Способ изготовления проницаемого изделия
Номер патента: 15786
Опубликовано: 30.04.2012
Авторы: Афанасьева Наталия Александровна, Петюшик Евгений Евгеньевич, Романенков Владимир Евгеньевич, Петюшик Татьяна Евгеньевна
Текст
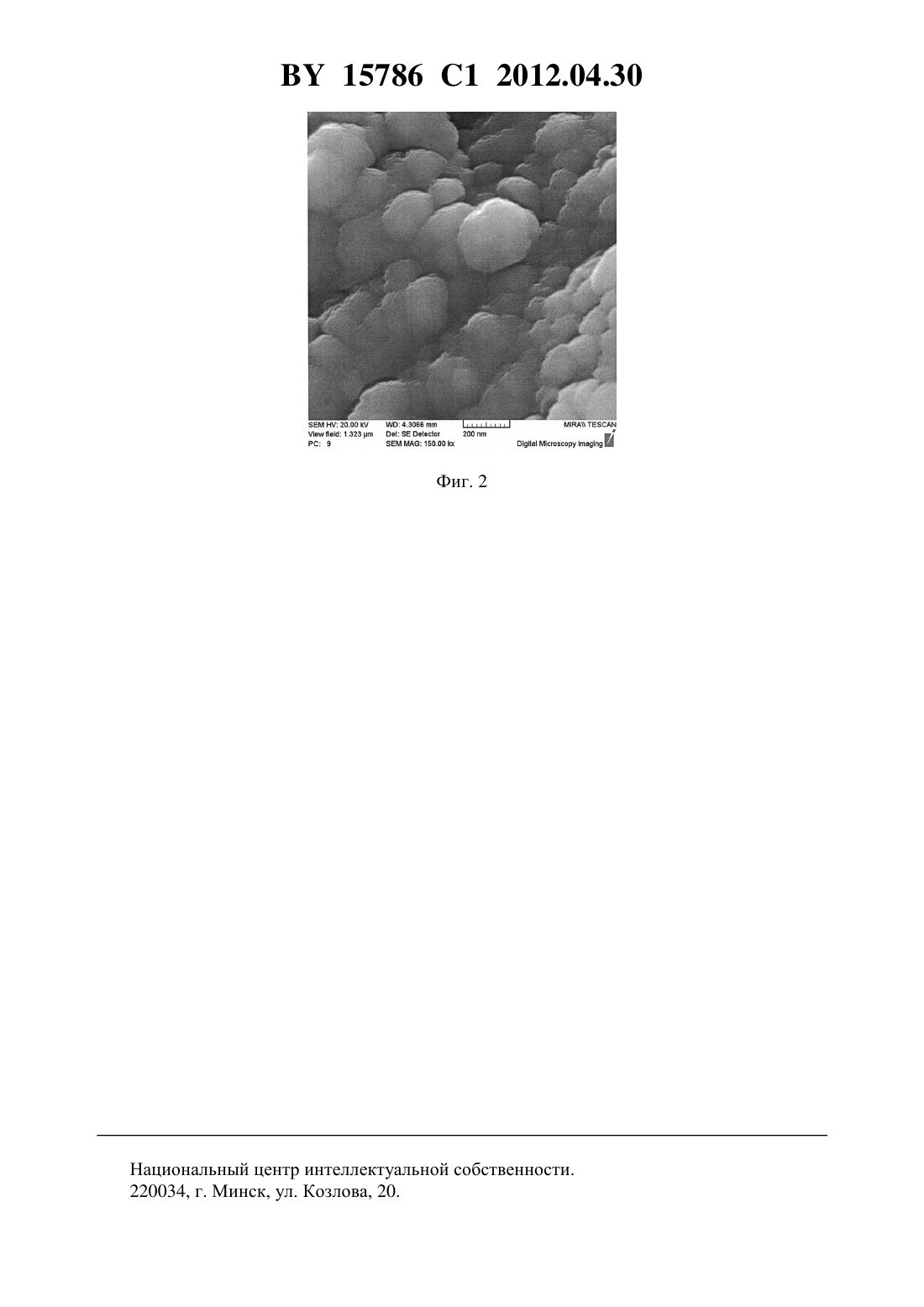
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ПРОНИЦАЕМОГО ИЗДЕЛИЯ(71) Заявители Белорусский национальный технический университет Государственное научное учреждение Институт порошковой металлургии(72) Авторы Романенков Владимир Евгеньевич Петюшик Евгений Евгеньевич Афанасьева Наталия Александровна Петюшик Татьяна Евгеньевна(73) Патентообладатели Белорусский национальный технический университет Государственное научное учреждение Институт порошковой металлургии(56)11184 1, 2008.11229 1, 2008.11696 1, 2009.3554 1, 2000. ПЕТЮШИК Е.Е. и др. Основы деформирования проволочных тел намотки. Минск Технопринт, 2003. - С. 93-98,188-194.6373 1, 2004.(57) 1. Способ изготовления проницаемого изделия, включающий формирование заготовки в виде тела намотки послойной крестообразной намоткой проволоки постоянного или переменного сечения, отличающийся тем, что используют алюминиевую или алитированную проволоку и тело намотки подвергают обработке водой или водяным паром с частичным или полным превращением алюминия в гидроксид. 2. Способ по п. 1, отличающийся тем, что тело намотки предварительно радиально обжимают. 3. Способ по п. 1 или 2, отличающийся тем, что после обработки водой или водяным паром пористое тело намотки нагревают на воздухе при температуре дегидратации гидроксида алюминия. 4. Способ по п. 1 или 2, отличающийся тем, что после частичного превращения алюминия в гидроксид тело намотки подвергают радиальному обжатию или радиальной раздаче с последующей окончательной обработкой водой или водяным паром с частичным или полным превращением алюминия в гидроксид. 5. Способ по п. 4, отличающийся тем, что после обработки водой или водяным паром пористое тело намотки нагревают на воздухе при температуре дегидратации гидроксида алюминия. 15786 1 2012.04.30 Изобретение относится к порошковой металлургии, в частности к способу изготовления проницаемых изделий (преимущественно полых длинномерных) с анизотропной структурой, например фитилей контурных тепловых труб, служащих для охлаждения теплонагруженной поверхности и транспорта жидкости из зоны конденсации в зону испарения. Известен способ изготовления спеченных пористых изделий с бипористой структурой из карбида титана 1, с. 221, включающий изостатическое прессование смеси порошков титана и сажи в стехиометрическом соотношении 0,5 и последующее проведение в материале прессовки процесса самораспространяющегося высокотемпературного синтеза. В результате материал имеет макропористость, образованную упаковкой частиц исходного порошка, и микропористость частиц (пенокарбид титана). Недостатками способа являются невозможность получения материала с прогнозируемо упорядоченной макроструктурой, высокой пористостью макроструктуры, проблематичность технологического управления формированием структуры и контроля в связи с высокой температурой и скоростью протекания самораспространяющегося высокотемпературного синтеза. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ изготовления проницаемых материалов, в том числе многослойных, из непрерывного волокна 2, включающий формирование пористой заготовки крестообразной намоткой нитей на продольные ребра формообразующего элемента на требуемую длину и последующее ее изостатическое прессование. Способ обеспечивает получение изделий с возможностью регулирования структуры по толщине стенки изменением давления прессования, а также применением в различных слоях нитей различного диаметра. Недостатком способа является ограничение получаемых пористых изделий по минимальному размеру пор, определяемое технологическими сложностями при формировании заготовок из нитей малого диаметра, что сужает диапазон получаемых структурных характеристик материала. Задачей изобретения является получение проницаемого изделия с регулируемой в широком диапазоне размера пор анизотропной макроструктурой. Поставленная задача решается тем, что в способе изготовления проницаемого изделия, включающем формирование заготовки в виде тела намотки послойной крестообразной намоткой проволоки постоянного или переменного сечения, используют алюминиевую или алитированную проволоку и тело намотки подвергают обработке водой или водяным паром с частичным или полным превращением алюминия в гидроксид. Тело намотки предварительно радиально обжимают. После обработки водой или водяным паром пористое тело намотки нагревают на воздухе при температуре дегидратации гидроксида алюминия. После частичного превращения алюминия в гидроксид тело намотки подвергают радиальному обжатию или радиальной раздаче с последующей окончательной обработкой водой или водяным паром с частичным или полным превращением алюминия в гидроксид. После обработки водой или водяным паром пористое тело намотки нагревают на воздухе при температуре дегидратации гидроксида алюминия. На фиг. 1 представлен вид поверхности сформированного проволочного тела намотки на фиг. 2 представлен вид образующегося на поверхности проволоки слоя гидроксида алюминия. Предложенный способ получения проницаемого изделия реализуют следующим образом. Способ включает формирование тела намотки (фиг. 1) послойной крестовой намоткой алюминиевой или алитированной проволоки на жесткую (стальную) формообразующую оправку, плакированную слоем эластомера, и обработку тела намотки в водной среде, что 2 15786 1 2012.04.30 приводит к частичному или полному превращению алюминия в гидроксид -3. Такое превращение 3 сопровождается образованием на поверхности проволоки, начиная с периферии, слоя гидроксида алюминия (фиг. 2) (с некоторым увеличением его объема по сравнению с объемом исходного алюминия), который в местах контактов проволоки исходного тела намотки образует между витками пористые контакты. Таким образом, образуется связное бипористое тело, в котором макроструктура образована витками тела намотки, а микроструктура образуется в виде пористого слоя на поверхности алюминиевой проволоки в случае частичного превращения алюминия в гидроксид или в виде полностью мелкопористой структуры в объеме исходной проволоки при условии полного превращения алюминия проволоки в гидроксид. При использовании алитированной проволоки в гидроксид частично или полностью превращается только плакирующий проволоку слой алюминия с образованием пористых контактов между витками и пористого слоя из гидроксида алюминия на всей свободной поверхности проволоки. Каркас бипористого тела в этом случае образует материал исходной проволоки. Во всех случаях степень превращения алюминия в гидроксид определяется длительностью обработки в водной среде. При частичном превращении алюминия в гидроксид способ позволяет получать наименее плотную макроструктуру бипористого тела. Также возможен способ, включающий формирование тела намотки послойной крестовой намоткой алюминиевой или алитированной проволоки на формообразующую оправку, радиальное обжатие тела намотки (например, в условиях сухого изостатического прессования 1) и обработку деформированного тела намотки в водной среде. В этом случае существует возможность управлять макроструктурой полученного бипористого тела за счет изменения плотности тела намотки в процессе радиального обжатия 4. Способ позволяет получать более плотную макроструктуру бипористого тела по сравнению с описанным выше. Способ, предполагающий после частичного превращения на поверхности проволоки алюминия в гидроксид, радиальное обжатие или радиальную раздачу тела намотки с последующей окончательной обработкой в водной среде с частичным или полным превращением алюминия в гидроксид, позволяет получать наиболее плотную макроструктуру бипористого тела, поскольку в процессе промежуточного обжатия (раздачи) происходит частичное разрушение пористого слоя гидроксида с заполнением его частицами макропор заготовки (тела намотки). Окончательная обработка заготовки в водной среде приводит к консолидации за счет вновь образующихся пористых контактов между витками проволоки. Предлагаемая промежуточная обработка давлением заготовки способствует также повышению размерной точности бипористого изделия. Способ, предполагающий после обработки тела намотки в водной среде термообработку пористого тела на воздухе при температуре дегидратации гидроксида алюминия. В процессе фазовых превращений происходит изменение пористой структуры материала. При прокаливании гидроксида алюминия в интервале температур 300550 С происходят дегидратация всех модификаций гидроксида алюминия (моногидратов и тригидратов) и их структурные превращения в оксид алюминия -23, обладающий более высокой плотностью. Плотность материала увеличивается от 3,1103 до 3,4103 кг/м 3. Кроме того,прокаленный активный -23 имеет более развитую пористую структуру, увеличиваются сорбционный объем пор и удельная поверхность. Предложенный способ позволяет получать проницаемые изделия из композиционных материалов -3 - металл, 23 - металл. При этом макроструктура готовых изделий формируется преимущественно на стадии получения проволочных тел намотки и их обработки давлением. Регулярность макроструктуры обеспечивается технологически благодаря возможности достаточно точного позиционирования витков проволоки при формировании тела намотки. Прогнозируемое изменение размера пор макроструктуры достижимо при использовании закономерно изменяющегося по мере перехода от слоя к 3 15786 1 2012.04.30 слою поперечного размера и формы сечения проволоки. Этим обеспечивается получение заданной анизотропной макроструктуры материала изделия. Пористость макроструктуры регулируется в процессе радиального обжатия (раздачи) тела намотки за счет изменения давления обжатия. Объем микропористого материала в составе проницаемого изделия определяется технологическими режимами процесса обработки в водной среде. Пример 1. Изготавливали проницаемое изделие. На формообразующую оправку длиной 320 мм крестообразно под углом 30 в 40 слоев наматывали проволоку диаметром 0,15 мм из алюминия АД 0. В установке для сухого изостатического прессования осуществляли радиальное обжатие полученного тела намотки при давлении 50 МПа. Получали прессовку с размерами длина - 320 мм, диаметр внутренний - 8 мм, диаметр наружный - 16 мм. Снимали прессовку с оправки и помещали в водную среду при температуре 100 С, выдерживали в течение 3 ч. При этом происходило частичное превращение поверхностного слоя алюминиевой проволоки в гидроксид алюминия. В результате получили проницаемое изделие со следующими характеристиками пористость макроструктуры - 50 , средний размер пор макроструктуры - 150 мкм, толщина слоя гидроксида на поверхности проволоки - 1,5 мкм, средний размер пор микроструктуры - 25 нм. Пример 2. Изготавливали проницаемое изделие. На формообразующую оправку длиной 320 мм крестообразно под углом 30 в 40 слоев наматывали проволоку диаметром 0,15 мм из алюминия АД 0. Тело намотки помещали в водную среду при температуре 100 С, выдерживали в течение 1 ч. При этом происходило частичное превращение поверхностного слоя алюминиевой проволоки в гидроксид алюминия. В установке для сухого изостатического прессования осуществляли радиальное обжатие полученного пористого тела при давлении 50 МПа. Получали прессовку с размерами длина - 320 мм, диаметр внутренний 8 мм, диаметр наружный - 16,3 мм. Снимали прессовку с оправки и помещали в водную среду при температуре 100 С, выдерживали в течение 3 ч. В результате получили проницаемое изделие со следующими характеристиками пористость макроструктуры - 46 ,средний размер пор макроструктуры - 140 мкм, толщина слоя гидроксида на поверхности проволоки - 2 мкм, средний размер пор микроструктуры - 25 нм. Таким образом, предложенный способ изготовления проницаемых изделий позволяет получить проницаемый материал с регулируемой анизотропной макроструктурой. Источники информации 1. Реут О.П., Богинский Л.С., Петюшик Е.Е. Сухое изостатическое прессование уплотняемых материалов. - Минск Дэбор, 1998. - 258 с. 2. Патент РБ 6373, МПК 01 27/06, 2004. 3. Тихов С.Ф., Романенков В.Е., Садыков В.А., Пармон В.Н., Ратько А.И. Пористые композиты на основе оксид-алюминиевых керметов (синтез и свойства). - Новосибирск СО РАН, филиал Гео, 2004. - 205 с. 4. Петюшик Е.Е., Реут О.П., Якубовский А.Ч. Основы деформирования проволочных тел намотки. - Минск Технопринт, 2003. - 218 с. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B22F 3/02
Метки: проницаемого, способ, изделия, изготовления
Код ссылки
<a href="https://by.patents.su/5-15786-sposob-izgotovleniya-pronicaemogo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления проницаемого изделия</a>
Способ изготовления спеченного проницаемого многослойного изделия
Номер патента: 11184
Опубликовано: 30.10.2008
Авторы: Васильев Леонид Леонардович, Васильев Леонард Леонидович, Петюшик Татьяна Евгеньевна, Реут Олег Павлович, Петюшик Евгений Евгеньевич, Романенков Владимир Евгеньевич, Конон Андрей Брониславович
МПК: B22F 7/02, B22F 3/12, B21F 3/00...
Метки: изделия, способ, спеченного, изготовления, проницаемого, многослойного
Текст:
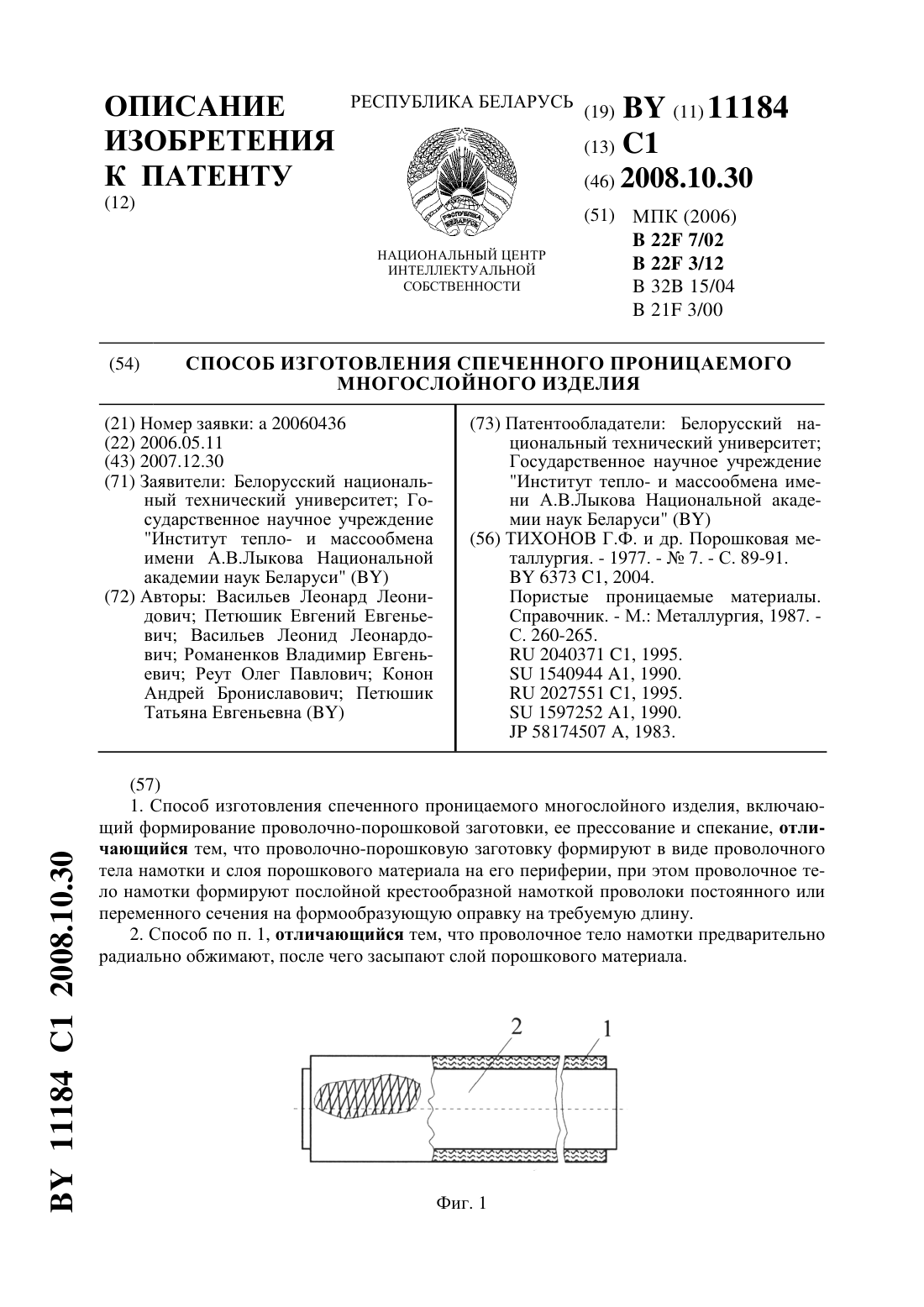
...3 (засыпку осуществляют на вибростенде (на фиг. не показан кольцевым слоем в зазор между проволочным телом намотки 1 и эластичной деформирующей оболочкой 4 (фиг. 2), прессование проволочно-порошковой заготовки в условиях радиального нагружения (например, в установке для сухого изостатического прессования или в гидростате) при давлении, уровень которого обусловлен механическими свойствами материалов проволоки и порошка. После снятия...
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 3554
Опубликовано: 30.09.2000
Авторы: Александров Валерий Михайлович, Скугарь Алексей Александрович, Бадыкин Анатолий Анатольевич, Богинский Леонид Стефанович, Реут Олег Павлович
МПК: B01D 39/12, B21F 3/04
Метки: изготовления, композиционного, способ, трубчатого, проницаемого, элемента
Текст:
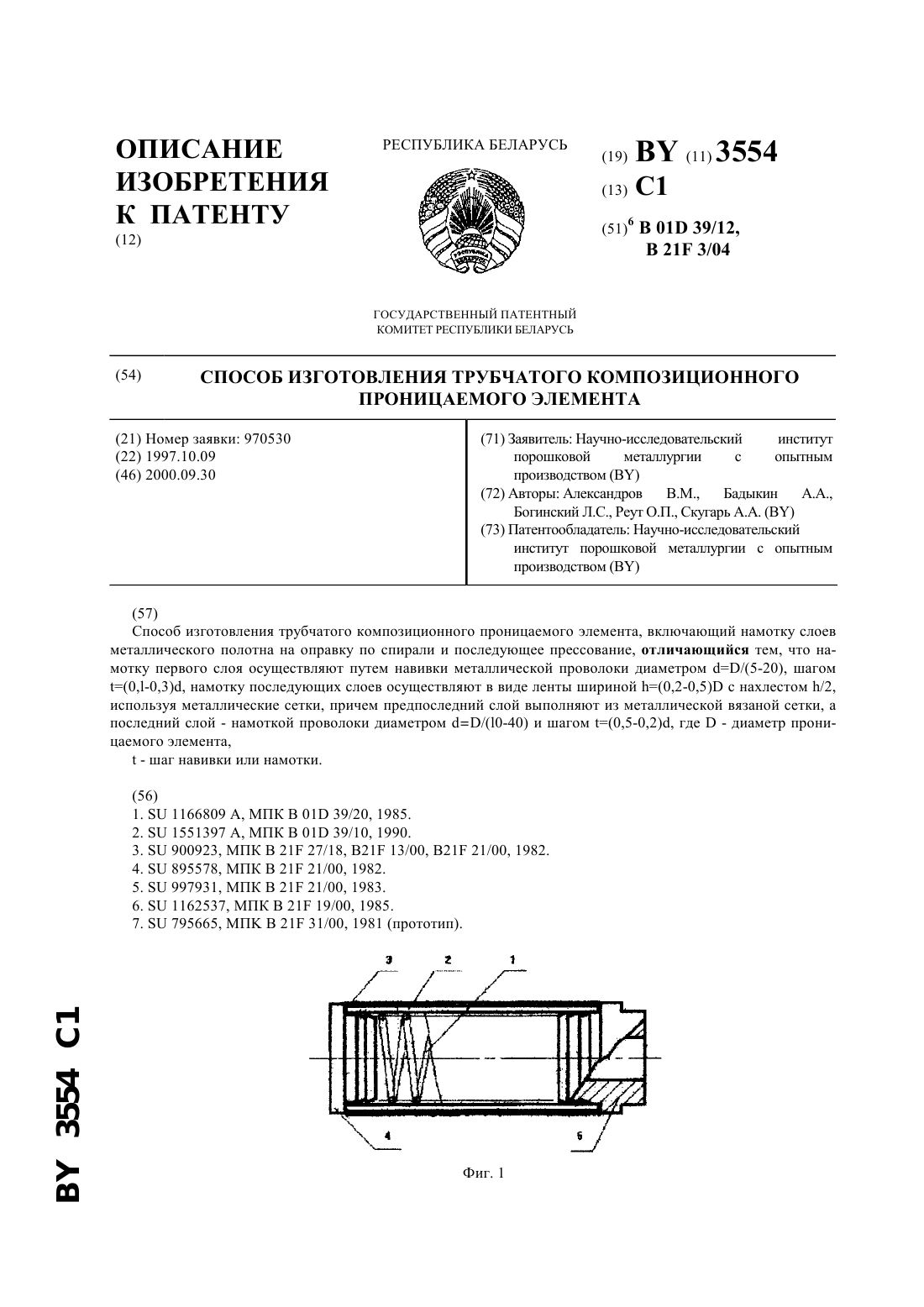
...швом 7. Однако такая технология предусматривает наличие дорогостоящего нагревательного оборудования, кроме того, нагрев сетчатого полотна снижает его прочностные свойства (снимается наклеп нагартованной проволоки сетки). Технической задачей изобретения является повышение эксплуатационных характеристик фильтра(трубчатого проницаемого композиционного элемента). Поставленная техническая задача решается тем, что в способе изготовления...
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 5998
Опубликовано: 30.03.2004
Авторы: Бадыкин Анатолий Анатольевич, Скугарь Алексей Александрович, Богинский Леонид Стефанович, Реут Олег Павлович, Александров Валерий Михайлович
МПК: B21F 31/00
Метки: композиционного, способ, проницаемого, элемента, изготовления, трубчатого
Текст:
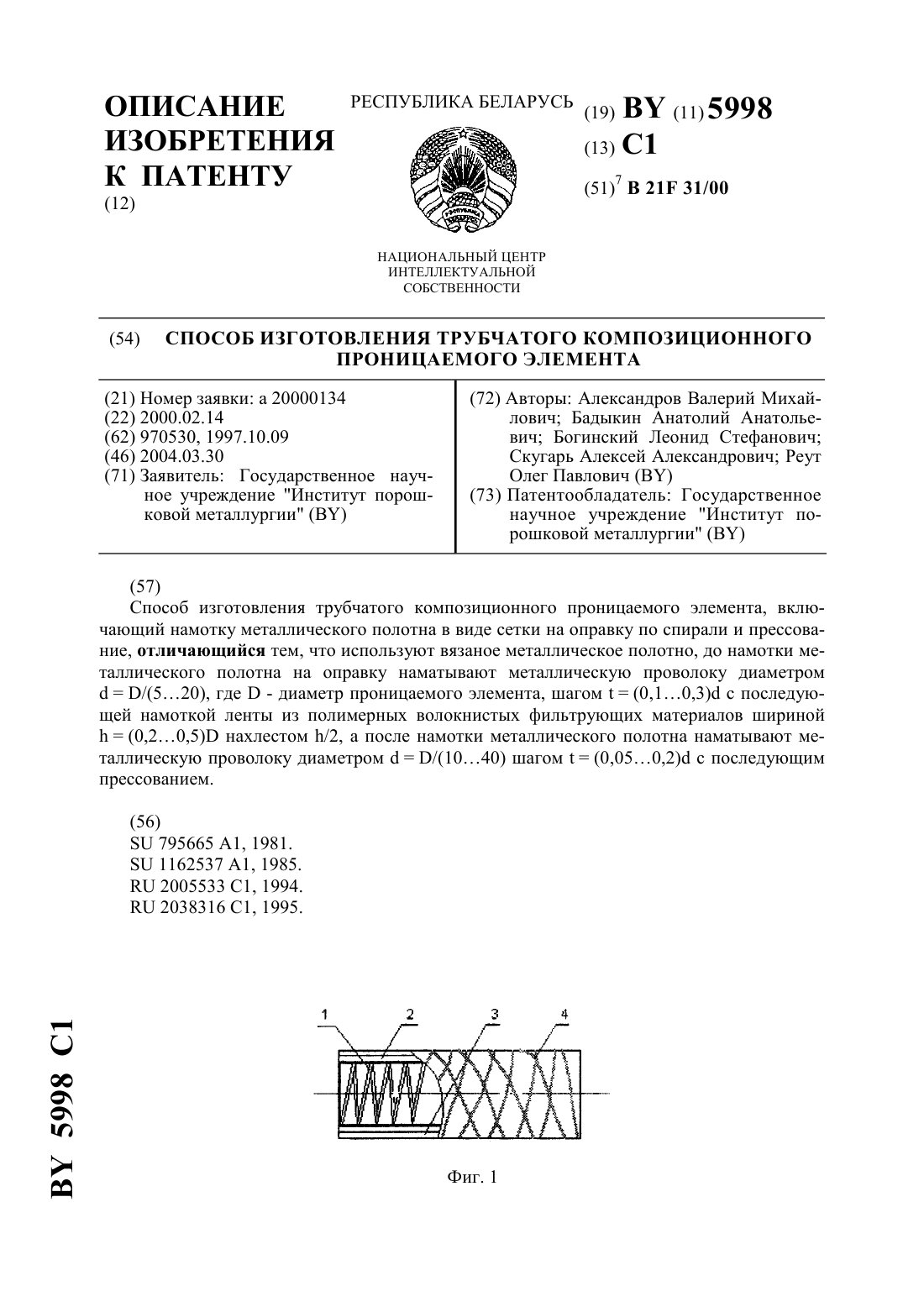
...(ТКПЭ), включающего намотку металлического полотна в виде сетки на оправку по спирали и прессование, используют вязаное металлическое полотно, до намотки металлического полотна на оправку наматывают металлическую проволоку диаметром/(520), где- диаметр проницаемого элемента, шагом(0,10,3) с последующей намоткой ленты из полимерных волокнистых фильтрующих материалов шириной(0,20,5) нахлестом /2, а после намотки металлического полотна...
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 8193
Опубликовано: 30.06.2006
Авторы: Александров Валерий Михайлович, Шабалинский Андрей Александрович, Шелег Валерий Константинович
МПК: B01D 39/12
Метки: трубчатого, способ, проницаемого, элемента, изготовления, композиционного
Текст:
...характеризуется высокой трудоемкостью, энергоемкостью. Кроме того, ТКПЭ имеет недостаточно высокие эксплуатационные характеристики. Задачей изобретения является улучшение эксплуатационных характеристик ТПКЭ, а именно повышение тонкости очистки, увеличение проницаемости в режиме промывки противотоком, а также упрощение технологии изготовления изделия. Поставленная задача достигается тем, что в способе изготовления трубчатого...
Способ изготовления пористого многослойного изделия
Номер патента: 11229
Опубликовано: 30.10.2008
Авторы: Петюшик Евгений Евгеньевич, Конон Андрей Брониславович, Васильев Леонид Леонардович, Васильев Леонард Леонидович, Реут Олег Павлович, Романенков Владимир Евгеньевич, Петюшик Татьяна Евгеньевна
Метки: изготовления, пористого, многослойного, изделия, способ
Текст:
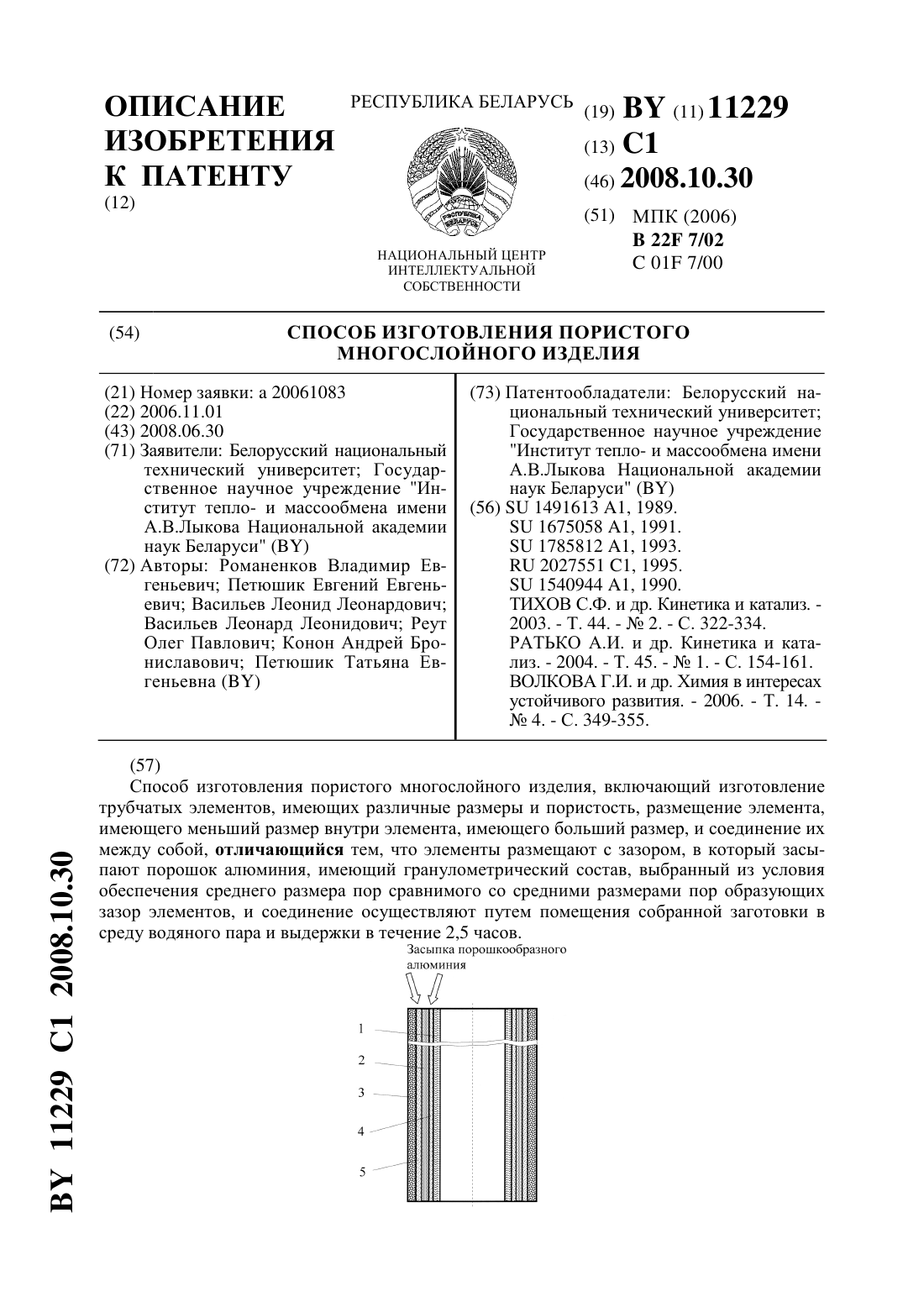
...из условия выравнивания перехода по пористости и размеру пор от одного элемента к другому. Так, дисперсность алюминия в зазоре 4 следует выбирать такой, которая обеспечит в готовом изделии получение пористого слоя со средними структурными характеристиками по сравнению с элементами 1 и 2. Далее собранную заготовку подвергают обработке водой или водяным паром, что приводит к частичному или полному превращению алюминия в гидроксид. Такое...
Предыдущий патент: Способ получения генераторного газа и устройство для его осуществления
Следующий патент: Электропередача переменного тока
Случайный патент: Способ нанесения металлических покрытий ферромагнитными порошками в магнитном поле импульсами разрядного тока