Устройство для нанесения покрытия на длинномерные изделия
Номер патента: 17704
Опубликовано: 30.12.2013
Авторы: Шелег Валерий Константинович, Белоцерковский Марат Артемович, Леванцевич Михаил Александрович, Максимченко Наталья Николаевна, Шипко Алексей Алексеевич, Аксенчик Александр Сергеевич
Текст
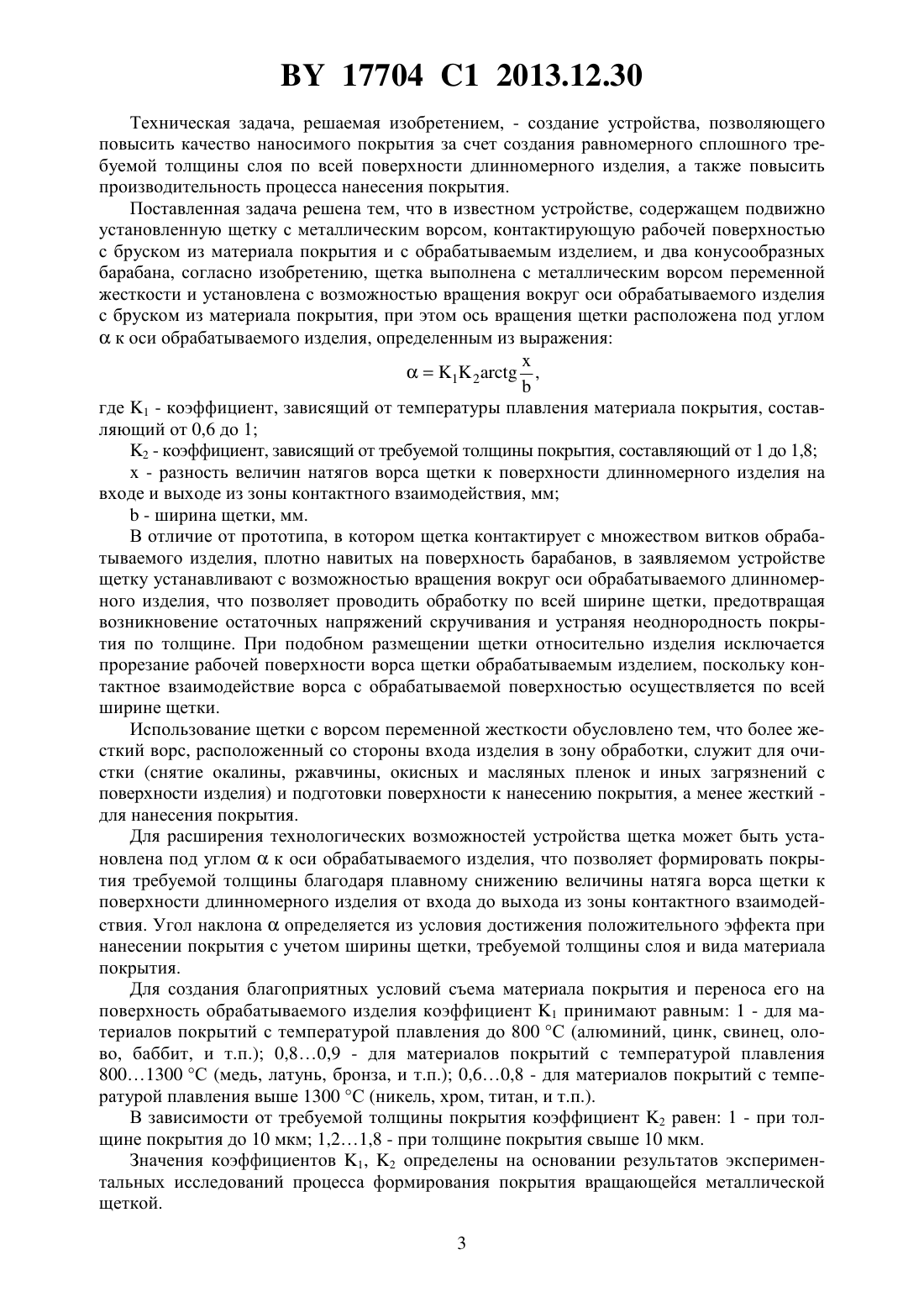
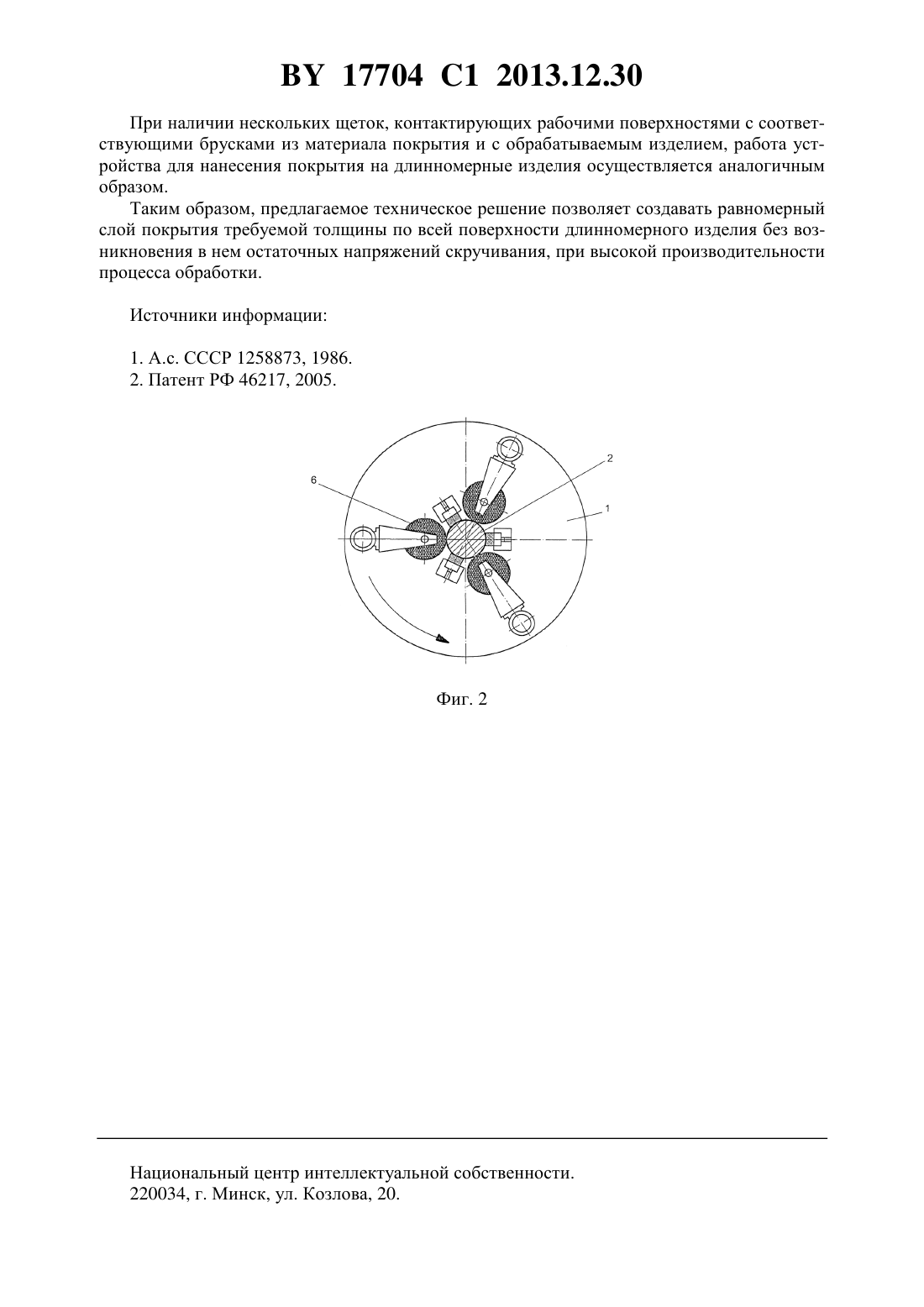
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЛИННОМЕРНЫЕ ИЗДЕЛИЯ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Леванцевич Михаил Александрович Максимченко Наталья Николаевна Шипко Алексей Алексеевич Белоцерковский Марат Артемович Шелег Валерий Константинович Аксенчик Александр Сергеевич(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(57) Устройство для нанесения покрытия на длинномерное изделие, содержащее подвижно установленную щетку с металлическим ворсом, контактирующую рабочей поверхностью с бруском из материала покрытия и с обрабатываемым изделием, и два конусообразных барабана, отличающееся тем, что щетка выполнена с металлическим ворсом переменной жесткости и установлена с возможностью вращения вокруг оси обрабатываемого изделия 17704 1 2013.12.30 с бруском из материала покрытия, при этом ось вращения щетки расположена под угломк оси обрабатываемого изделия, определнным из выражения 12, где 1 - коэффициент, зависящий от температуры плавления материала покрытия, составляющий от 0,6 до 1 2 - коэффициент, зависящий от требуемой толщины покрытия, составляющий от 1 до 1,8- разность величин натягов ворса щетки к поверхности длинномерного изделия на входе и выходе из зоны контактного взаимодействия, мм- ширина щетки, мм. Изобретение относится к области нанесения покрытий на поверхность изделий и может быть использовано при производстве длинномерных изделий (проволока, лента, труба и т.п.) с покрытием. Известно устройство для нанесения покрытия на проволоку, содержащее пары металлических щеток, размещенных вдоль продольной оси устройства, проводки с направляющими и привод вращения щеток. При этом каждая последующая проводка, находящаяся во взаимодействии с парой щеток, развернута по отношению к предыдущей на угол 15-90 относительно оси устройства 1. Недостатком известного устройства является низкое качество нанесенного покрытия из-за его разнотолщинности как по периметру проволоки,так и по ее длине вследствие незначительной площади прямого контакта ворса щетки с круглой поверхностью обрабатываемого изделия. Кроме того, после непродолжительной эксплуатации устройства происходит прорезание ворса щетки обрабатываемой проволокой,влекущее изменение первоначально установленных параметров контактного взаимодействия ворса щетки с поверхностью изделия и, как следствие, ухудшение качества наносимого покрытия. При этом необходимость использования нескольких пар щеток значительно усложняет конструкцию устройства и обуславливает рост эксплуатационных издержек. Наиболее близким по технической сущности к заявляемому устройству является устройство для нанесения покрытия на длинномерные изделия, содержащее подвижно установленную щетку с металлическим ворсом, контактирующую рабочей поверхностью с бруском из материала покрытия, а также два подвижных конусообразных барабана, на большем основании каждого из которых выполнен бурт с галтелью. При этом барабаны установлены параллельно оси щетки с возможностью контакта с ее рабочей поверхностью, выполненной конгруэнтно поверхности барабанов, и противоположно ориентированы друг относительно друга 2. Недостатком известного устройства является низкое качество покрытия из-за его разнотолщинности как по периметру проволоки, так и по ее длине, по причине незначительной площади прямого контакта ворса щетки с круглой поверхностью, а также прорезания ворса проволокой, влекущего увеличение разности между натягами и линейными скоростями относительного скольжения ворса щетки по впадинам и выступам проволоки, навитой на конусообразные барабаны, что особенно проявляется при обработке проволоки большого диаметра. Кроме того, в известном устройстве в результате принудительного сдвига и проворачивания проволоки вокруг своей оси на угол 4590 в проволоке возникают высокие остаточные напряжения скручивания, ухудшающие ее физико-механические характеристики (снижаются пластичность и усталостная прочность на изгиб, повышается чувствительность к излому и др.). Необходимо также отметить, что известное устройство не обеспечивает возможности получения покрытий с толщиной слоя 30100 мкм. Использование щетки с ворсом постоянной жесткости приводит к снижению ее долговечности вследствие значительного износа ворса на этапе входа изделия в зону обработки, когда происходит снятие окалины, ржавчины, окисных и масляных пленок и иных загрязнений с обрабатываемой поверхности. 2 17704 1 2013.12.30 Техническая задача, решаемая изобретением, - создание устройства, позволяющего повысить качество наносимого покрытия за счет создания равномерного сплошного требуемой толщины слоя по всей поверхности длинномерного изделия, а также повысить производительность процесса нанесения покрытия. Поставленная задача решена тем, что в известном устройстве, содержащем подвижно установленную щетку с металлическим ворсом, контактирующую рабочей поверхностью с бруском из материала покрытия и с обрабатываемым изделием, и два конусообразных барабана, согласно изобретению, щетка выполнена с металлическим ворсом переменной жесткости и установлена с возможностью вращения вокруг оси обрабатываемого изделия с бруском из материала покрытия, при этом ось вращения щетки расположена под угломк оси обрабатываемого изделия, определенным из выражения 1 2 , где 1 - коэффициент, зависящий от температуры плавления материала покрытия, составляющий от 0,6 до 1 2 - коэффициент, зависящий от требуемой толщины покрытия, составляющий от 1 до 1,8- разность величин натягов ворса щетки к поверхности длинномерного изделия на входе и выходе из зоны контактного взаимодействия, мм- ширина щетки, мм. В отличие от прототипа, в котором щетка контактирует с множеством витков обрабатываемого изделия, плотно навитых на поверхность барабанов, в заявляемом устройстве щетку устанавливают с возможностью вращения вокруг оси обрабатываемого длинномерного изделия, что позволяет проводить обработку по всей ширине щетки, предотвращая возникновение остаточных напряжений скручивания и устраняя неоднородность покрытия по толщине. При подобном размещении щетки относительно изделия исключается прорезание рабочей поверхности ворса щетки обрабатываемым изделием, поскольку контактное взаимодействие ворса с обрабатываемой поверхностью осуществляется по всей ширине щетки. Использование щетки с ворсом переменной жесткости обусловлено тем, что более жесткий ворс, расположенный со стороны входа изделия в зону обработки, служит для очистки (снятие окалины, ржавчины, окисных и масляных пленок и иных загрязнений с поверхности изделия) и подготовки поверхности к нанесению покрытия, а менее жесткий для нанесения покрытия. Для расширения технологических возможностей устройства щетка может быть установлена под угломк оси обрабатываемого изделия, что позволяет формировать покрытия требуемой толщины благодаря плавному снижению величины натяга ворса щетки к поверхности длинномерного изделия от входа до выхода из зоны контактного взаимодействия. Угол наклонаопределяется из условия достижения положительного эффекта при нанесении покрытия с учетом ширины щетки, требуемой толщины слоя и вида материала покрытия. Для создания благоприятных условий съема материала покрытия и переноса его на поверхность обрабатываемого изделия коэффициент 1 принимают равным 1 - для материалов покрытий с температурой плавления до 800 С (алюминий, цинк, свинец, олово, баббит, и т.п.) 0,80,9 - для материалов покрытий с температурой плавления 8001300 С (медь, латунь, бронза, и т.п.) 0,60,8 - для материалов покрытий с температурой плавления выше 1300 С (никель, хром, титан, и т.п.). В зависимости от требуемой толщины покрытия коэффициент 2 равен 1 - при толщине покрытия до 10 мкм 1,21,8 - при толщине покрытия свыше 10 мкм. Значения коэффициентов 1, 2 определены на основании результатов экспериментальных исследований процесса формирования покрытия вращающейся металлической щеткой. 3 17704 1 2013.12.30 Для обработки длинномерных изделий большого диаметра и повышения производительности обработки устройство может содержать несколько щеток с металлическим ворсом,контактирующих рабочими поверхностями с соответствующими брусками из материала покрытия и с обрабатываемым изделием, расположенных равномерно вокруг обрабатываемого изделия. Сущность изобретения поясняется фигурами. На фиг. 1 изображен общий вид заявляемого устройства для нанесения покрытия на длинномерные изделия фиг. 2 - вид сверху устройства с использованием нескольких щеток для обработки длинномерных изделий большого диаметра. Устройство для нанесения покрытия на длинномерные изделия (фиг. 1) содержит полый шпиндель с фланцем 1, оснащенный приводом вращения (не показан), через центральное отверстие которого протягивается обрабатываемое изделие 2. На фланце 1 смонтирована подвижная плита 3, с возможностью поперечного перемещения посредством передачи винт-гайка 4 в направлении, перпендикулярном продольной оси изделия 2. На плите 3 установлена траверса 5 со щеткой 6, приводным электродвигателем 7, связанным со щеткой 6 ременной передачей 8. Щетка 6 контактирует с бруском 9 из материала покрытия, закрепленным на траверсе 5 с возможностью перемещения в направлении, перпендикулярном вертикальной оси щетки. Траверса 5 оснащена упором 10, используемым для регулировки угла наклонаоси щетки 6 относительно оси обрабатываемого изделия 2, и контргайками 11,12. С использованием зависимости для определения угла наклонаполучаем, что для формирования покрытия из меди (10,85) толщиной 20 мкм (21,5) щеткой шириной 42 мм при разности натягов 2,3 мм уголдолжен быть равен 4. На фланце 1 закреплена опорная стойка 13 с плитой 14, выполненной из материала, аналогичного материалу покрытия, и кронштейнами 15, 16 с направляющими вставными втулками 17, 18, выполненными из такого же материала. Приемный барабан 19 служит для намотки, например,проволоки в бобины. Направляющий ролик 20 используется для подачи длинномерного изделия 2 в центральное отверстие фланца 1. Устройство может содержать несколько щеток 6, контактирующих рабочими поверхностями с соответствующими брусками 9 из материала покрытия и с обрабатываемым изделием 2 (фиг. 2), расположенных равномерно по окружности вокруг оси обрабатываемого изделия 2 и установленных на фланце 1. Устройство для нанесения покрытий на длинномерные изделия работает следующим образом. С помощью передачи винт-гайка 4 перемещают подвижную плиту 3 с закрепленной на ней траверсой 5 до контакта щетки 6 с поверхностью обрабатываемого длинномерного изделия 2, например, проволокой и устанавливают требуемую величину натяга ворса щетки 6 к поверхности обрабатываемого изделия 2. При этом изделие 2 прижимается к плите 14, смонтированной на опорной стойке 13. Посредством упора 10 и контргаек 11,12, фиксирующих положение упора 10, устанавливают угол наклона оси щетки 6 относительно оси обрабатываемого изделия 2, равный 4. Включают приводной электродвигатель 7 вращения щетки 6, привод вращения шпинделя с фланцем 1 и привод перемещения изделия 2 (не показаны). В результате вращения фланца 1 происходит вращение вращающейся щетки 6 вокруг продольной оси обрабатываемого изделия 2. В процессе контакта ворса щетки 6 с обрабатываемым изделием 2 и бруском из материала покрытия 9 жесткий ворс щетки 6 на входе изделия в зону обработки снимает окалину, ржавчину, окисные и масляные пленки и иные загрязнения с поверхности изделия 2 и формирует предварительный слой покрытия, который затем уплотняется и наращивается до необходимой толщины мягким ворсом. При этом за счет прижатия щеткой 6 изделия 2 к поверхности плиты 14 и вставным втулкам 17, 18, выполненным из материала, идентичного материалу покрытия, происходит дополнительное уплотнение и наращивание слоя за счет натирания этими материалами поверхности перемещающегося изделия 2, что способствует получению качественного, равномерного по толщине слоя покрытия. 4 17704 1 2013.12.30 При наличии нескольких щеток, контактирующих рабочими поверхностями с соответствующими брусками из материала покрытия и с обрабатываемым изделием, работа устройства для нанесения покрытия на длинномерные изделия осуществляется аналогичным образом. Таким образом, предлагаемое техническое решение позволяет создавать равномерный слой покрытия требуемой толщины по всей поверхности длинномерного изделия без возникновения в нем остаточных напряжений скручивания, при высокой производительности процесса обработки. Источники информации 1. А.с. СССР 1258873, 1986. 2. Патент РФ 46217, 2005. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C23C 26/00
Метки: устройство, изделия, длинномерные, покрытия, нанесения
Код ссылки
<a href="https://by.patents.su/5-17704-ustrojjstvo-dlya-naneseniya-pokrytiya-na-dlinnomernye-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Устройство для нанесения покрытия на длинномерные изделия</a>
Устройство для нанесения покрытия на внутреннюю поверхность изделия
Номер патента: U 6477
Опубликовано: 30.08.2010
Авторы: Грудько Иван Ильич, Клименко Сергей Ефимович
МПК: B22F 7/00
Метки: нанесения, покрытия, поверхность, устройство, изделия, внутреннюю
Текст:
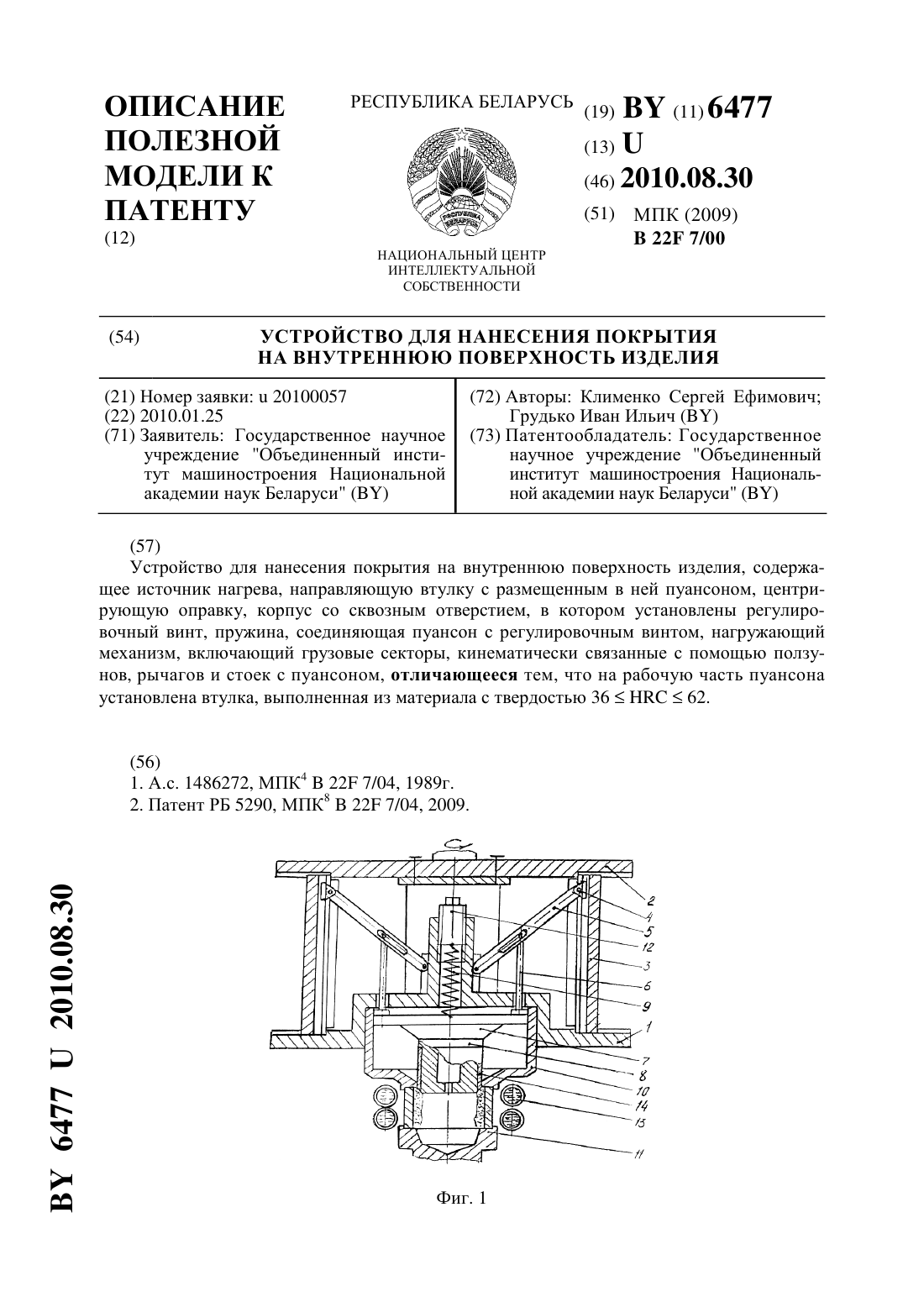
...регулировочным винтом, нагружающий механизм, включающий грузовые секторы, кинематически связанные с помощью ползунов, рычагов и стоек с пуансоном, при этом, согласно техническом у решению, на рабочую часть пуансона установлена втулка, выполненная из материала с твердостью 3662. Данная конструкция устройства позволяет получать многослойное покрытие повышенной износостойкости за счет того, что материалом второго слоя покрытия, который является...
Устройство для нанесения покрытия из металлических порошков на внутреннюю поверхность изделия

Номер патента: U 5858
Опубликовано: 30.12.2009
Авторы: Клименко Сергей Ефимович, Грудько Иван Ильич
МПК: B22F 7/00
Метки: поверхность, металлических, устройство, порошков, внутреннюю, покрытия, изделия, нанесения
Текст:
...поверхность изделия, на фиг. 2 - калибрующий элемент(радиальное сечение А-А). Устройство (фиг. 1) состоит из зажимного патрона 1 токарного станка и закрепленной в патроне втулки 2, имеющей два фигурных симметричных паза 3, внутри которой расположены упругий элемент 4 и опорный конец центрирующей оправки 5, к которой крепятся термоизоляционная втулка 6 и сменный наконечник 7. В опорном конце центрирующей оправки 5 имеется отверстие, через...
Способ нанесения металлического покрытия на изделие

Номер патента: 17571
Опубликовано: 30.10.2013
Авторы: Киселев Михаил Григорьевич, Дроздов Алексей Владимирович
МПК: C23C 26/00, B24B 39/00
Метки: нанесения, покрытия, способ, изделие, металлического
Текст:
...изделие, располагают материал покрытия перед зоной обработки, перемещают материал покрытия с натягом относительно упругой щетки, установленной с возможностью вращения и взаимодействия с материалом покрытия, при этом упругой щетке сообщают ультразвуковые колебания, направленные вдоль ее оси вращения. Реализация данного способа позволяет увеличить скорость проскальзывания ворсинок инструмента относительно поверхности материала...
Способ нанесения плазменно-вакуумного покрытия из тугоплавкого материала на поверхность металлического изделия
Номер патента: 14464
Опубликовано: 30.06.2011
Авторы: Агеев Виталий Александрович, Вершина Алексей Константинович
МПК: C23C 14/00
Метки: материала, нанесения, металлического, тугоплавкого, плазменно-вакуумного, способ, покрытия, изделия, поверхность
Текст:
...посредством испарения тугоплавкого материала катода при электродуговом разряде слой толщиной от 0,5 до 2 мкм при потенциале смещения на изделии от 0 до -150 В, затем изменением потенциала смещения до -1,5 кВ по линейному закону осуществляют ионную бомбардировку высокоэнергетическими ионами материала катода сформированного слоя до его полного удаления, после чего в течение от 0,5 до 5 мин плавно изменяют потенциал смещения от 0 до -150 В и...
Способ нанесения многослойного покрытия на внутреннюю поверхность полого изделия
Номер патента: 7216
Опубликовано: 30.09.2005
Авторы: Кадников Сергей Аркадьевич, Ласковнев Александр Петрович
МПК: F16C 33/04
Метки: многослойного, поверхность, полого, изделия, внутреннюю, нанесения, покрытия, способ
Текст:
...физико-химические свойства которых значительно отличаются от свойств основного материала. В частности, добавки с низкой плотностью типа графита, оксидов, дисульфидов и т.п., придающих покрытию особые физико-химические и механические свойства. Задачей заявляемого способа является возможность получения сплошного покрытия в полостях с введением в него, особенно в его приповерхностный рабочий слой, дополнительных легирующих компонентов....