Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 8193
Опубликовано: 30.06.2006
Авторы: Александров Валерий Михайлович, Шабалинский Андрей Александрович, Шелег Валерий Константинович
Текст
(51)01 39/12 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО КОМПОЗИЦИОННОГО ПРОНИЦАЕМОГО ЭЛЕМЕНТА(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Александров Валерий Михайлович Шелег Валерий Константинович Шабалинский Андрей Александрович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ изготовления трубчатого композиционного проницаемого элемента, включающий намотку по спирали с нахлестом на каркас металлического полотна в виде ленты из металлической вязаной сетки, отличающийся тем, что намотку слоев производят с одновременной деформацией ленты под действием нагрузки, прикладываемой к ленте вдоль линии петельных рядов и равномерно распределенной по ее ширине, причем величина этой нагрузки возрастает от первого к последнему слою в пределах(0,05-0,25)в с увеличением усилия, прикладываемого к каждому последующему слою на 0,04 в, где в - предел прочности материала металлического полотна,- ширина деформированной ленты. Изобретение относится к машиностроению и может быть использовано при изготовлении фильтров различного назначения, капиллярных структур, тепловых труб, дренажнораспределительных систем водоподготовительных установок и т.д. в энергетике, химической и пищевой промышленности. Известен способ изготовления пористых изделий из нетканого проволочного материала, включающий образование заготовки путем укладки с взаимным перекрещиванием спирально навитой проволоки и последующее холодное обжатие заготовки 1. Известен способ изготовления пористых оболочек из металлического сеточного полотна путем навивки слоев полотна на оправку и сжатия их в холодном состоянии 2. Известен способ изготовления трубчатых изделий из композиционных материалов,включающий операцию намотки на оправку волокон по винтовой спирали и последующее обжатие с нагревом до 500 С 3. Недостатком технологии является совмещение операций обжатия и нагрева, что приводит к усложнению оборудования. Кроме того, такая технология может приводить к деструкции материалов композиций при нагреве до 500 С. Наиболее близким к заявляемому способу изготовления трубчатого композиционного проницаемого элемента (ТКПЭ) является способ изготовления ТКПЭ, включающий операцию намотки слоев металлического полотна на оправку по спирали и последующее прессование 4. 8193 1 2006.06.30 Однако такая технология требует применения сложного оборудования, квалифицированного обслуживающего персонала, процесс изготовления изделий характеризуется высокой трудоемкостью, энергоемкостью. Кроме того, ТКПЭ имеет недостаточно высокие эксплуатационные характеристики. Задачей изобретения является улучшение эксплуатационных характеристик ТПКЭ, а именно повышение тонкости очистки, увеличение проницаемости в режиме промывки противотоком, а также упрощение технологии изготовления изделия. Поставленная задача достигается тем, что в способе изготовления трубчатого композиционного проницаемого элемента (ТКПЭ) металлическое полотно наматывают по спирали с нахлестом на каркас в виде ленты из металлической вязаной сетки. Намотку слоев производят с одновременной деформацией ленты под действием нагрузки, прикладываемой к ленте вдоль линии петельных рядов и равномерно распределенной по ее ширине. Величина этой нагрузки возрастает от первого к последнему слою в пределах(0,05-0,25)в с увеличением усилия, прикладываемого к каждому последующему слою на 0,04 в, где в - предел прочности материала металлического полотна,- ширина деформированной ленты. Сущность данного изобретения заключается в следующем такой характер намотки полотна позволяет исключить операцию последующего обжатия ТКПЭ. Придание необходимой прочности и жесткости изделию происходит во время операции намотки, что уменьшает трудоемкость и позволяет использовать простое оборудование для производства ТКПЭ. Величина растягивающей нагрузки находится в диапазоне(0,05-0,25)в. При нагрузке больше 0,25 в прочность материала снижается, что может повлечь за собой разрыв ленты, при нагрузке меньше 0,05 в она будет недостаточной для обеспечения процесса формования ленты. Вследствие того, что намотка осуществляется с нарастающей равномерно распределенной по ширине ленты нагрузкой, размеры ячейки вязаной сетки будут последовательно уменьшаться в каждом последующем слое, что позволит создать поровую структуру с плавно изменяющимся размером пор по сечению ТКПЭ. Такая форма сечения обеспечивает высокую проницаемость, грязеемкость и регенерируемость ТКПЭ при промывке противотоком. Сущность изобретения поясняется примером конкретного выполнения ТКПЭ. Пример. ТКПЭ выполнен по следующей технологии. В качестве металлического полотна использовали вязаную сетку из стали 03 Х 18 Н 9 ТВИ (количество проволок в жгуте - 8, диаметр проволоки 4,010-5 м, в 745 МПа). Ширина исходной ленты 5,010-2 м, в процессе намотки лента удлиняется и уменьшает ширину до (1,5-1,8)10-2 м, наматывали на каркас из тканой сетки с ячейкой 44 мм, в 6 слоев с нахлестом 0,810-2 м, при этом усилие растяжения изменяли от 40 до 200 Н с увеличением усилия, прикладываемого к каждому последующему слою на 28-32 Н. Намотка производилась на токарно-винторезном станке с помощью специальной оснастки. Источники информации 1.997931,МПК В 21 21/00, 1983. 2.795665, МПК В 21 31/00, 1981. 3.1166809 А, МПК В 01 39/20, 1985. 4. Патент 3554, МПК В 01 39/12, В 21 3/04, 2000 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 2
МПК / Метки
МПК: B01D 39/12
Метки: композиционного, способ, проницаемого, трубчатого, изготовления, элемента
Код ссылки
<a href="https://by.patents.su/2-8193-sposob-izgotovleniya-trubchatogo-kompozicionnogo-pronicaemogo-elementa.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления трубчатого композиционного проницаемого элемента</a>
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 5998
Опубликовано: 30.03.2004
Авторы: Александров Валерий Михайлович, Скугарь Алексей Александрович, Реут Олег Павлович, Бадыкин Анатолий Анатольевич, Богинский Леонид Стефанович
МПК: B21F 31/00
Метки: элемента, проницаемого, способ, изготовления, трубчатого, композиционного
Текст:
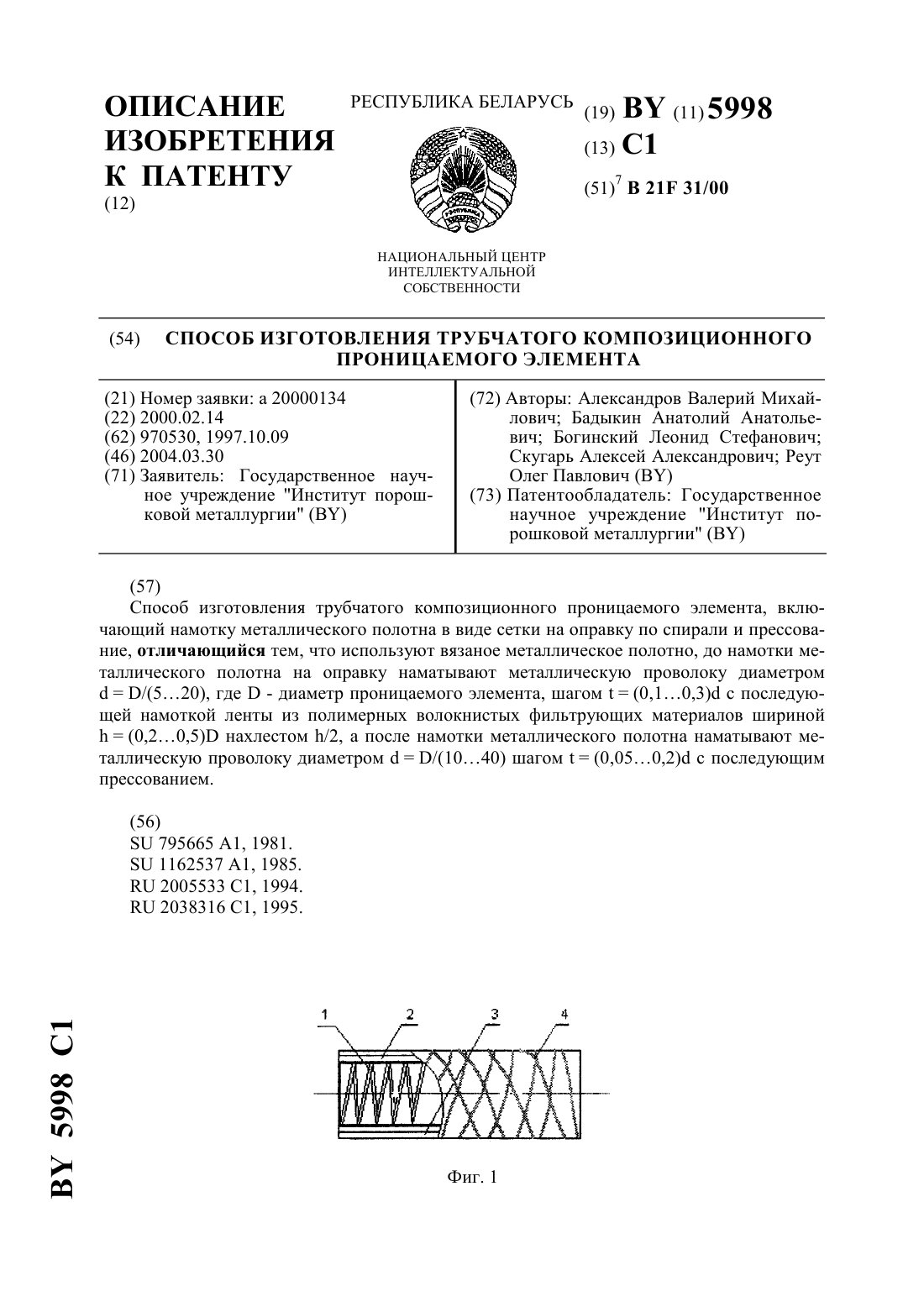
...(ТКПЭ), включающего намотку металлического полотна в виде сетки на оправку по спирали и прессование, используют вязаное металлическое полотно, до намотки металлического полотна на оправку наматывают металлическую проволоку диаметром/(520), где- диаметр проницаемого элемента, шагом(0,10,3) с последующей намоткой ленты из полимерных волокнистых фильтрующих материалов шириной(0,20,5) нахлестом /2, а после намотки металлического полотна...
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 3554
Опубликовано: 30.09.2000
Авторы: Бадыкин Анатолий Анатольевич, Александров Валерий Михайлович, Богинский Леонид Стефанович, Реут Олег Павлович, Скугарь Алексей Александрович
МПК: B01D 39/12, B21F 3/04
Метки: элемента, изготовления, композиционного, способ, трубчатого, проницаемого
Текст:
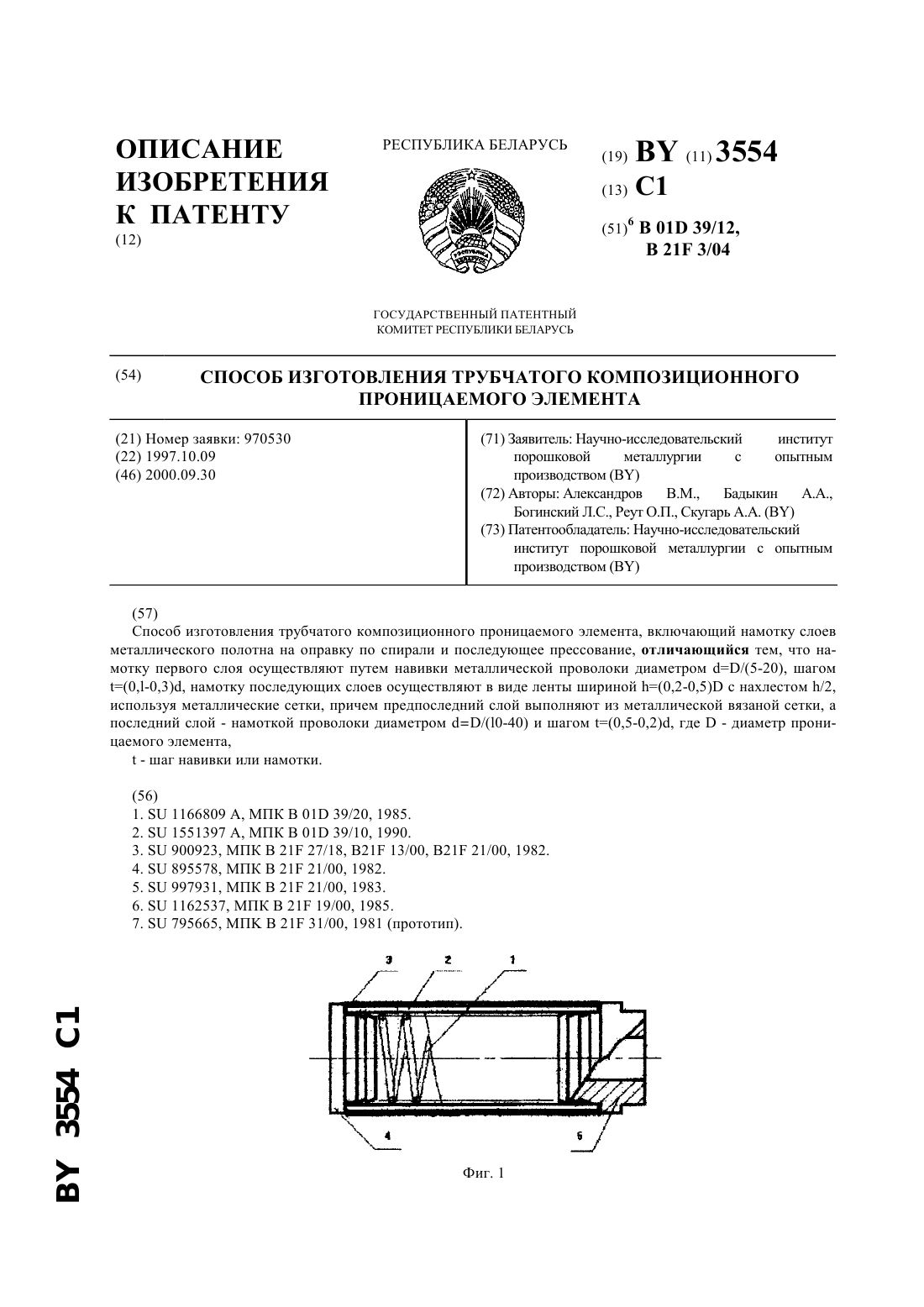
...швом 7. Однако такая технология предусматривает наличие дорогостоящего нагревательного оборудования, кроме того, нагрев сетчатого полотна снижает его прочностные свойства (снимается наклеп нагартованной проволоки сетки). Технической задачей изобретения является повышение эксплуатационных характеристик фильтра(трубчатого проницаемого композиционного элемента). Поставленная техническая задача решается тем, что в способе изготовления...
Способ изготовления фильтрующего элемента
Номер патента: 6373
Опубликовано: 30.09.2004
Авторы: Петюшик Евгений Евгеньевич, Якубовский Андрей Чеславович
МПК: B01D 27/06
Метки: способ, фильтрующего, элемента, изготовления
Текст:
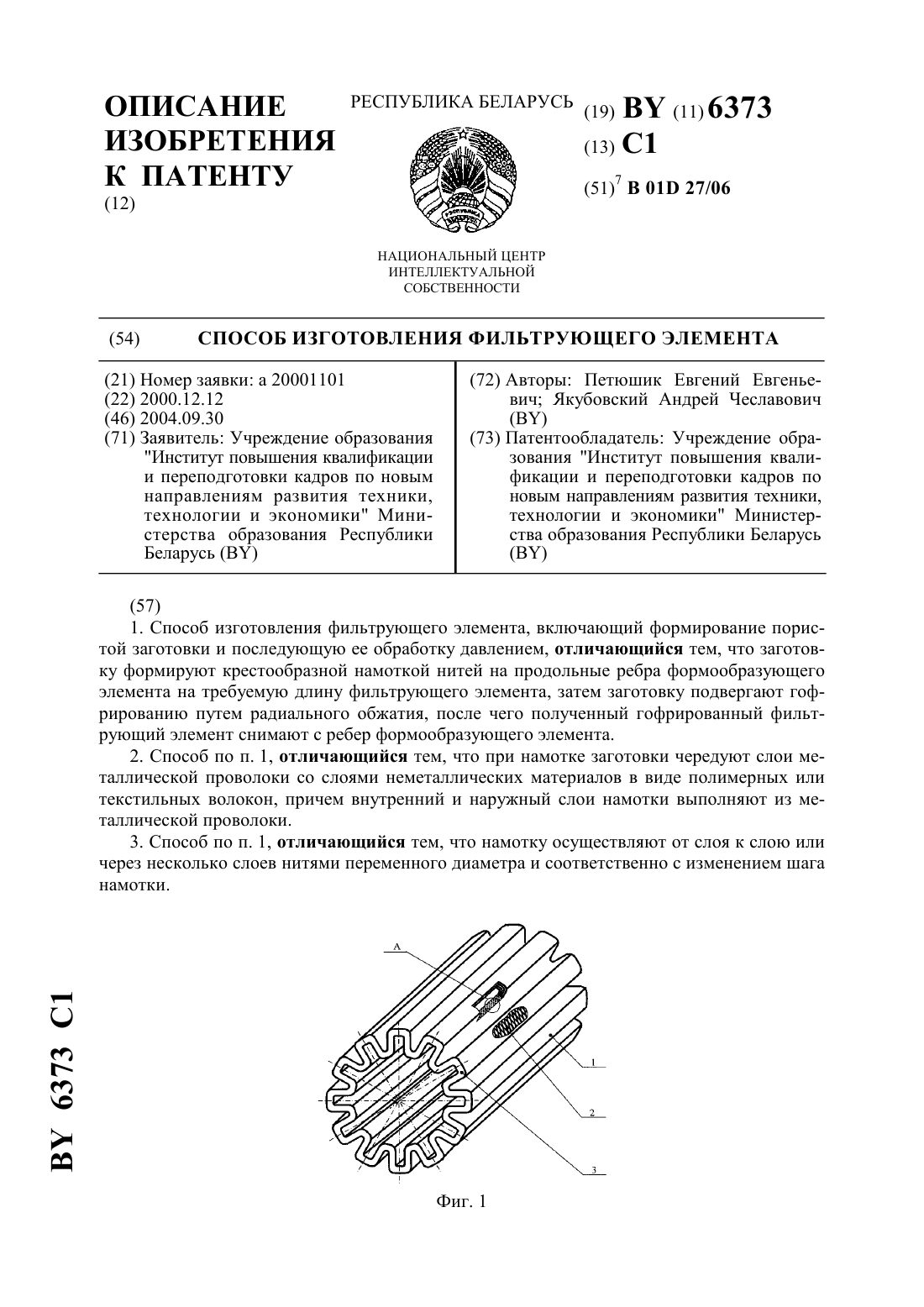
...на требуемую длину фильтрующего элемента, гофрировании заготовки путем ее радиального обжатия и последующем снятии полученного гофрированного фильтрующего элемента с ребер формообразующего элемента при намотке заготовки чередуют слои металлической проволоки со слоями неметаллических материалов в виде полимерных или текстильных волокон, причем внутренний и наружный слои намотки выполняют из металлической проволоки намотку заготовки...
Способ изготовления пористого проницаемого материала
Номер патента: 2380
Опубликовано: 30.09.1998
Авторы: Александров Валерий Михайлович, Ласанкин Сергей Викторович, Шелег Валерий Константинович, Дорский Александр Михайлович
МПК: B01D 39/12, C22C 1/08
Метки: изготовления, пористого, материала, проницаемого, способ
Текст:
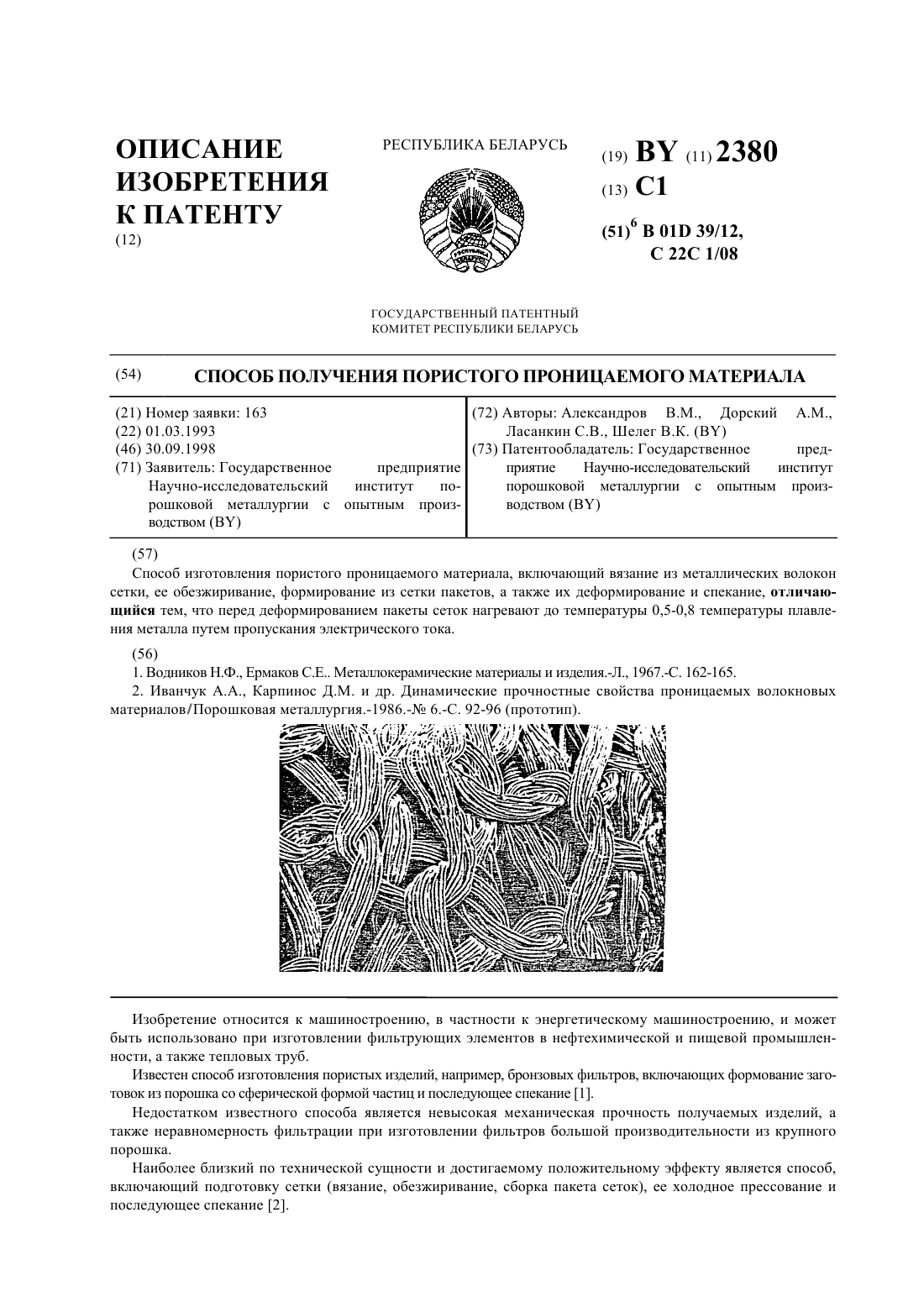
...сетки, ее обезжиривание, формирование из сетки пакетов, а также их деформирование и спекание, перед деформированием пакеты сеток нагревают до температуры 0.5 - 0.8 температуры плавления металла путем пропускания электрического тока. В вязанной сетке из металлической проволоки контакты между отдельными жгутами характеризуются наибольшим электрическим сопротивлением. Поэтому при пропускании электрического тока они разогреваются в первую...
Способ изготовления трубчатого электронагревателя
Номер патента: 6273
Опубликовано: 30.06.2004
Авторы: Стогний Александр Иванович, Суходолов Юрий Викторович, Зубец Александр Владимирович
Метки: электронагревателя, трубчатого, изготовления, способ
Текст:
...1350-1500 С в течение 1-5 ч. В наполнителе в результате химической реакции между периклазоми корундом А 2 О 3 с соотношением компонентов 11 мол. образуется шпинель 24, занимающая объем больший, чем объем, занимаемый смесью 5. В отличие от прототипа в заявленном способе увеличение объема наполнителя позволяет без дополнительных приспособлений и усложнения процесса изготовления уменьшить кратность операций опрессовки оболочки и перейти на...
Предыдущий патент: Способ нанесения металлических покрытий из ферромагнитных порошков и устройство для его осуществления
Следующий патент: Способ измерения линейного перемещения объекта и устройство для его осуществления
Случайный патент: Металлорежущий станок