Способ обработки рабочей поверхности детали узла трения
Номер патента: 14996
Опубликовано: 30.10.2011
Авторы: Сосновский Сергей Васильевич, Селькин Владимир Петрович, Михневич Анатолий Станиславович, Хомченко Алексей Владимирович
Текст
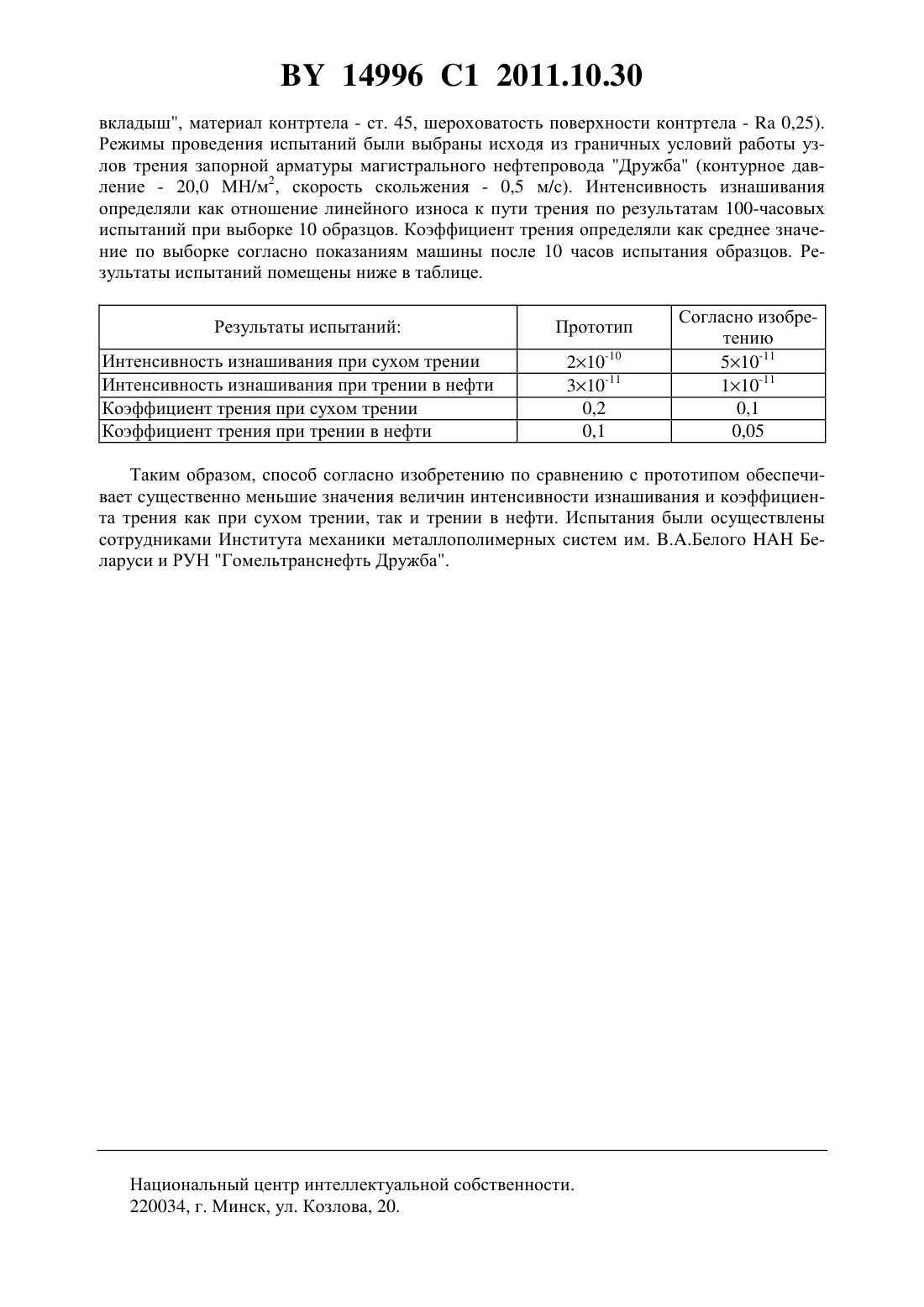
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛИ УЗЛА ТРЕНИЯ(71) Заявители Государственное научное учреждение Институт механики металлополимерных систем имени В.А. Белого Национальной академии наук Беларуси Республиканское унитарное предприятие Гомельтранснефть Дружба(72) Авторы Сосновский Сергей Васильевич Селькин Владимир Петрович Михневич Анатолий Станиславович Хомченко Алексей Владимирович(73) Патентообладатели Государственное научное учреждение Институт механики металлополимерных систем имени В.А. Белого Национальной академии наук Беларуси Республиканское унитарное предприятие Гомельтранснефть Дружба(57) 1. Способ обработки рабочей поверхности детали узла трения, включающий создание защитного покрытия на поверхности путем ее электроискрового легирования электродом,выполненным из материала на основе меди, и механическую обработку покрытия, отличающийся тем, что после электроискрового легирования на защитное покрытие дополнительно наносят раствор поливинилиденфторида в полярном апротонном растворителе и осуществляют поверхностный нагрев нанесенного раствора при температуре 170-270 С до монолитизации поливинилиденфторида, а механическую обработку осуществляют после монолитизации поливинилиденфторида путем пластического деформирования. 2. Способ по п. 1, отличающийся тем, что пластическое деформирование осуществляют методом выглаживания, обкатывания или раскатывания. Изобретение относится к машиностроению и может быть использовано при изготовлении новых и восстановлении изношенных металлических деталей узлов трения различных машин и механизмов, а также для увеличения ресурса и надежности пар трения за счет нанесения, по крайней мере, двух совмещенных покрытий. Известен способ восстановления размеров отверстий в деталях из чугуна, заключающийся в нанесении антифрикционного покрытия из меди электроискровой наплавкой(электроискровым легированием) и последующей его механической обработке патент РФ 2173731 1, МПК 23 4/12, 2001. Недостатком данного способа является то, что нанесение меди в качестве износостойкого покрытия повышает износостойкие и антифрикци 14996 1 2011.10.30 онные свойства узла трения в недостаточной степени, что часто не обеспечивает желаемой продолжительности срока их службы. Известен наиболее близкий по технической сути и достигаемому положительному эффекту способ обработки рабочей поверхности детали узла трения для придания ей износостойких и антифрикционных свойств патент РФ 2319790 1, МПК С 23 28/00, 2008 прототип. Способ включает создание защитного покрытия поверхности путем ее электроискрового легирования электродом, выполненным из материала на основе меди, механическую обработку покрытия путем шлифования со съемом 10-30 толщины покрытия,натирание материалом на основе меди, пассивацию и сушку, после чего на обработанную поверхность наносят композицию на основе мыльной пластичной смазки, содержащую медь, политетрафторэтилен и борат гликоля. Данный способ обеспечивает увеличение продолжительности срока службы деталей узлов трения путем повышения их противоизносных и антифрикционных свойств за счет использования в покрытии вместо меди материалов на ее основе, в частности бронзы, и дополнительного применения пластичной смазки. Однако использование данного способа для повышения износостойких и антифрикционных свойств поверхностей деталей высоконагруженных узлов трения скольжения (при давлении порядка 10,0 МПа и более) и узлов трения оборудования,применяемого при перекачивании интенсивных потоков жидкости, не дает в полной мере ожидаемого положительного эффекта. Это объясняется быстрым выдавливанием и вымыванием из зоны контакта пластичной смазки. Так, испытание данного технического решения в узле трения шиберной задвижки нефтепровода показало удаление предлагаемой композиции из зоны трения шибер - уплотнительное кольцо уже после двух-трех циклов срабатывания задвижки. Задачей предлагаемого изобретения является снижение коэффициента трения и повышение износостойкости рабочей поверхности деталей высоконагруженных узлов трения и узлов трения оборудования, применяемого при перекачивании интенсивных потоков жидкости, включая химически агрессивные жидкости и нефть. Указанная задача решается за счет того, что в известном способе обработки рабочей поверхности детали узла трения, включающем создание защитного покрытия поверхности путем ее электроискрового легирования электродом, выполненным из материала на основе меди, и механическую обработку покрытия, после электроискрового легирования на защитное покрытие дополнительно наносят раствор поливинилиденфторида в полярном апротонном растворителе и осуществляют поверхностный нагрев нанесенного раствора при температуре 170-270 С до монолитизации поливинилиденфторида, а механическую обработку покрытия осуществляют после монолитизации поливинилиденфторида путем пластического деформирования. При этом пластическое деформирование осуществляют методом выглаживания, обкатывания или раскатывания. Способ согласно изобретению осуществляют следующим образом. Сначала на рабочую поверхность узла трения электроискровым легированием наносят покрытие электродом, выполненным из материала на основе меди. В качестве материала, используемого для электрода, могут применяться различные марки износостойких сплавов на основе меди, в частности сплав твердый безоловянной бронзы марки БрАЖМц 10-3-1,5 или БрАМц 9-2. Процесс электроискрового легирования осуществляют на стандартном оборудовании для электроискровой обработки металлов, например, марки ЭЛИТРОН при рабочем токе 0,5-10 . Режимы работы оборудования и модель установки выбирают в зависимости от необходимой толщины наносимого покрытия и заданной производительности процесса. В отличие от прототипа после электроискрового легирования механическую обработку (шлифование) сформированного основного покрытия (из материала на основе меди) не производят, чем достигается экономия материала и сохраняется получаемая при электроискровой обработке развитая поверхность основного покрытия (наличие микронеровностей сложной структуры и открытых пор). После нанесения основного по 2 14996 1 2011.10.30 крытия на него методом распыления, кистью или поливом наносят раствор поливинилиденфторида в полярном апротонном растворителе. В качестве раствора поливинилиденфторида в полярном апротонном растворителе используют, например, насыщенный раствор в диметилформамиде, диметилсульфоксиде или диметилацетамиде порошка фторопласта-2 М марки Д по ТУ 6-05-1781-84 или его зарубежных аналогов (,и др.). Затем осуществляют поверхностный нагрев нанесенного раствора, например, пламенем газовой горелки или ИК-излучением при температуре 170-270 С до монолитизации поливинилиденфторида. Температура нагрева раствора выбрана из условия достижения монолитизации поливинилиденфторида (температура плавления около 170 С) и недопущения его термической деструкции (наступает при температуре более 270 С). После монолитизации поливинилиденфторида на поверхности основного покрытия образуется дополнительное полимерное покрытие, толщина которого зависит от исходной шероховатости основного покрытия. Экспериментально установлено, что при этом суммарная толщина защитного покрытия увеличивается на несколько мкм (до 10 мкм). Затем осуществляют механическую обработку полученного защитного покрытия путем пластического деформирования при скольжении по нему или перекатывании цилиндрического инструмента под давлением порядка 100-200 МПа (методом выглаживания для плоских рабочих поверхностей, обкатывания для деталей типа вал и раскатывания для внутренних поверхностей деталей типа втулка). При пластическом деформировании происходит уменьшение шероховатости поверхности защитного покрытия, которое сопровождается повышением твердости поверхностного полимерного слоя и полным заполнением им микронеровностей и пор основного покрытия, что улучшает адгезию дополнительного покрытия к основному. Кроме этого, происходит выравнивание выступающих вершин микронеровностей основного покрытия с уровнем поверхности дополнительного полимерного покрытия. В результате, как показала экспериментальная проверка и эксплуатационные испытания, комплексное использование дополнительного покрытия из поливинилиденфторида и механической обработки путем пластического деформирования позволяет на длительный срок в несколько раз снизить коэффициент трения защитного покрытия и, как следствие, повысить его износостойкость, особенно при работе деталей в высоконагруженных узлах трения. Пример. Было нанесено защитное покрытие на поверхность отверстия (диаметр 40 мм) в стальных (ст. 4013) втулках по известному способу (прототип) и согласно изобретению. В качестве электрода в обоих случаях использовали бронзу марки БрАЖМц 10-3-1,5. Электроискровое легирование осуществляли на установке Элитрон-22 при рабочем токе установки 2,8 . Толщина покрытия около 70 мкм. На образцах, обработанных согласно прототипу, дополнительно проводили шлифование покрытия со съемом 20 его толщины, натирание при давлении около 100 МПа порошком меди в среде из смеси глицерина с хлоридом меди, пассивацию в растворе окислителя и сушку, после чего на обработанную поверхность наносили композицию, содержащую, мас.порошка меди - 8,порошка политетрафторэтилена (Ф-4) - 5, бората гликоля - 5, пластичной смазки ЦИАТИМ-201 - 82. На образцах, обработанных согласно изобретению, дополнительно проводили нанесение 3 раствора порошка фторопласта-2 М марки Д в диметилформамиде,сушку нанесенного раствора при помощи контролируемого пламени газовой горелки(температура в диапазоне 170-270 С) до полного испарения растворителя и монолитизации поливинилиденфторида и механическую обработку полученного защитного покрытия методом раскатывания роликом под давлением 150 МПа. Затем из втулок с покрытием изготавливали образцы типа частичный вкладыш (сегмент втулки длиной 20 мм), которые испытывали на интенсивность изнашивания и коэффициент трения по стали при сухом трении и трении в нефти марки . Триботехническое оборудование - машина для испытания материалов на трение и износ 2070 -1 (схема трения - вал - частичный 3 14996 1 2011.10.30 вкладыш, материал контртела - ст. 45, шероховатость поверхности контртела -0,25). Режимы проведения испытаний были выбраны исходя из граничных условий работы узлов трения запорной арматуры магистрального нефтепровода Дружба (контурное давление - 20,0 МН/м 2, скорость скольжения - 0,5 м/с). Интенсивность изнашивания определяли как отношение линейного износа к пути трения по результатам 100-часовых испытаний при выборке 10 образцов. Коэффициент трения определяли как среднее значение по выборке согласно показаниям машины после 10 часов испытания образцов. Результаты испытаний помещены ниже в таблице. Результаты испытаний Интенсивность изнашивания при сухом трении Интенсивность изнашивания при трении в нефти Коэффициент трения при сухом трении Коэффициент трения при трении в нефти Таким образом, способ согласно изобретению по сравнению с прототипом обеспечивает существенно меньшие значения величин интенсивности изнашивания и коэффициента трения как при сухом трении, так и трении в нефти. Испытания были осуществлены сотрудниками Института механики металлополимерных систем им. БелогоБеларуси и РУН Гомельтранснефть Дружба. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C23C 28/00
Метки: детали, рабочей, поверхности, способ, обработки, трения, узла
Код ссылки
<a href="https://by.patents.su/4-14996-sposob-obrabotki-rabochejj-poverhnosti-detali-uzla-treniya.html" rel="bookmark" title="База патентов Беларуси">Способ обработки рабочей поверхности детали узла трения</a>
Способ изготовления детали узла трения скольжения
Номер патента: 11869
Опубликовано: 30.04.2009
Авторы: Леванцевич Михаил Александрович, Камко Александр Иванович, Жорник Виктор Иванович, Белоцерковский Марат Артемович
МПК: F16C 33/04
Метки: детали, узла, способ, изготовления, трения, скольжения
Текст:
...является уменьшение продолжительности процесса приработки,снижение коэффициента трения и повышение износостойкости деталей узлов трения скольжения, что позволит повысить их надежность и долговечность при эксплуатации в диапазоне высоких удельных нагрузок. Для решения поставленной задачи, в способе изготовления детали узла трения скольжения, включающем изготовление заготовки из черного металла, формирование на рабочей поверхности заготовки...
Способ изготовления детали узла трения скольжения
Номер патента: 12982
Опубликовано: 30.04.2010
Авторы: Белоцерковский Марат Артемович, Камко Александр Иванович, Жорник Виктор Иванович, Кукареко Владимир Аркадьевич, Прядко Александр Сергеевич, Заболоцкий Михаил Михайлович
МПК: C23C 28/00
Метки: скольжения, изготовления, детали, узла, способ, трения
Текст:
...имеющего низкую температуру протекания деформационногопревращения, соответствующую температурам эксплуатации узлов трения скольжения (270-320 К), необходимо покрытия из проволочных сталей мартенситного класса нагревать и распылять струей газокислородного факела, то есть использовать метод газопламенного проволочного напыления. Для получения того же эффекта при нанесении покрытий из проволочных сталей аустенитного класса необходимо...
Способ обработки рабочей поверхности гильзы цилиндра двигателя
Номер патента: 6331
Опубликовано: 30.06.2004
Авторы: Ящук Олег Викторович, Жданович Олег Егорович, Минаков Анатолий Петрович, Соколов Владимир Николаевич
МПК: B24B 39/02, B24B 33/02
Метки: поверхности, обработки, двигателя, гильзы, способ, цилиндра, рабочей
Текст:
...4, что приводит к появлению на поверхности третьего тела. Третье направление представляют известные способы деформационного упрочнения,осуществляемые с предварительным натягом жесткими шариковыми (роликовыми) накатниками 7 или без натяга (способы динамического поверхностного пластического деформирования - пневмовибродинамической обработки 9). Для раскатывания жесткими накатниками 7 характерны ограниченная возможность управления...
Способ и устройство для отделочной обработки плоской поверхности детали
Номер патента: 6642
Опубликовано: 30.12.2004
Авторы: Федорцев Валерий Александрович, Федорцев Ростислав Валерьевич
МПК: B24B 7/30
Метки: плоской, отделочной, детали, обработки, способ, устройство, поверхности
Текст:
...обработки плоской поверхности детали, включающем этапы ее предварительной и окончательной обработки вращающимся инструментом с использованием смазочно-охлаждающего вещества, деталь закрепляют с возможностью вращения вокруг оси, эксцентрично расположенной по отношению к оси вращения инструмента, которому дополнительно сообщают однонаправленное осциллирующее круговое движение относительно оси детали, при этом на этапе предварительной...
Антифрикционный материал РОМАНИТ-С, способ его получения и элемент узла трения
Номер патента: 7850
Опубликовано: 28.02.2006
Авторы: Романов Дмитрий Сергеевич, Романов Сергей Михайлович
МПК: B22F 3/16, B22F 3/18, B22F 7/04...
Метки: узла, романит-с, антифрикционный, получения, материал, способ, трения, элемент
Текст:
...гранулы 2,0-24,0 медь остальное. Недостатком описанного материала, способа его получения и элемента узла трения,выполненного с использованием этого материала, является невозможность работы при отсутствии смазки. Разделительная пленка, которая появляется на поверхности контактирующей пары, не имеет достаточной прочности для предотвращения износа контактирующей пары в отсутствии смазки. В основу изобретения поставлена задача создать...