой поверхности Частота магнитного поля, Гц 59 60 67 100 200 400 800 1200 1600 2000 2001 Параметр шероховатости ,3,2 3,0 2,8 2,1 1,7 1,3 1,1 0,8 0,7 0,6 4,8 мкм Примечание экспериментальные исследования, результаты которых представлены в табл. 1-3, выполнены на режимах, указанных в примере конкретного выполнения способа исходная шероховатость упрочняемой поверхности 3,2 мкм. Как видно из табл. 1, значение амплитуды радиальных колебаний деформирующих шаров менее 0,1 мм не обеспечивает достаточной энергии для деформирования исходной шероховатости поверхности. Увеличение амплитуды свыше 5 мм приводит к тому, что деформирующие шары 1 сильно удалены от источника магнитного поля 2 и не получают от него необходимой энергии для осуществления деформации обрабатываемой поверхности 6 детали 7. Анализ экспериментальных данных, представленных в табл. 2, показывает, что при величине индукции магнитного поля меньше 0,2 Тл энергии источников магнитного поля 2 недостаточно для вращения деформирующих шаров 1, что исключает процесс упрочнения поверхности детали. Увеличение магнитной индукции более 1,3 Тл приводит к превышению магнитной силы притяжения над центробежной силой Ц, действующей на деформирующие шары 1. В результате деформирующие шары 1 притягиваются магнитной силой к источникам магнитного поля 2 и не отрываются от них. Вследствие этого поверхностное пластическое деформирование металла отсутствует. Как видно из табл. 3, частота воздействия магнитного поля на деформирующие шары менее 60 Гц не обеспечивает отрыва деформирующих шаров 1 от источников магнитного поля 2. Это исключает процесс поверхностного пластического деформирования поверхности обрабатываемой детали 7. Превышение же частоты воздействия магнитного поля более 2000 Гц приводит к перенаклепу упрочняемой поверхности, ее шелушению и резкому увеличению ее шероховатости. В качестве примера конкретного выполнения можно привести упрочняющую обработку внутренней поверхности втулки из материала сталь 45 (220-240 НВ). Диаметр обрабатываемого отверстия 100 мм длина обработки 200 мм толщина стенки 10 мм. Исходная шероховатость упрочняемой поверхности 3,2 мкм. Обработку осуществляли на вертикально-фрезерном станке модели ВФ-130. В качестве деформирующих элементов использовались шарики диаметром 12 мм (ШХ 15,62-65). Материал магнитов . Режимы обработки величина магнитной индукции в зоне расположения деформирующих элементов 0,15-1,3 Тл амплитуда радиальных колебаний деформирующих шаров изменялась от 0,05 до 5,05 мм частота воздействия магнитного поля на деформирующие шары 59-2001 Гц. Осевая подача деформирующих шаров 100 мм/мин. Охлаждение - масло индустриальное. Такое выполнение способа обеспечивает повышение производительности процесса упрочнения в 1,5-8 раз. При этом обеспечивается регулирование в широких пределах шага расположения (от 0,05 до 2,50 мм) и глубины внедрения (от 0,1 до 3,5 мм) лунок форми 4 17976 1 2014.02.28 руемого на поверхности детали лунчатообразного рельефа, что расширяет технологические возможности способа. Источники информации 1. Олейник Н.В., Кычин В.П., Луговской А.Л. Поверхностное динамическое упрочнение деталей машин. - К. Техника, 1984. - С. 109, рис. 63. 2. Патент РФ 2089373, МПК 6 24 39/02, 1997. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B24B 39/02
Метки: магнитно-динамического, внутренней, способ, упрочнения, поверхности, отверстия, металлической, круглого, детали
Код ссылки
<a href="https://by.patents.su/5-17976-sposob-magnitno-dinamicheskogo-uprochneniya-vnutrennejj-poverhnosti-kruglogo-otverstiya-v-metallicheskojj-detali.html" rel="bookmark" title="База патентов Беларуси">Способ магнитно-динамического упрочнения внутренней поверхности круглого отверстия в металлической детали</a>
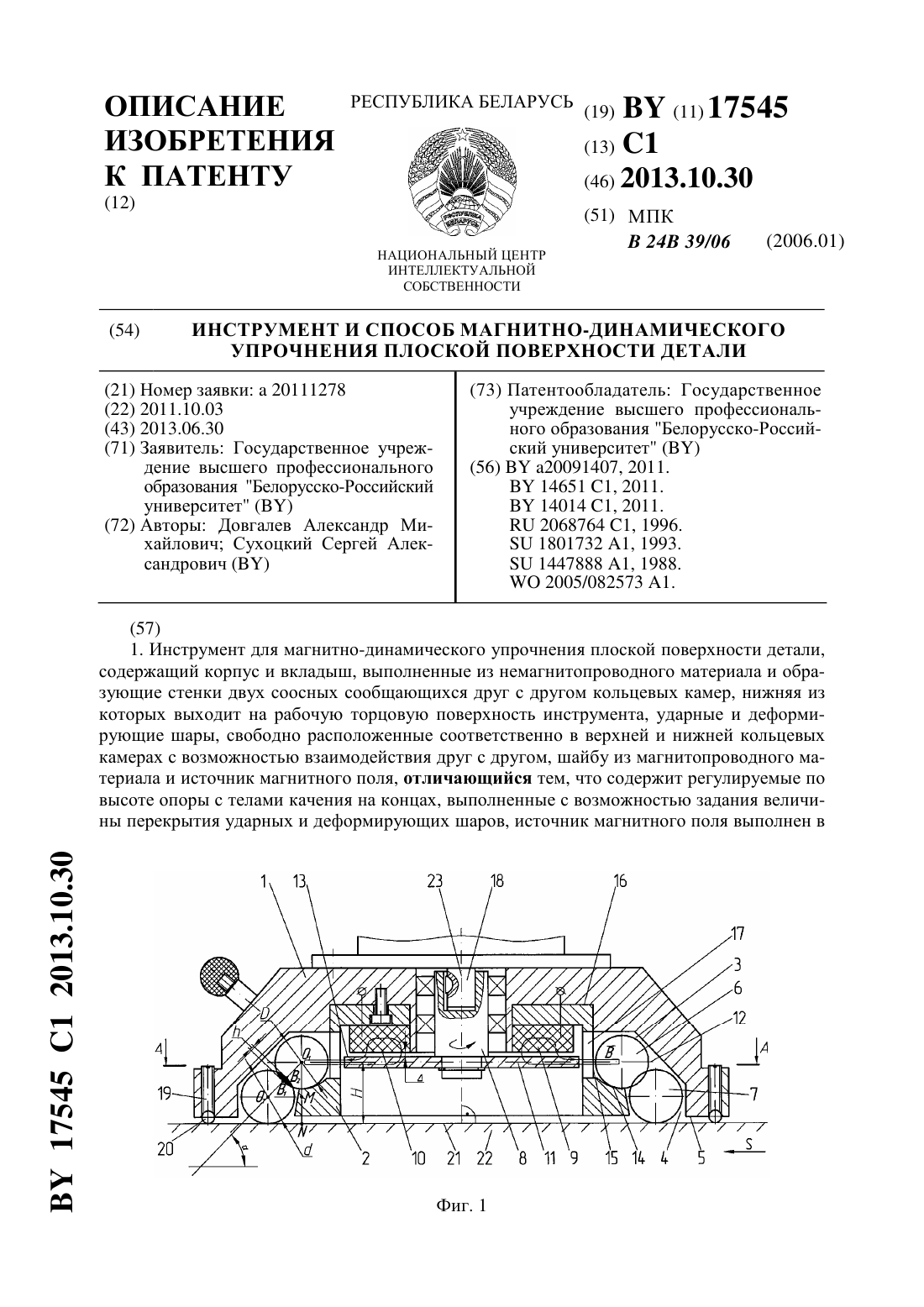
Инструмент и способ магнитно-динамического упрочнения плоской поверхности детали
Номер патента: 17545
Опубликовано: 30.10.2013
Авторы: Сухоцкий Сергей Александрович, Довгалев Александр Михайлович
МПК: B24B 39/06
Метки: магнитно-динамического, поверхности, упрочнения, способ, инструмент, детали, плоской
Текст:
...10 кольцевого электромагнита 9 и отсутствию вращающегося магнитного поля, действующего на шары 6 увеличение же зазораприводит к увеличению рассеивания магнитного потока, передаваемого от торцовой рабочей поверхности 10 кольцевого электромагнита 9 вращающейся магнитопроводной шайбе 11, и тем самым к снижению коэффициента полезного действия инструмента). Вкладыш 2 выполнен в виде стакана, имеющего фасонную рабочую поверхность 14,цилиндрическую...
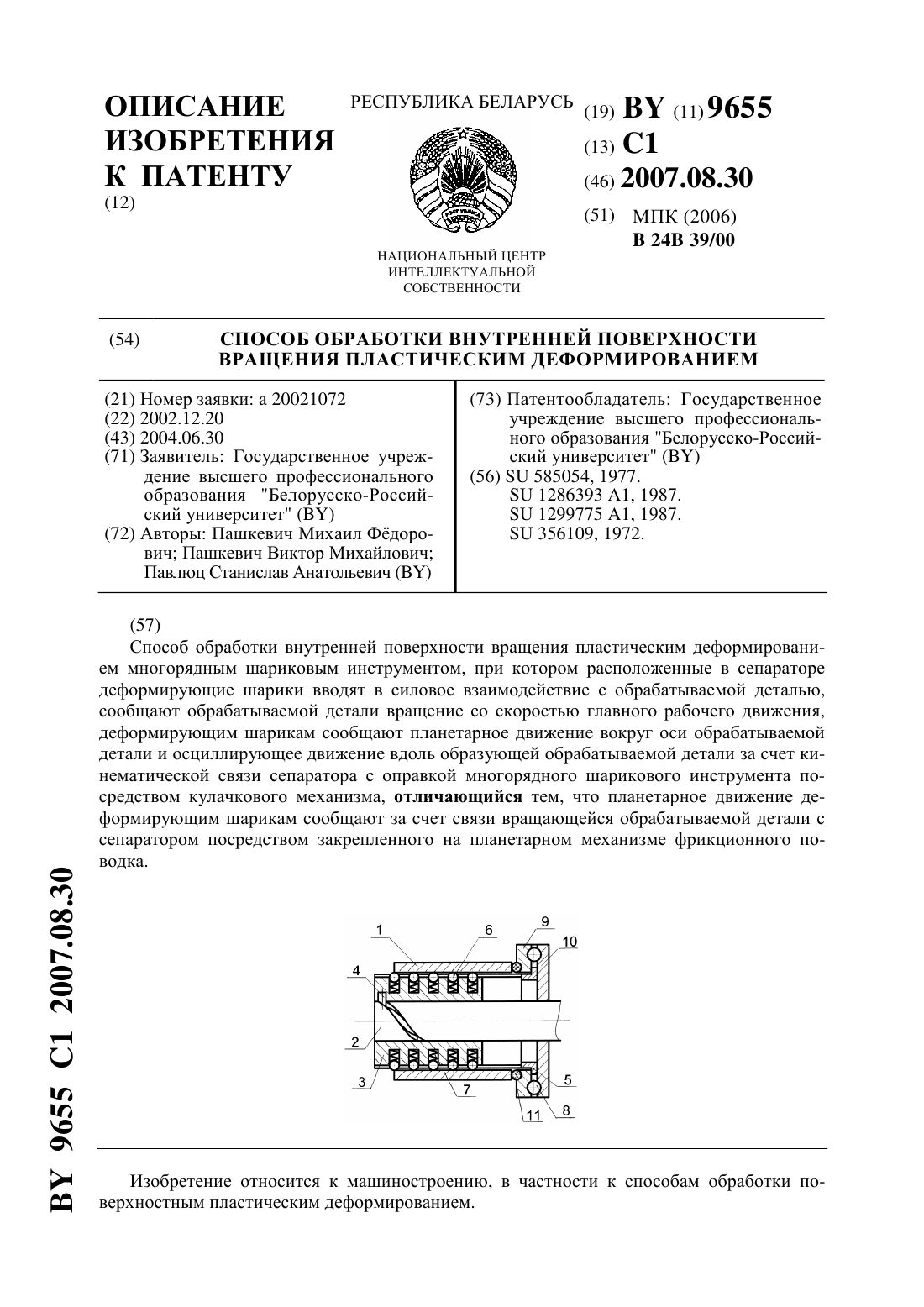
Способ обработки внутренней поверхности вращения пластическим деформированием
Номер патента: 9655
Опубликовано: 30.08.2007
Авторы: Павлюц Станислав Анатольевич, Пашкевич Михаил Фёдорович, Пашкевич Виктор Михайлович
МПК: B24B 39/00
Метки: способ, внутренней, обработки, поверхности, вращения, деформированием, пластическим
Текст:
...является устранение повторения и наложения траектории деформирующего шарика на обрабатываемой цилиндрической поверхности за каждый оборот детали при отсутствии продольной подачи. Эта задача достигается тем, что в способе обработки внутренней поверхности вращения пластическим деформированием многорядным шариковым инструментом, при котором расположенные в сепараторе деформирующие шарики вводят в силовое взаимодействие с обрабатываемой...
Способ обработки внутренней поверхности вращения заготовки из нетермообработанной стали
Номер патента: 8635
Опубликовано: 30.10.2006
Авторы: Камчицкая Ирина Дмитриевна, Ильюшина Елена Валерьевна, Ткачев Александр Владимирович, Минаков Анатолий Петрович, Ящук Олег Викторович
МПК: B24B 39/02
Метки: обработки, поверхности, внутренней, способ, заготовки, вращения, стали, нетермообработанной
Текст:
...шаров из стали ШХ 15 степени точности 100, поверхность которых имеет параметр шероховатости 0,125 мкм. Известно, что при шероховатости стальной поверхности 0,1 мкм полимер интенсивно изнашивается 3. Поэтому - для пар трения полимер (резина) - сталь, как, например, в гидроцилиндре, следует стремиться к изготовлению стальной поверхности с параметром шероховатости а 0,1 мкм. Задачей изобретения является достижение значения параметра...
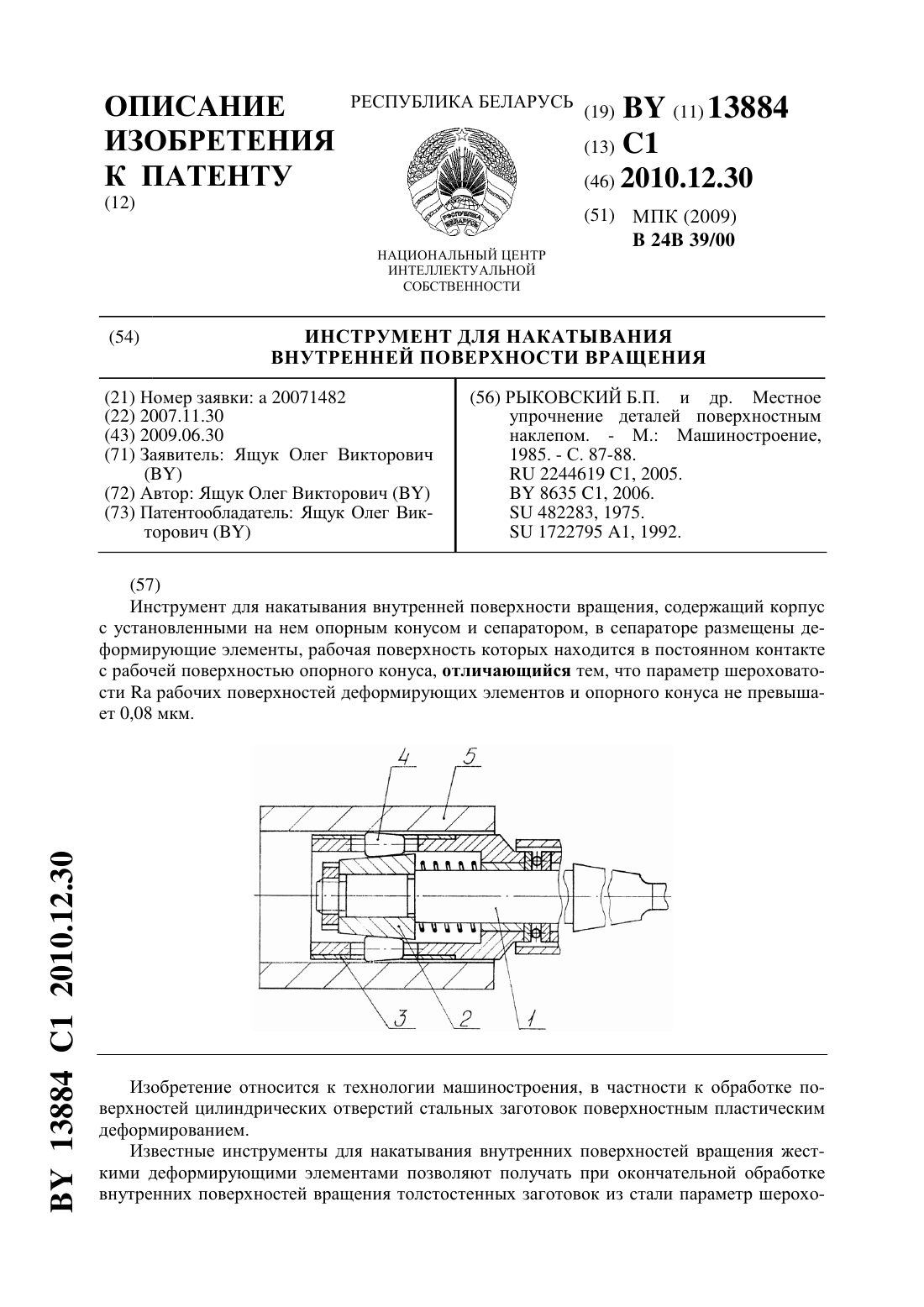
Инструмент для накатывания внутренней поверхности вращения
Номер патента: 13884
Опубликовано: 30.12.2010
Автор: Ящук Олег Викторович
МПК: B24B 39/00
Метки: накатывания, вращения, инструмент, внутренней, поверхности
Текст:
...приобретает шероховатость,близкую к шероховатости рабочей поверхности деформирующих элементов. Имеет место так называемая технологическая наследственность. Задачей настоящего изобретения является обеспечение получения на обрабатываемой поверхности параметра шероховатостименее 0,1 мкм с продолжительностью, достаточной для использования инструмента в массовом производстве. Поставленная задача решается тем, что в известном инструменте для...
Инструмент для отделочно-упрочняющей обработки плоской поверхности
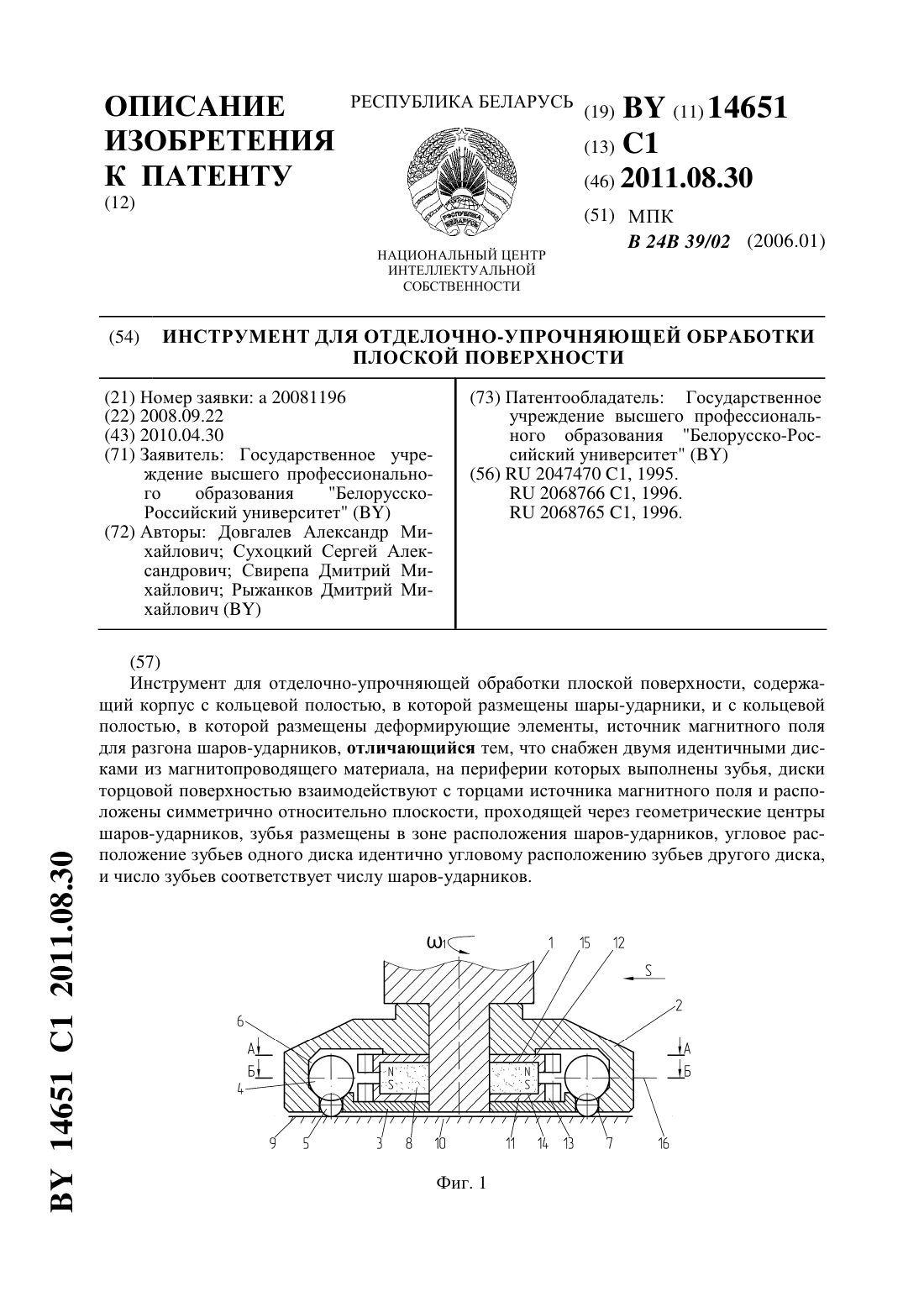
Номер патента: 14651
Опубликовано: 30.08.2011
Авторы: Свирепа Дмитрий Михайлович, Рыжанков Дмитрий Михайлович, Сухоцкий Сергей Александрович, Довгалев Александр Михайлович
МПК: B24B 39/02
Метки: плоской, обработки, отделочно-упрочняющей, инструмент, поверхности
Текст:
...поверхности содержит оправку 1, корпус 2, шайбу 3, шары-ударники 4, деформирующие элементы 5, кольцевую полость 6 для шаров-ударников 4, а также осевую кольцевую полость 7 для деформирующих элементов 5. На оправке 1 закреплен источник магнитного поля 8 в виде постоянного магнита с осевой намагниченностью, предназначенный для разгона шаров-ударников 4. Деформирующие элементы 5, располагаясь в осевой кольцевой полости 7, выходят в кольцевую...
Предыдущий патент: Вычислительное устройство по модулю три
Следующий патент: Способ получения тонких пленок с импедансом индуктивного типа
Случайный патент: Почвообрабатывающее орудие