Способ электролитно-плазменного полирования поверхности изделий из закаленных хромистых нержавеющих сталей
Номер патента: 15493
Опубликовано: 28.02.2012
Авторы: Багаев Сергей Игоревич, Куликов Иван Семенович, Чекан Николай Михайлович
Текст
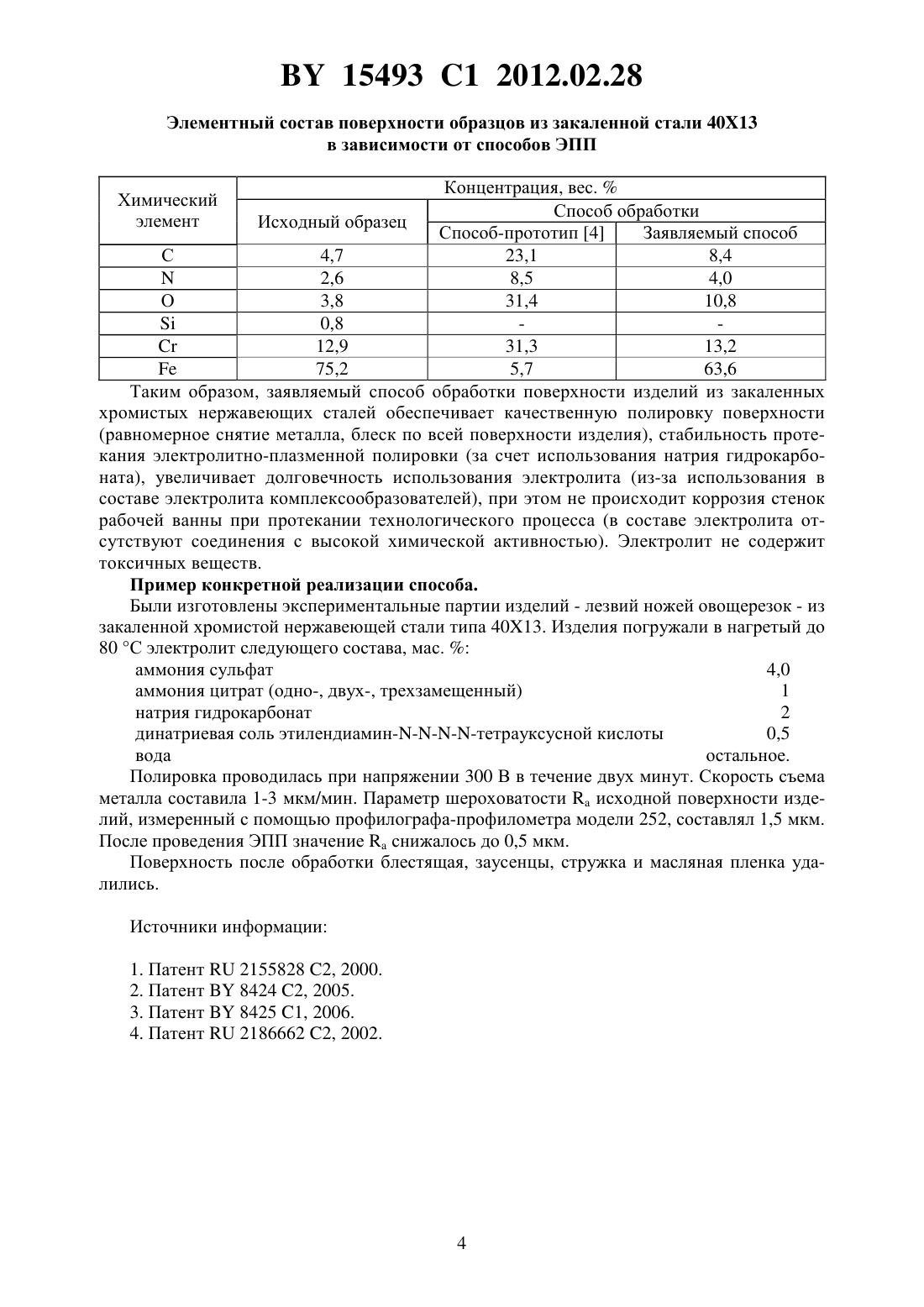
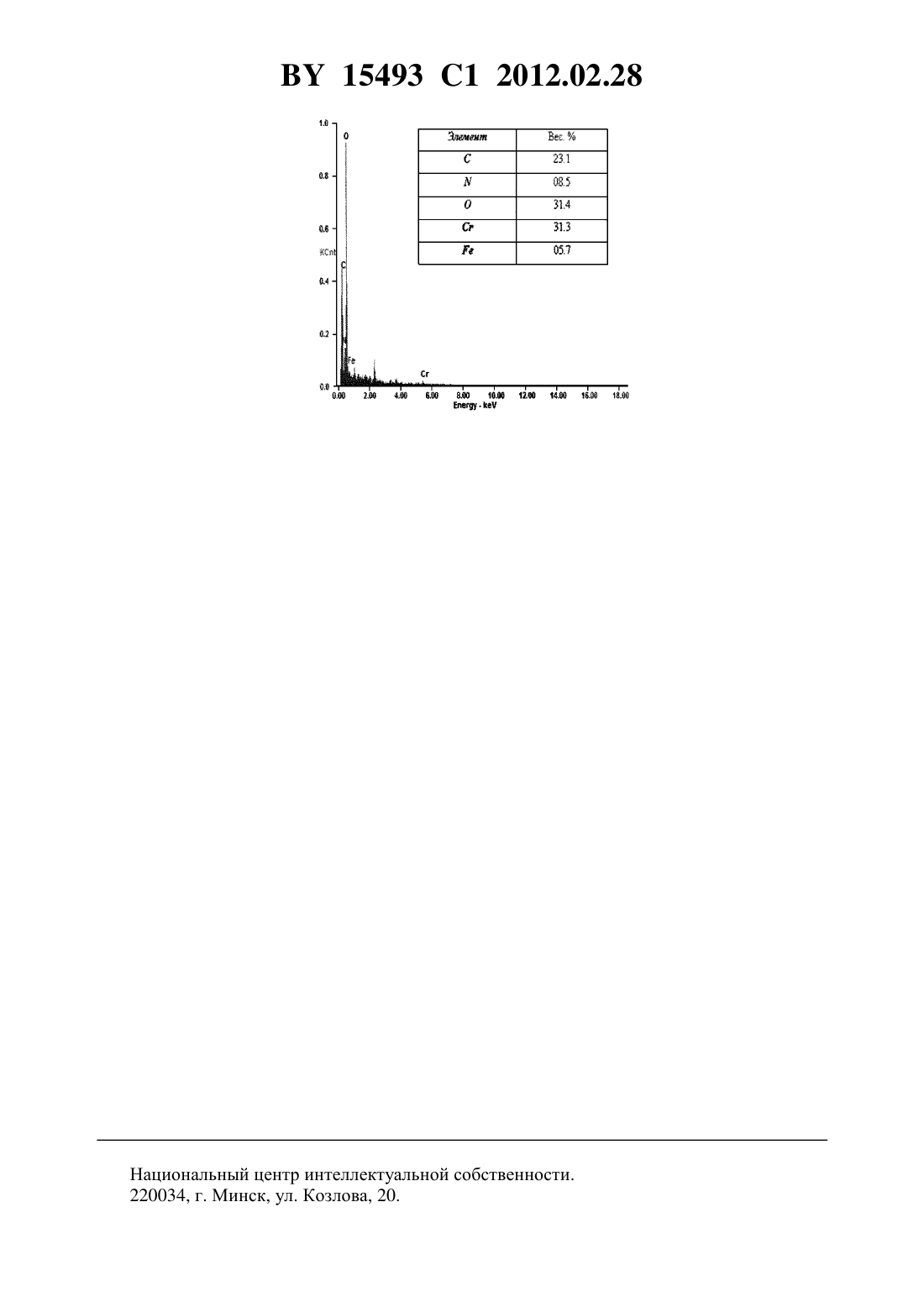
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ЗАКАЛЕННЫХ ХРОМИСТЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Багаев Сергей Игоревич Чекан Николай Михайлович Куликов Иван Семенович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) 1. Способ электролитно-плазменного полирования поверхности изделия из закаленной хромистой нержавеющей стали, заключающийся в том, что осуществляют анодную обработку изделия в электрогидродинамическом режиме при напряжении 240-340 В и температуре электролита 70-90 С, при этом используют электролит, содержащий аммония сульфат, аммония цитрат одно-, двух- или трехзамещенный, натрия гидрокарбонат, динатриевую соль этилендиаминтетрауксусной кислоты и воду при следующем соотношении компонентов, мас.аммония сульфат 3-6 аммония цитрат одно-, двух- или трехзамещенный 0,5-4,0 натрия гидрокарбонат 0,5-4,0 динатриевая соль этилендиаминтетрауксусной кислоты 0,5-3,0 вода остальное. 2. Способ по п. 1, отличающийся тем, что осуществляют обработку изделия из стали марки 2013, 3013, 4013, 410 или 420. Изобретение относится к электрохимическим методам обработки материалов, а именно к электролитно-плазменному полированию (ЭПП) изделий преимущественно из закаленных хромистых нержавеющих сталей, и может быть применено в различных областях техники в машиностроении и приборостроении, при производстве инструментов, литейных форм, пуансонов и товаров народного потребления. Способ ЭПП заключается в том, что обрабатываемое изделие погружают в водный раствор электролита и прикладывают к нему положительное по отношению к электролиту электрическое напряжение, под действием которого между поверхностью обрабатываемо 15493 1 2012.02.28 го изделия и электролитом образуется парогазовая оболочка, в которой протекают физические, химические и электрохимические явления, обеспечивающие процесс полировки. Предлагаемый процесс электролитно-плазменного полирования поверхности металлов сохраняет большинство положительных преимуществ электрохимического способа (производительность и универсальность, возможность обрабатывать детали сложного профиля, использование в индивидуальном, мелкосерийном и массовом производстве) и исключает его наиболее отрицательные качества вследствие использования для электролитов растворов минеральных солей низкой концентрации вместо концентрированных растворов кислот. Метод ЭПП не требует дорогостоящих очистных сооружений и является наиболее экологически чистым среди электрохимических методов обработки поверхностей. Он отличается возможностью сочетания в одном технологическом цикле нескольких процессов, таких как обезжиривание, снятие заусенцев, притупление острых кромок и полировка поверхности изделия, что приводит к увеличению производительности и снижению трудоемкости процесса обработки изделий из металла. При электролитно-плазменном способе полирования у поверхности обрабатываемой детали создается устойчивая парогазовая оболочка, отделяющая деталь от электролита, в которой протекают комплексные физические, химические и электрохимические процессы между материалом детали-анода и парами электролита. В результате происходит анодное окисление поверхности металла и одновременное травление образующегося окисла преимущественно микродуговыми разрядами. В случае когда процессы окисления и травления протекают с одинаковой скоростью, имеет место полирование детали. Известен способ электрохимического полирования металлических изделий 1 преимущественно из медьсодержащих сплавов и нержавеющих сталей. Обработка поверхности металлических изделий осуществляется в электрогидродинамическом режиме в электролите, содержащем аммоний лимоннокислый одно-, или двух-, или трехзамещенный, или их смеси при следующем соотношении компонентов, мас.аммоний лимоннокислый одно-, или двух-, или трехзамещенный, или их смеси, 2-18, вода - остальное. Образцы из латуни Л 63 и стали 2013 после обработки имеют гладкую блестящую поверхность. Способ позволяет повысить коррозионную стойкость обработанной поверхности во время хранения и эксплуатации изделий, стабильность электрогидродинамического режима обработки, точность обработки и долговечность электролита. Его недостатком является то, что при обработке закаленных образцов мартенситной стали марок 2013,3013, 4013 и 410,420 в указанных режимах на поверхности появляется матовость со следами травления. Известен также способ электрохимической обработки поверхности металлических изделий 2. Обработку поверхности металлических изделий ведут в течение 5 минут при напряжении 240-400 В и температуре 70-90 С в электролите, содержащем фтористый аммоний 1-3 мас. , аммоний лимоннокислый одно-, или двух-, или трехзамещенный, или их смесь - 1-5 мас. , воду - остальное. Недостатком указанного способа является некачественная обработка изделий из закаленной хромистой нержавеющей стали марок 2013, 3013, 4013,410,420,заключающаяся в появлении матовости на поверхности металла после ЭПП, а также большая концентрация в электролите экологически опасных, трудноутилизируемых фторид-ионов, имеющихкласс опасности. Известен способ финишной плазменно-электролитной полировки изделий преимущественно из высокоуглеродистых сталей и сплавов цинка 3, включающий обработку изделий при анодном электрогидродинамическом режиме в водном растворе, содержащем сульфат аммония 1-3 мас. , фтористый аммоний 1-3 мас. , щавелевую кислоту 0,5-2 мас. , воду остальное, при напряжении 240-320 В и температуре 65-80 С. Недостатком способа является появление локальных темных пятен на поверхности при обработке изделий из закаленных сталей 2013, 3013, 4013,410,420, к тому же раствор из-за содержания щавелевой кислоты обладает высокой химической ак 2 15493 1 2012.02.28 тивностью, приводящей к коррозии стенок рабочей и технологической ванн, а содержание трудноутилизируемых фторид-ионов в растворе приводит к увеличению вредного экологического воздействия раствора, требующего дополнительных мер по организации защиты окружающей среды. Наиболее близким по технической сущности (прототип) к заявляемому изобретению является способ электроимпульсной обработки металлических изделий 4, по которому обработку ведут в водном растворе сульфата аммония 3-5 мас.и создают импульсные электрические разряды вдоль всей поверхности детали с помощью импульсного источника питания. Недостатком является то, что способ применим в основном для полирования нержавеющих хромоникелевых сплавов и не обеспечивает качественную полировку закаленных изделий из хромистых нержавеющих сталей. При обработке изделий из закаленных сталей 2013, 3013, 4013,410,420 на поверхности появляются темные пятна, частично отсутствует блеск. На фигуре представлена рентгеновская энергодисперсионная спектрограмма, полученная с помощью микрозондового метода, для детали из стали 4013, обработанной по способу, описанному в прототипе 4. Задача, на решение которой направлено данное изобретение, заключается в улучшении качества обрабатываемой поверхности изделий из закаленных хромистых нержавеющих сталей (металлический блеск по всей поверхности, отсутствие темных пятен, полное удаление заусенцев, стружки и масляной пленки) при увеличении производительности процесса и длительности использования электролита. Задача решается использованием в качестве электролита водного раствора аммония сульфата 3,0-6,0 мас. , в который для связывания ионов железа и хрома в качестве комплексообразователей вводятся аммония цитрат (одно-, двух-, трех замещенного) - 0,5-4 мас.и динатриевая соль этилендиаминтетрауксусной кислоты (трилон Б) - 0,5-3,0 мас. ,а для уравновешивания процессов травления-полирования дополнительно вводят натрия гидрокарбонат - 0,5-4,0 мас. . Оптимальный режим полирования изделий происходит при рабочем напряжении 240340 В при температуре электролита 70-90 С. Протекание ЭПП при напряжениях более 340 В приводит к увеличению энергоемкости процесса в целом. При таких режимах происходит интенсивный съем металла и ухудшается качество обработки. Уменьшение напряжения ниже 240 В ухудшает стабильность режима обработки, при этом существенно уменьшается количество электроимпульсных разрядов, что снижает производительность и качество процесса. При температуре электролита ниже 70 С процесс ЭПП протекает нестабильно, наблюдаются скачки тока, что приводит к ухудшению качества обрабатываемой поверхности, при температуре выше 90 С интенсифицируются процессы разложения в растворе, что приводит к снижению времени эксплуатации электролита. При концентрации солей в электролите больше рекомендованных происходит значительное снижение качества обработки из-за преобладания процессов травления металла и,как следствие, исчезновение блеска. При низкой концентрации солей в электролите снижается стабильность протекания процесса и увеличивается время обработки, эффект полировки поверхности не достигается в полной мере. В таблице приведен элементный состав поверхности образцов из закаленной стали 4013 без обработки, после обработки по способу-прототипу (микрозондирование темных пятен) и по заявляемому способу. Из таблицы видно, что в результате ЭПП по способу,описанному в прототипе 4, на поверхности образца возрастает содержание хрома, углерода и кислорода, свидетельствующих о локальном образовании карбидов и оксидов хрома, тогда как после обработки по заявляемому способу элементный состав близок к исходному, с небольшим увеличением содержания углерода и кислорода. 15493 1 2012.02.28 Элементный состав поверхности образцов из закаленной стали 4013 в зависимости от способов ЭПП Концентрация, вес.Способ обработки Исходный образец Способ-прототип 4 Заявляемый способ С 4,7 23,1 8,4 75,2 5,7 63,6 Таким образом, заявляемый способ обработки поверхности изделий из закаленных хромистых нержавеющих сталей обеспечивает качественную полировку поверхности(равномерное снятие металла, блеск по всей поверхности изделия), стабильность протекания электролитно-плазменной полировки (за счет использования натрия гидрокарбоната), увеличивает долговечность использования электролита (из-за использования в составе электролита комплексообразователей), при этом не происходит коррозия стенок рабочей ванны при протекании технологического процесса (в составе электролита отсутствуют соединения с высокой химической активностью). Электролит не содержит токсичных веществ. Пример конкретной реализации способа. Были изготовлены экспериментальные партии изделий - лезвий ножей овощерезок - из закаленной хромистой нержавеющей стали типа 4013. Изделия погружали в нагретый до 80 С электролит следующего состава, мас.аммония сульфат 4,0 аммония цитрат (одно-, двух-, трехзамещенный) 1 натрия гидрокарбонат 2 динатриевая соль этилендиаминтетрауксусной кислоты 0,5 вода остальное. Полировка проводилась при напряжении 300 В в течение двух минут. Скорость съема металла составила 1-3 мкм/мин. Параметр шероховатостиисходной поверхности изделий, измеренный с помощью профилографа-профилометра модели 252, составлял 1,5 мкм. После проведения ЭПП значениеснижалось до 0,5 мкм. Поверхность после обработки блестящая, заусенцы, стружка и масляная пленка удалились. Химический элемент Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C25F 3/24
Метки: закаленных, хромистых, поверхности, полирования, нержавеющих, изделий, сталей, способ, электролитно-плазменного
Код ссылки
<a href="https://by.patents.su/5-15493-sposob-elektrolitno-plazmennogo-polirovaniya-poverhnosti-izdelijj-iz-zakalennyh-hromistyh-nerzhaveyushhih-stalejj.html" rel="bookmark" title="База патентов Беларуси">Способ электролитно-плазменного полирования поверхности изделий из закаленных хромистых нержавеющих сталей</a>
Способ электролитно-плазменного полирования металлического изделия
Номер патента: 11809
Опубликовано: 30.04.2009
Авторы: Каменев Анатолий Яковлевич, Ермаков Владимир Леонидович, Куликов Иван Семенович, Кревсун Эдуард Павлович
МПК: C25F 3/00
Метки: полирования, изделия, способ, металлического, электролитно-плазменного
Текст:
...Недостаток способа-прототипа проявляется в том, что в связи с трудностью обеспечения оптимального состояния парогазового слоя при изменении температуры электролита и напряжения в цепи анод-катод ограничиваются качество обработки и круг обрабатываемых материалов. Задачей настоящего изобретения является создание способа электролитно-плазменного полирования металлических изделий, позволяющего существенно улучшить качество обработки и расширить...
Способ электролитно-плазменного полирования металлического изделия
Номер патента: 11808
Опубликовано: 30.04.2009
Авторы: Куликов Иван Семенович, Кревсун Эдуард Павлович, Каменев Анатолий Яковлевич, Ермаков Владимир Леонидович
МПК: C25F 3/00
Метки: полирования, металлического, способ, электролитно-плазменного, изделия
Текст:
...указанное давление задают путем вакуумирования или наддува указанной полости, а указанное давление задают с помощью быстродействующей системы автоматического управления и контроля, в качестве управляющих параметров которой выбирают температуру в объеме электролита и величину тока в цепи катод-анод. На фиг. 1 показан график зависимости температуры кипения от давления насыщенных паров. На фиг. 2 изображена схема общего вида устройства для...
Устройство для электролитно-плазменного полирования металлического изделия
Номер патента: 13937
Опубликовано: 30.12.2010
Авторы: Каменев Анатолий Яковлевич, Ермаков Владимир Леонидович, Кревсун Эдуард Павлович, Куликов Иван Семенович
МПК: C25F 3/00, B23H 3/00, C25F 1/00...
Метки: металлического, изделия, устройство, полирования, электролитно-плазменного
Текст:
...изобретения является создание устройства для электролитноплазменного полирования металлических изделий, которое обеспечило бы условия для равномерного съема металла по всей поверхности обрабатываемого изделия. Поставленная задача решается тем, что в устройстве для электролитно-плазменного полирования металлического изделия, содержащем ванну для погружения в электролит 2 13937 1 2010.12.30 обрабатываемого изделия, источник постоянного...
Устройство для электролитно-плазменного полирования листа металла
Номер патента: 14504
Опубликовано: 30.06.2011
Авторы: Куликов Иван Семенович, Кревсун Эдуард Павлович
Метки: электролитно-плазменного, металла, устройство, полирования, листа
Текст:
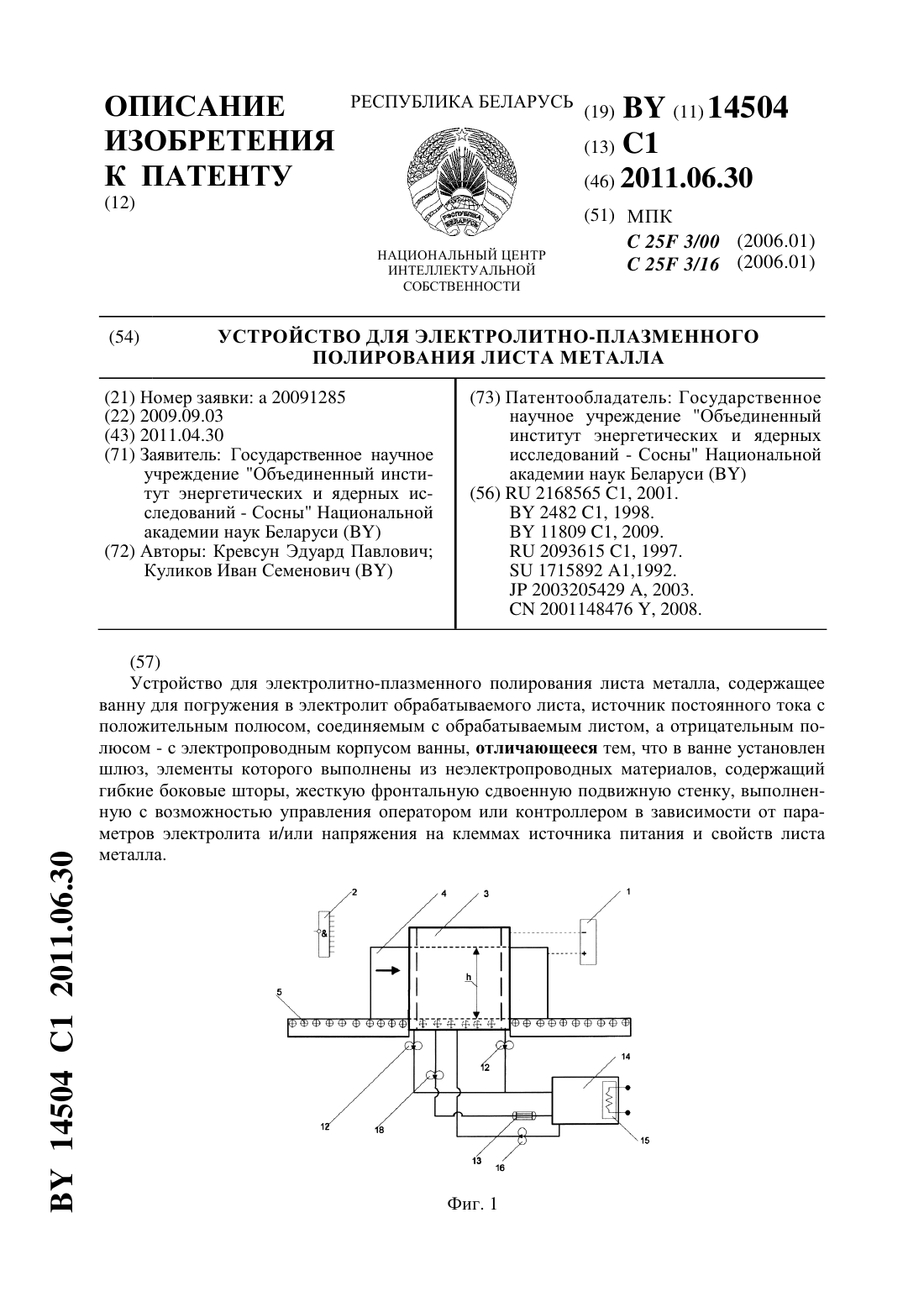
...регулировки параметров процесса обработки. Поставленная задача решается тем, что в устройстве для электролитно-плазменного полирования листа металла, содержащем ванну для погружения в электролит обрабатываемого листа, источник постоянного тока с положительным полюсом, соединяемым с обрабатываемым листом, а отрицательным полюсом - с электропроводным корпусом ванны,в ванне установлен шлюз, элементы которого выполнены из неэлектропроводных...
Устройство для электролитно-плазменного полирования внутренних полостей электропроводного изделия
Номер патента: 14333
Опубликовано: 30.04.2011
Авторы: Куликов Иван Семенович, Кревсун Эдуард Павлович, Каменев Анатолий Яковлевич
МПК: C25F 3/00
Метки: полостей, устройство, внутренних, полирования, электропроводного, изделия, электролитно-плазменного
Текст:
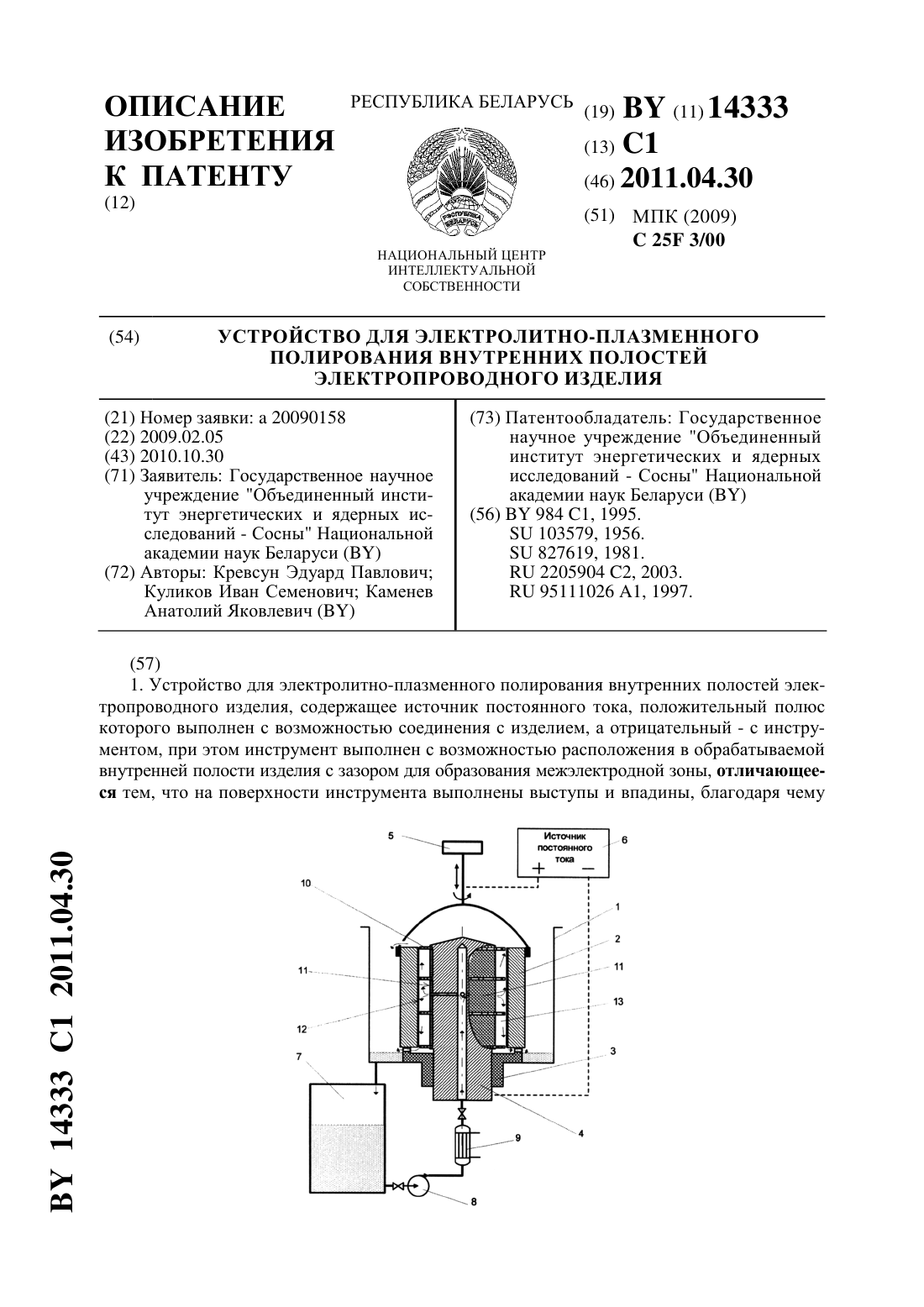
...поверхности катода должна в три и более раз превышать площадь поверхности анода. Это положение всегда реализуется при полировке наружных поверхностей изделий, когда в качестве катода служит корпус ванны, площадь которого намного превышает площадь поверхности обрабатываемого изделия. Задачей настоящего изобретения является создание устройства для электролитноплазменного полирования более высокого качества (по критериям чистоты поверхности...
Предыдущий патент: Способ диагностики нарушения церебральной микрогемодинамики у больного с фокальной эпилепсией
Следующий патент: Способ получения водного раствора углеродных нанотрубок
Случайный патент: Устройство для термообработки