Устройство для нанесения покрытия из металлических порошков на внутреннюю поверхность изделия

Текст
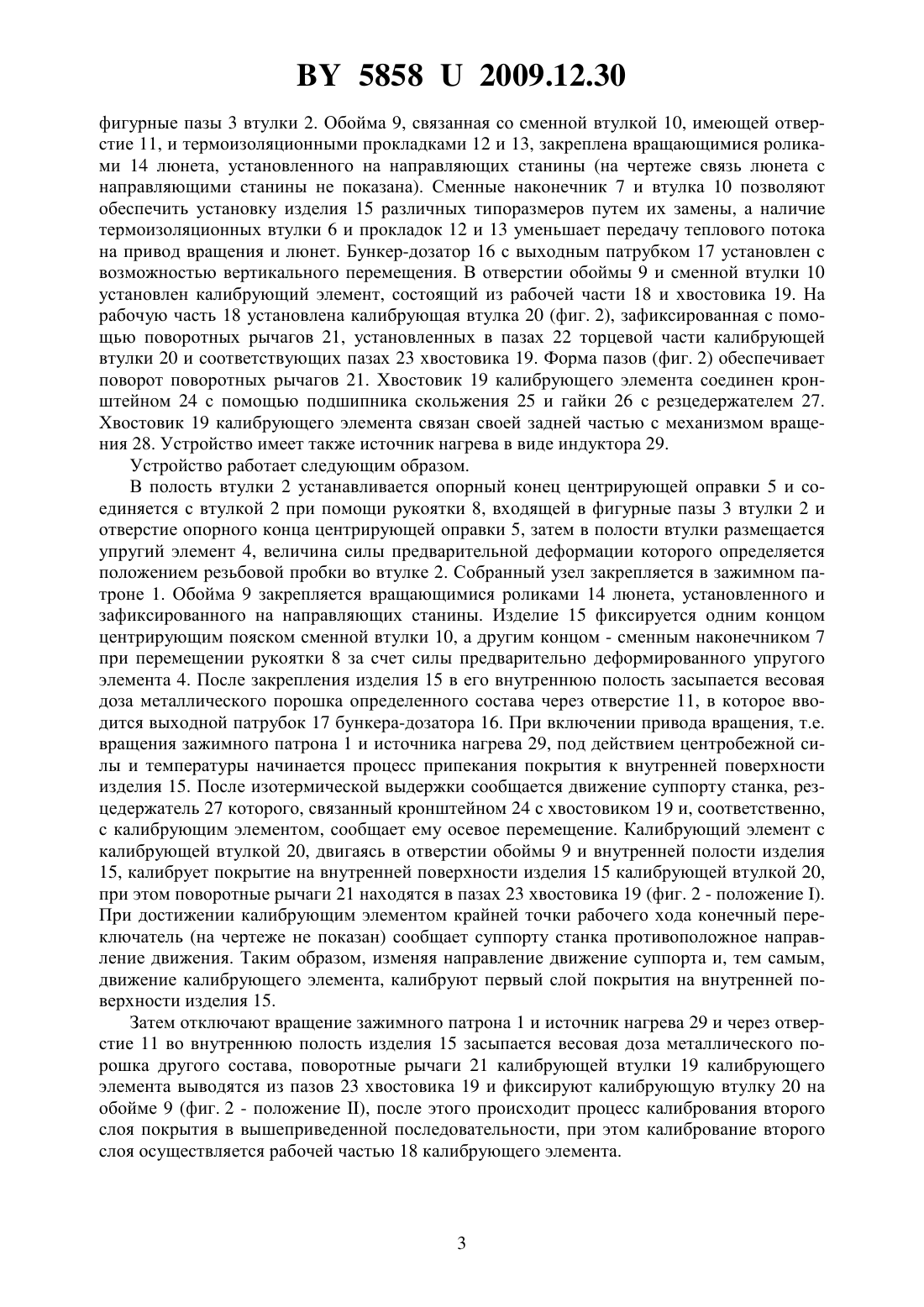
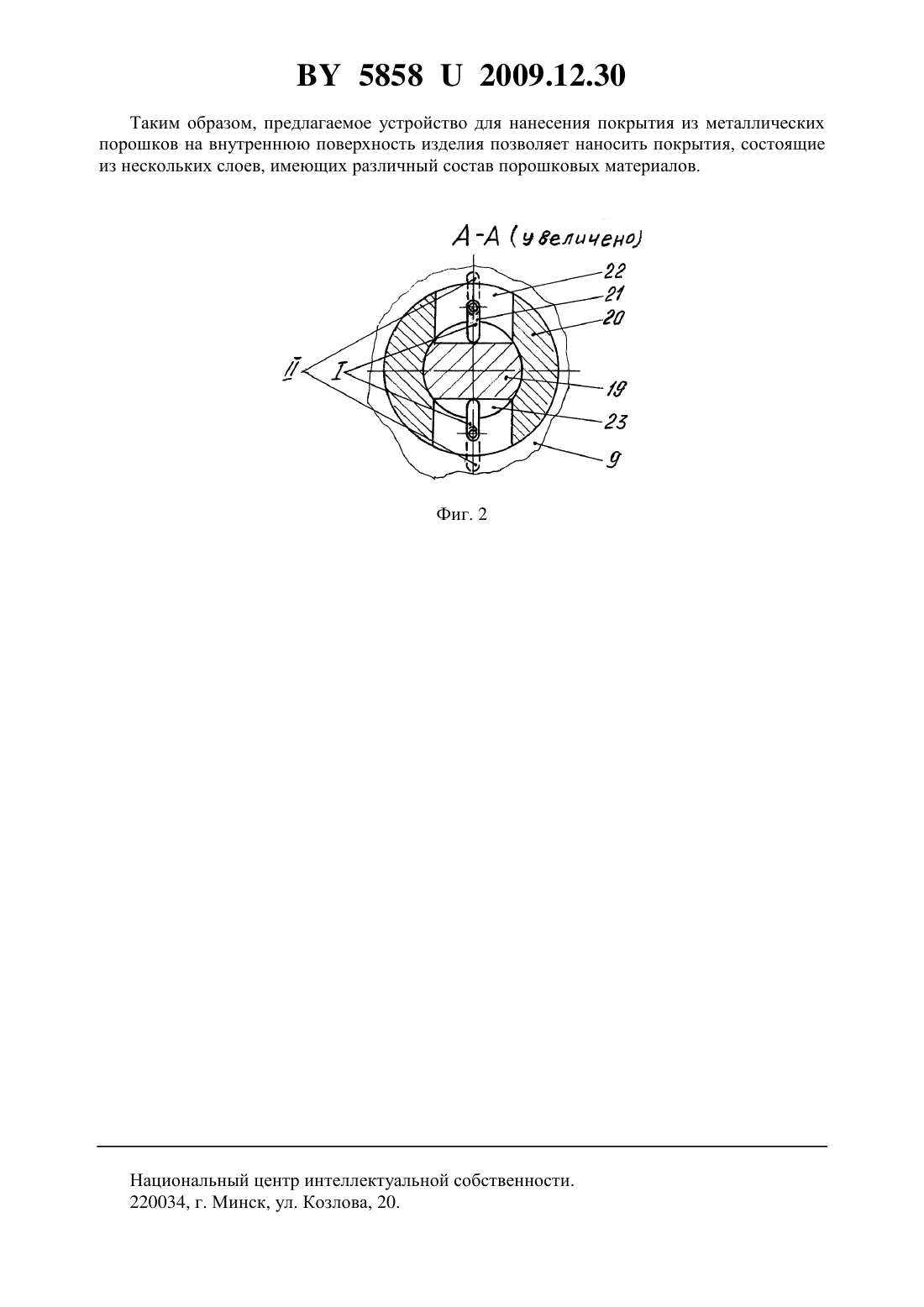
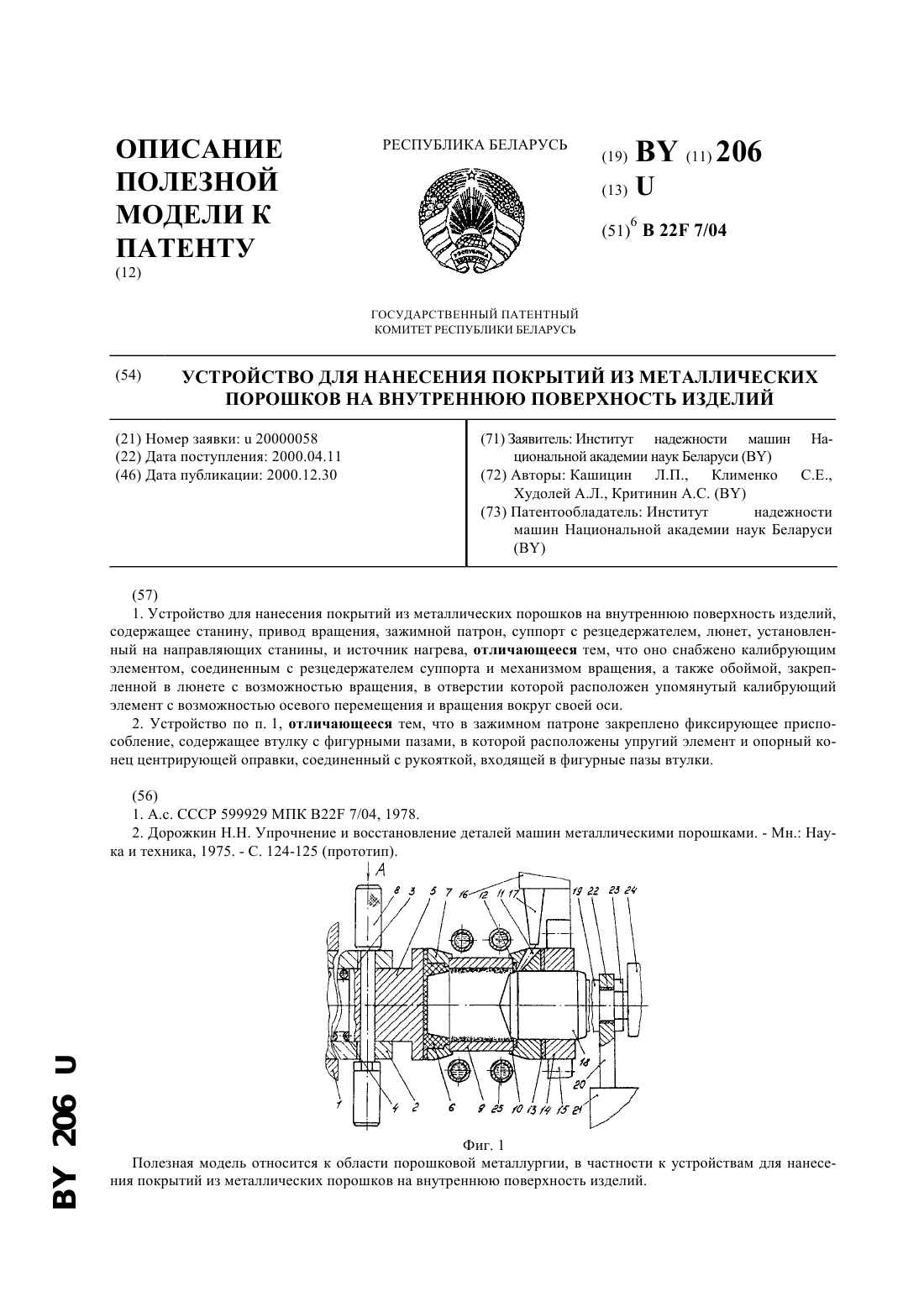
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ИЗДЕЛИЯ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Клименко Сергей Ефимович Грудько Иван Ильич(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(57) Устройство для нанесения покрытия из металлических порошков на внутреннюю поверхность изделия, содержащее станину, привод вращения, зажимной патрон, суппорт с резцедержателем, люнет, установленный на направляющих станины, калибрующий элемент с рабочей частью и хвостовиком, соединенным с резцедержателем суппорта и механизмом вращения, обойму, закрепленную в люнете с возможностью вращения, источник нагрева, отличающееся тем, что на рабочей части калибрующего элемента установлена калибрующая втулка, зафиксированная с помощью поворотных рычагов, установленных в пазах торцевой части калибрующей втулки и соответствующих пазах хвостовика калибрующего элемента, при этом пазы имеют форму, обеспечивающую поворот поворотных рычагов.(56) 1. Дорожкин Н.Н. Упрочнение и восстановление деталей машин металлическими порошками. - Минск Наука и техника, 1975. - С. 124-125. 2. Патент РБ 206, МПК 622 7/04, 2000. Полезная модель относится к области порошковой металлургии, в частности к устройствам для нанесения покрытий из металлических порошков на внутреннюю поверхность изделий, работающих в условиях трения, например, подшипников скольжения. Известна конструктивная схема нанесения покрытий на внутреннюю поверхность изделий центробежным способом, в которой для обеспечения вращения изделия используется токарный станок, состоящий из станины, привода вращения, зажимного патрона,суппорта с резцедержателем, люнета, установленного на направляющих станины 1. Нагрев изделия осуществляется с помощью генератора ТВЧ. Недостатком известной конструктивной схемы является то, что конструкция не обеспечивает калибрования покрытий в процессе их нанесения на внутреннюю поверхность изделий, срок службы нанесенных покрытий невысок. Наиболее близким аналогом к предлагаемой полезной модели, выбранным в качестве прототипа, является устройство для нанесения покрытий из металлических порошков на внутреннюю поверхность изделий, содержащее станину, привод вращения, зажимной патрон, суппорт с резцедержателем, люнет, установленный на направляющих станины, калибрующий элемент, содержащий рабочую часть и хвостовик, соединенный с резцедержателем суппорта и механизмом вращения, обойму, закрепленную в люнете с возможностью вращения, источник нагрева 2. Однако данная конструкция устройства не позволяет наносить многослойное покрытие, обеспечивающее прочность изделия, работающего в узлах трения в условиях интенсивного изнашивания. Задачей предлагаемой полезной модели является расширение функциональных возможностей устройства, позволяющего наносить многослойное покрытие на изделие. Решение поставленной задачи достигается в устройстве для нанесения покрытия из металлических порошков на внутреннюю поверхность изделия, содержащем станину,привод вращения, зажимной патрон, суппорт с резцедержателем, люнет, установленный на направляющих станины, калибрующий элемент с рабочей частью и хвостовиком, соединенным с резцедержателем суппорта и механизмом вращения, обойму, закрепленную в люнете с возможностью вращения, источник нагрева, причем, согласно техническому решению, на рабочую часть калибрующего элемента установлена калибрующая втулка, зафиксированная с помощью поворотных рычагов, установленных в пазах торцевой части калибрующей втулки и соответствующих пазах хвостовика калибрующего элемента, при этом пазы имеют форму, обеспечивающую поворот поворотных рычагов. Данная конструкция устройства позволяет калибровать первый слой покрытия из одного состава порошковых материалов калибрующей втулкой, затем калибровать второй слой покрытия из другого состава порошковых материалов рабочей частью калибрующего элемента, т.е. таким образом обеспечивается процесс нанесения многослойного покрытия. На фиг. 1 изображено предлагаемое устройство для нанесения покрытия из металлических порошков на внутреннюю поверхность изделия, на фиг. 2 - калибрующий элемент(радиальное сечение А-А). Устройство (фиг. 1) состоит из зажимного патрона 1 токарного станка и закрепленной в патроне втулки 2, имеющей два фигурных симметричных паза 3, внутри которой расположены упругий элемент 4 и опорный конец центрирующей оправки 5, к которой крепятся термоизоляционная втулка 6 и сменный наконечник 7. В опорном конце центрирующей оправки 5 имеется отверстие, через которое проходит рукоятка 8, проходящая также через 2 58582009.12.30 фигурные пазы 3 втулки 2. Обойма 9, связанная со сменной втулкой 10, имеющей отверстие 11, и термоизоляционными прокладками 12 и 13, закреплена вращающимися роликами 14 люнета, установленного на направляющих станины (на чертеже связь люнета с направляющими станины не показана). Сменные наконечник 7 и втулка 10 позволяют обеспечить установку изделия 15 различных типоразмеров путем их замены, а наличие термоизоляционных втулки 6 и прокладок 12 и 13 уменьшает передачу теплового потока на привод вращения и люнет. Бункер-дозатор 16 с выходным патрубком 17 установлен с возможностью вертикального перемещения. В отверстии обоймы 9 и сменной втулки 10 установлен калибрующий элемент, состоящий из рабочей части 18 и хвостовика 19. На рабочую часть 18 установлена калибрующая втулка 20 (фиг. 2), зафиксированная с помощью поворотных рычагов 21, установленных в пазах 22 торцевой части калибрующей втулки 20 и соответствующих пазах 23 хвостовика 19. Форма пазов (фиг. 2) обеспечивает поворот поворотных рычагов 21. Хвостовик 19 калибрующего элемента соединен кронштейном 24 с помощью подшипника скольжения 25 и гайки 26 с резцедержателем 27. Хвостовик 19 калибрующего элемента связан своей задней частью с механизмом вращения 28. Устройство имеет также источник нагрева в виде индуктора 29. Устройство работает следующим образом. В полость втулки 2 устанавливается опорный конец центрирующей оправки 5 и соединяется с втулкой 2 при помощи рукоятки 8, входящей в фигурные пазы 3 втулки 2 и отверстие опорного конца центрирующей оправки 5, затем в полости втулки размещается упругий элемент 4, величина силы предварительной деформации которого определяется положением резьбовой пробки во втулке 2. Собранный узел закрепляется в зажимном патроне 1. Обойма 9 закрепляется вращающимися роликами 14 люнета, установленного и зафиксированного на направляющих станины. Изделие 15 фиксируется одним концом центрирующим пояском сменной втулки 10, а другим концом - сменным наконечником 7 при перемещении рукоятки 8 за счет силы предварительно деформированного упругого элемента 4. После закрепления изделия 15 в его внутреннюю полость засыпается весовая доза металлического порошка определенного состава через отверстие 11, в которое вводится выходной патрубок 17 бункера-дозатора 16. При включении привода вращения, т.е. вращения зажимного патрона 1 и источника нагрева 29, под действием центробежной силы и температуры начинается процесс припекания покрытия к внутренней поверхности изделия 15. После изотермической выдержки сообщается движение суппорту станка, резцедержатель 27 которого, связанный кронштейном 24 с хвостовиком 19 и, соответственно,с калибрующим элементом, сообщает ему осевое перемещение. Калибрующий элемент с калибрующей втулкой 20, двигаясь в отверстии обоймы 9 и внутренней полости изделия 15, калибрует покрытие на внутренней поверхности изделия 15 калибрующей втулкой 20,при этом поворотные рычаги 21 находятся в пазах 23 хвостовика 19 (фиг. 2 - положение ). При достижении калибрующим элементом крайней точки рабочего хода конечный переключатель (на чертеже не показан) сообщает суппорту станка противоположное направление движения. Таким образом, изменяя направление движение суппорта и, тем самым,движение калибрующего элемента, калибруют первый слой покрытия на внутренней поверхности изделия 15. Затем отключают вращение зажимного патрона 1 и источник нагрева 29 и через отверстие 11 во внутреннюю полость изделия 15 засыпается весовая доза металлического порошка другого состава, поворотные рычаги 21 калибрующей втулки 19 калибрующего элемента выводятся из пазов 23 хвостовика 19 и фиксируют калибрующую втулку 20 на обойме 9 (фиг. 2 - положение ), после этого происходит процесс калибрования второго слоя покрытия в вышеприведенной последовательности, при этом калибрование второго слоя осуществляется рабочей частью 18 калибрующего элемента. 58582009.12.30 Таким образом, предлагаемое устройство для нанесения покрытия из металлических порошков на внутреннюю поверхность изделия позволяет наносить покрытия, состоящие из нескольких слоев, имеющих различный состав порошковых материалов. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B22F 7/00
Метки: порошков, устройство, металлических, покрытия, внутреннюю, нанесения, поверхность, изделия
Код ссылки
<a href="https://by.patents.su/4-u5858-ustrojjstvo-dlya-naneseniya-pokrytiya-iz-metallicheskih-poroshkov-na-vnutrennyuyu-poverhnost-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Устройство для нанесения покрытия из металлических порошков на внутреннюю поверхность изделия</a>
Устройство для нанесения покрытий из металлических порошков на внутреннюю поверхность изделий
Номер патента: U 206
Опубликовано: 30.12.2000
Авторы: Клименко Сергей Ефимович, Критинин Александр Сергеевич, Кашицин Леонид Павлович, Худолей Андрей Леонидович
МПК: B22F 7/04
Метки: внутреннюю, нанесения, порошков, покрытий, металлических, устройство, поверхность, изделий
Текст:
...упругий элемент 4 и опорный конец центрирующей оправки 5, к которой крепятся термоизоляционная втулка 6 и сменный наконечник 7. В опорном конце центрирующей оправки 5 имеется отверстие, через которое проходит рукоятка 8, проходящая также через фигурные пазы 3 втулки 2. Упругий элемент 4, расположенный в полости втулки 2, фиксируется резьбовой пробкой (на чертеже не показана), позволяющей изменять величину силы предварительной...
Устройство для нанесения покрытий из металлических порошков на внутреннюю поверхность изделий

Номер патента: U 3485
Опубликовано: 30.04.2007
Авторы: Худолей Андрей Леонидович, Клименко Сергей Ефимович, Сосновский Игорь Александрович
МПК: B22F 7/04
Метки: металлических, устройство, нанесения, порошков, покрытий, изделий, внутреннюю, поверхность
Текст:
...смазки в данный узел трения. Задачей предлагаемой полезной модели является расширение технологических возможностей за счет обеспечения подвода необходимого количества смазки в данный узел трения. Решение поставленной задачи достигается в устройстве для нанесения покрытий из металлических порошков на внутреннюю поверхность изделий, содержащем привод вращения, источник нагрева, корпус, нагружающий механизм, включающий грузовые...
Устройство для нанесения покрытий из металлических порошков на внутреннюю поверхность изделий

Номер патента: U 4716
Опубликовано: 30.10.2008
Авторы: Мельницкий Алексей Петрович, Клименко Сергей Ефимович, Сосновский Игорь Александрович
МПК: B22F 7/00
Метки: поверхность, внутреннюю, устройство, покрытий, изделий, металлических, нанесения, порошков
Текст:
...задачи достигается в устройстве для нанесения покрытий из металлических порошков на внутреннюю поверхность изделий, содержащем источник нагрева, корпус, нагружающий механизм, включающий грузовые секторы, кинематически связанные с помощью ползунов, рычагов и стоек с пуансоном, размещенным в направляющей втулке, центрирующую оправку, причем, согласно техническому решению, наружная поверхность пуансона в радиальном сечении имеет волнообразную...
Устройство для нанесения покрытий из металлических порошков на внутреннюю поверхность изделий

Номер патента: U 5290
Опубликовано: 30.06.2009
Авторы: Клименко Сергей Ефимович, Кротиков Сергей Петрович
МПК: B22F 7/00
Метки: поверхность, устройство, внутреннюю, изделий, металлических, нанесения, порошков, покрытий
Текст:
...Решение поставленной задачи достигается в устройстве для нанесения покрытий из металлических порошков на внутреннюю поверхность изделий, содержащем источник нагрева, корпус, нагружающий механизм, включающий грузовые секторы, кинематически связанные с помощью ползунов, рычагов и стоек с пуансоном, размещенным в направляющей втулке, центрирующую оправку, пружину, причем, согласно техническому решению, в корпусе выполнено сквозное отверстие,...
Способ нанесения многослойного покрытия на внутреннюю поверхность полого изделия
Номер патента: 7216
Опубликовано: 30.09.2005
Авторы: Ласковнев Александр Петрович, Кадников Сергей Аркадьевич
МПК: F16C 33/04
Метки: поверхность, нанесения, способ, внутреннюю, изделия, многослойного, покрытия, полого
Текст:
...физико-химические свойства которых значительно отличаются от свойств основного материала. В частности, добавки с низкой плотностью типа графита, оксидов, дисульфидов и т.п., придающих покрытию особые физико-химические и механические свойства. Задачей заявляемого способа является возможность получения сплошного покрытия в полостях с введением в него, особенно в его приповерхностный рабочий слой, дополнительных легирующих компонентов....
Предыдущий патент: Аэратор-смеситель компостов
Следующий патент: Стабилограф-тренажер
Случайный патент: Огнетушитель